EP3737518B1 - Schmelze-überführungssystem zum aufnehmen, transportieren und fördern einer metallschmelze - Google Patents
Schmelze-überführungssystem zum aufnehmen, transportieren und fördern einer metallschmelze Download PDFInfo
- Publication number
- EP3737518B1 EP3737518B1 EP19701305.5A EP19701305A EP3737518B1 EP 3737518 B1 EP3737518 B1 EP 3737518B1 EP 19701305 A EP19701305 A EP 19701305A EP 3737518 B1 EP3737518 B1 EP 3737518B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- leg
- container
- transfer system
- vessel
- melt transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D39/00—Equipment for supplying molten metal in rations
- B22D39/06—Equipment for supplying molten metal in rations having means for controlling the amount of molten metal by controlling the pressure above the molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/30—Accessories for supplying molten metal, e.g. in rations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D35/00—Equipment for conveying molten metal into beds or moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/005—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like with heating or cooling means
- B22D41/01—Heating means
- B22D41/015—Heating means with external heating, i.e. the heat source not being a part of the ladle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/04—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like tiltable
- B22D41/05—Tea-pot spout ladles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/12—Travelling ladles or similar containers; Cars for ladles
Definitions
- the present application relates to a molten metal transfer system for receiving, transporting and conveying molten metal. Furthermore, the present invention relates to a corresponding method.
- the JP4190786 shows, for example, a transport container into which molten metal can be fed.
- the molten metal can be transported in the container and conveyed out of the container by means of a set pressure difference between the interior of the container and the environment.
- the JP2004188425A shows a container for the transport of molten metal according to the preamble of claim 1.
- air can be introduced into the interior of the container under pressure in order to apply the pressure difference for emptying the container.
- This allows the molten metal in the container with a Pressure can be applied so that the molten metal rises in a flow channel connecting the interior of the container and the environment, in particular a riser pipe, and can be conveyed out of the container.
- the pressure is typically continuously increased, so that the molten metal is conveyed outwards through the flow channel or the riser pipe.
- air can mix with the molten metal conveyed to the outside when the container is emptied.
- the added air can greatly accelerate the hot molten metal, so that the molten metal can be sprayed out in an uncontrolled manner at an outlet of the holding furnace.
- Such hot molten metal splashes are particularly dangerous for operating personnel, but also for sensitive devices that are located in the vicinity of the transportable container.
- the filling and emptying of the melter-transfer device is controlled by a control unit that analyzes weight data from the melter-transfer device.
- the weight of the melt transfer device can be used to determine how much molten metal is in the container of the device.
- an emptying operation of the container of the melting transfer device is terminated.
- the object of the present invention is to propose an alternative melt transfer system.
- the present invention is preferably based, inter alia, on the object of proposing a melt transfer system which increases work safety for operating personnel and which makes work easier for operating personnel. Furthermore, the present invention can be based on the object of proposing a corresponding method that solves this problem.
- the melt transfer system With the melt transfer system, a hot molten metal can be picked up, transported and transferred to another container or to a furnace.
- the melt transfer system comprises a transportable container for receiving the molten metal, a container cover arranged on the container for hermetically sealing the container, and a flow channel.
- the container lid preferably has a closable filling opening for filling the container with the molten metal and a corresponding filling opening lid.
- the container lid can have a filling device for filling the container with molten metal through a filling tube or through the flow channel.
- the flow channel can be designed, for example, as a flow line or as a tube, preferably as a riser tube.
- the flow channel can have round or angular cross sections.
- the flow channel preferably comprises a refractory material so that hot molten metal can flow through the flow channel.
- the flow passage has a first end located within the vessel and a second end located outside of the vessel for bringing molten metal out of the molten metal vessel.
- the melt transfer system preferably comprises a pneumatic unit for introducing air into the container. The air is introduced into the container under pressure.
- the pressure can be at least 0.1 bar, preferably at least 0.2 bar.
- molten metal can be pressed out of the container through the flow channel or the riser pipe and conveyed out of the container.
- the pressure differential is typically increased.
- the conveying process can be interrupted or stopped by reducing or completely eliminating the pressure difference.
- Control of the pressurization and adjustment of the pressure differential can be manually adjustable by an operator.
- a control unit preferably controls the emptying of the container by adjusting the pressure difference between the first and the second end of the flow channel.
- the control unit controls, for example, a pneumatic unit which is designed to apply air pressure to the interior of the container to apply.
- the melt transfer system can further comprise a measuring unit with at least one pressure sensor for measuring a pressure in the container during conveyance and the control unit for controlling the conveyance of the molten metal from the container through the flow channel.
- the control unit can be set up and designed to stop the conveyance of the molten metal if the measured pressure drops. Furthermore, the control unit can be set up to determine a pressure curve over time from the pressure measured by the measuring unit.
- Molten metal can be conveyed out of the container through the flow channel in order to at least partially empty the melt transfer system.
- the control unit adjusts the pressure difference between the first and the second end of the flow channel.
- a pressure can be determined in the container during delivery, preferably by means of the control unit and a measuring unit comprising at least one pressure sensor.
- the pressure can be measured, for example, directly in the container or in the pneumatic unit mentioned above.
- the pressure sensors are preferably arranged in such a way that they measure the pressure of a container interior in which the molten metal is located.
- the pressure sensors preferably do not come into contact with the molten metal.
- the at least one pressure sensor can be arranged on an inside of the container lid or in a pneumatic unit. The pressure in the container can be determined by the control unit from the measured pressure.
- the molten metal conveyance can be stopped when a pressure difference between a pressure determined at a first point in time and a pressure determined at a second point in time is negative, with the negative pressure difference preferably being greater in absolute terms than a previously defined threshold value.
- the first point in time is earlier than the second point in time, and the second point in time is correspondingly later than the first point in time.
- the pressure difference is determined by subtracting the pressure at the first point in time from the pressure at the second point in time.
- the threshold value is preferably at least 1 mbar, particularly preferably at least 2 mbar, with the threshold value being able to be selected as a function of the time interval between the first and the second point in time.
- a pressure curve over time can be determined on the basis of the determined pressure.
- the control unit can be set up and designed to determine this pressure profile over time. This pressure profile over time can be recorded and observed, for example by the control unit designed and set up for this purpose.
- the control unit typically controls that for the continuous emptying of the container, the container is continuously supplied with air, so that the pressure in the container increases. If the pressure measured in the container drops, the conveyance of the molten metal can be stopped.
- the control unit can be set up and designed to record and register such a drop in pressure and then to stop the conveyance of the molten metal.
- the control unit can control the pneumatic unit in such a way that it no longer pressurizes and/or vents the container, so that the pressure difference remains the same or drops.
- the control unit is designed and set up to carry out the control process steps described below and to stop the conveyance of the molten metal, in particular by controlling the pneumatic unit.
- a pressure difference between at least two successive pressures can be determined by the control unit on the basis of the pressure curve over time.
- the molten metal conveyance can be stopped in particular when the pressure difference is negative, i.e. when the pressure determined later is lower than the pressure determined earlier, or when the average value of two or more pressures determined later is lower than the average value of two or more pressures determined earlier.
- the pressures can be measured at defined time intervals.
- the distances are preferably the same.
- the time intervals between the pressure measurements can be, for example, a maximum of 500 ms, preferably a maximum of 100 ms, particularly preferably a maximum of 50 ms.
- the control unit can be designed and set up to carry out the pressure measurement at the time intervals and to register the pressure values.
- the control unit can be designed and set up to set the time intervals between the measurements.
- the time derivative dp/dt of the pressure profile can be determined from the pressures measured at defined time intervals.
- the conveyance of the molten metal can be stopped in particular when the derivative dp/dt is negative.
- a threshold S may be determined prior to or during molten metal delivery such that molten metal delivery is stopped only if the derivative is less than the threshold S, where the threshold S is less than zero.
- a criterion for stopping the conveyance of the molten metal can therefore be when dp/dt ⁇ 0 applies or when dp/dt ⁇ S ⁇ 0 also applies.
- the threshold value S can be determined empirically, for example.
- a threshold value has the advantage that slight pressure fluctuations, for example due to suction effects, friction losses and/or measurement inaccuracies, do not necessarily lead to an immediate shutdown of the molten metal conveyance.
- the threshold value should be selected so that small pressure fluctuations do not lead to a shutdown; on the other hand, the threshold is intended to determine that the molten metal level within the vessel is near the first end of the flow channel.
- the molten metal delivery can be shut off when air enters the first end of the flow channel and before the air reaches the second end of the flow channel. In the pressure history, this point in time when air enters the first end of the flow channel is characterized by a pressure drop.
- the pressure profile at this point in time has a time derivative that is greater than 1 mbar/s in terms of absolute value.
- a threshold value can therefore advantageously amount to at least 1 mbar/s, preferably at least 5 mbar/s, particularly preferably at least 10 mbar/s.
- suction effects or manual, short interruptions in the delivery can be taken into account with the threshold and included in a threshold value determination.
- a deviation or tolerance of the shutdown is preferably at most 4% of a filling weight of the container with molten metal.
- a deviation of at most 2% from a filling weight of the container with molten metal is particularly preferred.
- a second pressure can be measured at a second location to detect measurement errors.
- the second measured pressure preferably correlates with a pressure in the container, with a pressure in the pneumatic unit for setting a pressure difference between an ambient pressure and a pressure in the container and/or with a pressure in the flow channel.
- the second pressure can, for example, be compared with the first measured pressure for agreement or correlation.
- At least two, preferably at least three, pressures measured consecutively in time can be averaged.
- the time derivative dp/dt can then be determined using the averaged pressures.
- the derived pressure curve can be smoothed so that fluctuations and measured value outliers can be counteracted.
- the control unit can preferably be set up and designed to average the measured values and/or to determine a pressure curve over time on the basis of the averaged measured values.
- the pressure profile over time can also be filtered with regard to its frequency.
- a bandpass filter in particular a bandpass filter with frequencies of 5 Hz and 25 Hz, can be used for this.
- the amplitude of the filter output signal can be used as a switch-off criterion.
- the control unit can be set up and configured to control molten metal conveyance based on the output signal of the bandpass filter.
- the pressure difference between a pressure prevailing in the container and an ambient pressure prevailing outside it can be reduced, in particular as soon as the determined derivation of the pressure profile is negative and is preferably greater than the previously defined threshold value.
- the control unit can be set up and designed to adjust this pressure difference and in particular to reduce it in order to stop the conveyance of the molten metal.
- control unit can be designed and set up to determine the pressure curve over time p(t) from the measured pressure, to determine the time derivation of the pressure curve dp/dt and to stop the molten metal conveyance if the derivation of the pressure curve dp/dt is negative and preferably if the derivative is larger in absolute value is than the predetermined threshold.
- a residue of melt typically remains in the container after the emptying method described. It can happen that this remainder of the melt blocks or even destroys the flow channel after it has cooled and solidified.
- the blocking of the first end of the flow channel can be problematic, particularly when the solidified melt is heated again, since the flow channel, particularly in the form of a riser pipe, can advantageously serve as a chimney when the proposed melt transfer system is heated. It can therefore be an object of the invention to prevent this problem.
- the melt transfer system can include a tilting device for tilting the container.
- the container can be tilted with the tilting device in such a way that the remaining melt at the bottom of an inside of the container flows into a side facing away from the first end of the flow channel.
- the first end of the flow channel can thus be moved upwards with respect to a plane on which the melt transfer system stands.
- the remaining melt can release the first end of the flow channel and solidify in the container.
- the flow channel in particular in the form of a riser pipe, can thus be used as a chimney.
- melt transfer system can thus have the task of improving molten metal transfer.
- the tilting device can comprise at least one base which is connected to the container in an articulated manner and a locking device on the container for locking the base in a functional position.
- the base can directly or indirectly, for example via at least one with the container coupled component to be connected to the container.
- the base can be brought from a rest position into a functional position, it being possible for the base to protrude beyond the underside of the container in the functional position.
- the melt transfer system can also include several tilting devices. It can be particularly advantageous to include at least two spaced-apart tilting devices, each having at least one base. For example, the melt transfer system can be tilted in a statically determined manner.
- the container-side locking device can include a latching, clamping or snapping mechanism or a locking bolt.
- a latching, clamping or snapping mechanism or a locking bolt.
- other locking mechanisms are also conceivable.
- the container may have a first flange with a first flange-side bore.
- the base can have a first bore on the base, which in the functional position is aligned coaxially with the first bore on the flange.
- the locking bolt for locking the base in the functional position can be inserted through the first flange-side and the first base-side bore.
- the locking bolt can accordingly be designed in such a way that a bolt diameter corresponds to a diameter of the first flange-side bore and the first base-side bore.
- a diameter of the locking bolt can be at least 10 mm, for example, preferably at least 15 mm.
- the locking bolt, the base and/or the flange are/is preferably made of steel.
- the flange can preferably be welded to the container.
- the flange can also be connected to the container in some other way, for example by a screw or plug connection.
- the base can have a second base-side bore which, in the rest position, is aligned coaxially with the first flange-side bore. In this way, the locking bolt for locking the base in the rest position can be inserted through the first flange-side and the second base-side bore.
- the base can be pivoted from the rest position to the functional position and vice versa.
- a pivoting can have the advantage that a defined possibility of movement of the base is specified for a is easy for the operator to understand and simple to execute.
- the base can be pivotably connected to the container that no loose individual parts can be lost.
- the base can also be unscrewed, folded out or - for example telescopically - be extendable.
- the tilting device can have a fastening bolt which connects the base to the flange in a rotatable manner.
- An axis of rotation can be defined along a longitudinal direction of the fastening bolt, about which axis the base can be pivoted from the rest position to the functional position and vice versa.
- the fastening bolt can simply be pushed into the flange-side hole(s) or have a bearing, for example a ball bearing.
- the fastening bolt can be rigidly connected to the flange or rigidly connected to the base, or it can be rotatably connected to the base and the flange.
- the tilting device can have a second flange, which is preferably designed to correspond to the first flange.
- the base can then be arranged in particular between the two flanges. This can increase stability of the tilting device.
- the melt transfer system may include a support frame having a pivot assembly.
- the container can be pivotally connected to the support frame via the swivel joint unit in such a way that the container can be tilted about an axis of rotation of the swivel joint unit relative to the support frame.
- the container can be supported in the tilted position by the base that is locked in the functional position. This can have the advantage that the container can be tilted by the same angle largely independently of an uneven floor on which the melt transfer system is standing.
- the container can be tilted by means of the tilting device by an angle of at least 1°, preferably at least 3°, particularly preferably at least 5° relative to the support frame.
- the container can be tilted by means of the tilting device by an angle of at most 30°, preferably at most 10°, particularly preferably at most 6° relative to the support frame. In this way it can be ensured that the flow channel, in particular in the form of a riser pipe, cannot be blocked and/or destroyed by cooling residual melt in the container.
- the supporting frame can comprise a locking device on the supporting frame side for locking the base in the functional position.
- this locking mechanism can be embodied, for example, as a latching, clamping, or snapping mechanism, or can include, for example, a further locking bolt.
- a combination of different locking mechanisms can also be used both for the locking device on the container side and for the lower, supporting frame side.
- the container can be transported in a tilted position thanks to the locking mechanism on the supporting frame. Furthermore, a safer stand and safer transport in the functional position can be guaranteed.
- the base can have a third bore, which can be designed to receive a second locking bolt in the functional position.
- the lower locking device can have at least one bore on the supporting frame side, which can be arranged coaxially with the third bore on the stand foot in the functional position.
- the second locking bolt for fastening the base to the lower support frame can be pushed into the third bore on the base and the bore on the support frame of the lower locking device.
- the support frame can have at least one pair of, preferably box-shaped, forklift shoes for receiving forklift tines.
- the melt transfer system can thus be transported in a simple manner. Furthermore, the melt transfer system can be easily lifted. In the raised position, the tilting device can be moved from a rest position to a functional position in a simple manner. In particular, the melt transfer system can be brought into a tilted position in a simple manner and by a single operator.
- the forklift shoes can preferably be box-shaped, in particular at least two boxes can be provided. A box with rails or a rib-like divider may also be provided to guide the stacker tines as they are inserted into the stacker shoes. Provision can be made particularly advantageously for the forklift shoes to be designed in such a way that a forklift can approach and pick up the melt transfer system from four sides.
- the melt transfer system can also have an alignment device for adjusting a container inclination and/or support frame inclination.
- This alignment device can preferably be provided in addition to a tilting device.
- the alignment device can, for example, comprise at least three threaded rods, each of which can comprise feet that can be adjusted in height, preferably independently of one another.
- the melt transfer system can thus be aligned on an uneven floor, so that the melt transfer system can have a uniform melt level in relation to the inside floor of the container during operation, for example.
- the container of the melt transfer system can be tilted or tilted as follows.
- the melt transfer system can be raised so far that the base can be brought into a functional position.
- the melt transfer system can be raised at least 5 cm, preferably at least 10 cm. Furthermore, a maximum lift of 30 cm can be advantageous.
- the device can also be raised significantly higher, so that the user does not have to bend down, for example, to bring the base into the functional position. Ergonomic working methods can be improved in this way.
- the base can then be brought from a rest position into a functional position in such a way that the base protrudes beyond an underside of the container.
- the base can be locked in the functional position.
- the melt transfer system can then be lowered.
- the raising and lowering of the melt transfer system can be performed with a forklift.
- the base is preferably locked in place relative to the support frame by means of the locking device on the support frame.
- the entire container lid has to be removed from the container for preheating.
- a relatively heavy lid with an integrated burner that corresponds in size to the container lid can then be placed on.
- the preheating takes place with electric heating rods. Both involve a lot of work.
- the system proposed here has the task of preheating the transport container with the container lid and with the preferably complete flow channel or riser pipe, with the work required to set up the heating being comparatively low.
- the container lid of the melt transfer system can comprise a heating opening with a connecting flange surrounding the heating opening for flanging on a preheating device and for flanging on a heating opening cover and a heating opening cover for airtight sealing of the heating opening.
- hot gases are introduced into the container through the heating opening, the hot gases being generated by a gas burner, for example. The hot gases are discharged into the environment through the flow channel or the riser pipe and thus also preheat the flow channel or the riser pipe.
- the heating opening cover can be detachably fastened to the container cover, for example by means of screws or clamps, and can seal the heating opening in an airtight manner.
- a heating opening has the advantage that a preheating device can be mounted on the container in a simple manner and can then heat a melt that has solidified in the container and/or preheat an interior space of the container.
- the heating opening can be round, rectangular or polygonal.
- Their clear diameter or hydraulic diameter (4* cross-sectional area divided by the circumference) can be at least 4 cm, preferably at least 6 cm, particularly preferably about 9 cm. It can be a maximum of half the clear diameter of the container opening, preferably a maximum of 20 cm.
- the heating opening can, for example, be at most half the size of the filling opening.
- the heating opening can preferably be about 1/3 the size of the filling opening, particularly preferably about 1/6 the size of the filling opening.
- the filling opening can have a diameter of at least 20 cm, preferably at least 30 cm and/or a maximum diameter of 100 cm, preferably maximum 80 cm.
- the container lid can have a diameter of at least 50 cm, preferably at least 70 cm and/or a diameter of at most 250 cm, preferably at most 175 cm.
- the container lid, the filling opening lid and/or the heating opening lid can, in particular, comprise steel. Furthermore, the container lid, the filling opening lid and/or the heating opening lid can also comprise heat-insulating layers made of refractory materials such as fiber mats and/or refractory concrete.
- the container cap, the fill port cap, and/or the heater port cap may be the same or different materials.
- the heating opening cover can have a blind flange, for example, for closing the heating opening.
- the heater port cover may be attached to the container cover by means of clips and/or screws. This has the advantage that the heating opening cover can be fitted and removed from the container cover in a simple manner.
- the connecting flange can protrude on a top side of the cover in such a way that a flange plane is at a distance from the top side of the cover.
- a projecting flange can in particular facilitate assembly of the burner on the flange.
- the flange structure can be insulated better.
- the flange plane can form an angle with the top of the cover (angled flange plane).
- the angle can be formed in such a way that the imaginary extension of the axis of the flanged burner meets the surface of the solidified residual metal in the container. It can also be formed so that it hits the bottom of the container at about its midpoint. It can also be formed in such a way that it has the maximum distance from the container walls at about half the height of the container (i.e. alignment with the center point of the container interior).
- the flange plane can form an angle of at least 10°, preferably at least 20°, particularly preferably at least 30°, with the top side of the cover and/or of at most 90°, preferably at most 80°, particularly preferably at most 70°.
- the flange plane can also enclose an angle of at least 40° or at least 50° with the top side of the cover.
- An angled flange plane can have the advantage that a burner flanged to the connection flange can be aligned in the direction of a container interior center or in the direction of a container side, for example in an area in which cooled residual melt is arranged.
- the heating opening cover can have a handle for better handling.
- This handle can be thermally insulated, for example, so that the lid can be operated by an operator even after the interior of the container has been heated.
- connection flange can be designed in such a way that a corresponding flange of a preheating device, in particular a gas burner or an electronic heating rod, can be flanged to the flange by means of clamps or screws for preheating the interior of the container.
- a preheating device in particular a gas burner or an electronic heating rod
- the melt transfer system may have a burner cap which includes a preheating device, preferably a gas burner, and a mounting flange which corresponds to the connection flange of the heating opening.
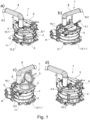
- FIG. 1 shows a melt transfer system 1 comprising a vessel 2 for accommodating molten metal, a vessel lid 3 for sealing the vessel 2 airtight, a charging port 4 and a charging port cap 5.
- Figs Figures 1 (a) and 1 (b) show the melt transfer system 1 from two different perspective views.
- figure 1 (c) shows the same view as Fig.1(b) , wherein the filling opening cover 5 is shown open.
- the container 2 can be filled with hot molten metal through the filling opening 4 . After a filling process, the filling opening 4 can be sealed airtight by the filling opening cover 5 .
- a container interior 7 of the container 2 can be subjected to pressure via a pneumatic unit 6 .
- air is passed from the pneumatic unit 6 under a pressure of, for example, 0.4 bar through a pneumatic line 6.1 into the container interior 7.
- the melt transfer system 1 also includes a flow channel in the form of a riser pipe 8. When the container interior 7 is pressurized by the pneumatic unit 6, a pressure difference occurs between a first end 8.1 of the riser pipe 8, which is arranged in the container 2, and a second end 8.2 of the riser pipe 8, which is arranged outside the container 2.
- the melt transfer system 1 also includes forklift shoes 11, which can engage in the forklift prongs.
- the forklift shoes 11 are box-shaped and designed in such a way that they can be approached from 4 sides.
- the melt transfer system also has an inclined positioning device 12, comprising a base 12.2 and a support frame 12.1 with a swivel joint unit 12.1.1.
- FIG figure 2 shows a melt transfer system 1 of FIG figure 1 in a sectional view along an xy plane. Recurring features are provided with identical reference symbols in this and the following figures.
- the container 2 has an inner lining with refractory mass 13 . Viewed from the outside inwards, the container 2 then has an insulation layer 14 .
- the Outer casing 15 of container 2 is made of steel.
- a burner unit 10.2 is mounted on a connection flange 10.3 instead of the heating opening cover 10.1.
- the burner unit 10.2 is preferably fixed to the container cover 3 by clamping.
- the connecting flange 10.3 protrudes from the container cover 3 and is inclined relative to the xz plane.
- the melt transfer system 1 also includes a control unit 16 which can communicate with the melt transfer system 1, in particular with the pneumatic unit 6.
- FIG 3 a schematic sectional view of an almost empty container with a residue of molten metal 17 in the container is shown.
- the molten metal can be aluminum, for example.
- the container is also filled with air 18 .
- Air 18 can penetrate into the riser pipe 8 through a gap 19 between the first end 8.1 of the riser pipe and the molten metal level 17 with a gap height 19.1.
- This air-melt mixture in the riser 8 is in the figure 4 (b) shown.
- FIG 4 (a) shows.
- the air 18 accelerates the molten metal 17 in the riser pipe 8 figure 4 (b) such that dangerous metal spatter occurs at the second end 8.2 of the riser.
- exemplary pressure curves 20 are shown over time during the conveyance of a molten metal.
- the control unit 16 can stop the conveyance of the molten metal, ie stop the emptying process of the container 2, and thus avoid the metal spatter described above.
- the pneumatic unit 6 causes an increase in pressure in the container.
- a measuring unit i.e. at least one pressure sensor, measures the pressure in the container 2.
- the pressure sensor can be mounted on the underside of the container lid 3.1 (cf. 2 ) must be mounted.
- the control unit 16 determines the pressure profile 20 p(t) from the measured pressures.
- the figure 5 shows a pressure curve during the transfer of the molten metal through the riser pipe 8 from the first end 8.1 to the second end 8.2.
- Area II corresponds to a suction effect.
- a normal increase in pressure during pumping is shown in areas III and V.
- Region IV represents a pressure drop caused by a momentary transfer interruption by an operator.
- ⁇ p p i ⁇ p i ⁇ 1 ⁇ 0 .
- a smoothing of the time derivative curve 21 can be advantageous for a functionally reliable evaluation of the pressure values, so that incorrect evaluation results due to pressure fluctuations can be avoided as far as possible. If a simple comparison of p i and p i -1 is performed, the course of the time derivative oscillates. In order to smooth the pressure gradient, it is advantageous to form an average from the last three or more measured pressure values, so that the measured values measured by the pressure sensor are filtered.
- the control unit 16 is set up and designed to carry out this averaging.
- the time derivative dp/dt is shown filtered and referenced 21f.
- the control unit can be designed to determine the filtered derivation as follows: The more values used for filtering, the smoother the course of the time derivation. However, a smoother course also means that the reaction time becomes longer.
- the response time is the time that the control unit needs to detect the drop in pressure.
- the control unit is designed and set up to determine the time derivation of the pressure profile 20 and to switch off the conveyance of molten metal through the riser pipe 8 as soon as the derivation is less than zero.
- the control unit can be set up to switch off the conveying of molten metal through the riser pipe 8 only when the derivative is less than zero and the absolute value of the derivative is greater than a threshold value.
- This threshold value can be 12 mbar/s, for example.
- the melt transfer system 1 is advantageously equipped with an inclined positioning device 12 so that it does not clog the first end 8.1 of the riser pipe 8 after cooling.
- FIG 9 a schematic sectional view of the melt transfer system 1 is shown, which is tilted by means of the tilting device in such a way that the molten metal 17 has flowed into an area opposite the riser pipe 8 and thus releases the first end 8.1 of the riser pipe.
- the tilting device 12 is shown (at least in part).
- the tilting device 12 comprises a base 12.2 which is pivoted on two container-side flanges 12.3.
- the base 12.2 can thus be pivoted from a functional position into a rest position.
- the base is shown in a rest position.
- the container-side flanges 12.3 each have a first bore 12.3.1, which in the functional position is positioned coaxially to a first base-side bore 12.2.1.
- a locking bolt 12.4 is also shown, which locks the base 12.2 in the rest position.
- the container-side flanges 12.3 can each have a second bore 12.3.2 through which the locking bolt 12.2 is pushed to lock the base in the rest position.
- the container-side flange can comprise a plurality of flange areas, for example in the form of individual flanges.
- the term "container-side flange” is used as a generic term for one or more flanges that are connected to the container.
- the base 12.2 also has a third bore 12.2.3 on the base side for locking the base on a support frame by means of a further locking bolt.
- the container 2 is shown with a support frame 12.1.
- the support frame 12.1 comprises a swivel joint unit 12.1.1, via which the container 2 is pivotally connected to the support frame 12.1 in such a way that the container 2 can be tilted about an axis of rotation Ader swivel joint unit 12.1.1 relative to the support frame 12.1, the container 2 being connected by the in Functional position locked base 12.2 can be supported in the tilted position.
- the support frame is shown in a perspective view.
- the support frame includes a lower locking device 12.1.2, which has two flanges, each with a bore 12.1.2.1.
- the bores are aligned coaxially so that the base 12.2 can be fastened to the supporting frame 12.1 by the locking bolt in the functional position.
- another locking bolt 12.4 can be pushed through the third hole 12.2.3 on the base side and the two holes 12.1.2.1 of the lower locking device.
- figure 13 shows the corresponding elements of the swivel unit 12.1.1 which are fixed, preferably welded, to the container.
- the container-side swivel joint unit 12.1.1 is arranged on an outside of the container 2 opposite the base attachment in the form of the container-side flanges 12.3.
- the support frame has two crossed box-shaped forklift shoes 11 for receiving forklift prongs.
- the supporting frame has an alignment device for adjusting a supporting frame inclination a floor surface on which the supporting frame is arranged. However, this is not shown in the figure.
- FIG 14 (a) the melt transfer system 1 of the above figures is shown schematically on a forklift.
- the prongs of the forklift are positioned in the forklift shoes 11 .
- the melt transfer system 1 is lifted with the forklift, for example, 200 mm from the ground.
- the base 12.2 is pivoted by an operator 23 from a rest position into a functional position along the arrow 24 (cf. Figure 14(b) ).
- the base 12.2 is locked in the functional position by means of the locking pin 12.4 (cf. 14(c) ).
- Fig. 14 (d) shows the schematic representation of the forklift truck 22 with the melt transfer system 1 with the base 12.2 folded out in the functional position.
- Figure 14 (e) is the transfer system 1 of figure 14 (d) lowered, so that the container 2 with the base 12.2 folded out, the melt transfer system 1 being lowered, so that the container is inclined by 5° with respect to a floor surface 25 .
- the base 12.2 can be locked by means of the lower locking device 12.1.2 on the support frame 12.1 with a further locking bolt 12.4 as described above (cf. Fig. 14 (f) ).
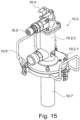
- the melt transfer system 1 is shown in a perspective view.
- the melt transfer system 1 corresponds to that of the above figures.
- the burner unit 10.2 is attached to a connecting flange 10.3 by means of clamps, so that the burner 10.2.2 protrudes into the interior 7 of the container.
- the burner is preferably a gas burner with which the interior of the container can be preheated.
- the connecting flange 10.3 protrudes upwards from an upper side of the container cover 3 and is arranged in such a way that the burner 10.2.2 does not fire the riser pipe 8 directly.
- the riser pipe 8 is used as a chimney during preheating and is thus advantageously heated.
- the melt transfer system 1 is shown in a perspective view.
- the melt transfer system 1 corresponds to that of the above figures.
- the heating opening is hermetically sealed by the heating opening cover 10.1.
- the heating opening cover is equipped with a Clamps attached to the connection flange 10.3.
- the heating opening has a diameter of 9 cm and is round.
- the filling opening has a diameter of 60 cm and the container lid has a diameter of 110 cm.
- the container lid and the filling opening lid are made of steel and lined with refractory mass.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Description
- Die vorliegende Anmeldung betrifft ein Schmelze-Überführungssystem zum Aufnehmen, Transportieren und Fördern einer Metallschmelze. Ferner betrifft die vorliegende Erfindung ein entsprechendes Verfahren.
- Im Stand der Technik sind transportable Systeme bekannt, mit denen eine Metallschmelze aufgenommen und überführt werden kann. Die
JP4190786 JP2004188425A JP2004188425A - Zum Aufbringen der Druckdifferenz zum Entleeren des Behälters kann beispielsweise Luft in das Innere des Behälters unter Druck eingebracht werden. Dadurch kann die in dem Behälter befindliche Metallschmelze mit einem Druck beaufschlagt werden, sodass die Metallschmelze in einem das Innere des Behälters und die Umgebung verbindenden Strömungskanal, insbesondere einem Steigrohr, aufsteigt und aus dem Behälter gefördert werden kann. Dabei wird der Druck typischerweise stetig erhöht, damit eine Förderung der Metallschmelze durch den Strömungskanal bzw. das Steigrohr nach Außen stattfindet. Zu einem Zeitpunkt, zu dem die in dem Ofen befindliche Metallschmelze bereits größtenteils aus dem Inneren nach außen gefördert wurde, kann sich der nach außen beförderten Metallschmelze beim Entleeren des Behälters Luft beimischen. Durch die beigemischte Luft kann die heiße Metallschmelze stark beschleunigt werden, sodass es an einem Auslass des Warmhalteofens zu einem unkontrollierten Ausspritzen der Metall-Schmelze kommen kann. Derartige heiße Metallschmelze-Spritzer sind insbesondere für Bedienpersonal, aber auch für sensible Geräte, die sich in der Umgebung des transportablen Behälters befinden, gefährlich.
- In der
JP4190786 - Der vorliegenden Erfindung liegt die Aufgabe zugrunde, ein alternatives Schmelze-Überführungssystem vorzuschlagen. Vorzugsweise liegt der vorliegenden Erfindung dabei unter anderem die Aufgabe zugrunde, ein Schmelze-Überführungssystem vorzuschlagen, das die Arbeitssicherheit für ein Bedienpersonal erhöht und das die Arbeit für ein Bedienpersonal erleichtert. Ferner kann der vorliegenden Erfindung die Aufgabe zugrunde liegen, ein entsprechendes Verfahren vorzuschlagen, das diese Aufgabe löst.
- Die obige Aufgabe wird durch ein Verfahren und/oder ein Schmelze-Überführungssystem gemäß des Anspruchs 1 bzw. eines nebengeordneten Anspruches gelöst. Vorteilhafte Weiterbildungen sind in den abhängigen Ansprüchen beschrieben.
- Mit dem Schmelze-Überführungssystem kann eine heiße Metallschmelze aufgenommen, transportiert und in einen anderen Behälter oder in einen Ofen überführt werden. Das Schmelze-Überführungssystem umfasst dafür einen transportablen Behälter zum Aufnehmen der Metallschmelze, einen auf dem Behälter angeordneten Behälterdeckel zum luftdichten Verschließen des Behälters und einen Strömungskanal. Der Behälterdeckel weist vorzugsweise eine verschließbare Füllöffnung zum Befüllen des Behälters mit der Metallschmelze und einen korrespondieren Füllöffnungsdeckel auf. Der Behälterdeckel kann alternativ eine Befüllvorrichtung zum Befüllen des Behälters mit Metallschmelze durch ein Füllrohr oder durch den Strömungskanal aufweisen.
- Der Strömungskanal kann beispielsweise als Strömungsleitung oder als Rohr, vorzugsweise als Steigrohr, ausgebildet sein. Der Strömungskanal kann runde oder eckige Querschnitte aufweisen. Der Strömungskanal weist vorzugsweise ein feuerfestes Material auf, sodass heiße Metallschmelze durch den Strömungskanal fließen kann. Der Strömungskanal hat ein erstes im Behälter angeordnetes Ende und ein zweites außerhalb des Behälters angeordnetes Ende zum Herausbringen der Metallschmelze aus dem Metallschmelze-Behälter. Das Schmelze-Überführungssystem umfasst dafür vorzugsweise eine Pneumatik-Einheit zum Einbringen von Luft in den Behälter. Die Luft wird dabei unter Druck in den Behälter eingebracht. Der Druck kann mindestens 0,1 bar, vorzugsweise mindestens 0,2 bar betragen.
- Durch eine Druckdifferenz zwischen einem im Behälter vorherrschenden Druck und einem außerhalb dessen vorherrschenden Umgebungsdruck kann Metallschmelze aus dem Behälter durch den Strömungskanal bzw. das Steigrohr gedrückt und aus dem Behälter gefördert werden. Um den Fördervorgang aufrecht zu erhalten, wenn der Behälter entleert wird, wird die Druckdifferenz typischerweise erhöht. Der Fördervorgang kann unterbrochen oder beendet werden, indem die Druckdifferenz gesenkt oder komplett beseitigt wird. Eine Steuerung der Druckbeaufschlagung und eine Einstellung der Druckdifferenz können von einem Bediener manuell einstellbar sein. Vorzugsweise steuert aber eine Steuereinheit das Entleeren des Behälters durch Einstellen der Druckdifferenz zwischen dem ersten und dem zweiten Ende des Strömungskanals. Dabei steuert die Steuereinheit beispielsweise eine pneumatische Einheit, die ausgebildet ist, das Behälterinnere mit einem Luftdruck zu beaufschlagen.
- Das Schmelze-Überführungssystem kann ferner eine Messeinheit mit zumindest einem Drucksensor zum Messen eines Druckes im Behälter während des Förderns sowie die Steuereinheit zum Steuern der Förderung der Metallschmelze aus dem Behälter durch den Strömungskanal umfassen. Die Steuereinheit kann dabei eingerichtet und ausgebildet sein, die Metallschmelzeförderung bei einem Abfall des gemessenen Druckes anzuhalten. Ferner kann die Steuereinheit eingerichtet sein, aus dem von der Messeinheit gemessenen Druck einen zeitlichen Druckverlauf zu bestimmen.
- Zum zumindest teilweisen Entleeren des Schmelze-Überführungssystems kann Metallschmelze aus dem Behälter durch den Strömungskanal gefördert werden. Dazu stellt beispielsweise die Steuereinheit die Druckdifferenz zwischen dem ersten und dem zweiten Ende des Strömungskanals ein. Während des Förderns kann in dem Behälter ein Druck bestimmt werden, vorzugsweise mittels der Steuereinheit und einer zumindest einen Drucksensor umfassenden Messeinheit. Dabei kann der Druck beispielsweise direkt im Behälter oder in der oben genannten Pneumatik-Einheit gemessen werden. Vorzugsweise sind die Drucksensoren derart angeordnet, dass sie den Druck eines Behälterinnenraums messen, in dem sich die Metallschmelze befindet. Dabei kommen die Drucksensoren bevorzugt nicht mit der Metallschmelze in Berührung. Der zumindest eine Drucksensor kann an einer Innenseite des Behälterdeckels, oder in einer pneumatischen Einheit angeordnet sein. Aus dem gemessenen Druck kann von der Steuereinheit der Druck im Behälter bestimmt werden.
- Die Metallschmelzeförderung kann angehalten werden, wenn eine Druckdifferenz zwischen einem zu einem ersten Zeitpunkt bestimmten Druck und einem zu einem zweiten Zeitpunkt bestimmten Druck negativ ist, wobei vorzugsweise die negative Druckdifferenz betragsmäßig größer ist als ein zuvor festgelegter Schwellenwert. Der erste Zeitpunkt ist gegenüber dem zweiten Zeitpunkt früher, der zweite Zeitpunkt ist entsprechend später als der erste Zeitpunkt. Die Druckdifferenz wird dabei ermittelt, indem der Druck zum ersten Zeitpunkt von dem Druck zum zweiten Zeitpunkt subtrahiert wird. Vorzugsweise beträgt der Schwellenwert dabei betragsmäßig zumindest 1 mbar, besonders bevorzugt zumindest 2 mbar, wobei der Schwellenwert abhängig von dem Zeitabstand gewählt werden kann, der zwischen dem ersten und dem zweiten Zeitpunkt liegt.
- Anhand des bestimmten Drucks kann ein zeitlicher Druckverlauf bestimmt werden. Insbesondere kann die Steuereinheit eingerichtet und ausgebildet sein, diesen zeitlichen Druckverlauf zu bestimmen. Dieser zeitliche Druckverlauf kann, beispielsweise von der dazu ausgebildeten und dazu eingerichteten Steuereinheit, aufgezeichnet und beobachtet werden. Die Steuereinheit steuert dabei typischerweise, dass zum fortlaufenden Entleeren des Behälters dem Behälter fortlaufend Luft zugeführt wird, sodass sich der Druck im Behälter erhöht. Bei einem Abfall des gemessenen Drucks im Behälter kann die Metallschmelzeförderung angehalten werden. Die Steuereinheit kann eingerichtet und ausgebildet sein, einen solchen Druckabfall aufzuzeichnen und zu registrieren und daraufhin die Metallschmelzeförderung anzuhalten. Dafür kann die Steuereinheit die Pneumatik-Einheit derart steuern, dass diese den Behälter nicht weiter mit Druck beaufschlagt und/oder entlüftet, sodass die Druckdifferenz gleich bleibt oder abfällt.
- Die Steuereinheit ist ausgebildet und eingerichtet, die folgend beschriebenen Steuerprozessschritte durchzuführen und die Metallschmelzeförderung, insbesondere durch Steuern der Pneumatik-Einheit, anzuhalten. Anhand des zeitlichen Druckverlaufs kann von der Steuereinheit eine Druckdifferenz zwischen zumindest zwei aufeinander folgenden Drücken ermittelt werden. Die Metallschmelzeförderung kann insbesondere dann angehalten werden, wenn die Druckdifferenz negativ ist, wenn also der zeitlich später ermittelte Druck geringer ist als der zeitlich früher ermittelte Druck, oder wenn der Mittelwert von zwei oder mehr zeitlich später ermittelten Drück geringer ist als der Mittelwert von zwei oder mehr zeitlich früher ermittelten Drücken.
- Die Drücke können in definierten zeitlichen Abständen gemessen werden. Vorzugsweise sind die Abstände gleich. Die zeitlichen Abstände zwischen den Druckmessungen können beispielsweise maximal 500 ms, vorzugsweise maximal 100 ms, besonders bevorzugt maximal 50 ms betragen. Die Steuereinheit kann ausgebildet und eingerichtet sein, die Druckmessung in den zeitlichen Abständen durchzuführen und die Druckwerte zu registrieren. Die Steuereinheit kann ausgebildet und eingerichtet sein, die zeitlichen Abstände der Messungen einzustellen.
- Aus den in definierten zeitlichen Abständen gemessenen Drücken kann die zeitliche Ableitung dp/dt des Druckverlaufs ermittelt werden. Die Metallschmelzeförderung kann insbesondere dann angehalten werden, wenn die Ableitung dp/dt negativ ist. Vorzugsweise kann vor oder während der Metallschmelzeförderung ein Schwellenwert S bestimmt werden, sodass die Metallschmelzeförderung nur angehalten wird, wenn die Ableitung kleiner ist als der Schwellenwert S, wobei der Schwellenwert S kleiner als Null ist. Ein Kriterium zum Anhalten der Metallschmelzeförderung kann also sein, wenn dp/dt < 0 gilt oder wenn zudem dp/dt< S <0 gilt. Der Schwellenwert S kann beispielsweise empirisch ermittelt werden. Ein Schwellenwert hat den Vorteil, dass leichte Druckschwankungen, beispielsweise durch Sogeffekte, Reibungsverluste und/oder Messungenauigkeiten, nicht zwangsläufig zu einer sofortigen Abschaltung der Metallschmelzeförderung führen. Der Schwellenwert sollte einerseits so gewählt werden, dass geringe Druckschwankungen nicht zu einer Abschaltung führen; andererseits soll mit dem Schwellenwert festgestellt werden, dass der Metallschmelzepegel innerhalb des Behälters nahe dem ersten Ende des Strömungskanals ist. Vorzugsweise kann die Metallschmelzeförderung abgeschaltet werden, wenn Luft in das erste Ende des Strömungskanals eindringt und bevor die Luft das zweite Ende des Strömungskanals erreicht. In dem zeitlichen Druckverlauf ist dieser Zeitpunkt, wenn Luft in das erste Ende des Strömungskanals eindringt, durch einen Druckabfall gekennzeichnet. Typischerweise weist der Druckverlauf in eben diesem Zeitpunkt eine zeitliche Ableitung auf, die betragsmäßig größer ist als 1 mbar/s. Ein Schwellenwert kann deshalb vorteilhaft betragsmäßig mindestens 1 mbar/s, vorzugsweise mindestens 5 mbar/s, besonders bevorzugt mindestens 10 mbar/s betragen. Typischerweise auftretende Sogeffekte oder manuelle, kurze Unterbrechungen der Förderung können mit dem Schwellenwert berücksichtigt werden und in eine Schwellenwertermittlung einflie-ßen.
- Eine Abweichung bzw. Toleranz der Abschaltung beträgt vorzugsweise höchstens 4 % von einem Füllgewicht des Behälters mit Metallschmelze. Besonders bevorzugt beträgt eine Abweichung höchstens 2 % von einem Füllgewicht des Behälters mit Metallschmelze.
- Zum Erkennen von Messfehlern kann ein zweiter Druck an einem zweiten Ort gemessen werden. Dabei korreliert der zweite gemessene Druck vorzugsweise mit einem Druck im Behälter, mit einem Druck in der pneumatischen Einheit zum Einstellen einer Druckdifferenz zwischen einem Umgebungsdruck und einem Druck im Behälter und/oder mit einem Druck im Strömungskanal. Der zweite Druck kann beispielsweise mit dem ersten gemessenen Druck auf Übereinstimmung bzw. Korrelation verglichen werden.
- Es können jeweils zumindest zwei, vorzugsweise zumindest drei, zeitlich aufeinanderfolgend gemessene Drücke gemittelt werden. Die zeitliche Ableitung dp/dt kann dann anhand der gemittelten Drücke ermittelt werden. So kann die abgeleitete Druckkurve geglättet werden, sodass Schwankungen und Messwert-Ausreißern entgegenwirkt werden kann. So kann die Funktionssicherheit der Auswertung erhöht werden. Vorzugsweise kann die Steuereinheit eingerichtet und ausgebildet sein, die Messwerte zu mitteln und/oder anhand der gemittelten Messwerte einen zeitlichen Druckverlauf zu bestimmen.
- Der zeitliche Druckverlauf kann auch hinsichtlich seiner Frequenz gefiltert werden. Dafür kann beispielsweise ein Bandpassfilter, insbesondere ein Bandpassfilter mit den mit den Frequenzen 5 Hz und 25 Hz verwendet werden. Die Amplitude des Filterausgangssignals kann als Abschaltkriterium herangezogen werden. Vorzugsweise kann die Steuereinheit eingerichtet und ausgebildet sein, anhand des Ausgangssignals des Bandpassfilters eine Metallschmelzeförderung zu steuern.
- Zum Anhalten der Metallschmelzeförderung kann die Druckdifferenz zwischen einem im Behälter vorherrschenden Druck und einem außerhalb dessen vorherrschenden Umgebungsdruck verringert werden, insbesondere sobald die ermittelte Ableitung des Druckverlaufs negativ ist und vorzugsweise betragsmäßig größer ist als der zuvor festgelegte Schwellenwert. Die Steuereinheit kann eingerichtet und ausgebildet sein, diese Druckdifferenz einzustellen und insbesondere zum Anhalten der Metallschmelzeförderung zu verringern.
- Ferner kann die Steuereinheit ausgebildet und eingerichtet sein, aus dem gemessenen Druck den zeitlichen Druckverlauf p(t) zu bestimmen, die zeitliche Ableitung des Druckverlaufs dp/dt zu ermitteln und die Metallschmelzeförderung anzuhalten, wenn die Ableitung des Druckverlaufs dp/dt negativ ist und vorzugsweise wenn die Ableitung betragsmäßig größer ist als der zuvor festgelegter Schwellenwert.
- Bei dem vorgeschlagenen Schmelze-Überführungssystem verbleibt nach dem beschriebenen Entleer-Verfahren somit typischerweise ein Rest Schmelze in dem Behälter. Dabei kann es sich ergeben, dass dieser Rest Schmelze nach einem Erkalten und Erstarren den Strömungskanal blockiert oder sogar zerstört. Das Blockieren des ersten Endes des Strömungskanals kann insbesondere bei einem erneuten Aufheizen der erstarrten Schmelze problematisch sein, da der Strömungskanal, insbesondere in Form eines Steigrohres, beim Aufheizen des vorgeschlagenen Schmelze-Überführungssystems vorteilhaft als Kamin dienen kann. Es kann demnach eine Aufgabe der Erfindung sein, dieser Problematik vorzubeugen.
- Dafür kann das Schmelze-Überführungssystem eine Schrägstellvorrichtung zum Kippen des Behälters umfassen. Der Behälter kann mit der Schrägstellvorrichtung derart gekippt werden, dass die restliche Schmelze am Boden einer Behälterinnenseite in eine dem ersten Ende des Strömungskanals abgewandte Seite fließt. Das erste Ende des Strömungskanals kann damit bezüglich einer Ebene, auf dem das Schmelze-Überführungssystem steht, nach oben bewegt werden. So kann die restliche Schmelze das erste Ende des Strömungskanals freigeben und in dem Behälter erstarren. Bei einem erneuten Aufheizen des Behälterinnenraums, beispielsweise mittels eines Gasbrenners, kann der Strömungskanal, insbesondere in Form eines Steigrohres, somit als Kamin verwendet werden. Dies kann insbesondere gegenüber elektrisch vorwärmenden Lösungen des Standes der Technik vorteilhaft sein, da dabei der Strömungskanal, bzw. das Steigrohr, ebenfalls aufgeheizt wird. Dadurch kann einem Erstarren von Schmelze in dem Strömungskanal, bzw. in dem Steigrohr, entgegengewirkt werden. In dem Strömungskanal, bzw. in dem Steigrohr erstarrte Schmelze kann während eines Förderns von Metallschmelze zu zumindest bereichsweisen Verstopfungen des Strömungskanals, bzw. des Steigrohrs s führen. Das vorgeschlagene Schmelze-Überführungssystem kann somit die Aufgabe haben, eine Metallschmelze-Überführung zu verbessern.
- Die Schrägstellvorrichtung kann zumindest einen gelenkig mit dem Behälter verbundenen Standfuß und eine behälterseitige Arretiervorrichtung zum Arretieren des Standfußes in einer Funktionsstellung umfassen. Der Standfuß kann unmittelbar oder mittelbar, beispielsweise über zumindest ein mit dem Behälter gekoppeltes Bauteil, mit dem Behälter verbunden sein. Der Standfuß kann aus einer Ruhestellung in Funktionsstellung bringbar sein, wobei der Standfuß in der Funktionsstellung über eine Behälterunterseite hinausragen kann. Das Schmelze-Überführungssystem kann dabei auch mehrere Schrägstellvorrichtungen umfassen. Dabei kann es insbesondere vorteilhaft sein zumindest zwei voneinander beabstandete Schrägstellvorrichtungen zu umfassen, die jeweils zumindest einen Standfuß aufweisen. So kann das Schmelze-Überführungssystem zum Beispiel statisch bestimmt gekippt werden.
- Die behälterseitige Arretiervorrichtung kann einen Rast-, Klemm- oder Schnappmechanismus oder einen Arretierbolzen umfassen. Selbstverständlich sind auch andere Arretiermechanismen denkbar.
- In einer Ausführungsform kann der Behälter einen ersten Flansch mit einer ersten flanschseitigen Bohrung aufweisen. Der Standfuß kann eine erste standfußseitige Bohrung aufweisen, die in der Funktionsstellung koaxial zur ersten flanschseitigen Bohrung ausgerichtet ist. So kann beispielsweise der Arretierbolzen zum Arretieren des Standfußes in Funktionsstellung durch die erste flanschseitige und die erste standfußseitige Bohrung gesteckt werden. Der Arretierbolzen kann dementsprechend derart ausgebildet sein, dass ein Bolzendurchmesser mit einem Durchmesser der ersten flanschseitigen und der ersten standfußseitigen Bohrung korrespondiert. Ein Durchmesser des Arretierbolzens kann beispielsweise mindestens 10 mm, vorzugsweise mindestens 15 mm betragen. Der Arretierbolzen, der Standfuß und/oder der Flansch sind/ist vorzugsweise aus Stahl.
- Der Flansch kann vorzugsweise an den Behälter angeschweißt sein. Der Flansch kann auch anderweitig, beispielsweise durch eine Schraub- oder Steckverbindung, mit dem Behälter verbunden sein.
- Der Standfuß kann eine zweite standfußseitige Bohrung aufweisen, die in Ruhestellung koaxial zur ersten flanschseitigen Bohrung ausgerichtet ist. Derart kann der Arretierbolzen zum Arretieren des Standfußes in Ruhestellung durch die erste flanschseitige und die zweite standfußseitige Bohrung steckbar sein.
- Der Standfuß kann von der Ruhestellung in die Funktionsstellung und umgekehrt schwenkbar sein. Ein Schwenken kann den Vorteil haben, dass eine definierte Bewegungsmöglichkeit des Standfußes vorgegeben ist, die für einen Bediener leicht verständlich und einfach auszuführen ist. Ferner kann der Standfuß so schwenkbar mit dem Behälter verbunden sein, dass keine losen Einzelteile verloren gehen können. Natürlich kann der Standfuß auch ausschraubbar, ausklappbar oder - beispielsweise teleskopartig - ausziehbar sein.
- In einer Ausführungsform kann die Schrägstellvorrichtung einen Befestigungsbolzen aufweisen, der den Standfuß drehbeweglich mit dem Flansch verbindet. Entlang einer Befestigungsbolzenlängsrichtung kann eine Drehachse definiert sein, um die der Standfuß von der Ruhestellung in die Funktionsstellung und umgekehrt schwenkbar ist. Der Befestigungsbolzen kann in der/den flanschseitigen Bohrung/en einfach eingeschoben sein oder ein Lager, beispielsweise ein Kugellager, aufweisen. Der Befestigungsbolzen kann starr mit dem Flansch oder starr mit dem Standfuß verbunden sein oder jeweils drehbeweglich mit dem Standfuß und dem Flansch verbunden sein.
- Die Schrägstellvorrichtung kann in einer vorteilhaften Ausführung einen zweiten Flansch aufweisen, der vorzugsweise dem ersten Flansch entsprechend ausgebildet ist. Der Standfuß kann dann insbesondere zwischen den beiden Flanschen angeordnet sein. Dies kann eine Stabilität der Schrägstellvorrichtung erhöhen.
- Das Schmelze-Überführungssystem kann in einer Ausführung einen Tragrahmen mit einer Drehgelenkeinheit umfassen. Über die Drehgelenkeinheit kann der Behälter mit dem Tragrahmen derart drehgelenkig verbunden sein, dass der Behälter um eine Drehachse der Drehgelenkeinheit gegenüber dem Tragrahmen kippbar ist. Dabei kann der Behälter durch den in Funktionsstellung arretierten Standfuß in gekippter Position gestützt sein. Dies kann den Vorteil haben, dass der Behälter weitestgehend unabhängig von einem unebenen Boden, auf dem das Schmelze-Überführungssystem steht, um den gleichen Winkel kippbar ist. Der Behälter kann mittels der Schrägstellvorrichtung um einen Winkel von zumindest 1°, vorzugsweise zumindest 3°, besonders bevorzugt zumindest 5° gegenüber dem Tragrahmen gekippt werden. Der Behälter kann mittels der Schrägstellvorrichtung um einen Winkel von höchstens 30°, vorzugsweise höchstens 10°, besonders bevorzugt höchstens 6° gegenüber dem Tragrahmen gekippt werden. So kann gewährleistet werden, dass der Strömungskanal, insbesondere in Form eines Steigrohrs, nicht von erkaltender Restschmelze im Behälter verstopft und/ oder zerstört werden kann. Der Tragrahmen kann in einer Ausführungsform eine tragrahmenseitige Arretiervorrichtung zum Arretieren des Standfußes in Funktionsstellung umfassen. Wie auch der behälterseitige Arretiermechanismus kann dieser Arretiermechanismus beispielsweise als Rast-, Klemm- oder Schnappmechanismus ausgebildet sein oder beispielsweise einen weiteren Arretierbolzen umfassen. Sowohl für die behälterseitige als auch für die untere, tragrahmenseitige Arretiervorrichtung kann auch eine Kombination von verschiedenen Arretiermechanismen verwendet werden. Durch den tragrahmenseitigen Arretiermechanismus kann der Behälter in gekippter Position transportiert werden. Ferner kann ein sichererer Stand und ein sichererer Transport in Funktionsstellung gewährleistet werden.
- Der Standfuß kann eine dritte Bohrung aufweisen, die ausgebildet sein kann, in Funktionsstellung einen zweiten Arretierbolzen aufzunehmen. Die untere Arretiervorrichtung kann zumindest eine tragrahmenseitige Bohrung aufweisen, die mit der dritten standfußseitigen Bohrung in Funktionsstellung koaxial angeordnet sein kann. So kann der zweite Arretierbolzen zum Befestigen des Standfußes an dem unteren Tragrahmen in die dritte standfußseitige Bohrung sowie die tragrahmenseitige Bohrung der unteren Arretiervorrichtung einschiebbar sein.
- In einer Ausführungsform kann der Tragrahmen zumindest ein Paar, vorzugsweise kastenförmige, Staplerschuhe zum Aufnehmen von Gabelstaplerzinken aufweisen. So kann das Schmelze-Überführungssystem auf einfache Art und Weise transportiert werden. Ferner kann das Schmelze-Überführungssystem auf einfache Weise angehoben werden. In angehobener Position kann die Schrägstellvorrichtung auf einfache Art von einer Ruhestellung in eine Funktionsstellung verbracht werden. Insbesondere kann das Schmelze-Überführungssystem derart auf einfache Art und von einem alleinigen Bediener in eine gekippte Stellung gebracht werden. Vorzugsweise können die Staplerschuhe kastenförmig sein, insbesondere können zumindest zwei Kästen vorgesehen sein. Es kann auch ein Kasten mit Schienen oder einer rippenartigen Trennung vorgesehen sein, um die Staplerzinken beim Einführen in die Staplerschuhe zu führen. Besonders vorteilhaft kann vorgesehen sein, dass die Staplerschuhe derart ausgebildet sind, dass ein Gabelstapler das Schmelze-Überführungssystem von vier Seiten aus anfahren und aufnehmen kann.
- Das Schmelze-Überführungssystem kann ferner eine Ausrichtvorrichtung zum Einstellen einer Behälterneigung und/oder Tragrahmenneigung aufweisen. Vorzugsweise kann diese Ausrichtvorrichtung zusätzlich zu einer Schrägstellvorrichtung vorgesehen sein. Die Ausrichtvorrichtung kann beispielsweise zumindest drei Gewindestangen umfassen, die jeweils Füße umfassen können, die in einer Höhe, vorzugsweise unabhängig voneinander, verstellbar sein können. So kann das Schmelze-Überführungssystem auf einem unebenen Boden ausgerichtet werden, sodass das Schmelze-Überführungssystem beispielsweise bei einem Betrieb gegenüber dem Behälterinnenseitenboden einen gleichmäßigen Schmelzspiegel aufweisen kann.
- Der Behälter des Schmelze-Überführungssystems kann wie folgt gekippt bzw. schräggestellt werden. Zunächst kann das Schmelze-Überführungssystem soweit angehoben werden, dass der Standfuß in eine Funktionsstellung gebracht werden kann. Dabei kann das Schmelze-Überführungssystem zumindest 5 cm, vorzugsweise zumindest 10 cm angehoben werden. Ferner kann ein Anheben von höchstens 30 cm vorteilhaft sein. Um eine Bedienbarkeit für einen Benutzer zu erleichtern, kann die Vorrichtung jedoch auch deutlich höher angehoben werden, sodass sich der Benutzer zum Verbringen des Standfußes in die Funktionsstellung beispielsweise nicht zu bücken braucht. Derart kann eine ergonomische Arbeitsweise verbessert werden. Daraufhin kann der Standfuß aus einer Ruhestellung in eine Funktionsstellung derart gebracht werden, dass der Standfuß über eine Unterseite des Behälters hinausragt. Der Standfuß kann in der Funktionsstellung arretiert werden. Nachfolgend kann das Schmelze-Überführungssystem abgesenkt werden. Vorzugsweise kann das Anheben und Absenken des Schmelze-Überführungssystems mit einem Gabelstapler durchgeführt werden. Vorzugsweise wird vor einem Absenken der Standfuß gegenüber dem Tragrahmen mittels der tragrahmenseitigen Arretiervorrichtung arretiert.
- In bekannten Systemen zum Vorheizen von Transportbehältern muss der gesamte Behälterdeckel zum Vorheizen vom Behälter entfernt werden. Beispielsweise kann anschließend ein relativ schwerer, dem Behälterdeckel in seiner Größe entsprechender Deckel mit integriertem Brenner aufgelegt werden. Bei anderen bekannten Systemen erfolgt das Vorheizen mit elektrischen Heizstäben. Beides ist mit einem hohen Arbeitsaufwand verbunden.
- Das hier vorgeschlagene System hat die Aufgabe, den Transportbehälter mit dem Behälterdeckel und mit dem vorzugsweise kompletten Strömungskanal bzw. Steigrohr vorzuwärmen, wobei der Arbeitsaufwand zum Einrichten der Heizung vergleichsweise gering ist. Dazu kann der Behälterdeckel des Schmelze-Überführungssystems eine Heizöffnung mit einem die Heizöffnung umgebenden Anschlussflansch zum Anflanschen einer Vorheizvorrichtung und zum Anflanschen eines Heizöffnungsdeckels und einen Heizöffnungsdeckel zum luftdichten Verschließen der Heizöffnung umfassen. Zur Vorheizen von Transportbehälter und Strömungskanal bzw. Steigrohr werden heiße Gase durch die Heizöffnung in den Behälter eingebracht, wobei die heißen Gase beispielsweise durch einen Gasbrenner erzeugt werden. Die heißen Gase werden durch den Strömungskanal bzw. das Steigrohr in die Umgebung abgeführt und heizen somit auch den Strömungskanal bzw. das Steigrohr vor. Der Heizöffnungsdeckel kann dabei lösbar an dem Behälterdeckel befestigt sein, beispielsweise mittels Schrauben oder Klemmen und kann die Heizöffnung luftdicht abdichten. Eine derartige Heizöffnung hat den Vorteil, dass eine Vorheizvorrichtung auf einfache Weise an dem Behälter montiert werden kann und dann eine im Behälter erstarrte Schmelze erhitzen und/oder einen Behälterinnenraum vorheizen kann.
- Zudem kann es derart zum Vorheizen ausreichend sein, den vergleichsweise kleinen und gegenüber dem Behälterdeckel gewichtsmäßig leichten Heizöffnungsdeckel zu entfernen, um den Behälterinnenraum zu heizen. Ein Demontieren des großen Behälterdeckels kann somit vermieden werden.
- Die Heizöffnung kann rund, rechteckig oder mehreckig sein. Ihr lichter Durchmesser bzw. hydraulischer Durchmesser (4* Querschnittfläche geteilt durch den Umfang) kann mindestens 4 cm, vorzugsweise mind. 6 cm betragen, besonders bevorzugt ca. 9 cm. Er kann maximal die Hälfte des lichten Durchmessers der Behälteröffnung betragen, vorzugsweise maximal 20 cm.
- Die Heizöffnung kann beispielsweise maximal halb so groß wie die Befüllöffnung sein. Die Heizöffnung kann vorzugsweise etwa 1/3 der Größe der Füllöffnung, besonders bevorzugt etwa 1/6 der Größe der Füllöffnung aufweisen.
- Die folgenden Zahlenwertangaben sind rein beispielhaft und nicht einschränkend zu verstehen und bilden lediglich mögliche Ausführungsformen des Schmelze-Überführungssystems ab. Die Füllöffnung kann einen Durchmesser von mindestens 20 cm, vorzugsweise mindestens 30 cm und/oder einen Durchmesser von maximal 100 cm, vorzugsweise maximal 80 cm aufweisen. Der Behälterdeckel kann einen Durchmesser von mindestens 50 cm, vorzugsweise mindestens 70 cm und/oder einen Durchmesser von maximal 250 cm, vorzugsweise maximal 175 cm aufweisen.
- Der Behälterdeckel, der Füllöffnungsdeckels und/oder der Heizöffnungsdeckel können insbesondere Stahl aufweisen. Ferner können der Behälterdeckel, der Füllöffnungsdeckels und/oder der Heizöffnungsdeckel auch wärmeisolierende Schichten aus Feuerfestmaterialien wie beispielsweise Fasermatten und/oder Feuerfestbeton umfassen. Der Behälterdeckel, der Füllöffnungsdeckels und/oder der Heizöffnungsdeckel können die gleichen oder unterschiedliche Materialien aufweisen. Der Heizöffnungsdeckel kann zum Verschließen der Heizöffnung beispielsweise einen Blindflansch aufweisen. Der Heizöffnungsdeckel kann mittels Klammern und/oder Schrauben an dem Behälterdeckel befestigt sein. Dies hat den Vorteil, dass der Heizöffnungsdeckel auf einfache Weise an den Behälterdeckel montiert und abmontiert werden kann.
- In einer Ausführungsform kann der Anschlussflansch an einer Deckeloberseite derart auskragen, dass eine Flanschebene zur Deckeloberseite beabstandet ist. Ein auskragender Flansch kann insbesondere eine Montage des Brenners an dem Flansch erleichtern. Ferner kann der Flanschaufbau besser isoliert werden.
- Die Flanschebene kann mit der Deckeloberseite einen Winkel bilden (angewinkelte Anflanschebene). Der Winkel kann so gebildet sein, dass die gedachte Verlängerung der Achse des angeflanschten Brenners auf die Oberfläche des erstarrten Restmetalls im Behälter auftrifft. Sie kann auch so gebildet sein, dass sie den Boden des Behälters etwa in seinem Mittelpunkt trifft. Sie kann auch so gebildet sein, dass sie auf etwa der halben Höhe des Behälters den maximalen Abstand zu den Behälterwänden aufweist (d.h. Ausrichtung auf den Mittelpunkt des Behälter-Innenraums).
- Die Flanschebene kann mit der Deckeloberseite einen Winkel von mindestens 10 °, vorzugsweise mindestens 20°, besonders bevorzugt mindestens 30° und/oder von höchstens 90°, vorzugsweise höchstens 80 °, besonders bevorzugt höchstens 70° einschließen. In einer Ausführung kann die Flanschebene mit der Deckeloberseite auch einen Winkel von mindestens 40° oder von mindestens 50° einschließen. Eine angewinkelte Anflanschebene kann den Vorteil haben, dass ein an den Anschlussflansch angeflanschter Brenner in Richtung einer Behälterinnenraummitte oder in Richtung einer Behälterseite, beispielsweise in einen Bereich, in dem erkaltete Restschmelze angeordnet ist, ausgerichtet werden kann.
- In einer Ausführungsform kann der Heizöffnungsdeckel zur besseren Handhabbarkeit einen Griff aufweisen. Dieser Griff kann beispielsweise wärmeisoliert sein, sodass der Deckel auch nach einem Erhitzen des Behälterinnenraums von einem Bediener bedient werden kann.
- In einer Ausführungsform kann der Anschlussflansch derart ausgebildet sein, dass ein korrespondierender Flansch einer Vorheizvorrichtung, insbesondere eines Gasbrenners oder eines elektronischen Heizstabs, zum Vorheizen des Behälterinnenraums an den Flansch mittels Klemmen oder Schrauben anflanschbar ist. Dies hat den Vorteil, dass die Vorheizvorrichtung auf einfache Weise an den Behälterdeckel montiert und abmontiert werden kann.
- Das Schmelze-Überführungssystem kann einen Brennerdeckel aufweisen, der eine Vorheizvorrichtung, vorzugsweise einen Gasbrenner und einen Montageflansch umfasst, der mit dem Anschlussflansch der Heizöffnung korrespondiert.
- Vorteilhafte Ausführungsbeispiele sind in den Figuren gezeigt. Lediglich in den Ausführungsbeispielen offenbarte Merkmale der verschiedenen Ausführungsformen können miteinander kombiniert und einzeln beansprucht werden.
- Vorteilhafte Ausführungsbeispiele sind in den Figuren gezeigt. Lediglich in den Ausführungsbeispielen offenbarte Merkmale der verschiedenen Ausführungsformen können miteinander kombiniert und einzeln beansprucht werden.
- Es zeigen
- Fig. 1 (a) bis (d)
- vier perspektivische Ansichten eines Schmelze-Überführungssystems,
- Fig. 2
- eine schematische Schnittansicht des Schmelze-Überführungssystems der
Figur 1 , - Fig. 3
- eine schematische Schnittansicht des fast entleerten Behälters mit einem im Behälter befindlichen Rest Metallschmelze,
- Fig. 4 (a) und (b)
- ein Luft-Metallschmelze-Gemisch im Steigrohr,
- Fig. 5
- einen Druckverlauf im Behälter während der Metallschmelze-Förderung,
- Fig. 6
- einen weiteren Druckverlauf im Behälter während der Metallschmelze-Förderung sowie eine zeitliche Ableitung des Druckverlaufs,
- Fig. 7
- den Druckverlauf der
Figur 5 , wobei die zeitliche Ableitung mit gemittelten Drücken geglättet wurde, - Fig. 8
- den Druckverlauf der
Figur 5 , wobei zusätzlich die Zeit berücksichtigt wurde, - Fig. 9
- eine schematische Schnittdarstellung des Schmelze-Überführungssystems ,
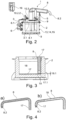
- Fig. 10 (a) und (b)
- die Schrägstellvorrichtung in zwei perspektivischen Ansichten,
- Fig. 11
- einen Ausschnitt des Behälters mit einem Tragrahmen in perspektivischer Ansicht,
- Fig. 12
- den Tragrahmen in einer weiteren perspektivischen Ansicht,
- Fig. 13
- den Behälter mit Teilen der behälterseitigen Schrägstellvorrichtung in einer Seitenansicht,
- Fig. 14 (a) bis (f)
- eine schematische Darstellung der Verfahrensschritte zum Schrägstellen des Behälters mit Hilfe eines Gabelstaplers
- Fig. 15
- die Brennereinheit in einer perspektivischen Ansicht.
-
Figur 1 zeigt ein Schmelze-Überführungssystem 1 mit einem Behälter 2 zum Aufnehmen einer Metallschmelze, einem Behälterdeckel 3 zum luftdichten Abdichten des Behälters 2, einer Füllöffnung 4 und einem Füllöffnungsdeckel 5. DieFiguren 1 (a) und 1 (b) zeigen das Schmelze-Überführungssystem 1 aus zwei unterschiedlichen perspektivischen Ansichten.Figur 1 (c) zeigt die gleiche Ansicht wieFig. 1 (b) , wobei der Füllöffnungsdeckel 5 geöffnet dargestellt ist. - Der Behälter 2 kann durch die Füllöffnung 4 mit heißer Metallschmelze befüllt werden. Nach einem Befüllvorgang kann die Füllöffnung 4 von dem Füllöffnungsdeckel 5 luftdicht verschlossen werden. Über eine Pneumatikeinheit 6 kann ein Behälterinnenraum 7 des Behälters 2 mit einem Druck beaufschlagt werden. Dafür wird Luft aus der Pneumatikeinheit 6 unter einem Druck von beispielsweise 0,4 bar durch eine Pneumatikleitung 6.1 in den Behälterinnenraum 7 geleitet. Das Schmelze-Überführungssystem 1 umfasst ferner einen Strömungskanal in Form eines Steigrohres 8. Bei einer Druckbeaufschlagung des Behälterinnenraums 7 durch die Pneumatikeinheit 6 kommt es zu einer Druckdifferenz zwischen einem ersten Ende 8.1 des Steigrohrs 8, das in dem Behälter 2 angeordnet ist und einem zweiten Ende 8.2 des Steigrohrs 8, das außerhalb des Behälters 2 angeordnet ist. Durch diese Druckdifferenz wird die in dem Behälter 2 befindliche Schmelze vom ersten Ende 8.1 zum zweiten Ende 8.2 befördert und der Behälter 2 kann entleert werden. An dem Behälterdeckel 3 ist ferner ein Thermoelement 9 zum Überwachen der Temperatur der Metallschmelze angeordnet, das in den Behälterinnenraum ragt. Der Behälterdeckel 3 weist zudem eine Heizöffnung 10 mit einem darauf angeordneten Heizöffnungsdeckel 10.1 auf. Das Schmelze-Überführungssystem 1 umfasst zudem Staplerschuhe 11, in die Gabelstaplerzinken eingreifen können.
- Die Staplerschuhe 11 sind kastenförmig ausgebildet und derart ausgebildet, dass sie von 4 Seiten anfahrbar sind. Das Schmelze-Überführungssystem weist ferner eine Schrägstellvorrichtung 12 auf, umfassend einen Standfuß 12.2 und einen Tragrahmen 12.1 mit einer Drehgelenkeinheit 12.1.1.
-
Figur 2 zeigt ein Schmelze-Überführungssystem 1 derFigur 1 in einer Schnittansicht entlang einer xy-Ebene. Wiederkehrende Merkmale sind in dieser und den folgenden Figuren mit identischen Bezugszeichen versehen. Der Behälter 2 weist eine Innenauskleidung mit Feuerfestmasse 13 auf. Von außen nach innen betrachtet weist der Behälter 2 dann eine Isolationsschicht 14 auf. Die Außenverkleidung 15 des Behälters 2 ist aus Stahl. InFigur 2 ist anstelle des Heizöffnungsdeckels 10.1 eine Brennereinheit 10.2 auf einem Anschlussflansch 10.3 montiert. Vorzugsweise ist die Brennereinheit 10.2 durch Klemmen an dem Behälterdeckel 3 fixiert. Der Anschlussflansch 10.3 kragt aus dem Behälterdeckel 3 aus und ist gegenüber der xz-Ebene geneigt. Das Schmelze-Überführungssystem 1 umfasst ferner eine Steuereinheit 16, die mit dem Schmelze-Überführungssystem 1, insbesondere mit der Pneumatikeinheit 6 kommunizieren kann. - In
Figur 3 ist eine schematische Schnittansicht eines fast entleerten Behälters mit einem im Behälter befindlichen Rest von Metallschmelze 17 gezeigt. Die Metallschmelze kann beispielsweise Aluminium sein. Der Behälter ist ferner mit Luft 18 gefüllt. Durch einen Spalt 19 zwischen dem ersten Ende 8.1 des Steigrohrs und dem Metallschmelzespiegel 17 mit einer Spalthöhe 19.1 kann Luft 18 in das Steigrohr 8 eindringen. Dieses Luft-Schmelze-Gemisch im Steigrohr 8 ist in derFigur 4 (b) gezeigt. Während eines Schmelzeüberführvorgangs zu einem Zeitpunkt zu dem das erste Ende 8.1 des Steigrohrs 8 vollständig in Metallschmelze 17 eingetaucht ist, befindet sich nur Metallschmelze 17 im Steigrohr 8, wieFigur 4 (a) zeigt. Dringt Luft 18 durch den Spalt 19.1 in das Steigrohr ein, so beschleunigt die Luft 18 die Metallschmelze 17 im Steigrohr 8 inFigur 4 (b) derart, dass es zu gefährlichen Metall-Spritzern am zweiten Ende 8.2 des Steigrohrs kommt. - In den
Figuren 5 bis 8 sind exemplarische Druckverläufe 20 über die Zeit während einer Metallschmelzeförderung dargestellt. Anhand derartiger Druckverläufe 20 kann die Steuereinheit 16 ein Anhalten der Metallschmelze-Förderung, also ein Anhalten des Entleerungsvorganges des Behälters 2, veranlassen und damit die oben beschriebenen Metall-Spritzer vermeiden. Zu Beginn einer Entleerung des Behälters bewirkt die Pneumatikeinheit 6 einen Druckanstieg im Behälter. Dabei misst eine Messeinheit, also zumindest ein Drucksensor, den Druck im Behälter 2. Dafür kann der Drucksensor beispielsweise an einer Behälterdeckelunterseite 3.1 (vgl.Fig. 2 ) montiert sein. Die Steuereinheit 16 ermittelt aus den gemessenen Drücken den Druckverlauf 20 p(t). - Die
Figur 5 zeigt einen Druckverlauf während dem Überführen der Metallschmelze durch das Steigrohr 8 vom ersten Ende 8.1 zum zweiten Ende 8.2. Am Ende des Bereiches I, im Übergang zum Bereich II, beginnt die Überführung und Metall fließt aus dem zweiten Ende 8.2 des Steigrohres 8. Der Bereich II entspricht dabei einem Sogeffekt. In den Bereichen III und V ist ein normaler Druckanstieg beim Fördern gezeigt. Der Bereich IV stellt einen Druckabfall durch eine kurzzeitige Überführungsunterbrechung von einem Bediener dar. Am Beginn des Bereiches VI ist der Entleerungspunkt erreicht, was zu einem starken Druckabfall und einer negativen Druckdifferenz führt:
- In den Bereichen II, IV sowie VI entstehen durch die kurzzeitigen oder längeren andauernde Druckabfälle negative Ableitungen dp/dt des Druckverlaufs p(t). In
Figur 6 ist zusätzlich zum Druckverlauf 20 die zeitliche Ableitung 21 des Druckverlaufs 20 dargestellt. Diese wird von der Steuereinheit bestimmt und ist im Bereich VI kleiner Null. - Für eine funktionssichere Auswertung der Druckwerte kann eine Glättung der zeitlichen Ableitungskurve 21 vorteilhaft sein, damit falsche Auswertergebnisse durch Druckschwankungen möglichst vermieden werden können. Wenn ein einfacher Vergleich von pi und p i-1 durchgeführt wird, oszilliert der Verlauf der zeitlichen Ableitung. Für eine Glättung des Druckgradienten ist es vorteilhaft, eine Mittelung aus den letzten drei oder mehr Druckmesswerten zu bilden, sodass die vom Drucksensor gemessenen Messwerte gefiltert werden. Die Steuereinheit 16 ist eingerichtet und ausgebildet, diese Mittelung durchzuführen. In
Figur 7 ist die zeitliche Ableitung dp/dt gefiltert gezeigt und mit der Bezugsnummer 21f versehen. Dabei kann die Steuereinheit ausgebildet sein, die gefilterte Ableitung wie folgt zu bestimmen:
Umso mehr Werte zur Filterung herangezogen werden, umso glatter wird der Verlauf der zeitlichen Ableitung. Ein glatterer Verlauf hat jedoch auch zur Folge, dass Reaktionszeit länger wird. Dabei ist die Reaktionszeit diejenige Zeit, die die Steuereinheit benötigt, um den Druckabfall zu erkennen. - Die Steuereinheit kann ausgebildet sein, die gefilterte Ableitung wie folgt zu bestimmen:





- Dieser Verlauf ist in
Figur 8 dargestellt. Die Steuereinheit ist ausgebildet und eingerichtet die zeitliche Ableitung des Druckverlaufs 20 zu ermitteln und ein Fördern von Metallschmelze durch das Steigrohr 8 abzuschalten, sobald die Ableitung kleiner Null ist. Insbesondere kann die Steuereinheit eingerichtet sein, das Fördern von Metallschmelze durch das Steigrohr 8 erst abzuschalten, wenn die Ableitung kleiner Null ist und die Ableitung betragsmäßig größer ist als ein Schwellenwert. Dieser Schwellenwert kann beispielsweise 12 mbar/s betragen. - Nach einem Abschalten der Förderung von Metallschmelze 17 verbleibt typischerweise ein Rest Metallschmelze 17 in dem Behälter 2. Damit diese nach einem Erkalten nicht das erste Ende 8.1 des Steigrohrs 8 verstopft, ist das Schmelze-Überführungssystem 1 vorteilhafterweise mit einer Schrägstellvorrichtung 12 ausgestattet. In
Figur 9 ist eine schematische Schnittdarstellung des Schmelze-Überführungssystems 1 gezeigt, das mittels der Schrägstellvorrichtung derart schräg gestellt ist, dass die Metallschmelze 17 in einen dem Steigrohr 8 gegenüberliegenden Bereich geflossen ist und damit das erste Ende 8.1 des Steigrohrs freigibt. - In
Figur 10 ist die Schrägstellvorrichtung 12 (zumindest teilweise) gezeigt. Die Schrägstellvorrichtung 12 umfasst einen Standfuß 12.2 der an zwei behälterseitigen Flanschen 12.3 schwenkbar angelenkt ist. Der Standfuß 12.2 kann so von einer Funktionsstellung in eine Ruhestelllung geschwenkt werden. In derFigur 10 ist der Standfuß in einer Ruhestellung gezeigt. Die behälterseitigen Flansche 12.3 weisen jeweils eine erste Bohrung 12.3.1 auf, die in der Funktionsstellung koaxial zu einer ersten standfußseitigen Bohrung 12.2.1 positioniert sind. InFig. 10 (b) ist ferner ein Arretierbolzen 12.4 gezeigt, der den Standfuß 12.2 in Ruhestellung arretiert. Die behälterseitigen Flansche 12.3 können jeweils eine zweite Bohrung 12.3.2 aufweisen, durch die der Arretierbolzen 12.2 zum Arretieren des Standfußes in Ruhestellung geschoben ist. Wie in derFigur 10 (b) ersichtlich ist, kann der behälterseitige Flansch mehrere Flanschbereiche, bspw. in Form von einzelnen Flanschen, umfassen. Der Begriff "behälterseitige Flansch" wird dabei als Oberbegriff für einen oder mehrere Flansche, die mit dem Behälter verbunden sind, verwendet. Der Standfuß 12.2 weist ferner eine dritte standfußseitige Bohrung 12.2.3 auf zum Arretieren des Standfußes an einem Tragrahmen mittels eines weiteren Arretierbolzens. - In
Figur 11 ist der Behälter 2 mit einem Tragrahmen 12.1 gezeigt. Der Tragrahmen 12.1 umfasst eine Drehgelenkeinheit 12.1.1, über die der Behälter 2 mit dem Tragrahmen 12.1 derart drehgelenkig verbunden ist, dass der Behälter 2 um eine Drehachse Ader Drehgelenkeinheit 12.1.1 gegenüber dem Tragrahmen 12.1 kippbar ist, wobei der Behälter 2 durch den in Funktionsstellung arretierten Standfuß 12.2 in gekippter Position gestützt werden kann. - In
Figur 12 ist der Tragrahmen in einer perspektivischen Ansicht gezeigt. Der Tragrahmen umfasst neben der Drehgelenkeinheit 12.1.1 eine untere Arretiervorrichtung 12.1.2, die zwei Flansche mit je einer Bohrung 12.1.2.1 aufweist. Die Bohrungen sind koaxial ausgerichtet, sodass der Standfuß 12.2 durch den Arretierbolzen in Funktionsstellung an dem Tragrahmen 12.1 befestigt werden kann. Dafür kann ein weiterer Arretierbolzen 12.4 durch die dritte standfußseitige Bohrung 12.2.3 und die beiden Bohrungen 12.1.2.1 der unteren Arretiervorrichtung geschoben werden.Figur 13 zeigt die korrespondierenden Elemente der Drehgelenkeinheit 12.1.1, die an dem Behälter befestigt, vorzugsweise angeschweißt, sind. Die behälterseitige Drehgelenkeinheit 12.1.1 ist an einer Außenseite an dem Behälter 2 gegenüber der Standfußanbringung in Form der behälterseitigen Flansche 12.3 angeordnet. Der Tragrahmen weist zwei gekreuzt angeordnete kastenförmige Staplerschuhe 11 zum Aufnehmen von Gabelstaplerzinken auf. Ferner weist der Tragrahmen eine Ausrichtvorrichtung zum Einstellen einer Tragrahmenneigung gegenüber einer Bodenfläche, auf der der Tragrahmen angeordnet ist, auf. Diese ist in der Figur jedoch nicht dargestellt. - In
Figur 14 (a) ist das Schmelze-Überführungssystem 1 der obigen Figuren schematisch auf einem Gabelstapler dargestellt. Dabei sind die Zinken des Gabelstaplers sind in den Staplerschuhen 11 positioniert. Zum Schrägstellen des Behälters 2 wird das Schmelze-Überführungssystem 1 mit dem Gabelstapler beispielsweise 200 mm vom Boden angehoben. Der Standfuß 12.2 wird von einem Bediener 23 von einer Ruhestellung in eine Funktionsstellung entlang des Pfeils 24 geschwenkt (vgl.Fig. 14 (b) ). Der Standfuß 12.2 wird in der Funktionsstellung mittels des Arretierbolzens 12.4 arretiert (vgl.Fig. 14 (c) ). -
Fig. 14 (d) zeigt die schematische Darstellung des Gabelstaplers 22 mit dem Schmelze-Überführungssystem 1 mit ausgeklapptem Standfuß 12.2 in Funktionsstellung. InFigur 14 (e) ist das Überführungssystem 1 derFigur 14 (d) abgesenkt, sodass der Behälter 2 mit ausgeklapptem Standfuß 12.2, wobei das Schmelze-Überführungssystem 1 abgesenkt ist, sodass der Behälter gegenüber einer Bodenfläche 25 um 5 ° geneigt ist. Nach dem Absenken des Schmelze-Überführungssystems 1 kann der Standfuß 12.2 mittels der unteren Arretiervorrichtung 12.1.2 an dem Tragrahmen 12.1 mit einem weiteren Arretierbolzen 12.4 wie oben beschrieben arretiert werden (vgl.Fig. 14 (f) ). - In
Figur 1 (d) ist das Schmelze-Überführungssystem 1 in einer perspektivischen Ansicht gezeigt. Das Schmelze-Überführungssystem 1 entspricht dem der obigen Figuren. Die Brennereinheit 10.2 ist mittels Klemmen an einem Anschlussflansch 10.3 befestigt, sodass der Brenner 10.2.2 in den Behälterinnenraum 7 ragt. Der Brenner ist vorzugsweise ein Gasbrenner, mit dem der Behälterinnenraum vorgeheizt werden kann. Der Anschlussflansch 10.3 kragt aus einer Oberseite des Behälterdeckels 3 nach oben aus und ist so angeordnet, dass der Brenner 10.2.2 nicht unmittelbar das Steigrohr 8 anfeuert. Das Steigrohr 8 wird beim Vorheizen als Kamin verwendet und wird somit vorteilhaft erwärmt. - In
Figur 1 (a) ist das Schmelze-Überführungssystem 1 in einer perspektivischen Ansicht gezeigt. Das Schmelze-Überführungssystem 1 entspricht dem der obigen Figuren. InFigur 1 (a) ist die Heizöffnung luftdicht durch den Heizöffnungsdeckel 10.1 verschlossen. Dafür ist der Heizöffnungsdeckel mittels Klemmen an dem Anschlussflansch 10.3 befestigt. Die Heizöffnung hat einen Durchmesser von 9 cm und ist rund ausgebildet. Die Füllöffnung hat einen Durchmesser von 60 cm und der Behälterdeckel hat einen Durchmesser von 110 cm. Der Behälterdeckel und der Füllöffnungsdeckel sind aus Stahl gefertigt und mit feuerfester Masse zugestellt. - Die
Figur 15 zeigt die Brennereinheit 10.2 in einer perspektivischen Ansicht. Die Brennereinheit 10.2 weist einen Stecker zum Versorgen des Brenners mit Strom auf. Ferner weist die Brennereinheit 10.2 einen Gasanschlussstutzen 10.5 zum Anschließen von Gas und einen Luftanschlussstutzen 10.6 zum Anschließen einer Luftversorgung auf. Ein Brennerrohr 10.7 ist durch einen Brenneranschlussflansch 10.2.1 räumlich von den Anschlüssen 10.4, 10.5 und 10.6 getrennt angeordnet, sodass das Brennerrohr 10.7 in den Behälter 2 hineinragt, wenn die Brennereinheit 10.2 an dem Anschlussflansch 10.3 montiert ist, während die Anschlüsse für einen Bediener gut erreichbar außerhalb des Behälterinnenraums 7 an einer Behälterdeckeloberseite 3.2 angeordnet sind. - 1
- Schmelze-Überführungssystem
- 2
- Behälter
- 3
- Behälterdeckel
- 3.1
- Behälterdeckelunterseite
- 3.2
- Behälterdeckeloberseite
- 4
- Füllöffnung
- 5
- Füllöffnungsdeckel
- 5.1
- Gaszugfedern
- 6
- Pneumatikeinheit
- 6.1
- Pneumatikleitung
- 7
- Behälterinnenraum
- 8
- Steigrohr
- 8.1
- Erstes Ende des Steigrohrs
- 8.2
- Zweites Ende des Steigrohrs
- 9
- Thermoelement
- 10
- Heizöffnung
- 10.1
- Heizöffnungsdeckel
- 10.2
- Brennereinheit
- 10.2.1
- Flansch der Brennereinheit
- 10.2.2
- Brenner
- 10.3
- Anschlussflansch
- 10.4
- Stecker
- 10.5
- Gasanschlussstutzen
- 10.6
- Luftanschlussstutzen
- 10.7
- Brennerrohr
- 11
- Staplerschuhe
- 12
- Schrägstellvorrichtung
- 12.1
- Tragrahmen
- 12.1.1
- Drehgelenkeinheit
- 12.1.2
- Untere Arretiervorrichtung
- 12.1.2.1
- Bohrung in der unteren Arretiervorrichtung
- 12.2
- Standfuß
- 12.2.1
- Erste standfußseitige Bohrung
- 12.2.2
- Zweite standfußseitige Bohrung
- 12.2.3
- Dritte standfußseitige Bohrung
- 12.3
- Behälterseitiger Flansch
- 12.3.1
- Erste Bohrung am behälterseitigen Flansch
- 12.3.2
- Zweite Bohrung am behälterseitigen Flansch
- 12.4
- Arretierbolzen
- 12.5
- Schwenkbolzen
- 13
- Feuerfestmasse
- 14
- Isolationsschicht
- 15
- Außenverkleidung
- 16
- Steuereinheit
- 17
- Metallschmelze
- 17.1
- Metallschmelzespiegel
- 18
- Luft
- 19
- Spalt
- 19.1
- Spalthöhe
- 20
- Druckverlauf p(t)
- 21
- Zeitliche Ableitung dp/dt
- 21f
- Zeitliche Ableitung dp/dt gefiltert
- 22
- Gabelstapler
- 23
- Bediener
- 24
- Schwenkrichtung
- 25
- Bodenfläche
- 26
- Vertikaler Abstand zwischen Bodenfläche und Schmelz-Überführungsgerät
- A
- Drehachse
Claims (15)
- Schmelze-Überführungssystem (1) enthaltend einen Behälter (2) zum Aufnehmen einer Metallschmelze, ein Strömungskanal zum Fördern der Metallschmelze aus einem Behälter (2) durch den Strömungskanal und einen Behälterdeckel (3) zum luftdichten Verschließen des Behälters (2) und eine Schrägstellvorrichtung (12) zum Kippen des Behälters (2)
dadurch gekennzeichnet, dass
die Schrägstellvorrichtung (12) zumindest einen gelenkig mit dem Behälter (2) verbundenen Standfuß (12.2) und eine behälterseitige Arretiervorrichtung zum Arretieren des Standfußes (12.2) in einer Funktionsstellung umfasst, wobei der Standfuß (12.2) aus einer Ruhestellung in Funktionsstellung bringbar ist und in der Funktionsstellung über eine Behälterunterseite hinausragt. - Schmelze-Überführungssystem (1) gemäß Anspruch 1, dadurch gekennzeichnet, dass die behälterseitige Arretiervorrichtung einen Rast-, Klemm- oder Schnappmechanismus umfasst oder einen Arretierbolzen (12.4) umfasst.
- Schmelze-Überführungssystem (1) gemäß Anspruch 2, dadurch gekennzeichnet, dass der Behälter (2) einen ersten Flansch (12.3) mit einer ersten flanschseitigen Bohrung (12.3.1) aufweist und der Standfuß (12.2) eine erste standfußseitige Bohrung (12.2.1) aufweist, die in der Funktionsstellung koaxial zur ersten flanschseitigen Bohrung (12.3.1) ausgerichtet ist und der Arretierbolzen (12.4) zum Arretieren des Standfußes (12.2) in Funktionsstellung durch die erste flanschseitige (12.3.1) und die erste standfußseitige Bohrung (12.2.1) steckbar ist.
- Schmelze-Überführungssystem (1) gemäß Anspruch 3, dadurch gekennzeichnet, dass der Standfuß (12.2) eine zweite standfußseitige Bohrung (12.2.2) aufweist, die in Ruhestellung koaxial zur ersten flanschseitigen Bohrung (12.3.1) ausgerichtet ist, sodass der Arretierbolzen (12.4) zum Arretieren des Standfußes (12.2) in Ruhestellung durch die erste flanschseitige (12.3.1) und die zweite standfußseitige Bohrung (12.2.2) steckbar ist.
- Schmelze-Überführungssystem (1) gemäß einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Standfuß (12.2) von der Ruhestellung in die Funktionsstellung schwenkbar ist.
- Schmelze-Überführungssystem (1) gemäß Anspruch 5, gekennzeichnet durch einen Befestigungsbolzen, der den Standfuß (12.2) drehbeweglich mit dem Flansch verbindet und entlang dessen Befestigungsbolzenlängsrichtung eine Drehachse definiert ist, um die der Standfuß (12.2) von der Ruhestellung in die Funktionsstellung und umgekehrt schwenkbar ist.
- Schmelze-Überführungssystem (1) gemäß einem der Ansprüche 3 bis 6, gekennzeichnet durch einen zweiten Flansch, der dem ersten Flansch entsprechend ausgebildet ist, wobei der Standfuß (12.2) zwischen den beiden Flanschen angeordnet ist.
- Schmelze-Überführungssystem (1) gemäß einem der vorhergehenden Ansprüche, gekennzeichnet durch einen Tragrahmen (12.1) mit einer Drehgelenkeinheit, über die der Behälter (2) mit dem Tragrahmen (12.1) derart drehgelenkig verbunden ist, dass der Behälter (2) um eine Drehachse der Drehgelenkeinheit gegenüber dem Tragrahmen (12.1) kippbar ist, wobei der Behälter (2) durch den in Funktionsstellung arretierten Standfuß (12.2) in gekippter Position gestützt ist.
- Schmelze-Überführungssystem (1) gemäß Anspruch 8, dadurch gekennzeichnet, dass der Tragrahmen (12.1) eine tragrahmenseitige Arretiervorrichtung zum Arretieren des Standfußes in Funktionsstellung umfasst.
- Schmelze-Überführungssystem (1) gemäß Anspruch 9, dadurch gekennzeichnet, dass der Standfuß (12.2) eine dritte Bohrung aufweist, die ausgebildet ist, in Funktionsstellung einen zweiten Arretierbolzen (12.4) aufzunehmen, wobei die untere Arretiervorrichtung zumindest eine tragrahmenseitige Bohrung aufweist, die mit der dritten standfußseitigen Bohrung in Funktionsstellung koaxial angeordnet ist, sodass der zweite Arretierbolzen (12.4) zum Befestigen des Standfußes an dem unteren Tragrahmen (12.1) in die dritte standfußseitige Bohrung sowie die tragrahmenseitige Bohrung der unteren Arretiervorrichtung einschiebbar ist.
- Schmelze-Überführungssystem (1) gemäß einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass der Tragrahmen (12.1) zumindest ein Paar, vorzugsweise kastenförmige, Staplerschuhe zum Aufnehmen von Gabelstaplerzinken aufweist.
- Schmelze-Überführungssystem (1) gemäß einem der vorhergehenden Ansprüche, gekennzeichnet durch eine Ausrichtvorrichtung zum Einstellen einer Behälterneigung und/oder Tragrahmenneigung.
- Schmelze-Überführungssystem (1) gemäß einem der vorhergehenden Ansprüche, gekennzeichnet durcheine Messeinheit mit zumindest einem Drucksensor zum Messen eines Druckes im Behälter (2) während des Förderns undeine Steuereinheit (16) zum Steuern der Förderung der Metallschmelze aus dem Behälter (2) durch den Strömungskanal, wobei die Steuereinheit (16) eingerichtet und ausgebildet ist, die Metallschmelzeförderung bei einem Abfall des gemessenen Druckes anzuhaltenund/oder
dass der Behälterdeckel (3) eine Füllöffnung (4) zum Befüllen des Behälters (2) mit einer Metallschmelze, einen Füllöffnungsdeckel (4) zum luftdichten Verschließen der Füllöffnung (4), eine Heizöffnung (10), mit einem die Heizöffnung (10) umgebenden Anschlussflansch (10.3) zum Anflanschen einer Vorheizvorrichtung und zum Anflanschen eines Heizungsöffnungsdeckels (10.1) und einen Heizöffnungsdeckel (10.1) zum luftdichten Verschließen der Heizöffnung aufweist, wobei der Heizöffnungsdeckel (10.1) an dem Behälterdeckel (3) lösbar befestigt ist und die Heizöffnung (10) luftdicht abdichtet. - Verfahren zum Kippen eines Behälters (2) eines Schmelze-Überführungssystems gemäß einem der Ansprüche 1 bis 13, umfassend die Schritte- Anheben der Vorrichtung um mindestens 5 cm,- Verbringen des Standfußes aus einer Ruhestellung in eine Funktionsstellung derart, dass dieser über eine Unterseite des Behälters (2) hinausragt,- Arretieren des Standfußes in der Funktionsstellung- Absenken des Schmelze-Überführungssystems (1).
- Verfahren gemäß Anspruch 14, sofern dieser auf Anspruch 9 rückbezogen ist, umfassend den Schritt
Arretieren des Standfußes mittels der tragrahmenseitigen Arretiervorrichtung.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18151512.3A EP3511092A1 (de) | 2018-01-12 | 2018-01-12 | Schmelze-überführungssystem zum aufnehmen, transportieren und fördern einer metallschmelze |
| PCT/EP2019/050698 WO2019138078A1 (de) | 2018-01-12 | 2019-01-11 | Schmelze-überführungssystem zum aufnehmen, transportieren und fördern einer metallschmelze |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3737518A1 EP3737518A1 (de) | 2020-11-18 |
| EP3737518B1 true EP3737518B1 (de) | 2023-08-02 |
Family
ID=60957237
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18151512.3A Withdrawn EP3511092A1 (de) | 2018-01-12 | 2018-01-12 | Schmelze-überführungssystem zum aufnehmen, transportieren und fördern einer metallschmelze |
| EP19701305.5A Active EP3737518B1 (de) | 2018-01-12 | 2019-01-11 | Schmelze-überführungssystem zum aufnehmen, transportieren und fördern einer metallschmelze |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18151512.3A Withdrawn EP3511092A1 (de) | 2018-01-12 | 2018-01-12 | Schmelze-überführungssystem zum aufnehmen, transportieren und fördern einer metallschmelze |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20210138539A1 (de) |
| EP (2) | EP3511092A1 (de) |
| ES (1) | ES2962665T3 (de) |
| WO (1) | WO2019138078A1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD926241S1 (en) * | 2020-08-24 | 2021-07-27 | Yewei LI | Metal melting furnace |
| USD970568S1 (en) * | 2021-10-18 | 2022-11-22 | Ningbo Cyanbulls Industry & Trade Co., Ltd. | Propane melting furnace |
| CN114653931B (zh) * | 2022-04-12 | 2023-06-23 | 嘉善天晟精密铸件股份有限公司 | 一种自动铸造浇注设备 |
| CN116447869B (zh) * | 2023-03-27 | 2025-08-22 | 云南驰宏资源综合利用有限公司 | 一种锌液倒运方法及装置 |
| CN118788956B (zh) * | 2024-09-13 | 2024-12-27 | 炬鼎热能科技(苏州)有限公司 | 一种倾斜式出料的防堵塞铝液转运包及其方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3466178B2 (ja) * | 2000-12-27 | 2003-11-10 | 株式会社豊栄商会 | 容 器 |
| JP4190786B2 (ja) | 2002-03-29 | 2008-12-03 | 株式会社豊栄商会 | 溶融金属供給システム、溶融金属供給装置及び車輌 |
| JP2004188425A (ja) * | 2002-12-06 | 2004-07-08 | Hoei Shokai:Kk | 容器 |
| JP2008229636A (ja) * | 2007-03-16 | 2008-10-02 | Hoei Shokai:Kk | 容器保持装置 |
-
2018
- 2018-01-12 EP EP18151512.3A patent/EP3511092A1/de not_active Withdrawn
-
2019
- 2019-01-11 US US16/961,277 patent/US20210138539A1/en not_active Abandoned
- 2019-01-11 WO PCT/EP2019/050698 patent/WO2019138078A1/de not_active Ceased
- 2019-01-11 ES ES19701305T patent/ES2962665T3/es active Active
- 2019-01-11 EP EP19701305.5A patent/EP3737518B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3511092A1 (de) | 2019-07-17 |
| ES2962665T3 (es) | 2024-03-20 |
| US20210138539A1 (en) | 2021-05-13 |
| WO2019138078A1 (de) | 2019-07-18 |
| EP3737518A1 (de) | 2020-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3737518B1 (de) | Schmelze-überführungssystem zum aufnehmen, transportieren und fördern einer metallschmelze | |
| EP3152335B1 (de) | Station und verfahren zur überführung einer metallschmelze aus einem schmelzofen in einen transporttiegel sowie eine anordnung und ein system mit einer solchen station | |
| EP2489273B1 (de) | Vorrichtung und Verfahren zum Beschicken einer Lebensmittel verarbeitenden Maschine, insbesondere einer Füllmaschine oder einem Kutter mit Lebensmitteln | |
| EP2650443B1 (de) | Strassenfräsmaschine mit Steuerung zur Herstellung der Parallelität des Maschinenrahmens zum Boden | |
| EP0264925B2 (de) | Verfahren zum Aufnehmen und Absetzen eines Hohl-Behälters, wie Silo, Container oder dergleichen, auf bzw. von einem Fahrzeug mit Wechselgerät, Wechselgerät zur Durchführung des Verfahrens sowie bei der Durchführung des Verfahrens verwendbarer Behälter | |
| EP1181491B1 (de) | Metallurgisches gefäss mit einer abstichvorrichtung und verfahren zum kontrollierten, schlackenfreien abziehen von flüssigem metall aus diesem gefäss | |
| WO2009068161A1 (de) | Planiervorrichtung und verfahren zum befüllen einer ofenkammer einer koksofenbatterie | |
| EP0264630A2 (de) | Vorrichtung zum Verflüssigen eines thermoplastischen Kunststoffes | |
| EP3737516B1 (de) | Schmelze-überführungssystem zum aufnehmen, transportieren und fördern einer metallschmelze | |
| EP0452428B1 (de) | Vorrichtung zum verhindern des austretens von füllgasen während des einfahrens von kohlekuchen in horizontale verkokungskammern | |
| EP2896571A1 (de) | Dosier-Vorrichtung und Verfahren zum Dosieren | |
| EP0988173A1 (de) | Schwerlastfahrzeug mit überlastsicherung | |
| DE10340270A1 (de) | Fördervorrichtung und Verfahren zum Anpassen | |
| DE60225483T2 (de) | Vorrichtung zur verteilung von körnigem material und komponenten dafür | |
| EP3415461B1 (de) | Pfanne für ein anbaugerät oder einen dieses verwendenden gabelstaplers | |
| EP3213021A1 (de) | Schmelzvorrichtung und schmelzverfahren | |
| DE10156966C2 (de) | Elektroschlacke-Umschmelzanlage mit einer Kokille, einer Haube und einer motorisch angetriebenen Elektrodenstange | |
| EP3566999B1 (de) | Werkzeuggreifzange eines transport-krans für presswerkzeuge | |
| WO2004089562A1 (de) | Warmhalteofen und dosiervorrichtung für metallschmelzen | |
| DE60204228T2 (de) | Vorrichtung zum abstechen von metallschmelze | |
| DE102014220132B4 (de) | Mobilkran und Verfahren zum Abstützen eines derartigen Mobilkrans | |
| DE10393607B4 (de) | Druck-Steuerungsvorrichtung | |
| DE4105015C1 (de) | ||
| DE102013113111B4 (de) | Absaugvorrichtung zum Entleeren eines Behälters | |
| AT329450B (de) | Sicherungseinrichtung fur flussigkeitsbehalter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200717 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MUELLER, CHRISTIAN Inventor name: KULAWIK, FLORIAN |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20210423 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230217 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019008745 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231204 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231102 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231202 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231103 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2962665 Country of ref document: ES Kind code of ref document: T3 Effective date: 20240320 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019008745 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20240503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240111 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20240111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240111 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20240131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240111 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250129 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250226 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250122 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250129 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230802 |