EP4166489B1 - Kreuzbruchmodul für eine falzmaschine und damit ausgerüstete falzmaschine - Google Patents
Kreuzbruchmodul für eine falzmaschine und damit ausgerüstete falzmaschine Download PDFInfo
- Publication number
- EP4166489B1 EP4166489B1 EP21202689.2A EP21202689A EP4166489B1 EP 4166489 B1 EP4166489 B1 EP 4166489B1 EP 21202689 A EP21202689 A EP 21202689A EP 4166489 B1 EP4166489 B1 EP 4166489B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cross
- fold
- folding
- pair
- knife
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/16—Rotary folders
- B65H45/162—Rotary folders with folding jaw cylinders
- B65H45/164—Details of folding blades therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/18—Oscillating or reciprocating blade folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/02—Folding limp material without application of pressure to define or form crease lines
- B65H45/04—Folding sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
- B65H5/021—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts
- B65H5/023—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts between a pair of belts forming a transport nip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/34—Modifying, selecting, changing direction of displacement
- B65H2301/342—Modifying, selecting, changing direction of displacement with change of plane of displacement
- B65H2301/3421—Modifying, selecting, changing direction of displacement with change of plane of displacement for changing level of plane of displacement, i.e. the material being transported in parallel planes after at least two changes of direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/45—Folding, unfolding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/25—Driving or guiding arrangements
- B65H2404/254—Arrangement for varying the guiding or transport length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/261—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip
- B65H2404/2613—Means for changing the transport path, e.g. deforming, lengthening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/269—Particular arrangement of belt, or belts other arrangements
- B65H2404/2693—Arrangement of belts on movable frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/24—Post -processing devices
Definitions
- the present invention relates to a cross-fold module for a folding machine and to a folding machine equipped therewith.
- Folding machines for producing folded products usually comprise a number of different folding units.
- a multi-pocket folding machine first creates a number of parallel folds in the folded product. The cross fold is then created by another pocket folding unit or a sword folding unit, which in turn can be followed by a sword folding unit.
- a folding machine of this type is known, for example, from the EP 1 475 337 B1 known.
- the cross-fold module for a folding machine comprises a support device on which a preferably pre-folded sheet running in the direction of entry at least partially rests in a transport plane, as well as an end stop device against which the leading edge of the incoming sheet rests. It further comprises a cross-fold folding blade arranged above the support device, extending in the direction of entry and movable back and forth perpendicular to the direction of entry in a folding blade movement direction, and a pair of folding rollers arranged below the support device opposite the cross-fold folding blade, which forms a folding roller gap into which a sheet is inserted for folding by the cross-fold folding blade, whereby a folded product is formed.
- an output transport device for the folded product which is designed to To receive a folded product near an exit of the folding roller gap in a receiving section and to transport it to an output section in a direction that is transverse to the infeed direction and transverse to the direction of movement of the folding blade.
- the cross-fold folding blade and the pair of folding rollers are adjustable in a direction that is transverse to the infeed direction and transverse to the direction of movement of the folding blade.
- the output transport device is formed from at least one pair of endless driven belts that are directly opposite one another at least in one transport section that runs from the receiving section to the output section and that receive a section of the folded product in the transport section between them. Furthermore, the length of the transport section can be changed when adjusting the cross-fold folding blade and the pair of folding rollers.
- each pair of belts clamping a specific section of the folded product between them in the transport section.
- the folded product should preferably not be completely covered by the belts so that it is accessible for processing and/or quality control during conveyance.
- the direction of adjustment of the cross-fold folding blade and the pair of folding rollers is generally preferably perpendicular to the infeed direction and perpendicular to the folding blade movement direction.
- the adjustment of the cross-fold folding blade and the pair of folding rollers can be carried out in two opposite directions. As a rule, the adjustment takes place by linear displacement.
- An adjustment range of the cross-fold folding blade and the pair of folding rollers is usually between +20 cm and -20 cm, preferably between +15 cm and -15 cm, from the center position.
- the adjustment can be used to achieve an off-center fold of the sheet, for example, which can be used for a variety of different folding patterns. Overall, the variability of the folded products produced is increased.
- the receiving section of the output transport device is adjustable together with the cross-fold folding blade and the pair of folding rollers in the same direction, such that a relative position of the receiving section and the folding roller gap remains the same.
- the output section of the output transport device remains stationary when the receiving section is adjusted. In this way, subsequent modules of the folding machine can always take over the folded products from the cross-fold module at the same point.
- the belts are guided around a plurality of deflection rollers, wherein at least two of the deflection rollers per belt are adjustable in the same direction together with the cross-fold folding blade and the pair of folding rollers.
- each belt forms a U-shaped loop around one of the adjustable deflection rollers. This creates a belt storage device that ensures length compensation during adjustment.
- the belt storage formed by the U-shaped loop is then filled or emptied when the deflection rollers are adjusted.
- At least the cross-fold folding blade and the pair of folding rollers, more preferably all adjustable components, are attached to a horizontally movable carriage frame.
- the cross-fold module comprises an infeed transport device, which is particularly preferably also adjustable in the same direction together with the cross-fold folding blade and the pair of folding rollers.
- the infeed transport device is preferably formed of at least one pair of opposing, endless belts which receive the sheet between them.
- the adjustment can be done manually.
- the manual actuating element can be, for example, a handwheel for adjusting the cross-fold folding blade and the pair of folding rollers or all other adjustable components.
- a motor drive can also be provided for this, which is preferably controlled automatically.
- a folding machine according to the invention comprises a cross-fold module as described above.
- the folding machine preferably also has a pocket folding unit upstream of the cross-fold module, which is designed to fold the sheet several times in parallel in a first direction.
- the cross-fold folding blade is then designed to fold the pre-folded sheet in a direction perpendicular to the first direction.
- the folding machine preferably comprises, downstream of the cross-fold module, at least one further folding unit, preferably several folding units, which carry out at least one further folding unit, preferably several folding units of the folded product in the second direction.
- further folding units can be, for example, knife folding units.
- cross-fold module according to the invention or the folding machine according to the invention can be used for folding any printed sheet.
- package inserts can be folded using the cross-fold module according to the invention, also in the form of outserts.
- sheet refers to the product entering the cross-fold module. This can be an unfolded or pre-folded sheet.
- folded product refers to the product after cross-folding in the cross-fold module. The folded product can be folded further in subsequent stations.
- the sheet is usually a sheet of paper, cardboard or a similar material.
- the sheet can be a flat medium that is not yet folded, but is preferably a sheet that has already been folded once or multiple times.
- the cross-fold module creates a further fold to one or more existing folds in a direction perpendicular to the first fold(s).
- the cross-fold module according to the invention preferably processes consecutive single sheets.
- the folding machine according to the invention is preferably used as a paper folding machine, in particular when processing thin paper.
- Fig.1 is a schematic representation of an embodiment of a folding machine 2 according to the invention in a plan view.
- the folding machine 2 initially comprises a feeder 4, preferably for feeding and separating sheets, which can be provided as a stack in the feeder 4.
- the folding machine 2 comprises a pocket folding unit 6, which is arranged downstream of the feeder 4.
- the feeder 4 pulls one sheet at a time from the stack and feeds it to the pocket folding unit 6.
- the pocket folding unit 6 is preferably designed to fold the sheet several times in such a way that the folds run parallel to a first direction (and perpendicular to the arrow E), i.e. a plurality of parallel folds are generated in the sheet.
- a cross fold is then introduced into the sheet in the cross fold module 8 according to the invention. This folding takes place parallel to the infeed direction E of the sheet.
- the cross fold module 8 delivers the folded products to the other stations in a changed transport direction T, which is usually offset by 90° to the infeed direction E.
- the cross-fold module 8 thus creates a fold that runs in a second direction perpendicular to the first direction.
- folding units 10 which in the embodiment shown are designed as knife folding units.
- a press 12 can optionally be provided for compressing the folded product after each fold.
- the type, number and sequence of the folding units 10 can be adapted as desired to the given requirements and the desired design of the folded product to be produced.
- the expert can thus adapt the folding machine 2 to produce a large number of different folded products.
- At least one knife folding unit can be used to create at least one further fold in the first direction, parallel to the folds of the pocket folding unit 6 in front of the cross-fold module 8. Fig.1 , to be carried out.
- FIG.1 shows three further folding units 10 after the cross-fold module 8.
- One or two folding units 10 can also be omitted if only two or three folds are to be made in the second direction. It is also possible to add another folding unit 10 in the cross-fold area.
- a device 14 for quality control for example with one or two digital cameras, can be provided downstream of the last folding unit 10, which checks the alignment of the folded product and the last folded edge and/or the thickness of the folded products. If all of the above criteria are to be checked, two cameras with inspection fields perpendicular to each other are required.
- a device 16 for rejecting faulty folded products can be provided, which can be controlled based on the evaluation results of the device 14.
- a stack forming unit 18 can be provided for forming stacks of folded products.
- one of the described layouts of the folding machine can be used with particular advantage to produce folded products, in particular outserts, with at least 54, preferably at least 72, more preferably at least 90, more preferably at least 108 panels, more preferably at least 120 panels up to 300 panels or even more.
- at least eight, preferably at least ten, more preferably at least twelve folds are carried out in the first direction, and at least three folds, preferably at least four folds are carried out in the second direction.
- At least one adhesive dot is applied to the folded product by means of a device 20 in order to keep the folded product in the closed state after the last fold.
- a device 20 can 20, an adhesive label can also be applied, which is folded over an edge of the folded product after the last fold and is attached to two opposite sides of the folded product in the final state in order to keep the folded product in the closed state.
- the device 20 can then also be arranged after the last folding unit 10.
- the transfer of the folded products between the folding units 8, 10 takes place at least in sections using conveying means, which are preferably formed by pairs of belts, with a section of the folded product being held between the belts of a pair of belts.
- the pairs of belts are arranged parallel to one another at a distance in the transverse direction.
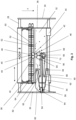
- FIG.2 and 3 an embodiment of a cross-break module 8 according to the invention is shown.
- the cross-fold module 8 comprises a machine frame 22 which is mounted on rollers 24 for movement. Lifting columns 26 are used for height adjustment. Above the lifting columns 26, horizontally running rails 28 are provided inside the machine frame 22.
- FIG.2 In the view shown, only two rails 28 can be seen, but there are preferably four rails 28 in total, two upper rails and two lower rails, of which one upper and one lower rail are arranged closer to the entrance area of the cross-fold module 8 and the other pair of rails is arranged further back, into the plane of the drawing, compared to the first pair. Overall, this preferably results in a symmetrical arrangement of the rails 28, which together with the side walls 30 of the machine frame 22, to which they are rigidly connected, define a cuboid-shaped space between them.
- a carriage frame 32 is slidably mounted on the rails 28.
- the carriage frame 32 is arranged in the cuboid-shaped space.
- eight bearing elements 34 are provided on the carriage frame 32 for the connections to the rails 28, which engage with the rails 28.
- the bearing elements 34 preferably comprise rollers that roll on the rails.
- the carriage frame 32 also comprises two lateral side walls 36 as the left and right boundaries of the carriage frame 32 as well as a front and rear side wall 38, of which in the illustration in Fig.2 only the front side wall 38 is visible.
- the carriage frame 32 is thus along the rails 28 between the side walls 36 of the machine frame 22 horizontally movable back and forth, as indicated by the double arrow in Fig.3 is indicated.
- the cross-fold module 8 also comprises a support device 44 on which a preferably pre-folded sheet running in the direction of entry E comes to rest at least partially, as well as an end stop device 45 on which the incoming sheet comes to rest with its leading edge.
- the cross-fold folding blade 40 is arranged in its retracted position above the support device 44 and extends with its main direction of extension (longitudinal direction) in the direction of entry E, in Fig.3 i.e. into the plane of the drawing.
- the cross-fold folding blade 40 can be moved back and forth in a folding blade movement direction F perpendicular to the infeed direction E during operation to carry out the folds.
- the pair of folding rollers 42 is arranged below the support device 44 opposite the cross-fold folding blade 40 and forms a folding roller gap 46 into which a sheet is inserted for folding by the cross-fold folding blade 40, whereby a folded product is formed.
- the cross-fold folding blade 40 is preferably driven by a pneumatic drive 48 ( Fig.2 ). During the folding movement, the cross-fold folding blade 40 passes through a slot or other opening in the support device 44 in order to get close to the folding roller gap 46.
- An infeed transport device 50 which is preferably also attached to the carriage frame 32, guides each sheet in the infeed direction E to the cross-fold position.
- the infeed transport device 50 is formed from at least one, preferably several pairs of opposite, endless driven belts 52, which each receive sections of the sheet between them.
- the infeed transport device 50 can also comprise another conveyor mechanism.
- An output transport device 54 serves to take over the folded product after the cross-fold and to forward it to a subsequent unit of the folding machine.
- the output transport device 54 takes up the folded product near an exit of the folding roller gap 46 in a receiving section 56 and conveys it in a direction that is transverse, preferably perpendicular, to the infeed direction E and transverse, preferably perpendicular, to the folding blade movement direction. F, to an output section 58.
- the receiving section 56 can be moved back and forth together with the carriage frame 32
- the output section 58 is fixed in a stationary manner to an output frame 60.
- the output frame 60 is in turn mounted on one of the side walls 30 of the machine frame 22.
- the output section 58 can also be fixed in another way, as long as it remains stationary.
- the output transport device 54 is directed towards the left side of the cross-fold module 8. However, it is also possible to align the output transport device 54 in a mirror image towards the right side of the cross-fold module 8.
- the output transport direction 54 in the illustrated embodiment comprises at least one pair of belts 62, each of which is guided over several deflection rollers 64, 65.
- the output transport direction 54 in the illustrated embodiment comprises at least one pair of belts 62, each of which is guided over several deflection rollers 64, 65.
- the output transport direction 54 in the illustrated embodiment only two belts 62 are visible. However, as a rule, several belts 62 are arranged next to one another at a distance into the plane of the drawing and run parallel to one another in each section.
- An upper belt 62 and a lower belt 62 form a matching pair that work together to transport a folded product from the receiving section 56 to the output section 58.
- the two belts 62 of each pair of belts run in close proximity to one another, so that a section of the folded product is received, preferably clamped, between the two belts 62.
- All upper belts preferably run over the same deflection rollers and all lower belts preferably run over the same deflection rollers.
- each belt 62 runs around four deflection rollers 64, 65, of which the two deflection rollers 64 are each arranged stationary and the two deflection rollers 65 can be moved together with the carriage frame 32.
- the two deflection rollers 65 are preferably, like the folding rollers 42, rotatably mounted on the front and rear side walls 38 of the carriage frame 32.
- each belt 62 runs in a U-shaped loop, whereby the curved section of the U-shape runs around one of the adjustable deflection rollers 65.
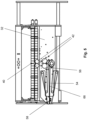
- a belt storage formed by the U-shaped loop is filled or emptied when the deflection rollers 65 are adjusted, as shown in Fig.5 and 7 can be seen.
- the carriage frame 32 is shown displaced from the middle position to an outer left position. Due to the simultaneous displacement of the deflection rollers 65, the U-shaped loop is deformed in such a way that both legs of the U-shape are approximately the same length, whereas they still had a different length when the carriage frame 32 was in the middle position.
- the transport section 66 is shown in Fig.4 and 5 shown position compared to the middle position of the carriage frame 32 Fig.2 and 3 shortened by the amount of displacement of the carriage frame 32.
- the distance between the two adjustable deflection rollers 65 always remains the same in every state and thus the length of the leg of the U-shape defined by the two deflection rollers 65 always remains the same. Only the length of the other leg of the U-shape changes when the carriage frame 32 is moved.
- Fig.6 and 7 the carriage frame 32 is shown in an outer right position.
- the U-shape is significantly changed because the first leg of the U-shape has become very short due to the displacement of the deflection rollers 65 and the U-shape has received a larger opening angle.
- the transport section 66 is made of Fig.2 and 3 extended by the amount of displacement of the carriage frame 32 relative to the center position.
- the receiving section 56 is moved together with the cross-fold folding blade 40 and the folding rollers 42 during a lateral adjustment.
- the output section 58 remains in place in order to be able to transfer the folded products to subsequent units at a predefined position.
- the path of the belts 62 can also deviate from the path shown.
- other forms of a belt storage device can be formed, which lead to an extension of the transport section 66 when the receiving section 56 is displaced away from the output section 58 or which lead to a shortening of the transport section 66 when the receiving section 56 is displaced towards the output section 58.
- the folded products are transferred from the folding rollers 42 to the receiving section 56 by means of a number of additional transfer elements, in particular two additional guide rollers 68 and one or more curved guide tongues 70, which are also moved along with the carriage frame 32.
- additional transfer elements in particular two additional guide rollers 68 and one or more curved guide tongues 70, which are also moved along with the carriage frame 32.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Description
- Die vorliegende Erfindung betrifft ein Kreuzbruchmodul für eine Falzmaschine sowie eine damit ausgerüstete Falzmaschine.
- Falzmaschinen zum Herstellen von Falzprodukten umfassen in der Regel eine Mehrzahl unterschiedlicher Falzwerke. Dabei wird im Allgemeinen unterschieden zwischen Taschenfalzwerken und Schwertfalzwerken. Um ein wie gewünscht gefalztes Produkt zu erhalten, das unterschiedliche Falzrichtungen aufweist, ist es üblicherweise erforderlich, Taschenfalzwerke und Schwertfalzwerke zu kombinieren. Beispielsweise erzeugt zunächst eine Vieltaschenfalzmaschine eine Mehrzahl von Parallelbrüchen im Falzprodukt. Der Kreuzbruch wird dann durch ein weiteres Taschenfalzwerk oder ein Schwertfalzwerk erzeugt, an das wiederum ein Schwertfalzwerk anschließen kann. Eine Falzmaschine dieser Art ist beispielsweise aus der
EP 1 475 337 B1 bekannt. - Es ist eine Aufgabe der vorliegenden Erfindung, ein Kreuzbruchmodul und eine damit ausgerüstete Falzmaschine zu schaffen, die eine hohe Flexibilität und Vielfalt bei der Gestaltung von Falzprodukten ermöglichen.
- Diese Aufgabe wird durch die Merkmale der Ansprüche 1 und 10 gelöst. Bevorzugte Ausführungsformen sind Gegenstand der abhängigen Ansprüche.
- Erfindungsgemäß umfasst das Kreuzbruchmodul für eine Falzmaschine eine Auflageeinrichtung, auf der ein in Einlaufrichtung einlaufender, bevorzugt vorgefalzter Bogen in einer Transportebene zumindest teilweise zum Aufliegen kommt sowie eine Endanschlageinrichtung, an der der einlaufende Bogen mit seiner voreilenden Kante zum Anliegen kommt. Es umfasst ferner ein oberhalb der Auflageeinrichtung angeordnetes, sich in Einlaufrichtung erstreckendes und senkrecht zur Einlaufrichtung in einer Falzschwert-Bewegungsrichtung hin- und herbewegbares Kreuzbruch-Falzschwert und ein unterhalb der Auflageeinrichtung dem Kreuzbruch-Falzschwert gegenüberliegend angeordnetes Paar von Falzwalzen, das einen Falzwalzenspalt bildet, in den ein Bogen zur Falzung durch das Kreuzbruch-Falzschwert eingeschlagen wird, wobei ein Falzprodukt gebildet wird. Schließlich umfasst es eine Ausgabe-Transportvorrichtung für das Falzprodukt, die dazu eingerichtet ist, das Falzprodukt nahe eines Ausgangs des Falzwalzenspalts in einem Aufnahmeabschnitt aufzunehmen und in einer Richtung, die quer zur Einlaufrichtung und quer zur Falzschwert-Bewegungsrichtung ist, zu einem Ausgabeabschnitt zu transportieren. Dabei sind das Kreuzbruch-Falzschwert und das Paar von Falzwalzen in einer Richtung, die quer zur Einlaufrichtung und quer zur Falzschwert-Bewegungsrichtung ist, verstellbar. Zudem ist die Ausgabe-Transportvorrichtung aus mindestens einem Paar von endlosen angetriebenen Riemen gebildet, die sich zumindest in einem Transportabschnitt, der vom Aufnahmeabschnitt bis zum Ausgabeabschnitt verläuft, unmittelbar gegenüberliegen und einen Abschnitt des Falzprodukts in dem Transportabschnitt zwischen sich aufnehmen. Ferner ist die Länge des Transportabschnitts bei der Verstellung des Kreuzbruch-Falzschwerts und des Paars von Falzwalzen veränderbar.
- Üblicherweise sind mindestens zwei Paare von Riemen vorhanden, die beabstandet zueinander angeordnet sind, wobei jedes Paar von Riemen einen bestimmten Abschnitt des Falzprodukts im Transportabschnitt zwischen sich klemmt. Während des Transports soll das Falzprodukt vorzugsweise nicht vollständig von den Riemen bedeckt sein, damit es zugänglich ist für eine Bearbeitung und/oder Qualitätskontrolle während der Förderung.
- Die Richtung bei der Verstellung des Kreuzbruch-Falzschwerts und des Paars von Falzwalzen ist allgemein vorzugsweise senkrecht zur Einlaufrichtung und senkrecht zur Falzschwert-Bewegungsrichtung.
- Die Verstellung des Kreuzbruch-Falzschwerts und des Paars von Falzwalzen kann jeweils in zwei entgegengesetzte Richtungen erfolgen. In der Regel findet die Verstellung durch lineare Verschiebung statt.
- Ein Verstellbereich des Kreuzbruch-Falzschwerts und des Paars von Falzwalzen liegt üblicherweise zwischen +20 cm und -20 cm, bevorzugt zwischen +15 cm und -15 cm, von der Mittelstellung.
- Durch die Verstellung kann beispielsweise eine außermittige Falzung des Bogens erzielt werden, was für eine Vielzahl verschiedener Falzmuster genutzt werden kann. Insgesamt wird die Variabilität bei den hergestellten Falzprodukten erhöht.
- In einer bevorzugten Ausgestaltung ist der Aufnahmeabschnitt der Ausgabe-Transportvorrichtung gemeinsam mit dem Kreuzbruch-Falzschwert und dem Paar von Falzwalzen in derselben Richtung verstellbar, derart, dass eine relative Lage von Aufnahmeabschnitt und Falzwalzenspalt gleich bleibt.
- Vorzugsweise bleibt der Ausgabeabschnitt der Ausgabe-Transportvorrichtung bei der Verstellung des Aufnahmeabschnitts stationär. Auf diese Weise können nachfolgende Module der Falzmaschine die Falzprodukte immer an derselben Stelle vom Kreuzbruchmodul übernehmen.
- Vorzugsweise sind die Riemen um mehrere Umlenkwalzen geführt, wobei pro Riemen mindestens zwei der Umlenkwalzen zusammen mit dem Kreuzbruch-Falzschwert und dem Paar von Falzwalzen in derselben Richtung verstellbar sind.
- Bevorzugt bildet jeder Riemen eine U-förmige Schlaufe um eine der verstellbaren Umlenkwalzen. Dadurch wird ein Riemenspeicher gebildet, der für den Längenausgleich bei der Verstellung sorgt.
- Der durch die U-förmige Schlaufe gebildete Riemenspeicher wird dann bei Verstellung der Umlenkwalzen gefüllt oder geleert.
- Vorzugsweise sind zumindest das Kreuzbruch-Falzschwert und das Paar von Falzwalzen, mehr bevorzugt alle verstellbaren Komponenten, an einem horizontal verfahrbaren Schlittengestell befestigt.
- Vorzugsweise umfasst das Kreuzbruchmodul eine Einlauf-Transportvorrichtung, die besonders bevorzugt ebenfalls gemeinsam mit dem Kreuzbruch-Falzschwert und dem Paar von Falzwalzen in derselben Richtung verstellbar ist.
- Die Einlauf-Transportvorrichtung ist vorzugsweise aus mindestens einem Paar von sich gegenüberliegenden, endlosen Riemen gebildet, die den Bogen zwischen sich aufnehmen.
- Die Verstellung kann manuell erfolgen. Das manuelle Betätigungselement kann beispielsweise ein Handrad zur Verstellung des Kreuzbruch-Falzschwerts und des Paars von Falzwalzen bzw. auch aller übrigen verstellbaren Komponenten sein. Es kann auch ein motorischer Antrieb hierfür vorgesehen sein, der vorzugsweise automatisiert angesteuert wird.
- Eine erfindungsgemäße Falzmaschine umfasst ein Kreuzbruchmodul wie oben beschrieben.
- Die Falzmaschine weist vorzugsweise außerdem ein dem Kreuzbruchmodul vorgelagertes Taschenfalzwerk auf, das dazu eingerichtet ist, den Bogen in einer ersten Richtung mehrfach parallel zu falzen. Das Kreuzbruch-Falzschwert ist dann dazu eingerichtet, den vorgefalzten Bogen in einer Richtung senkrecht zur ersten Richtung zu falzen.
- Die Falzmaschine umfasst vorzugsweise, dem Kreuzbruchmodul nachgelagert, mindestens ein weiteres, bevorzugt mehrere Falzwerke, die mindestens eine weitere, bevorzugt mehrere Falzungen des Falzprodukts in die zweite Richtung vornehmen. Diese weiteren Falzwerke können beispielsweise Schwertfalzwerke sein.
- Das erfindungsgemäße Kreuzbruchmodul bzw. die erfindungsgemäße Falzmaschine können bei der Falzung jedes beliebigen bedruckten Bogens verwendet werden. Unter anderem können unter Verwendung des erfindungsgemäßen Kreuzbruchmoduls Beipackzettel gefalzt werden, auch in Form von Outserts.
- Im Rahmen der Erfindung bezeichnet "Bogen" das in das Kreuzbruchmodul einlaufende Produkt. Dies kann ein ungefalzter oder bereits vorgefalzter Bogen sein. "Falzprodukt" bezeichnet hingegen das Produkt nach der Kreuzfalzung im Kreuzbruchmodul. Das Falzprodukt kann in nachfolgenden Stationen weiter gefalzt werden.
- Bei dem Bogen handelt es sich in der Regel um einen Bogen aus Papier, Pappe oder einem ähnlichen Material. Wie erwähnt kann der Bogen ein noch ungefalztes flächiges Medium sein, ist aber vorzugsweise ein bereits einfach oder mehrfach gefalzter Bogen. Im letzteren Fall erzeugt das Kreuzbruchmodul einen weiteren Falz zu einem oder mehreren bereits bestehenden Falzen in einer Richtung senkrecht zu dem oder den ersten Falzen.
- Das erfindungsgemäße Kreuzbruchmodul verarbeitet bevorzugt aufeinanderfolgende Einzelbogen.
- Allgemein wird die erfindungsgemäße Falzmaschine bevorzugt eingesetzt als Papierfalzmaschine, insbesondere bei der Verarbeitung von Dünndruckpapier.
- Weitere Merkmale und Vorteile der vorliegenden Erfindung ergeben sich aus der nachfolgenden Beschreibung der beigefügten Figuren.
- Fig. 1
- ist eine Draufsicht auf eine Ausführungsform einer erfindungsgemäßen Falzmaschine mit dem erfindungsgemäßen Kreuzbruchmodul;
- Fig. 2
- ist eine Frontansicht einer Ausführungsform eines erfindungsgemäßen Kreuzbruchmoduls, bei dem das Kreuzbruch-Falzschwert in einer Mittelstellung angeordnet ist;
- Fig. 3
- ist eine Querschnittsansicht von relevanten Komponenten des Kreuzbruchmoduls aus
Fig. 2 ; - Fig. 4
- ist eine Frontansicht der Ausführungsform des erfindungsgemäßen Kreuzbruchmoduls aus
Fig. 2 , wobei das Kreuzbruch-Falzschwert in einer nach links verschobenen Stellung angeordnet ist; - Fig. 5
- ist eine Querschnittsansicht von relevanten Komponenten des Kreuzbruchmoduls aus
Fig. 4 ; - Fig. 6
- ist eine Frontansicht der Ausführungsform des erfindungsgemäßen Kreuzbruchmoduls aus
Fig. 2 , wobei das Kreuzbruch-Falzschwert in einer nach rechts verschobenen Stellung angeordnet ist; - Fig. 7
- ist eine Querschnittsansicht von relevanten Komponenten des Kreuzbruchmoduls aus
Fig. 6 . -
Fig. 1 ist eine schematische Darstellung einer Ausführungsform einer erfindungsgemäßen Falzmaschine 2 in einer Draufsicht. - Die Falzmaschine 2 umfasst zunächst einen Anleger 4, vorzugsweise zum Anlegen und Vereinzeln von Bögen, die im Anleger 4 als Stapel bereitgestellt werden können.
- Weiterhin umfasst die Falzmaschine 2 ein Taschenfalzwerk 6, das stromabwärts des Anlegers 4 angeordnet ist. Der Anleger 4 zieht jeweils einen Bogen vom Stapel ab und führt ihn dem Taschenfalzwerk 6 zu. Das Taschenfalzwerk 6 ist vorzugsweise dazu eingerichtet, den Bogen mehrfach derart zu falzen, dass die Falze parallel zu einer ersten Richtung (und senkrecht zum Pfeil E) verlaufen, also eine Mehrzahl von Parallelbrüchen im Bogen erzeugt wird.
- Anschließend wird im erfindungsgemäßen Kreuzbruchmodul 8 ein Kreuzbruch in den Bogen eingebracht. Diese Falzung erfolgt parallel zur Einlaufrichtung E des Bogens. Das Kreuzbruchmodul 8 gibt die Falzprodukte in einer geänderten Transportrichtung T an die weiteren Stationen ab, die in der Regel um 90° versetzt zur Einlaufrichtung E ist.
- Das Kreuzbruchmodul 8 erzeugt also einen Falz, der in einer zweiten Richtung senkrecht zur ersten Richtung verläuft.
- Anschließend können weitere Falzwerke 10 folgen, die im dargestellten Ausführungsbeispiel als Schwertfalzwerke ausgebildet sind. Nach jedem Falzwerk 10 kann optional eine Presse 12 zum Komprimieren des Falzprodukts nach der jeweiligen Falzung vorgesehen sein.
- Die Art, Anzahl und Reihenfolge der Falzwerke 10 kann beliebig an die gegebenen Anforderungen und die gewünschte Ausbildung des herzustellenden Falzprodukts angepasst werden. Dem Fachmann ist es somit möglich, die Falzmaschine 2 anzupassen, um eine Vielzahl unterschiedlicher Falzprodukte herzustellen.
- Ebenso ist es möglich, auch im Kreuzbruchbereich ein Taschenfalzwerk vorzusehen, das eine oder mehrere Parallelfalzungen in der zweiten Richtung vornimmt, die senkrecht zur ersten Richtung ist, in der die im Taschenfalzwerk 6 gebildeten Falze verlaufen.
- Schließlich kann zusätzlich zum Taschenfalzwerk 6 auch mindestens ein Schwertfalzwerk verwendet werden, um vor dem Kreuzbruchmodul 8 mindestens eine weitere Falzung in der ersten Richtung, parallel zu den Falzungen des Taschenfalzwerks 6 in
Fig. 1 , durchzuführen. - Eine bevorzugte Ausgestaltung, die in
Fig. 1 dargestellt ist, zeigt nach dem Kreuzbruchmodul 8 drei weitere Falzwerke 10. Es können auch ein oder zwei Falzwerke 10 weggelassen werden, wenn lediglich zwei oder drei Falzungen in der zweiten Richtung durchgeführt werden sollen. Ebenso ist es möglich, ein weiteres Falzwerk 10 im Kreuzbruchbereich zu ergänzen. - Optional kann stromab des letzten Falzwerks 10 eine Vorrichtung 14 zur Qualitätskontrolle, beispielsweise mit einer oder mit zwei Digitalkameras, vorgesehen sein, die die Ausrichtung des Falzprodukts und der letzten Falzkante und/oder die Dicke der Falzprodukte überprüft. Wenn alle genannten Kriterien überprüft werden sollen, benötigt man zwei Kameras mit zueinander senkrechten Inspektionsfeldern. Anschließend an die Vorrichtung 14 kann eine Vorrichtung 16 zur Ausschleusung fehlerhafter Falzprodukte vorgesehen sein, die auf Basis der Auswertungsergebnisse der Vorrichtung 14 angesteuert werden kann.
- Ebenfalls optional kann eine Stapelbildungseinheit 18 zur Bildung von Stapeln von Falzprodukten vorgesehen sein.
- Bei der Herstellung von Falzprodukten kann eines der beschriebenen Layouts der Falzmaschine mit besonderem Vorteil verwendet werden, um Falzprodukte, insbesondere Outserts, mit mindestens 54, bevorzugt mindestens 72, mehr bevorzugt mindestens 90, mehr bevorzugt mindestens 108 Panels, mehr bevorzugt mindestens 120 Panels bis hin zu 300 Panels oder sogar noch mehr herzustellen. Dabei werden in der ersten Richtung mindestens acht, bevorzugt mindestens zehn, mehr bevorzugt mindestens zwölf Falzungen durchgeführt, und in der zweiten Richtung werden mindestens drei Falzungen, bevorzugt mindestens vier Falzungen durchgeführt.
- Vor der letzten Falzung wird bei der Herstellung von Outserts mittels einer Vorrichtung 20 mindestens ein Klebepunkt auf das Falzprodukt aufgebracht, um das Falzprodukt nach der letzten Falzung im geschlossenen Zustand zu halten. Alternativ hierzu kann durch die Vorrichtung 20 auch ein Klebeetikett aufgebracht werden, das nach der letzten Falzung um eine Kante des Falzprodukts umgeschlagen wird und im Endzustand an zwei gegenüberliegenden Seiten des Falzprodukts befestigt ist, um das Falzprodukt im geschlossenen Zustand zu halten. Die Vorrichtung 20 kann dann auch nach dem letzten Falzwerk 10 angeordnet sein.
- Die Übergabe der Falzprodukte zwischen den Falzwerken 8, 10 findet in allen Ausführungsformen zumindest abschnittsweise unter Verwendung von Fördermitteln statt, die bevorzugt durch Paare von Riemen gebildet sind, wobei jeweils ein Abschnitt des Falzprodukts zwischen den Riemen eines Paars von Riemen festgehalten ist. Die Paare von Riemen sind mit einem Abstand in Querrichtung parallel zueinander angeordnet.
- In
Fig. 2 und3 ist ein Ausführungsbeispiel eines erfindungsgemäßen Kreuzbruchmoduls 8 dargestellt. GemäßFig. 2 umfasst das Kreuzbruchmodul 8 ein Maschinengestell 22, das auf Rollen 24 verfahrbar gelagert ist. Hubsäulen 26 dienen zur Höhenverstellung. Oberhalb der Hubsäulen 26 sind im Inneren des Maschinengestells 22 horizontal verlaufende Schienen 28 vorgesehen. In der inFig. 2 dargestellten Ansicht sind lediglich zwei Schienen 28 zu erkennen, es sind aber insgesamt vorzugsweise vier Schienen 28 vorhanden, jeweils zwei obere Schienen und zwei untere Schienen, von denen eine obere und eine untere Schiene näher am Eingangsbereich des Kreuzbruchmoduls 8 angeordnet sind und das weitere Paar von Schienen im Vergleich zum ersten Paar weiter hinten, in die Zeichenebene hinein, angeordnet ist. Insgesamt ergibt sich vorzugsweise eine symmetrische Anordnung der Schienen 28, die zusammen mit den Seitenwänden 30 des Maschinengestells 22, mit denen sie starr verbunden sind, einen quaderförmigen Raum zwischen sich definieren. - Auf den Schienen 28 ist ein Schlittengestell 32 verschiebbar gelagert. Das Schlittengestell 32 ist in dem quaderförmigen Raum angeordnet. Vorzugsweise sind für die Verbindungen mit den Schienen 28 acht Lagerelemente 34 am Schlittengestell 32 vorgesehen, die mit den Schienen 28 in Eingriff stehen. Die Lagerelemente 34 umfassen bevorzugt Rollen, die auf den Schienen abrollen. Das Schlittengestell 32 umfasst außerdem zwei seitliche Seitenwände 36 als linke und rechte Begrenzung des Schlittengestells 32 sowie eine vordere und hintere Seitenwand 38, von denen in der Darstellung in
Fig. 2 lediglich die vordere Seitenwand 38 zu sehen ist. Das Schlittengestell 32 ist somit entlang der Schienen 28 zwischen den seitlichen Seitenwänden 36 des Maschinengestells 22 horizontal hin-und herbewegbar, wie durch den Doppelpfeil inFig. 3 angedeutet ist. - Bezug nehmend auf
Fig. 3 sind an dem Schlittengestell 32 ein Kreuzbruch-Falzschwert 40 und ein Paar von Falzwalzen 42 gelagert. Wie üblich umfasst das Kreuzbruchmodul 8 auch eine Auflageeinrichtung 44, auf der ein in Einlaufrichtung E einlaufender, bevorzugt vorgefalzter Bogen zumindest teilweise zum Aufliegen kommt, sowie eine Endanschlageinrichtung 45, an der der einlaufende Bogen mit seiner voreilenden Kante zum Anliegen kommt. Das Kreuzbruch-Falzschwert 40 ist in seiner zurückgezogenen Position oberhalb der Auflageeinrichtung 44 angeordnet und erstreckt sich mit seiner Haupterstreckungsrichtung (Längsrichtung) in Einlaufrichtung E, inFig. 3 also in die Zeichenebene hinein. Das Kreuzbruch-Falzschwert 40 ist während des Betriebs zur Durchführung der Falzungen senkrecht zur Einlaufrichtung E in einer Falzschwert-Bewegungsrichtung F hin- und herbewegbar. Das Paar von Falzwalzen 42 ist unterhalb der Auflageeinrichtung 44 dem Kreuzbruch-Falzschwert 40 gegenüberliegend angeordnet und bildet einen Falzwalzenspalt 46, in den ein Bogen zur Falzung durch das Kreuzbruch-Falzschwert 40 eingeschlagen wird, wodurch ein Falzprodukt gebildet wird. Das Kreuzbruch-Falzschwert 40 ist zur Erzeugung der Falzbewegung bevorzugt über einen pneumatischen Antrieb 48 (Fig. 2 ) angetrieben. Bei der Falzbewegung tritt das Kreuzbruch-Falzschwert 40 durch einen Schlitz oder eine anderweitige Öffnung der Auflageeinrichtung 44 hindurch, um in die Nähe des Falzwalzenspalts 46 zu gelangen. - Eine Einlauf-Transportvorrichtung 50, die vorzugsweise ebenfalls am Schlittengestell 32 befestigt ist, führt jeden Bogen in Einlaufrichtung E zur Kreuzbruchposition. Die Einlauf-Transportvorrichtung 50 ist aus mindestens einem, vorzugsweise mehreren Paaren von sich jeweils gegenüberliegenden, endlosen angetriebenen Riemen 52 gebildet, die Abschnitte des Bogens jeweils zwischen sich aufnehmen. Die Einlauf-Transportvorrichtung 50 kann aber auch einen anderen Fördermechanismus umfassen.
- Eine Ausgabe-Transportvorrichtung 54 dient dazu, das Falzprodukt nach dem Kreuzbruch zu übernehmen und an ein nachfolgendes Aggregat der Falzmaschine weiterzuleiten. Die Ausgabe-Transportvorrichtung 54 nimmt das Falzprodukt nahe eines Ausgangs des Falzwalzenspalts 46 in einem Aufnahmeabschnitt 56 auf und fördert es in einer Richtung, die quer, bevorzugt senkrecht, zur Einlaufrichtung E und quer, bevorzugt senkrecht, zur Falzschwert-Bewegungsrichtung F ist, zu einem Ausgabeabschnitt 58. Während der Aufnahmeabschnitt 56 zusammen mit dem Schlittengestell 32 hin-und herbewegbar ist, ist der Ausgabeabschnitt 58 an einem Ausgaberahmen 60 stationär befestigt. Der Ausgaberahmen 60 wiederum ist an einer der Seitenwände 30 des Maschinengestells 22 montiert. Der Ausgabeabschnitt 58 kann auch auf andere Weise fixiert sein, solange er stationär bleibt.
- In der dargestellten Ausführungsform ist die Ausgabe-Transportvorrichtung 54 zur linken Seite des Kreuzbruchmoduls 8 hin gerichtet. Ebenso ist es aber möglich, die Ausgabe-Transportvorrichtung 54 spiegelverkehrt zur rechten Seite des Kreuzbruchmoduls 8 hin auszurichten.
- Wie aus
Fig. 3 hervorgeht, umfasst die Ausgabe-Transportrichtung 54 im dargestellten Ausführungsbeispiel mindestens ein Paar von Riemen 62, von denen jeder über mehrere Umlenkwalzen 64, 65 geführt ist. In der Darstellung derFig. 3 sind lediglich zwei Riemen 62 sichtbar. In der Regel sind aber mehrere Riemen 62 in die Zeichenebene hinein beabstandet nebeneinander angeordnet und verlaufen in jedem Abschnitt parallel zueinander. Jeweils ein oberer Riemen 62 und ein unterer Riemen 62 bilden dabei ein zusammengehöriges Paar, die zusammenwirken, um ein Falzprodukt vom Aufnahmeabschnitt 56 zum Ausgabeabschnitt 58 zu transportieren. In diesem Transportabschnitt 66 verlaufen die beiden Riemen 62 eines jeden Paars von Riemen in unmittelbarer Nähe zueinander, sodass ein Abschnitt des Falzprodukts zwischen den beiden Riemen 62 aufgenommen, vorzugsweise geklemmt wird. Alle oberen Riemen verlaufen bevorzugt jeweils über dieselben Umlenkwalzen und alle unteren Riemen verlaufen bevorzugt jeweils über dieselben Umlenkwalzen. - Außerhalb des Transportabschnitts 66 sind die beiden Riemen 62 eines jeden Paars von Riemen getrennt voneinander, vorzugsweise spiegelsymmetrisch zum Transportabschnitt 66, geführt. In der dargestellten Ausführungsform läuft jeder Riemen 62 um vier Umlenkwalzen 64, 65, von denen die beiden Umlenkwalzen 64 jeweils stationär angeordnet sind und die beiden Umlenkwalzen 65 zusammen mit dem Schlittengestell 32 verfahrbar sind. Die beiden Umlenkwalzen 65 sind dabei vorzugsweise, ebenso wie die Falzwalzen 42, an der vorderen und hinteren Seitenwand 38 des Schlittengestells 32 drehbar gelagert.
- Durch Zusammenwirken der drei mehr zur Mitte des Kreuzbruchmoduls 8 hin angeordneten Umlenkwalzen 64, 65 verläuft jeder Riemen 62 in einer U-förmigen Schlaufe, wobei der gekrümmte Abschnitt der U-Form um eine der verstellbaren Umlenkwalzen 65 herum verläuft.
- Somit wird ein durch die U-förmige Schlaufe gebildeter Riemenspeicher bei Verstellung der Umlenkwalzen 65 gefüllt oder geleert, wie in
Fig. 5 und7 zu erkennen ist. InFig. 4 und5 ist das Schlittengestell 32 aus der Mittelposition in eine äußere linke Position verschoben dargestellt. Durch die gleichzeitige Verschiebung der Umlenkwalzen 65 wird die U-förmige Schlaufe derart verformt, dass beide Schenkel der U-Form in etwa gleich lang sind, während sie bei der Mittelstellung des Schlittengestells 32 noch eine unterschiedliche Länge aufwiesen. Der Transportabschnitt 66 wird in der inFig. 4 und5 dargestellten Position im Vergleich zur Mittelstellung des Schlittengestells 32 ausFig. 2 und3 verkürzt, und zwar um den Betrag der Verschiebung des Schlittengestells 32. - Der Abstand zwischen den beiden verstellbaren Umlenkwalzen 65 bleibt in jedem Zustand immer gleich und somit bleibt auch die Länge des von den beiden Umlenkwalzen 65 definierten Schenkels der U-Form immer gleich. Lediglich die Länge des anderen Schenkels der U-Form verändert sich bei Verschiebung des Schlittengestells 32.
- In
Fig. 6 und7 ist das Schlittengestell 32 in einer äußeren rechten Position dargestellt. Hier ist die U-Form deutlich verändert, weil der erste Schenkel der U-Form durch Verschiebung der Umlenkwalzen 65 sehr kurz geworden ist und die U-Form einen größeren Öffnungswinkel erhalten hat. Der Transportabschnitt 66 ist im Vergleich zur Mittelstellung des Schlittengestells 32 ausFig. 2 und3 verlängert, und zwar um den Betrag der Verschiebung des Schlittengestells 32 relativ zur Mittelstellung. - Hinsichtlich der genauen konstruktiven Ausgestaltung der Ausgabe-Transportvorrichtung 54 existieren neben der beschriebenen Ausführungsform viele weitere Möglichkeiten. Wichtig ist in jedem Fall, dass der Aufnahmeabschnitt 56 gemeinsam mit dem Kreuzbruch-Falzschwert 40 und den Falzwalzen 42 bei einer seitlichen Verstellung mitbewegt wird. Der Ausgabeabschnitt 58 hingegen bleibt an Ort und Stelle, um die Falzprodukte an einer vordefinierten Position an nachfolgende Aggregate übergeben zu können.
- Der Verlaufspfad der Riemen 62 kann ebenfalls von dem dargestellten Verlaufspfad abweichen. Insbesondere können andere Formen eines Riemenspeichers ausgebildet werden, die zu einer Verlängerung des Transportabschnitts 66 bei einer Verschiebung des Aufnahmeabschnitts 56 weg vom Ausgabeabschnitt 58 führen bzw. die zu einer Verkürzung des Transportabschnitts 66 bei einer Verschiebung des Aufnahmeabschnitts 56 hin zum Ausgabeabschnitt 58 führen.
- Im in den Figuren dargestellten Ausführungsbeispiel erfolgt die Übergabe der Falzprodukte von den Falzwalzen 42 an den Aufnahmeabschnitt 56 mittels einiger weiterer Übergabeelemente, insbesondere zweier weiterer Führungswalzen 68 sowie einer oder mehrerer gekrümmter Führungszungen 70, die ebenfalls mit dem Schlittengestell 32 mitbewegt werden. Für die Übergabe der Falzprodukte an den Aufnahmeabschnitt 56 der Ausgabe-Transportvorrichtung 54 existieren jedoch auch viele weitere Möglichkeiten.
- Es ist bevorzugt, wenn alle seitlich verstellbaren Komponenten des Kreuzbruchmoduls 8 jeweils am Schlittengestell 32 befestigt und somit gleichzeitig mit nur einer Aktion verschoben und festgeklemmt werden können. Es ist aber auch denkbar, die einzelnen Komponenten jeweils einzeln oder in Gruppen zu verstellen, ohne vom erfindungsgemäßen Gedanken abzuweichen.
- Ebenso ist es neben der dargestellten bevorzugten Variante denkbar, nur das Kreuzbruch-Falzschwert 40 und die Falzwalzen 42 zu verstellen, während ein Übergabemechanismus, der verlängerbar oder verkürzbar ist, die Übergabe der Falzprodukte von den Falzwalzen 42 zu einer stationären Ausgabe-Transportvorrichtung 54 übernimmt.
Claims (12)
- Kreuzbruchmodul (8) für eine Falzmaschine (2), das aufweist:eine Auflageeinrichtung (44), auf der ein in Einlaufrichtung (E) einlaufender, bevorzugt vorgefalzter Bogen zumindest teilweise zum Aufliegen kommt,eine Endanschlageinrichtung (45), an der der einlaufende Bogen mit seiner voreilenden Kante zum Anliegen kommt,ein oberhalb der Auflageeinrichtung (44) angeordnetes, sich in Einlaufrichtung (E) erstreckendes und senkrecht zur Einlaufrichtung (E) in einer Falzschwert-Bewegungsrichtung (F) hin- und herbewegbares Kreuzbruch-Falzschwert (40),ein unterhalb der Auflageeinrichtung (44) dem Kreuzbruch-Falzschwert (40) gegenüberliegend angeordnetes Paar von Falzwalzen (42), das einen Falzwalzenspalt (46) bildet, in den ein Bogen zur Falzung durch das Kreuzbruch-Falzschwert (40) eingeschlagen wird, wobei ein Falzprodukt gebildet wird, undeine Ausgabe-Transportvorrichtung (54) für das Falzprodukt, die dazu eingerichtet ist, das Falzprodukt nahe eines Ausgangs des Falzwalzenspalts (46) in einem Aufnahmeabschnitt (56) aufzunehmen und in einer Richtung, die quer zur Einlaufrichtung (E) und quer zur Falzschwert-Bewegungsrichtung (F) ist, zu einem Ausgabeabschnitt (58) zu transportieren,wobei das Kreuzbruch-Falzschwert (40) und das Paar von Falzwalzen (42) in einer Richtung, die quer zur Einlaufrichtung (E) und quer zur Falzschwert-Bewegungsrichtung (F) ist, verstellbar sind,dadurch gekennzeichnet, dassdie Ausgabe-Transportvorrichtung (54) aus mindestens einem Paar von endlosen angetriebenen Riemen (62) gebildet ist, die sich zumindest in einem Transportabschnitt (66), der vom Aufnahmeabschnitt (56) bis zum Ausgabeabschnitt (58) verläuft, unmittelbar gegenüberliegen und einen Abschnitt des Falzprodukts in dem Transportabschnitt (66) zwischen sich aufnehmen, unddie Länge des Transportabschnitts (66) bei der Verstellung des Kreuzbruch-Falzschwerts (40) und des Paars von Falzwalzen (42) veränderbar ist.
- Kreuzbruchmodul (8) nach Anspruch 1, dadurch gekennzeichnet, dass der Aufnahmeabschnitt (56) der Ausgabe-Transportvorrichtung (54) gemeinsam mit dem Kreuzbruch-Falzschwert (40) und dem Paar von Falzwalzen (42) in derselben Richtung verstellbar ist, derart, dass eine relative Lage von Aufnahmeabschnitt (56) und Falzwalzenspalt (46) gleich bleibt.
- Kreuzbruchmodul (8) nach Anspruch 2, dadurch gekennzeichnet, dass der Ausgabeabschnitt (58) der Ausgabe-Transportvorrichtung (54) bei der Verstellung des Aufnahmeabschnitts (56) stationär bleibt.
- Kreuzbruchmodul (8) nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Riemen (62) über eine Mehrzahl von Umlenkwalzen (64, 65) geführt sind, wobei pro Riemen (62) mindestens zwei der Umlenkwalzen (65) zusammen mit dem Kreuzbruch-Falzschwert (40) und dem Paar von Falzwalzen (42) in derselben Richtung verstellbar sind.
- Kreuzbruchmodul (8) nach Anspruch 4, dadurch gekennzeichnet, dass jeder Riemen (62) in einer U-förmigen Schlaufe verläuft, wobei der gekrümmte Abschnitt der U-Form um eine der verstellbaren Umlenkwalzen (65) herum verläuft.
- Kreuzbruchmodul (8) nach Anspruch 5, dadurch gekennzeichnet, dass ein durch die U-förmige Schlaufe gebildeter Speicher bei Verstellung der Umlenkwalzen (65) gefüllt oder geleert wird.
- Kreuzbruchmodul (8) nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass zumindest das Kreuzbruch-Falzschwert (40) und das Paar von Falzwalzen (42) an einem horizontal verfahrbaren Schlittengestell (32) befestigt sind.
- Kreuzbruchmodul (8) nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass sie eine Einlauf-Transportvorrichtung (50) umfasst, die bevorzugt ebenfalls gemeinsam mit dem Kreuzbruch-Falzschwert (40) und dem Paar von Falzwalzen (42) in derselben Richtung verstellbar ist.
- Kreuzbruchmodul (8) nach Anspruch 8, dadurch gekennzeichnet, dass die Einlauf-Transportvorrichtung (50) aus mindestens einem Paar von sich gegenüberliegenden, endlosen Riemen (52) gebildet ist, die Abschnitte des Bogens zwischen sich aufnehmen.
- Falzmaschine (2) mit einem Kreuzbruchmodul (8) nach einem der Ansprüche 1 bis 9.
- Falzmaschine (2) nach Anspruch 10, dadurch gekennzeichnet, dass sie ein dem Kreuzbruchmodul (8) vorgelagertes Taschenfalzwerk (6) aufweist, das dazu eingerichtet ist, den Bogen in einer ersten Richtung mehrfach parallel zu falzen, und das Kreuzbruch-Falzschwert (40) dazu eingerichtet ist, den vorgefalzten Bogen in einer Richtung senkrecht zur ersten Richtung zu falzen.
- Falzmaschine (2) nach Anspruch 10 oder 11, dadurch gekennzeichnet, dass sie dem Kreuzbruchmodul (8) nachgelagert mindestens ein weiteres, bevorzugt mehrere Falzwerke (10) aufweist, die mindestens eine weitere, bevorzugt mehrere Falzungen des Falzprodukts in die zweite Richtung vornehmen.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21202689.2A EP4166489B1 (de) | 2021-10-14 | 2021-10-14 | Kreuzbruchmodul für eine falzmaschine und damit ausgerüstete falzmaschine |
| US17/965,320 US11772927B2 (en) | 2021-10-14 | 2022-10-13 | Cross-fold module for a folding machine, and folding machine equipped therewith |
| KR1020220132257A KR102697319B1 (ko) | 2021-10-14 | 2022-10-14 | 폴딩 기기용 크로스폴딩 모듈 및 이를 구비한 폴딩 기기 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21202689.2A EP4166489B1 (de) | 2021-10-14 | 2021-10-14 | Kreuzbruchmodul für eine falzmaschine und damit ausgerüstete falzmaschine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4166489A1 EP4166489A1 (de) | 2023-04-19 |
| EP4166489B1 true EP4166489B1 (de) | 2024-05-08 |
| EP4166489C0 EP4166489C0 (de) | 2024-05-08 |
Family
ID=78211971
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21202689.2A Active EP4166489B1 (de) | 2021-10-14 | 2021-10-14 | Kreuzbruchmodul für eine falzmaschine und damit ausgerüstete falzmaschine |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11772927B2 (de) |
| EP (1) | EP4166489B1 (de) |
| KR (1) | KR102697319B1 (de) |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL167651C (nl) * | 1972-01-13 | 1982-01-18 | Veluwse Machine Ind Nv | Inrichting voor het in een stapel afleggen van vlak buigzaam materiaal. |
| DE3321811C2 (de) * | 1983-06-16 | 1986-01-02 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | Falzapparat für Rollenrotationsdruckmaschinen |
| US4682767A (en) * | 1985-08-23 | 1987-07-28 | Littleton Francis J | Apparatus for folding and delivering sheet material |
| DE8611854U1 (de) * | 1986-04-30 | 1986-06-19 | Stahl Gmbh & Co Maschinenfabrik, 7140 Ludwigsburg | Kombinierte Vierbruchfalzmaschine |
| DE19814917C2 (de) * | 1998-04-03 | 2000-09-21 | Texpa Maschinenbau Gmbh & Co K | Anlage zum Falten eines Textilbahnabschnitts |
| US6305146B1 (en) * | 1999-03-09 | 2001-10-23 | Jensen Ag Burgdorf | Process for the final folding and subsequent storage of a piece of linen and final folding means |
| EP1475337B1 (de) * | 2003-05-08 | 2008-04-30 | MASCHINENBAU OPPENWEILER BINDER GmbH & Co. KG | Falzmaschine |
| JP4189583B2 (ja) * | 2003-07-24 | 2008-12-03 | コニカミノルタビジネステクノロジーズ株式会社 | 用紙折り装置、用紙折り方法、後処理装置及び画像形成システム |
| CN102725216B (zh) * | 2010-01-18 | 2015-04-22 | 好利用国际株式会社 | 刀具式折页装置 |
| CN111433403B (zh) * | 2017-08-25 | 2022-09-23 | 弗迪梅特有限公司 | 具有保持输送机的家用紧凑型物品折叠机及其折叠方法 |
| JP7120622B2 (ja) * | 2018-10-17 | 2022-08-17 | ホリゾン・インターナショナル株式会社 | ナイフ折り機及びその制御装置並びにナイフ折り機の制御方法 |
-
2021
- 2021-10-14 EP EP21202689.2A patent/EP4166489B1/de active Active
-
2022
- 2022-10-13 US US17/965,320 patent/US11772927B2/en active Active
- 2022-10-14 KR KR1020220132257A patent/KR102697319B1/ko active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20230053538A (ko) | 2023-04-21 |
| EP4166489A1 (de) | 2023-04-19 |
| US20230123359A1 (en) | 2023-04-20 |
| US11772927B2 (en) | 2023-10-03 |
| EP4166489C0 (de) | 2024-05-08 |
| KR102697319B1 (ko) | 2024-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0498068B1 (de) | Falzapparat, bei dem der Transport der Falzexemplare über Transportmittel, Bandrollen und Bänder erfolgt | |
| EP2727869B1 (de) | Vorrichtung und Verfahren zum Falzen von Druckbogen | |
| EP0627310B1 (de) | Falzapparat sowie Verfahren zur Querfalzung | |
| DE3321811A1 (de) | Falzapparat mit einer verzoegerungsstrecke | |
| EP1764232B1 (de) | Verfahren und Vorrichtung zur Herstellung von digital gedruckten Zeitungen | |
| DE19856422C2 (de) | Warenbahnzuführung zu einem Falzwerk | |
| EP3046839A1 (de) | Vorrichtung zur herstellung von verpackungseinheiten | |
| EP0735979A1 (de) | Verfahren und vorrichtung zum herstellen eines längsfalzes | |
| EP3533609B1 (de) | Vorrichtung und verfahren zur weiterverarbeitung sequenziell bedruckter druckbogen | |
| EP0625122B1 (de) | Einrichtung zum fördern und trennen von gefalteten druckprodukten | |
| DE4202363C2 (de) | Vorrichtung zum Trennen einer auch aus mehreren Teilbahnen bestehenden Bahn in Abschnitte | |
| EP4166489B1 (de) | Kreuzbruchmodul für eine falzmaschine und damit ausgerüstete falzmaschine | |
| EP2960193B1 (de) | Taschenfalzmaschine mit integriertem presswerk | |
| EP2319788B1 (de) | Falzmaschine mit einer Einrichtung zum Abpressen | |
| DE3520965C2 (de) | ||
| WO2022012881A1 (de) | Falzmaschine mit einem schwertfalzwerk und verfahren zum falzen von falzprodukten mittels eines schwertfalzwerks | |
| EP2316767B1 (de) | Verfahren und Vorrichtung zum Herstellen von Stapeln aus Druckprodukten | |
| EP3059195B1 (de) | Falzvorrichtung und Verfahren | |
| EP2604559B1 (de) | Schwertfalzwerk und Verfahren zur Falzvorbereitung | |
| DE2823047A1 (de) | Vorrichtung zum mehrfachen falten von waeschestuecken | |
| EP0205115B1 (de) | Falzapparat | |
| DE102006028123A1 (de) | Vorrichtung zur Manipulation von flachem Stückgut, wie Bogen aus Papier, Kunststoff, Karton und dergleichen | |
| EP1808392B1 (de) | Verfahren und Vorrichtung zur Verarbeitung einer Bedruckstoffbahn zu Sammelprodukten | |
| DE4035106A1 (de) | Falzmaschine | |
| DE102024102196A1 (de) | Querschneideinrichtung für ein Falzwerk |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20231016 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20231214 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502021003650 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20240508 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT SE SI Effective date: 20240515 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240808 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240908 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240809 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240808 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 4 Effective date: 20241028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20241101 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502021003650 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20250211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241014 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251101 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 5 Effective date: 20251030 |