EP3763858A1 - Vorgarnspulengatter für eine ringspinnmaschine - Google Patents
Vorgarnspulengatter für eine ringspinnmaschine Download PDFInfo
- Publication number
- EP3763858A1 EP3763858A1 EP20184844.7A EP20184844A EP3763858A1 EP 3763858 A1 EP3763858 A1 EP 3763858A1 EP 20184844 A EP20184844 A EP 20184844A EP 3763858 A1 EP3763858 A1 EP 3763858A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roving
- creel
- roving bobbin
- bobbin creel
- sensor units
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/14—Details
- D01H1/18—Supports for supply packages
- D01H1/183—Overhead suspension devices
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/14—Details
- D01H1/18—Supports for supply packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H49/00—Unwinding or paying-out filamentary material; Supporting, storing or transporting packages from which filamentary material is to be withdrawn or paid-out
- B65H49/02—Methods or apparatus in which packages do not rotate
- B65H49/04—Package-supporting devices
- B65H49/14—Package-supporting devices for several operative packages
- B65H49/16—Stands or frameworks
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/32—Counting, measuring, recording or registering devices
Definitions
- the invention relates to a roving bobbin creel for a ring spinning machine with at least two rows of creels formed by longitudinal beams, which can be equipped with roving bobbins, the longitudinal beams being supported by transverse profiles on vertical creel bars.
- Roving bobbin creels have long been known in connection with ring spinning machines in various embodiments and are described in detail in numerous patent applications.
- a roving bobbin creel which has three rows of creels on each machine side of a ring spinning machine, each of which can be equipped with roving bobbins.
- the roving bobbins are connected to the longitudinal carriers of the roving bobbin via so-called bobbin suspension carriers, the longitudinal carriers in turn being supported by transverse profiles on vertical bars of the roving bobbin creel.
- the roving rovings drawn from the roving bobbins run into the drafting units of the ring spinning machine, each guided via different roving guides.
- a comparable roving creel is also in the DE 10 2007 007 864 A1 described.
- the roving bobbins are also connected to the longitudinal supports of the roving bobbin via bobbin suspension supports, but the longitudinal supports are designed here as hanging rails.
- the bobbin suspension supports are also joined together by connecting elements to form what are known as suspension trolleys, which can ensure that the workstations of the ring spinning machine are supplied promptly.
- suspension trolley trains which are loaded with fresh roving bobbins before the start of a spinning process, not only ensure that the material is freshly supplied, but also promptly remove the empty tubes after the spinning process has ended.
- Such hanging trolleys which are equipped with roving bobbins and can be positioned in the roving bobbin creel, ensure a good supply of the ring spinning machines with fresh roving while the spinning process is running, but it is often relatively difficult to determine the exact point in time at which the roving bobbins have run empty and need to be replaced.
- the calculation of the so-called remaining running time of a yarn batch is often relatively difficult and in the end is usually quite inaccurate.
- the amount of residual yarn in the roving creel of a ring spinning machine is, for example, often calculated from the consumption of the ring spinning machine. That through the EP 0 321 404 B1 Known roving bobbin creel has, for example, devices with which the length of the yarn unwound from the roving bobbins is measured during the spinning operation. The remaining thread lengths on the roving bobbins are then calculated from these measured lengths and the remaining running time of the yarn section is calculated from these. Since this method always assumes full roving bobbins, it is often not entirely clear what amount of yarn is actually still available in the roving bobbin creel.
- a method and an auxiliary device which comprise means for establishing a production plan.
- the production plan provides for the distribution of a certain production amount of a given yarn to different machines, with means also being available which estimate the production amount per unit of time.
- EP 0 541 483 A1 describes a comparable process control in a textile company.
- the spinning plant is equipped with a process control computer for a machine group, with each machine in the group being equipped with its own controller that controls the machine's actuators.
- a network is also provided which enables bidirectional communication between the process control computer and each machine in the group.
- the invention is therefore based on the object of further developing a roving bobbin creel for a ring spinning machine in such a way that the exact remaining running time of the roving bobbins located in the roving bobbin creel can be called up at any time without any problems.
- the roving bobbin creel is equipped with sensor units that measure the amount of roving in the creel rows and transmit it to a computer, which calculates the remaining time of the roving in the roving bobbin creel.
- the roving bobbin creel designed according to the invention has the particular advantage that with such a roving bobbin creel the remaining running time of a yarn section located in the roving bobbin creel can be determined in a relatively simple manner. That is, by using a roving bobbin creel according to the invention, the point in time at which a roving bobbin change must be initiated can be determined very precisely and the time span in which the ring spinning machine is switched off, i.e. not produced, can be minimized. Overall, the exact timing of the roving package change can significantly improve the productivity of a ring spinning machine, especially when there are frequent lot changes.
- the roving creel is first fitted with empty flyer tubes and the weight of the empty flyer tubes is recorded. The weight of these flyer tubes then represents a reference value for the subsequent measurements of the amount of roving present in the creel rows.
- the sensor units can be arranged, for example, in the area of the longitudinal members of the roving creel. That is to say, each longitudinal carrier of the roving bobbin creel has its own sensor unit in the area of each machine section of the ring spinning machine. With such a design, both a very exact determination of the amount of roving still in the roving bobbin and thus a very exact calculation of the remaining running time of the yarn batch is guaranteed, as well as the possibility of determining the distribution of the weight within the roving bobbin and thus harmful one-sided loads of the roving creel at an early stage.
- the structural effort that is necessary when arranging the sensor units on each side member of a machine section of a ring spinning machine is, however, not insignificant and can be significantly reduced if the sensor units are arranged in the area of the transverse profiles of the roving creel.
- only two sensor units are advantageously necessary per transverse profile, one sensor unit being arranged on the rear and one sensor unit on the front side of the transverse profile.
- the measurement results that can be achieved are somewhat less precise than the measurement results that can be achieved with the above-described installation on all longitudinal member sections, but the installation costs are also significantly lower.
- each of the numerous bobbin suspension carriers for the supply bobbins is equipped with its own sensor unit.
- Such an embodiment is relatively complex to implement, but achieves extremely high accuracy in determining the remaining running time.
- the sensor units described above are advantageously each equipped with a strain gauge.
- Such strain gauges are often designed as foil strain gauges that have a measuring grid foil with a resistance wire, which is applied to a thin plastic carrier and provided with electrical connections.
- Such film strain gauges also often have a further thin plastic film on their upper side, which is firmly bonded to a carrier part, in the present case to a longitudinal carrier or a transverse profile of the roving creel, and mechanically protects the measuring grid.
- strain gauges With such strain gauges, changes in the shape of components, for example due to loads, can be recorded quickly and precisely. This means that the expansion or compression of the component concerned when it is subjected to loads leads to a change in the specific resistance in the strain gauge, which can be transmitted in a relatively simple manner as an electrical signal to a computer device and used by the computer to determine the load on the component.
- the shape changes caused by the weight of the roving bobbins on the longitudinal supports, the transverse profiles or the bobbin hanging supports can consequently be recorded relatively precisely and thus the current weight of the roving bobbins located in the roving creel can be determined.
- a sensor unit is arranged in each case in the area of the vertical gate bars of the roving bobbin creel.
- the sensor unit preferably has a bearing component fixed in a stationary manner on a gate rod and a measuring part which is mounted displaceably with respect to the bearing part.
- the supporting area of the roving creel with one of the transverse profiles rests on the measuring part. This means that the weight of the roving creel together with the roving bobbins hanging in the creel rests on the displaceably mounted measuring part of the sensor unit, which is preferably designed as a pressure sensor.
- the sensor units and / or the sensor systems can be connected to the computer device of the ring spinning machine via signal lines, for example.
- the communication between the sensor units and the computer device of the ring spinning machine can also take place wirelessly, for example by means of known radio networks such as WLAN or Bluetooth.
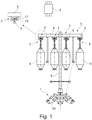
- the Fig. 1 shows a side view of a roving creel 2 of a ring spinning machine 1, as is known from the prior art.
- the ring spinning machine 1 is shown very schematically, that is, of the ring spinning machine 1 in FIG Fig. 1 only one of the so-called punches 13 carrying the lower rollers of the drafting devices of the ring spinning machine 1 and the central computer device 7 of the textile machine are shown.
- such roving creels 2 generally have a plurality of machine-length longitudinal members 3 which are supported by transverse profiles 8 on vertical creel rods 9, which in turn are mounted in the machine frame of the ring spinning machine 1.
- the longitudinal members 3, which are mostly designed as overhead track rails, are often part of a overhead rail system via which the ring spinning machine 1 is supplied with fresh roving bobbins 4. That is, hanging car trains run in the overhead track rails 18 and consist of a plurality of interconnected bobbin suspension carriers 5, which in turn are equipped with full roving bobbins 4, preferably flyer bobbins, or, after the spinning process, with empty flyer tubes.
- the roving bobbin creel 2 per spinning machine longitudinal side has two of these longitudinal supports 3, which are designed as downwardly open, ⁇ -like suspension tracks 18, in which the coupled bobbin suspension supports 5 are guided by means of rollers 17 in a known manner.
- Such suspended car trains are usually driven either by hand, by "locomotives” (not shown) or by friction roller drives.
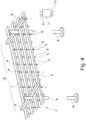
- Fig. 2 shows a perspective front view of a machine section long section of such a, in practice mostly very long roving creel 2.
- roving creels 2 essentially consist of longitudinal members 3 designed as hanging rail tracks, of transverse profiles 8 and vertical creel bars 9.
- the longitudinal members 3 are attached to the transverse profiles 8, which in turn are supported on the vertical gate rods 9. This means that at least one transverse profile 8 is attached at right angles to the vertical gate rods 9, which are embedded in the machine frame of the ring spinning machine 1 at certain intervals predetermined by the length of a machine section 12 of the ring spinning machine 1.
- two longitudinal members 3 are screwed to the transverse profiles 8 on each side of the machine, which, as already explained above, are preferably designed as overhead track rails 18.
- sensor units 6 are also installed, which are communicatively connected to the computer device 7 of the ring spinning machine 1.
- the connection between the sensor units 6 and the computer device 7 takes place, as indicated, for example via signal lines 11.
- the sensor units 6 are preferably equipped with strain gauges 10, which detect the bending load on the associated longitudinal member 3, which is dependent on the weight of the roving bobbins 4. It is well known that in Fig. 6 Strain gauges 10, shown on a larger scale, enable detection of stretching and compressing deformations in a relatively simple manner. That is, by means of such strain gauges 10, a relatively precise experimental determination of mechanical stresses and thus, for example, a good determination of the stresses on a carrier element by an acting weight is possible.
- the computer device 7 calculates the values from the sensor units 6 incoming load values the remaining service life of the relevant yarn batch.
- FIG Fig. 3 Another advantageous embodiment of a roving bobbin creel 2 designed according to the invention is shown in FIG Fig. 3 shown.
- the sensor units 6 for determining the weight of the roving bobbins 4 are each arranged in the area of the transverse profiles 8.
- a sensor unit 6 is arranged on the transverse profiles 8 in front of and behind the fastening of the transverse profiles 8 to the vertical gate rod 9.
- the sensor units 6 detect the bending stresses which are introduced into the relevant sections of the transverse profiles 8 due to the weight of the roving bobbins 4, which are positioned hanging on the bobbin suspension supports 5 in the longitudinal supports 3.
- the sensor units 6 are communicatively connected to the computer device 7 of the ring spinning machine 1, the connection here also being able to take place either via signal lines 11 or wirelessly.
- FIG Fig. 4 A third alternative embodiment of a roving bobbin creel 2 designed according to the invention is shown in FIG Fig. 4 shown.
- each of the numerous bobbin suspension supports 5 has its own sensor unit 6 which directly measures the weight of the attached roving bobbin 4. That is, in this embodiment, as in FIG Fig. 8 indicated, each of the bobbin suspension carrier 5 equipped with rollers 17 and running in an ⁇ -like suspension rail 18, which is equipped with its own sensor unit 6 which, when the bobbin suspension carrier 5 is positioned in its unwinding position in the area of a spinning station, communicatively with the computer device 7 of Ring spinning machine 1 connected.
- the connection is made either, as shown, via a mechanical contact point 19 and a signal line 11 or, as already explained above in connection with the other exemplary embodiments, wirelessly.
- the computer device 7 continuously calculates the remaining running time of the present yarn batch based on the bobbin weights transmitted by the sensor units 6 of the bobbin suspension carriers 5 during the spinning process and other known parameters.
- FIG Fig. 5 Another alternative embodiment of a roving creel 2 according to the invention is shown in FIG Fig. 5 shown.
- a sensor unit 14 is installed in the area of the vertical gate rods 9, which, as known from the embodiments described above, is communicatively connected to a computer device 7 of the ring spinning machine 1, either via signal lines 11 or wirelessly.
- the sensor unit 14 consists of Fig. 7 can be seen from a bearing component 16, which is fixedly arranged on one of the vertical gate rods 9 and a measuring part 15, which is mounted displaceably with respect to this bearing component 16.
- the sensor unit 14 which functions as a pressure sensor, detects the contact pressure of the transverse profile 8 on top, which in turn is loaded by the longitudinal members 3 , which take up the weight of the roving bobbins 4, which are positioned in the region of a machine section 12 hanging on bobbin suspension supports 5 in the longitudinal supports 3.
- the sensor unit 14 reports the displacement of the measuring part 15 with respect to the bearing component 16 caused by the weight of the supply bobbins 5 of a machine section 12 to the computer device 7, which uses this and other known parameters to continuously determine the remaining running time of the yarn section in question.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Abstract
Description
- Die Erfindung betrifft ein Vorgarnspulengatter für eine Ringspinnmaschine mit mindestens zwei durch Längsträger gebildete Gatterreihen, die mit Vorgarnspulen bestückbar sind, wobei die Längsträger über Querprofile an vertikalen Gatterstangen abgestützt sind.
- Vorgarnspulengatter sind im Zusammenhang mit Ringspinnmaschinen in verschiedenen Ausführungsformen seit langem bekannt und in zahlreichen Patentanmeldungen zum Teil ausführlich beschrieben.
- In der
DE 297 12 880 U1 ist bspw. ein Vorgarnspulengatter beschrieben, welches auf jeder Maschinenseite einer Ringspinnmaschine über drei Gatterreihen verfügt, die jeweils mit Vorgarnspulen bestückbar sind. Die Vorgarnspulen sind dabei über so genannte Spulenhängeträger an Längsträger des Vorgarnspulengatters angeschlossen, wobei die Längsträger ihrerseits über Querprofile an vertikalen Gatterstangen des Vorgarnspulengatters abgestützt sind. Die von den Vorgarnspulen abgezogenen Vorgarnlunten laufen, jeweils über verschiedene Luntenführungen geführt, in die Streckwerke der Ringspinnmaschine ein. - Ein vergleichbares Vorgarnspulengatter ist auch in der
DE 10 2007 007 864 A1 beschrieben. Bei diesem bekannten Vorgarnspulengatter sind die Vorgarnspulen ebenfalls über Spulenhängeträger an die Längsträger des Vorgarnspulengatters angeschlossen, allerdings sind die Längsträger hier als Hängeschienen ausgebildet. Die Spulenhängeträger sind außerdem durch Verbindungselemente zu so genannten Hängewagenzügen zusammengeschlossen, durch die eine zeitnahe Versorgung der Arbeitsstellen der Ringspinnmaschine sichergestellt werden kann. Das heißt, die vor Beginn eines Spinnprozesses mit frischen Vorgarnspulen bestückten Hängewagenzüge sorgen nicht nur ordnungsgemäß für frisches Vorlagematerial, sondern fördern nach Beendigung des Spinnprozesses auch die leergesponnenen Hülsen zeitnah ab. - Durch solche mit Vorgarnspulen bestückten, im Vorgarnspulengatter positionierbare Hängewagenzüge ist zwar während des laufenden Spinnprozesses eine gute Versorgung der Ringspinnmaschinen mit frischem Vorgarn gewährleistet, allerdings ist es oft relativ schwierig, den genauen Zeitpunkt zu ermitteln, an dem die Vorgarnspulen leergelaufen sind und ausgetauscht werden müssen.
- Das heißt, bei solchen Vorgarnspulengattern gestaltet sich die Berechnung der so genannten Restlaufzeit einer Garnpartie oft relativ schwierig und ist letztendlich meistens recht ungenau. Wie in der
EP 0 321 404 B1 beschrieben, wird die im Vorgarnspulengatter einer Ringspinnmaschine befindliche Restgarnmenge bspw. oft über den Verbrauch der Ringspinnmaschine berechnet. Das durch dieEP 0 321 404 B1 bekannte Vorgarnspulengatter verfügt bspw. über Vorrichtungen, mit denen während des Spinnbetriebes die Länge des von den Vorgarnspulen abgewickelten Garnes gemessen wird. Aus diesen Messlängen werden dann die auf den Vorgarnspulen verbliebenen Restfadenlängen und aus diesen die Restlaufzeit der Garnpartie berechnet. Da bei dieser Methode immer von vollen Vorgarnspulen ausgegangen wird, ist allerdings oft nicht ganz klar, welche Garnmenge tatsächlich noch im Vorgarnspulengatter verfügbar ist. - Zur Optimierung des Betriebes von Spinnereianlagen sind in der Vergangenheit auch verschiedene weitere Betriebsverfahren vorgeschlagen worden, die allerdings meistens recht aufwendig und damit in der Regel recht kostenintensiv sind.
- Durch die
EP 0 512 442 A1 sind bspw. ein Verfahren und eine Hilfsvorrichtung bekannt, die Mittel zum Festlegen eines Produktionsplanes umfassen. Der Produktionsplan sieht die Verteilung einer bestimmten Produktionsmenge eines vorgegebenen Garnes auf verschiedene Maschinen vor, wobei außerdem Mittel vorhanden sind, die die Produktionsmenge pro Zeiteinheit schätzen. - In der
EP 0 541 483 A1 ist eine vergleichbare Prozess-Steuerung in einem Textilbetrieb beschrieben. Die Spinnereianlage ist dabei mit einem Prozessleitrechner für eine Maschinengruppe ausgestattet, wobei jede Maschine der Gruppe mit einer eigenen Steuerung ausgestattet ist, die die Aktorik der Maschine steuert. Bei dieser bekannten Prozess-Steuerung ist des Weiteren ein Netzwerk vorgesehen, das die bidirektionale Kommunikation zwischen dem Prozessleitrechner und jeder Maschine der Gruppe ermöglicht. - Bei den bekannten, meistens recht aufwendigen Verfahren und Einrichtungen ist allerdings, insbesondere bezüglich der Ermittlung der Restlaufzeit von Vorgarnspulen und damit des genauen Zeitpunktes des Austausches der leergelaufenen Vorgarnspulen gegen frische Flyerspulen, durchaus noch Verbesserungspotential gegeben.
- Ausgehend vom vorstehend beschriebenen Stand der Technik liegt der Erfindung deshalb die Aufgabe zugrunde, ein Vorgarnspulengatter für eine Ringspinnmaschine so weiter zu entwickeln, dass jederzeit problemlos die genaue Restlaufzeit der im Vorgarnspulengatter befindlichen Vorgarnspulen abrufbar ist.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, dass das Vorgarnspulengatter mit Sensoreinheiten ausgestattet ist, die mittels Messung die Menge des in den Gatterreihen vorhandenen Vorgarns erfassen und an eine Rechnereinrichtung übermitteln, die daraus die Restlaufzeit des im Vorgarnspulengatter befindlichen Vorgarns berechnet.
- Vorteilhafte Ausführungsformen der Erfindung sind Gegenstand der Unteransprüche.
- Das erfindungsgemäß ausgebildete Vorgarnspulengatter hat insbesondere den Vorteil, dass mit einem solchen Vorgarnspulengatter auf relativ einfache Weise die Restlaufzeit einer im Vorgarnspulengatter befindlichen Garnpartie ermittelbar ist. Das heißt, durch den Einsatz eines erfindungsgemäßen Vorgarnspulengatters kann der Zeitpunkt, an dem ein Vorgarnspulenwechsel eingeleitet werden muss, sehr genau bestimmt werden und so die Zeitspanne, in der die Ringspinnmaschine abgeschaltet ist, also nicht produziert, minimiert werden. Insgesamt kann durch exaktes Timing des Vorgarnspulenwechsels die Produktivität einer Ringspinnmaschine, insbesondere wenn öfters Partiewechsel anstehen, deutlich verbessert werden.
- Um eine möglichst genaue Berechnung der Restlaufzeit des noch im Vorgarnspulengatters befindlichen Vorgarns zu gewährleisten, ist es vorteilhaft, bei der Inbetriebnahme des erfindungsgemäßen Vorgarnspulengatters zunächst die Sensoreinheiten zu eichen. Zu diesem Zweck wird das Vorgarnspulengatter zunächst mit leeren Flyerhülsen bestückt und das Gewicht der leeren Flyerhülsen erfasst. Das Gewicht dieser Flyerhülsen stellt dann bei den nachfolgenden Messungen der Menge des in den Gatterreihen vorhandenen Vorgarns einen Referenzwert dar.
- Bezüglich einer vorteilhaften Anordnung der Sensoreinheiten sind dabei verschiedene Ausführungsformen möglich.
- In einer ersten Ausführungsform können die Sensoreinheiten bspw. im Bereich der Längsträger des Vorgarnspulengatters angeordnet werden. Das heißt, vorzugsweise weist jeder Längsträger des Vorgarnspulengatters im Bereich jeder Maschinensektion der Ringspinnmaschine eine eigene Sensoreinheit auf. Bei einer solchen Ausbildung ist sowohl eine sehr exakte Ermittlung der Menge des noch im Vorgarnspulengatters befindlichen Vorgarns und damit eine sehr exakte Berechnung der Restlaufzeit der Garnpartie gewährleistet, als auch die Möglichkeit gegeben, die Verteilung des Gewichts innerhalb des Vorgarnspulengatters zu ermitteln und somit schädliche einseitige Belastungen des Vorgarnspulengatters frühzeitig zu vermeiden. Der konstruktive Aufwand, der bei einer Anordnung der Sensoreinheiten an jedem Längsträger einer Maschinensektion einer Ringspinnmaschine notwendig wird, ist allerdings nicht unerheblich und kann deutlich vermindert werden, wenn die Sensoreinheiten im Bereich der Querprofile des Vorgarnspulengatters angeordnet werden. Bei einer solchen Ausführungsform sind vorteilhafterweise pro Querprofil lediglich zwei Sensoreinheiten notwendig, wobei jeweils eine Sensoreinheit auf der hinteren und eine Sensoreinheit auf der vorderen Seite des Querprofils angeordnet ist. Mit einer solchen deutlich einfacheren Ausführungsform sind die erzielbaren Messergebnisse zwar etwas ungenauer als die Messergebnisse, die bei der vorstehend beschriebenen Installation an allen Längsträgerabschnitten erzielbar sind, allerdings sind auch die Einbaukosten deutlich geringer.
- In einer weiteren, alternativen Ausführungsform ist vorgesehen, dass jeder der zahlreichen Spulenhängeträger für die Vorlagespulen mit einer eigenen Sensoreinheit ausgestattet ist. Eine solche Ausführungsform ist zwar relativ aufwendig in der Umsetzung, erzielt aber eine extrem hohe Genauigkeit bei der Ermittlung der Restlaufzeit. Vorteilhafterweise sind die vorstehend beschriebenen Sensoreinheiten jeweils mit einem Dehnungsmessstreifen ausgestattet. Solche Dehnungsmesstreifen sind oft als Folien-DMS ausgebildet, die eine einen Widerstanddraht aufweisende Messgitterfolie aufweisen, welche auf einen dünnen Kunststoffträger aufgetragen und mit elektrischen Anschlüssen versehen ist.
- Derartige Folien-DMS verfügen des Weiteren oft über eine weitere dünne Kunststofffolie auf ihrer Oberseite, die mit einem Trägerteil, im vorliegenden Fall mit einem Längsträger oder einem Querprofil des Vorgarnspulengatters, fest verklebt ist und das Messgitter mechanisch schützt.
- Mit solchen Dehnungsmessstreifen können Formänderungen von Bauteilen, bspw. aufgrund von Belastungen, schnell und genau erfasst werden. Das heißt, die bei Belastungen auftretenden Dehnungen oder Stauchungen des betroffenen Bauteils führen im DMS zu einer Änderung des spezifischen Widerstandes, was auf relativ einfache Weise als elektrisches Signal an eine Rechnereinrichtung übertragen und von dieser zur Ermittlung der Belastung des Bauteils genutzt werden kann. Die durch das Gewicht der Vorgarnspulen an den Längsträgern, den Querprofilen oder den Spulenhängeträgern verursachten Formänderungen können folglich relativ präzise erfasst und somit das augenblickliche Gewicht der im Vorgarnspulengatter befindlichen Vorgarnspulen ermittelt werden. Da das Gewicht der Vorgarnspulen auch den jeweils vorliegenden Füllungsgrad der Vorgarnspulen repräsentiert, ist auf relativ einfache Weise auch die genaue Restlaufzeit der Garnpartie durch die Rechnereinrichtung berechenbar. In einer weiteren alternativen Ausführungsform ist vorgesehen, dass im Bereich der vertikalen Gatterstangen des Vorgarnspulengatters jeweils eine Sensoreinheit angeordnet ist. Die Sensoreinheit weist dabei vorzugsweise ein stationär an einer Gatterstange befestigtes Lagerbauteil und ein bezüglich des Lagerteils verschiebbar gelagertes Messteil auf. Auf dem Messteil liegt der Tragbereich des Vorgarnspulengatters mit einem der Querprofile auf. Das bedeutet, das Gewicht des Vorgarnspulengatters samt der im Vorspulengatter hängenden Vorgarnspulen lastet auf dem verschiebbar gelagerten Messteil der Sensoreinheit, die vorzugsweise als Drucksensor ausgebildet ist.
- Durch den Einsatz derartiger Drucksensoren, die an den vertikalen Gatterstangen des Vorgarnspulengatters angeordnet sind, lässt sich der Aufwand für die notwendige Sensoreinheit weiter reduzieren, auch wenn die Genauigkeit des Messergebnisses etwas geringer ist.
- Nicht nur bezüglich der Ausbildung und Anordnung der Sensoreinheiten sind verschiedene Varianten möglich, auch bezüglich der Kommunikation der Sensoreinheiten mit der Recheneinrichtung sind verschiedene Ausführungsformen denkbar.
- Die Sensoreinheiten und/oder die Sensoriken können bspw. in bewährter Ausführung jeweils über Signalleitungen mit der Rechnereinrichtung der Ringspinnmaschine verbunden sein. Allerdings kann die Kommunikation der Sensoreinheiten mit der Rechnereinrichtung der Ringspinnmaschine auch kabellos erfolgen, beispielsweise mittels bekannter Funknetzwerke, wie WLAN oder Bluetooth.
- In beiden Fällen ist sichergestellt, dass die von den Sensoreinheiten ermittelten Werte unmittelbar und zuverlässig an die Rechnereinrichtung weitergegeben werden, wo sie zur Berechnung der genauen Restlaufzeit der vorliegenden Garnpartie verarbeitet werden.
- Die Erfindung wird nachfolgend anhand von in den Zeichnungen dargestellten Ausführungsbeispielen näher erläutert.
-
- Fig. 1
- in Seitenansicht ein Vorgarnspulengatter einer Ringspinnmaschine, wie es durch den Stand der Technik bekannt ist,
- Fig. 2
- schematisch in perspektivischer Vorderansicht eine erste Ausführungsform eines erfindungsgemäß ausgebildeten Vorgarnspulengatters, mit Sensoreinrichtungen im Bereich der Längsträger,
- Fig. 3
- eine zweite Ausführungsform eines erfindungsgemäßen Vorgarnspulengatters, mit Sensoreinrichtungen im Bereich der Querprofile,
- Fig. 4
- eine dritte Ausführungsform eines erfindungsgemäßen Vorgarnspulengatters, mit Sensoreinrichtungen an den Spulenhängeträgern für die Vorgarnspulen,
- Fig. 5
- eine weitere, alternative Ausführungsform eines erfindungsgemäßen Vorgarnspulengatters, mit Sensoreinheiten im Bereich der vertikalen Gatterstangen,
- Fig. 6
- ein in einer Sensoreinheit angeordneter Dehnungsmessstreifen,
- Fig. 7
- eine an einer vertikalen Gatterstange des Vorgarnspulengatters angeordnete Sensoreinheit,
- Fig. 8
- eine an einem Spulenhängeträger angeordnete Sensoreinrichtung.
- Die
Fig. 1 zeigt in Seitenansicht ein Vorgarnspulengatter 2 einer Ringspinnmaschine 1, wie es aus dem Stand der Technik bekannt ist. Die Ringspinnmaschine 1 ist dabei stark schematisch dargestellt, das heißt, von der Ringspinnmaschine 1 ist inFig. 1 lediglich eine der die Unterwalzen der Streckwerke der Ringspinnmaschine 1 tragenden, so genannten Stanzen 13 sowie die zentrale Rechnereinrichtung 7 der Textilmaschine dargestellt. - Wie bekannt, weisen solche Vorgarnspulengatter 2 in der Regel eine Mehrzahl von maschinenlangen Längsträgern 3 auf, die über Querprofile 8 an vertikalen Gatterstangen 9 abgestützt sind, welche ihrerseits im Maschinenrahmen der Ringspinnmaschine 1 gelagert sind.
- Die meistens als Hängebahnschienen ausgebildeten Längsträger 3 sind oft Bestandteil eines Hängeschienensystems, über das die Ringspinnmaschine 1 mit frischen Vorgarnspulen 4 versorgt wird. Das heißt, in den Hängebahnschienen 18 laufen Hängewagenzüge, die aus einer Vielzahl miteinander gekoppelter Spulenhängeträger 5 bestehen, welche ihrerseits mit vollen Vorgarnspulen 4, vorzugsweise Flyerspulen, oder, nach dem Spinnprozess, mit leergesponnenen Flyerhülsen bestückt sind.
- Im Ausführungsbeispiel weist das Vorgarnspulengatter 2 je Spinnmaschinenlängsseite jeweils zwei dieser als nach unten offene, Ω-ähnliche Hängebahnschienen 18 ausgebildete Längsträger 3 auf, in denen mittels Rollen 17, in an sich bekannter Weise, die gekoppelten Spulenhängeträger 5 geführt sind. Der Antrieb solcher Hängewagenzüge erfolgt üblicherweise entweder per Hand, durch (nicht dargestellte) "Lokomotiven" oder durch Reibrollenantriebe.
- Die
Fig. 2 zeigt in perspektivischer Vorderansicht einen maschinensektionslangen Abschnitt eines derartigen, in der Praxis meistens sehr langen Vorgarnspulengatters 2. Wie ersichtlich und vorstehend bereits angedeutet, bestehen derartige Vorgarnspulengatter 2 im Wesentlichen aus als Hängeschienenbahn ausgebildeten Längsträgern 3, aus Querprofilen 8 und vertikalen Gatterstangen 9. - Die Längsträger 3 sind dabei an den Querprofilen 8 befestigt, die ihrerseits an den vertikalen Gatterstangen 9 abgestützt sind. Das bedeutet, dass an den vertikalen Gatterstangen 9, die in bestimmten, durch die Länge einer Maschinensektion 12 der Ringspinnmaschine 1 vorgegebenen Abständen in den Maschinenrahmen der Ringspinnmaschine 1 eingelassen sind, ist jeweils rechtwinklig wenigstens ein Querprofil 8 befestigt. An die Querprofile 8 sind, im Ausführungsbeispiel pro Maschinenseite jeweils zwei Längsträger 3 angeschraubt, die, wie vorstehend bereits erläutert, vorzugsweise als Hängebahnschienen 18 ausgebildet sind.
- Im Bereich der Längsträger 3 sind des Weiteren jeweils Sensoreinheiten 6 installiert, die kommunikativ mit der Rechnereinrichtung 7 der Ringspinnmaschine 1 verbunden sind. Die Verbindung zwischen den Sensoreinheiten 6 und der Rechnereinrichtung 7 erfolgt, wie angedeutet, bspw. über Signalleitungen 11. Allerdings ist es auch möglich, die Sensoreinrichtungen 6 kabellos mit der Rechnereinrichtung 7 zu verbinden.
- Die Sensoreinheiten 6 sind vorzugsweise mit Dehnungsmessstreifen 10 ausgestattet, die die vom Gewicht der Vorgarnspulen 4 abhängige Biegebelastung des zugehörigen Längsträgers 3 erfassen. Bekanntlich ermöglichen solche in
Fig. 6 in einem größeren Maßstab dargestellten Dehnungsmesstreifen 10 auf relativ einfache Weise eine Erfassung von dehnenden und stauchenden Verformungen. Das heißt, durch solche Dehnungsmessstreifen 10 ist eine relativ genaue experimentelle Bestimmung von mechanischen Spannungen und damit bspw. eine gute Bestimmung der Beanspruchungen eines Trägerelements durch ein einwirkendes Gewicht möglich. - In der Rechnereinrichtung 7 werden von den Sensoreinheiten 6 erfasste Belastungswerte, die sich, wie vorstehend angedeutet, durch das Gewicht der über Spulenhängeträger 5 an den Längsträgern 3 hängenden Vorgarnspulen 4 ergeben, verarbeitet, das heißt, die Rechnereinrichtung 7 berechnet anhand der von den Sensoreinheiten 6 eingehenden Belastungswerte die verbleibende Restlaufzeit der betreffenden Garnpartie.
- Eine weitere vorteilhafte Ausführungsform eines erfindungsgemäß ausgebildeten Vorgarnspulengatters 2 ist in
Fig. 3 dargestellt. Bei dieser Ausführungsform sind die Sensoreinheiten 6 zur Ermittlung des Gewichts der Vorgarnspulen 4 jeweils im Bereich der Querprofile 8 angeordnet. - Das heißt, an den Querprofilen 8 ist vor und hinter der Befestigung der Querprofile 8 an der vertikalen Gatterstange 9 jeweils eine Sensoreinheit 6 angeordnet. Die Sensoreinheiten 6 erfassen die Biegespannungen, die durch das Gewicht der Vorgarnspulen 4, die an den Spulenhängeträgern 5 hängend in den Längsträgern 3 positioniert sind, die in die betreffenden Abschnitte der Querprofile 8 eingeleitet werden. Auch bei diesem Ausführungsbeispiel sind die Sensoreinheiten 6 kommunikativ mit der Rechnereinrichtung 7 der Ringspinnmaschine 1 verbunden, wobei die Verbindung auch hier entweder über Signalleitungen 11 oder kabellos erfolgen kann.
- Eine dritte alternative Ausführungsform eines erfindungsgemäß ausgebildeten Vorgarnspulengatters 2 ist in
Fig. 4 dargestellt. Bei dieser Ausführungsform weist jeder der zahlreichen Spulenhängeträger 5 eine eigene Sensoreinheit 6 auf, die direkt das Gewicht der angehängten Vorgarnspule 4 misst. Das heißt, bei dieser Ausführungsform ist, wie inFig. 8 angedeutet, jeder der mit Rollen 17 ausgestattete und in einer Ω-ähnlichen Hängebahnschiene 18 laufende Spulenhängeträger 5, der mit einer eigenen Sensoreinheit 6 ausgestattet, die, wenn der Spulenhängeträger 5 in seiner Abspulstellung im Bereich einer Spinnstelle positioniert ist, kommunikativ mit der Rechnereinrichtung 7 der Ringspinnmaschine 1 verbunden. Die Verbindung erfolgt dabei entweder, wie dargestellt, über eine mechanische Kontaktstelle 19 sowie eine Signalleitung 11 oder, wie vorstehend bereits im Zusammenhang der anderen Ausführungsbeispiele erläutert, kabellos. - Auch bei der vorliegenden Ausführungsform berechnet die Rechnereinrichtung 7 anhand der von den Sensoreinheiten 6 der Spulenhängeträger 5 während des Spinnprozesses übermittelten Spulengewichte sowie weiterer bekannter Parameter ständig exakt die Restlaufzeit der vorliegenden Garnpartie.
- Die mit einer derartigen Ausführungsform ermittelbaren Restlaufzeiten der Vorgarnspulen sind zwar sehr genau und sehr detailliert, allerdings der notwendig konstruktive Aufwand relativ groß.
- Eine weitere alternative Ausführungsform eines erfindungsgemäßen Vorgarnspulengatters 2 ist in
Fig. 5 dargestellt. - Bei dieser Ausführungsform ist im Bereich der vertikalen Gatterstangen 9 jeweils eine Sensoreinheit 14 installiert, die wie aus den vorstehend beschriebenen Ausführungsformen bekannt, kommunikativ, entweder über Signalleitungen 11 oder kabellos, mit einer Rechnereinrichtung 7 der Ringspinnmaschine 1 verbunden ist. Die Sensoreinheit 14 besteht, wie aus
Fig. 7 ersichtlich, aus einem Lagerbauteil 16, das fest an einer der vertikalen Gatterstangen 9 angeordnet ist und einem bezüglich dieses Lagerbauteils 16 verschiebbar gelagerten Messteils 15. Die als Drucksensor fungierte Sensoreinheit 14 erfasst den Auflagedruck des aufliegenden Querprofils 8, das seinerseits durch die Längsträger 3 belastetet wird, welche das Gewicht der Vorgarnspulen 4 aufnehmen, die im Bereich einer Maschinensektion 12 an Spulenhängeträgern 5 hängend in den Längsträgern 3 positioniert sind. - Die Sensoreinheit 14 meldet die durch das Gewicht der Vorlagespulen 5 einer Maschinensektion 12 verursachte Verschiebung des Messteils 15 bezüglich des Lagerbauteils 16 an die Rechnereinrichtung 7, die daraus sowie anhand weiterer bekannter Parameter ständig exakt die Restlaufzeit der vorliegenden Garnpartie ermittelt.
-
- 1
- Ringspinnmaschine
- 2
- Vorgarnspulengatter
- 3
- Längsträger
- 4
- Vorgarnspule
- 5
- Spulenhängeträger
- 6
- Sensoreinheit
- 7
- Rechnereinrichtung
- 8
- Querprofil
- 9
- Gatterstange
- 10
- Dehnungsmesstreifen
- 11
- Signalleitung
- 12
- Maschinensektion
- 13
- Stanze
- 14
- Sensoreinheit
- 15
- Messteil
- 16
- Lagerbauteil
- 17
- Rolle
- 18
- Hängebahnschiene
- 19
- Kontaktstelle
Claims (11)
- Vorgarnspulengatter (2) für eine Ringspinnmaschine (1) mit mindestens zwei durch Längsträger (3) gebildete Gatterreihen, die mit Vorgarnspulen (4) bestückbar sind, wobei die Längsträger (3) über Querprofile (8) an vertikalen Gatterstangen (9) abgestützt sind, dadurch gekennzeichnet,
dass das Vorgarnspulengatter (2) mit Sensoreinheiten (6, 14) ausgestattet ist, die mittels Messung die Menge des in den Gatterreihen vorhandenen Vorgarns erfassen und an eine Rechnereinrichtung (7) übermitteln, die daraus die Restlaufzeit des im Vorgarnspulengatter (2) befindlichen Vorgarns berechnet. - Vorgarnspulengatter (2) nach Anspruch 1, dadurch gekennzeichnet, dass die Sensoreinheiten (6) im Bereich der Längsträger (3) des Vorgarnspulengatters (2) angeordnet sind.
- Vorgarnspulengatter (2) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass jeder Längsträger (3) des Vorgarnspulengatters (2) im Bereich jeder Maschinensektion (12) der Ringspinnmaschine (1) mit einer eigenen Sensoreinheit (6) ausgestattet ist.
- Vorgarnspulengatter (2) nach Anspruch 1, dadurch gekennzeichnet, dass die Sensoreinheiten (6) im Bereich der Querprofile (8) des Vorgarnspulengatters (2) installiert sind.
- Vorgarnspulengatter (2) nach Anspruch 4, dadurch gekennzeichnet, dass jedes Querprofil (8) mit zwei Sensoreinheiten (6) ausgestattet ist.
- Vorgarnspulengatter (2) nach Anspruch 1, dadurch gekennzeichnet, dass die Spulenhängeträger (5) für die Vorlagespulen (4) jeweils mit einer Sensoreinheit (6) ausgerüstet sind.
- Vorgarnspulengatter (2) nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Sensoreinheiten (6) über Dehnungsmessstreifen (10) verfügen.
- Vorgarnspulengatter (2) nach Anspruch 1, dadurch gekennzeichnet, dass die Sensoreinheiten (14) jeweils im Bereich der vertikalen Gatterstangen (9) des Vorgarnspulengatters (2) angeordnet sind.
- Vorgarnspulengatter (2) nach Anspruch 8, dadurch gekennzeichnet, dass die Sensoreinheiten (14) ein stationär an einer Gatterstange (9) befestigtes Lagerbauteil (16) und ein bezüglich dieses Lagerbauteils (16) verschiebbar gelagertes Messteil (15) aufweist.
- Vorgarnspulengatter (2) nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Sensoreinheiten (6, 14) jeweils über Signalleitungen (11) mit der Rechnereinrichtung (7) der Ringspinnmaschine (1) verbunden sind.
- Vorgarnspulengatter (2) nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Sensoreinheiten (6, 14) jeweils kabellos mit der Rechnereinrichtung (7) der Ringspinnmaschine (1) verbunden sind.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102019118781.8A DE102019118781A1 (de) | 2019-07-11 | 2019-07-11 | Vorgarnspulengatter für eine Ringspinnmaschine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3763858A1 true EP3763858A1 (de) | 2021-01-13 |
Family
ID=71574950
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20184844.7A Pending EP3763858A1 (de) | 2019-07-11 | 2020-07-09 | Vorgarnspulengatter für eine ringspinnmaschine |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3763858A1 (de) |
| JP (1) | JP2021014672A (de) |
| CN (1) | CN112210851B (de) |
| DE (1) | DE102019118781A1 (de) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3210329A1 (de) * | 1982-03-20 | 1983-09-22 | Zinser Textilmaschinen Gmbh, 7333 Ebersbach | Spinnmaschine mit spulengatter |
| DE3216218A1 (de) * | 1982-04-30 | 1983-11-03 | Zinser Textilmaschinen Gmbh, 7333 Ebersbach | Verfahren und vorrichtung zum betreiben einer spinn- oder zwirnmaschine mit einer vielzahl von vorlagepackungen |
| DE3527473A1 (de) * | 1985-07-31 | 1987-02-12 | Zinser Textilmaschinen Gmbh | Verfahren und vorrichtung zur ermittlung des fuellungsstandes von vorlagespulen an einer spinn- oder zwirnmaschine |
| DD252592A1 (de) * | 1986-09-17 | 1987-12-23 | Textima Veb K | Verfahren und vorrichtung zum beruehrungslosen erfassen des fuellungsgrades an vorgarnhuelsen |
| EP0321404B1 (de) | 1987-12-10 | 1992-03-18 | Howa Machinery, Ltd. | Vorrichtung zur Steuerung und Regelung der Arbeitsweise einer Spinnmaschine bei einem System zum Austausch von Vorlagespulen |
| EP0512442A1 (de) | 1991-05-07 | 1992-11-11 | Maschinenfabrik Rieter Ag | Produktionsplanung und -steuerung für eine Spinnereianlage |
| EP0541483A1 (de) | 1991-11-08 | 1993-05-12 | Maschinenfabrik Rieter Ag | Prozess-Steuerung im Textilbetrieb |
| DE4141407A1 (de) * | 1991-12-16 | 1993-06-17 | Rieter Ag Maschf | Verfahren zum wechseln von rohstoffgebinden |
| DE29712880U1 (de) | 1997-07-21 | 1997-09-25 | Zinser Textilmaschinen Gmbh | Ringspinnmaschine mit Vorgarnspulengatter |
| DE102007007864A1 (de) | 2007-02-14 | 2008-08-21 | Oerlikon Textile Gmbh & Co. Kg | Ringspinnmaschine mit Gatter |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3312116A1 (de) * | 1983-04-02 | 1984-10-04 | Zinser Textilmaschinen Gmbh, 7333 Ebersbach | Vorrichtung zum ent- und beladen eines oberhalb einer ringspinnmaschine angeordneten spulengatters |
| IT201600075876A1 (it) * | 2016-07-20 | 2018-01-20 | Sviluppi Tecnologie Tessili S R L | Dispositivo per la lavorazione di fili o filati di fibre tessili. |
| WO2018096427A2 (de) * | 2016-11-23 | 2018-05-31 | Maschinenfabrik Rieter Ag | Verfahren und vorrichtung zum betreiben einer spulmaschine |
| GB2569165B (en) * | 2017-12-08 | 2022-05-25 | Saurer Fibrevision Ltd | Method and system for monitoring drawing of yarn from a bobbin |
| CN108330580B (zh) * | 2018-04-20 | 2023-08-29 | 广东溢达纺织有限公司 | 纺纱设备的吊锭转动监测系统、方法和计算机设备 |
-
2019
- 2019-07-11 DE DE102019118781.8A patent/DE102019118781A1/de active Pending
-
2020
- 2020-07-09 CN CN202010655529.2A patent/CN112210851B/zh active Active
- 2020-07-09 EP EP20184844.7A patent/EP3763858A1/de active Pending
- 2020-07-10 JP JP2020119140A patent/JP2021014672A/ja active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3210329A1 (de) * | 1982-03-20 | 1983-09-22 | Zinser Textilmaschinen Gmbh, 7333 Ebersbach | Spinnmaschine mit spulengatter |
| DE3216218A1 (de) * | 1982-04-30 | 1983-11-03 | Zinser Textilmaschinen Gmbh, 7333 Ebersbach | Verfahren und vorrichtung zum betreiben einer spinn- oder zwirnmaschine mit einer vielzahl von vorlagepackungen |
| DE3527473A1 (de) * | 1985-07-31 | 1987-02-12 | Zinser Textilmaschinen Gmbh | Verfahren und vorrichtung zur ermittlung des fuellungsstandes von vorlagespulen an einer spinn- oder zwirnmaschine |
| DD252592A1 (de) * | 1986-09-17 | 1987-12-23 | Textima Veb K | Verfahren und vorrichtung zum beruehrungslosen erfassen des fuellungsgrades an vorgarnhuelsen |
| EP0321404B1 (de) | 1987-12-10 | 1992-03-18 | Howa Machinery, Ltd. | Vorrichtung zur Steuerung und Regelung der Arbeitsweise einer Spinnmaschine bei einem System zum Austausch von Vorlagespulen |
| EP0512442A1 (de) | 1991-05-07 | 1992-11-11 | Maschinenfabrik Rieter Ag | Produktionsplanung und -steuerung für eine Spinnereianlage |
| EP0541483A1 (de) | 1991-11-08 | 1993-05-12 | Maschinenfabrik Rieter Ag | Prozess-Steuerung im Textilbetrieb |
| DE4141407A1 (de) * | 1991-12-16 | 1993-06-17 | Rieter Ag Maschf | Verfahren zum wechseln von rohstoffgebinden |
| DE29712880U1 (de) | 1997-07-21 | 1997-09-25 | Zinser Textilmaschinen Gmbh | Ringspinnmaschine mit Vorgarnspulengatter |
| DE102007007864A1 (de) | 2007-02-14 | 2008-08-21 | Oerlikon Textile Gmbh & Co. Kg | Ringspinnmaschine mit Gatter |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102019118781A1 (de) | 2021-01-14 |
| CN112210851A (zh) | 2021-01-12 |
| JP2021014672A (ja) | 2021-02-12 |
| CN112210851B (zh) | 2022-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2668127B1 (de) | Vorrichtung zur erkennung der ablegereife eines hochfesten faserseils beim einsatz an hebezeugen | |
| EP1944570B1 (de) | Verfahren zur Messung der Geradheit von Langprodukten | |
| EP2702387A2 (de) | Seilprüfstand | |
| EP1356982B1 (de) | Maschine zum Verlegen einer Fahrleitung | |
| WO2014095430A1 (de) | Aufzugsanlage mit überwachtungsvorrichtung und verfahren zur üerwachtung einer aufzugsanlage | |
| EP0192835A1 (de) | Vorrichtung zum kontinuierlichen Ermitteln der Masse eines Faserbandes | |
| EP2229249B1 (de) | Stranggiessanlage mit einer vorrichtung zur bestimmung von erstarrungszuständen eines giessstrangs und verfahren hierfür | |
| EP3774630B1 (de) | Verfahren und vorrichtung zum überwachen von eigenschaften einer tragmittelanordnung in einer aufzuganlage | |
| EP1472175B1 (de) | Hubwerk mit einrichtung zur lasterfassung | |
| DE3050507T5 (en) | Reeling apparatus for lengthy articles | |
| EP2673602B1 (de) | Wägezelle sowie verfahren zum justieren einer wägezelle | |
| WO2007140903A1 (de) | Vorrichtung und verfahren zum führen eines bandes | |
| DE102013108299B4 (de) | Pressengestell und Verfahren zum Montieren eines Pressengestells sowie Presse mit einem solchen Pressengestell | |
| DE2516004C2 (de) | Fahrbahn für mindestens ein entlang einer Offenend-Spinnmaschine verfahrbares Wartungsgerät | |
| EP3763858A1 (de) | Vorgarnspulengatter für eine ringspinnmaschine | |
| EP3783137B1 (de) | Verfahren zum bestimmen einer elektrischen leistung oder eines elektrischen energieverbrauchs einer spinn- oder spulmaschine und spinn- oder spulmaschine | |
| EP3473756B1 (de) | Verfahren bzw. vorrichtung zum betreiben einer ringspinnmaschine | |
| EP3606849B1 (de) | Taschenfördergurtanlage | |
| DE2147097A1 (de) | Waage | |
| DE10140645A1 (de) | Verfahren zum Betreiben eines Streckwerks sowie Streckwerk | |
| EP3502013B1 (de) | Vorrichtung und verfahren zur ermittlung eines ablegereifewerts für einen tragriemen mit eingebetteten, elektrisch leitfähigen cordseilen | |
| WO2012163939A1 (de) | Antriebsrahmen in einer aufzugsanlage | |
| DE102007012191A1 (de) | Verfahren und eine Vorrichtung zur individuellen automatischen Regelung der Bahnspannungen im Bereich von Falzrichtern | |
| WO2006070008A1 (de) | Verfahren zur bestimmung der längenbezogenen masse oder des querschnitts von textilem faserverbund sowie entsprechende vorrichtung | |
| DE102015000545B4 (de) | Anlage zum Herstellen von Fördergurten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210713 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220914 |