EP3558828B1 - Aufsteckvorrichtung und verfahren zum aufstecken von ventilsäcken - Google Patents
Aufsteckvorrichtung und verfahren zum aufstecken von ventilsäcken Download PDFInfo
- Publication number
- EP3558828B1 EP3558828B1 EP17832229.3A EP17832229A EP3558828B1 EP 3558828 B1 EP3558828 B1 EP 3558828B1 EP 17832229 A EP17832229 A EP 17832229A EP 3558828 B1 EP3558828 B1 EP 3558828B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gripper
- valve
- gripper holder
- valve bag
- air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
- B65B43/18—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B1/18—Methods of, or means for, filling the material into the containers or receptacles for filling valve-bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/262—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks opening of valve bags
Definitions
- the present invention relates to an attachment device for attaching valve sacks and in particular for attaching woven and / or sewn valve sacks onto a filler neck of a particularly rotating packaging machine.
- Rotating packing machines with 4, 6, 8, 10, 12 or 16 or a different number of filling spouts have become known in the prior art. They are used for the effective filling of a wide variety of materials. For example, bulk goods such as cement are often filled using rotating packaging machines. Modern packing machines allow high filling rates, at which, for example, a sack or more is filled per second.
- valve bags are pushed or shot onto the filling nozzle of the packing machine by an automatic device during the rotational movement.
- the bags In order to achieve a high attachment rate, the bags have to be picked up in a defined manner and shot onto the filling spouts of the packing machine from a defined position.
- valve bags made of paper When filling such bulk goods into valve bags made of paper, it is possible to work reliably with a high rate of attachment, since valve bags made of paper have a certain inherent rigidity.
- valve sacks made of more flexible materials which for example consist of a fabric or a ribbon fabric made of plastic materials, then these valve sacks have a greater flexibility, which causes considerable difficulties in the automatic attachment.
- valve bags made of fabric or ribbon fabric are shot onto the rotating filler neck of a packing machine.
- the known device uses a tab-like area in certain valve sacks, which is created when sewing around and protrudes from the sack surface in order to blow a targeted blast of air underneath, with which the valve sack is positioned at an upper stop in a defined manner.
- the known device works reliably and enables high attachment rates and high attachment rates, provided that a sufficient flap is formed on the valve bag, on which the blast of air can attack.
- a sufficient flap is formed on the valve bag, on which the blast of air can attack.
- reliable attachment only works at relatively low speeds or attachment rates.
- the contact surface for the blast of air is not sufficient to quickly align the valve bag upwards.
- Such a plug-on device does not work economically at low speeds.
- An attachment device is used to attach valve sacks and, in particular, to attach woven and / or sewn (flexible) valve sacks onto a filler neck of a packing machine.
- the attachment device comprises a gripper holder which can be moved between a receiving position and an alignment position and has at least one gripper in order to grip a valve bag in the receiving position.
- the attachment device further comprises a blowing device with at least one air nozzle in order to align the valve bag in the alignment position (defined).
- a receiving space for a sack section of the valve sack is formed between the gripper holder and the blowing device, at least in the alignment position of the gripper holder Receiving space aligned in order to act on opposite side walls of a valve sack received in the receiving space, and wherein a contact device with an upper stop delimits the receiving space and a valve sack can be aligned in a defined manner thereon.
- the attachment device has many advantages.
- a significant advantage of the invention The slip-on device consists in that the blower device with the air nozzle or air nozzles acts on the valve bag to be aligned from a side opposite the grippers. It has surprisingly been found that an effective attachment is possible with this. Surprisingly, it is not necessary to blow from below against a tab on the valve of the valve sack in order to thereby transport the valve sack upwards. The tab may not exist at all or hardly at all. The air blast occurs in particular from the side opposite the tab, so that the tab cannot contribute to the advance, if a tab is present at all.
- the invention forms an air cushion on the side opposite the gripper, which also reduces any friction between the valve bag and any walls.
- the valve sack with the gripper is picked up from a stack of sacks (e.g. lying horizontally on a table) and brought into a raised position. If air is directed in the direction of the valve bag only from the side opposite the gripper, the valve bag can slide on an air cushion and be aligned. In this case, the valve sack can also (at least partially) be transported in the vertical direction by the directed air flow due to the often very rough surface of woven and / or sewn valve sacks in order to be aligned.
- a receiving space for a sack section of the valve sack is formed between the gripper holder and the blowing device, the gripper acting on a first side wall and in particular an upper side wall and the air nozzle acting on an opposite, second and in particular lower side wall of the valve sack.
- the gripper picked up the uppermost valve sack of a stack of sacks on a pick-up table or, for example, received it via another gripper.
- the gripper can grip the valve bag in particular in the valve area.
- an abutment device with an upper stop limits the receiving space at the top.
- a valve bag can be aligned in a defined manner on the upper stop.
- the upper stop is preferably V-shaped.
- an acute-angled area is formed on the V-shaped stop. This ensures a defined positioning of a valve bag on the upper stop.
- the contact device comprises an angle plate.
- the upper stop can be formed on the angle plate.
- the upper stop can be formed by the angle plate.
- the angle plate is designed in particular V-shaped and is open towards the receiving space, so that a defined alignment of a valve bag and in particular the valve area on the upper stop is made possible.
- the gripper holder is preferably coupled to the blowing device. It is particularly preferred that the gripper holder can be moved relative to the blowing device.
- the gripper holder and the blowing device are preferably pivotably coupled to one another. In this case, pivoting in opposite directions is possible, which, depending on the pivoting direction, leads to an enlargement or reduction of the recording space.
- air openings are formed on the contact device and in particular on the angle plate. Some air openings are particularly preferably formed in the corner or in the vicinity of the corner or in the acute-angled area of the upper stop. The air openings allow air to escape from the receiving space through the air openings into the environment. This enables the air flow to be diverted from the air nozzles and thus a directed flow without congestion, which makes it easier to position the valve bag.
- the gripper holder is preferably received pivotably on a gripper holder coupling.
- the gripper holder coupling is movable in order to transfer the gripper holder from the receiving position into the alignment position.
- the major part of the path of the gripper holder from the receiving position into the alignment position is particularly preferably achieved by moving the gripper holder coupling.
- a not insignificant movement of the gripper holder can be carried out in order to reach the alignment position.
- a drive device can be provided which is provided for pivoting the gripper holder and / or the blowing device.
- the drive device is preferably formed by or comprises a cylinder drive.
- the drive device is preferably coupled to the gripper holder coupling and to a swivel arm of the gripper holder.
- a pivoting of the gripper holder on the gripper holder coupling is achieved. This preferably changes the angular orientation of the gripper holder relative to the gripper holder coupling.
- the contact device and in particular the angle plate are preferably pivotably coupled to the gripper holder and can preferably be driven in a synchronized manner by means of the same drive.
- the gripper holder is pivotably received on the gripper holder coupling or is pivotably coupled to it.
- the gripper holder coupling is preferably pivotable between a lower receiving position and an upper transfer position. An additional pivoting of the gripper holder is achieved in particular by the drive device, which aligns the gripper or grippers and the air nozzle or air nozzles in accordance with the valve bag to be positioned.
- a transport device for transporting an (aligned) valve bag which comprises at least one belt strip and / or at least one roller strip.
- the transport device is preferably used to accelerate the valve bag, which is aligned (in the vertical direction), in the direction of the filler neck and finally to open it.
- the bag valve can be opened during the acceleration.
- the air nozzle is at least partially oriented in the direction of the V-shaped opening of the upper stop. An air flow is then achieved at least also in the direction of the upper stop, as a result of which more reliable positioning is achieved.
- the blowing device preferably comprises a pipe with several air nozzles and is attached directly or indirectly to the angle plate.
- a plurality of through openings are particularly preferably formed between the tube and the angle plate.
- the attachment of the blower to the angle plate can take place via several (narrow) webs.
- At least one additional nozzle which is oriented from a first side in the direction of the receiving space.
- the additional nozzle acts on the first side surface of the valve bag.
- a seam and / or a tab and / or a bag protrusion is provided on the first side surface of the valve bag.
- the additional nozzle preferably blows under the tab on the first side surface of the valve bag.
- the additional nozzle offers considerable advantages, since it can further improve the positioning quality and thus the attachment rate and the attachment rate.
- the additional nozzle largely corresponds to the nozzle known from the prior art, with which, however, a sufficiently satisfactory result could not be achieved alone with difficult bag material and insufficient bag protrusions.
- the reliability of the attachment is increased even further.
- the sack section is enveloped with a directed air flow both from below and from above (on both sides).
- the sack section, on which the air nozzle and the additional nozzle act for a defined alignment is aligned obliquely to the vertical.
- the gripper is preferably aligned at an angle between about 30 ° and 80 ° and in particular between about 30 ° and 70 ° and preferably at about 50 ° +/- 15 ° to the horizontal.
- the additional nozzle blows preferably on the wall arranged further up (upper wall or first side surface) and the air nozzle on the wall arranged further down (lower wall or second side surface) of the valve bag.
- the method according to the invention is used to attach valve sacks and, in particular, to attach woven and / or sewn valve sacks (for example made of woven fabric) onto a filler neck of a particularly rotating packaging machine, with a valve sack being gripped with a gripper in a pick-up position and the valve sack with in an alignment position a blast of air from an air nozzle (defined).
- the gripper grips the valve sack on a first side wall and the air nozzle acts on the opposite, second side wall, around the valve sack in an at least partially vertical direction Direction to align defined on an upper stop of a contact device.
- the method according to the invention also has many advantages.
- the method makes it possible to reliably and automatically attach valve sacks with a sack valve and two opposing side surfaces or side walls, even if the valve sacks have no or very short folded flaps and are made of flexible ribbon fabric.
- the gripper preferably grips the upper side wall of a valve sack lying on a sack stack in order to then align it in a defined manner.
- the air nozzle is at least partially aligned upwards and blows from below against the second side wall of the valve bag.
- the gripper is released and the valve bag is freely guided in the air flow. This ensures that the valve bag is transported to the upper stop.
- the force required for transport is applied to the rough side wall of the valve bag by the blast of air.
- the air nozzle preferably blows from below against the sack wall located at an angle in the room and forms an air cushion between the wall of the valve sack and the angle plate, which reduces friction and ensures reliable transport to the upper stop.
- the air nozzle is advantageously operated with an air stream at a higher level until a sensor detects the valve bag at an upper stop. Then the air flow can be reduced to a lower level or switched off. A reduction to a lower level prevents creases from forming in the upper area of the valve bag.
- At least one additional nozzle and in particular several additional nozzles direct an air flow onto the upper side wall when the valve bag is to be aligned.
- the additional nozzle sends preferably an air stream when the air nozzle and the gripper holder have been pivoted at least a little towards each other.
- the air nozzle and the gripper holder are swiveled towards each other after a sack has been gripped and lifted.
- the air flow from the additional nozzle can be reduced or, if necessary, switched off when a sensor detects the valve bag at the upper stop.
- targeted blowing with the aid of the additional nozzle can support the release of the valve bag from the grippers.
- one gripper or all grippers are designed as suction cups.
- the suction cups are designed as suction cups.
- the blowing device with the air nozzle or air nozzles is first activated in order to align the valve bag.
- a folded end of a valve bag can be brought back into the appropriate and correct position.
- the teat then lets go of the valve bag, for example by switching off the negative pressure on the teat.
- the additional nozzle can then be activated in addition to the air nozzle, so that a particularly reliable transfer of the valve sack to the upper stop is ensured and the release of the sack is supported by the suckers if necessary.
- the lower side wall of the valve bag slides obliquely upwards on the air cushion of the air nozzle until the valve bag rests against the upper stop.
- the air supply can then be switched off at the air nozzle and reduced at the additional nozzle. This can save energy.
- folds of flexible bags against the upper stop are reliably prevented. This positioning is maintained until the roller and belt strips are closed and the previously aligned valve bag accelerates towards the filling machine.
- Figure 1 shows a strong Schematic top view of a packing system which comprises a rotating packing machine 101, an attachment device 1 and a discharge belt 120.
- the packing machine 100 for filling valve sacks 10 has six filling nozzles 101 arranged distributed over the circumference, of which valve sacks 10 are each arranged on five filling nozzles 101.
- the packing machine 100 is in the attachment position.
- the angle sensor 102 has previously detected the rotating past of the next filling nozzle 101 in the predetermined angular position 103 and thus triggered the next attachment process.
- a sensor angle sensor 102 assigned to the attachment device 1
- the attachment device 1 has an empty sack magazine or empty sack cell belt 110, which is suitable for the automatic transport of sack bundles or sack stacks 19.
- a bundle of sacks 19 is just being transported onto the storage surface designed as a receiving table 30.
- the receiving table 30 has a work surface on which several bundles of sacks 19 can be placed and processed one after the other.
- the packing machine 100 is particularly suitable for filling powdery or granular substances into valve sacks 2.
- the sack weight of the individual sacks can vary and is in particular between about 5 kg and 50 kg and preferably between 20 kg and 50 kg and, depending on the application, can also be greater than or equal to be smaller.
- the end of the valve bag can initially still rest horizontally on the receiving table 30.
- the aligned sack section of the valve sack standing obliquely in space is deflected in the direction of the filler neck during transport, so that the sack section is then oriented vertically before being attached.
- the sack valve is opened by devices not shown in detail.
- the bag valve can be opened by negative pressure or by an air flow and the Venturi principle, as is also shown in FIG EP 2 455 288 B1 is described.
- FIG 3 a schematic cross-sectional view of the attachment device 1 can be seen.
- the plug-on head of the plug-on device is shown.
- the attachment device comprises a driven belt strip 31 and a roller strip 32, which are shown here in the closed position, in which a valve bag 10 located between them is transported away and can be shot onto a filler neck.
- the angle plate 17 with the upper stop 16 has an approximately V-shaped configuration and is oriented obliquely in space, so that a contact surface for a side wall of a valve bag has an angle between about 30 ° and 80 ° and in particular about 60 ° to the horizontal.
- Figure 3 shows the attachment device 1 in the alignment position 3, in which a valve bag 10 has been aligned with the upper stop 16, while the end can still rest on the receiving table 30.
- the valve sack is then shot onto a filler neck of a packaging machine 100.
- the belt bar 31 and the roller bar 32 open in that the roller bar 32 is pivoted open.
- the gripper 5 is also pivoted downwards with increasing speed.
- Figure 5 shows a schematic side view of the contact device 15 with the upper stop 16 designed as an angle plate 17, which is firmly connected to the blowing device 6 with the air nozzles 7.
- the air nozzles 7 are aligned in the direction of the end 17c of the second leg 17b of the angle plate 17. If a sack is there to be aligned, the air flow is deflected in the direction of the upper stop 16 in the sharp corner of the angle plate 17, so that at least part of the air flow from the air nozzles 7 exits through air openings 18 at the upper stop 16 of the contact device 15. This ensures that a valve bag can be aligned reliably and the air from the air nozzles 7 blown between the angle plate 17 and the valve bag 10 can exit upward through the air openings 18.
- Through openings 35 are provided between the contact device 15 and the blower device 6 attached to it, between which there are narrow webs 36 (narrower than high).
- the passage openings 35 prevent the side wall 12 of the valve bag 10 from being sucked onto the wall of the contact device by the air flow 7a of the air nozzle 7, as can arise from a Venturi effect.
- Figure 6 shows the gripper holder 4 in the receiving position 2, in which the gripper 5 grips the uppermost valve sack 10 of a sack stack 19 at the upper end, on which the sack valve is also provided.
- a distance of 1 or 2 cm (or 3 or 4 cm) remains between the gripper and the outermost end of the valve bag. This distance prevents a collision with the stop edge (not shown here) for the stack of sacks 19.
- the gripper holder 4 is designed here as a tube in order to supply the gripper 5, which is designed here as a suction device, with a vacuum.
- the vacuum connection 40 is guided through the hinge point 29 on the gripper holder coupling 8.
- valve bag 10 When receiving, it is possible for the valve bag 10 to be fixed to the bag end 14 via a lifting and lowering fixing element 34, such as a suction device, in order to lift the valve bag 10 as a whole and to smooth it out somewhat.
- a lifting and lowering fixing element 34 such as a suction device
- the gripper 5 is attached to the gripper holder 4.
- the gripper holder 4 is pivotably received on the gripper holder coupling 8.
- the gripper holder 4 has a swivel arm 25 on which one end of the drive device 23 designed as a cylinder drive 24 engages.
- the other end of the drive device 23 is pivotably received on the gripper holder coupling 8. Extending the cylinder drive 24 leads to a pivoting of the gripper holder 4 and the gripper 5 connected to it.
- the additional nozzle 27, which can also blow air in the direction of the valve bag in the receiving space 20, is firmly connected to the gripper holder 4. However, the additional nozzle 27 does not blow onto the same surface of the valve bag 10 as the air nozzle 7, but rather onto the opposite side. Additional nozzle 27 blows on the same side on which the gripper holder 4 with the grippers 5 also grips the valve bag.
- the gripper holder 4 is connected in an articulated manner to a holding plate 37, which in turn is firmly connected to the angle plate 17.
- the gripper holder 4 is pivotally mounted on the gripper holder coupling 8 and can be moved by extending the cylinder drive 24 from the in Figure 6 position shown in Figure 7 position shown are transferred.
- Figure 7 shows an intermediate position in which the gripper 5 and the angle plate 17 have already been pivoted a little towards one another.
- the gripper 5 has clearly moved away from the stack of sacks 19, since the gripper holder coupling 8 has been raised by the pivot lever 8a and the counter-link 8b, which together form a parallelogram guide.
- the gripper 5 has inserted the valve sack 10 with the sack section 13 into the receiving space 20, which extends between the angle plate 17 and the gripper holder 14.
- the air flow 7 a from the air nozzles 7 of the blowing device 6 now acts on the foremost area of the valve bag 10.
- the blowing device 6 blows with the air nozzles 7 from the second side 22 of the receiving space in the direction of the second or lower side wall 12 of the valve bag 10.
- the gripper engages on the first or upper side wall 11 from the first side 21 of the receiving space 20 5 of the gripper holder 4 still has the valve bag 10 and is released in this position.
- the plug-on device 1 is inserted into the in Figure 8 transferred position shown, in which the suction cup 5 is only a relatively small distance from the angle plate 17.
- the vacuum of the suction cup 5 was switched off beforehand and the valve bag 10 was reliably positioned at the upper stop 16 by means of a targeted blast of air 7a from the air nozzle 7.
- the valve bag 10 slides on the air cushion provided by the air nozzle 7 and is reliably guided upwards to the upper stop 16 by the air flow.
- the air flow 7a is directed obliquely upwards through the underside or the lower side wall 12 of the valve bag 10 here.
- an air flow from the additional nozzle 27 can also be activated, which strikes the upper side 11 of the valve bag 10 and also assists in positioning the valve bag at the upper stop 16.
- a sensor 28 is shown here which, for example, optically detects the front end of the valve bag 10 at the upper stop 16. Following this, the air flow 7 and / or the air flow 27 can be reduced in order to avoid folds on the valve bag and also to reduce energy consumption.
- valve bag 10 When the valve bag 10 is aligned and the roller strip 32 is closed against the belt strip 31, the valve bag is fixed and the air supply can be switched off.
- the invention provides an advantageous attachment device and an advantageous method, which enables high attachment rates of far more than 2500 bags per hour with a high rate of attachment, even with flexible and sewn or woven valve sacks.
- a nozzle strip which is aligned with the rear side of the valve bag, a reliable alignment of the valve bag can be achieved on an upper stop, in particular designed as an angle plate.
- the air nozzle (s), which act (s) on the valve bag from behind and below, enables reliable attachment even with an end folded over at the upper end, since the air flow reliably folds back any folded end.
- the invention provides for the first time an attachment device with which inferior or wrinkled or kinked valve bags can be attached, and for the first time provides automatic processing for such.
- blowing device overall or each individual air nozzle of the blowing device can be adjusted in terms of alignment and / or blowing strength in order to be able to set optimal conditions.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Making Paper Articles (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
Description
- Die vorliegende Erfindung betrifft eine Aufsteckvorrichtung zum Aufstecken von Ventilsäcken und insbesondere zum Aufstecken von gewebten und/oder genähten Ventilsäcken auf einen Füllstutzen einer insbesondere rotierenden Packmaschine.
- Im Stand der Technik sind verschiedene Vorrichtungen und Verfahren zum Aufstecken von Ventilsäcken auf die Füllstutzen von rotierenden Packmaschinen bekannt geworden. Rotierende Packmaschinen mit 4, 6, 8, 10, 12 oder auch 16 oder einer anderen Zahl an Füllstutzen sind im Stand der Technik bekannt geworden. Sie werden zum effektiven Abfüllen unterschiedlichster Materialien eingesetzt. Beispielsweise werden Schüttgüter wie Zement oftmals durch rotierende Packmaschinen abgefüllt. Moderne Packmaschinen erlauben hohe Abfüllraten, bei denen beispielsweise pro Sekunde ein Sack oder mehr gefüllt wird.
- Zum automatischen Betrieb einer solchen Packanlage werden die Ventilsäcke durch einen Aufsteckautomaten auf die Füllstutzen der Packmaschine während der Rotationsbewegung aufgesteckt bzw. aufgeschossen. Um eine hohe Aufsteckquote zu erzielen, müssen die Säcke definiert aufgenommen und aus einer definierten Position auf die Füllstutzen der Packmaschine aufgeschossen werden.
- Bei der Abfüllung solcher Schüttgüter in Ventilsäcke aus Papier kann zuverlässig mit einer hohen Aufsteckrate gearbeitet werden, da Ventilsäcke aus Papier eine gewisse Eigensteifigkeit aufweisen.
- Werden hingegen Ventilsäcke aus flexibleren Materialien verwendet, die beispielsweise aus einem Gewebe oder einem Bändchengewebe aus Kunststoffmaterialien bestehen, so weisen diese Ventilsäcke eine größere Flexibilität auf, die erhebliche Schwierigkeiten bei der automatischen Aufsteckung verursacht.
- Es ist deshalb mit der
EP 2 455 288 B1 eine Vorrichtung und ein Verfahren bekannt geworden, womit Ventilsäcke aus Gewebe oder Bändchengewebe auf die rotierenden Füllstutzen einer Packmaschine aufgeschossen werden. Die bekannte Vorrichtung nutzt dabei bei bestimmten Ventilsäcken einen laschenartigen Bereich, der beim Umnähen entsteht und von der Sackoberfläche absteht, um darunter einen gezielten Luftstoß zu blasen, mit denen der Ventilsack an einem oberen Anschlag definiert positioniert wird. - Die bekannte Vorrichtung funktioniert zuverlässig und ermöglicht hohe Aufsteckraten und hohe Aufsteckquoten, sofern eine ausreichende Lasche an dem Ventilsack ausgebildet ist, an dem der Luftstoß angreifen kann. Bei flexiblen Ventilsäcken, bei denen keine oder eine nur sehr schwach ausgeprägte Lasche von der Oberfläche des Sackes absteht, hat es sich herausgestellt, dass eine zuverlässige Aufsteckung nur mit relativ geringen Geschwindigkeiten bzw. Aufsteckraten funktioniert. Die Angriffsfläche für den Luftstoß reicht nicht aus, um den Ventilsack schnell nach oben auszurichten. Bei geringen Geschwindigkeiten arbeitet eine solche Aufsteckeinrichtung aber nicht wirtschaftlich.
- Es ist deshalb die Aufgabe der vorliegenden Erfindung, eine Aufsteckeinrichtung und ein Verfahren zum Aufstecken von Ventilsäcken auf einen Füllstutzen einer Packmaschine zur Verfügung zu stellen, womit auch bei flexiblen Ventilsäcken ohne hinreichend abstehende Laschen eine hohe Aufsteckrate mit hoher Aufsteckquote erreichbar ist.
- Diese Aufgabe wird durch eine Aufsteckeinrichtung mit den Merkmalen des Anspruchs 1 und durch das Verfahren mit den Merkmalen des Anspruchs 9 gelöst. Bevorzugte Weiterbildungen der Erfindung sind Gegenstand der Unteransprüche. Weitere Vorteile und Merkmale der vorliegenden Erfindung ergeben sich aus der allgemeinen Beschreibung und der Beschreibung des Ausführungsbeispiels.
- Eine erfindungsgemäße Aufsteckvorrichtung dient zum Aufstecken von Ventilsäcken und insbesondere zum Aufstecken von gewebten und/oder genähten (flexiblen) Ventilsäcken auf einen Füllstutzen einer Packmaschine. Die Aufsteckvorrichtung umfasst einen zwischen einer Aufnahmeposition und einer Ausrichtposition bewegbaren Greiferhalter mit wenigstens einem Greifer, um einen Ventilsack in der Aufnahmeposition zu ergreifen. Die Aufsteckvorrichtung umfasst weiterhin eine Blaseinrichtung mit wenigstens einer Luftdüse, um den Ventilsack in der Ausrichtposition (definiert) auszurichten. Zwischen dem Greiferhalter und der Blaseinrichtung ist wenigstens in der Ausrichtposition des Greiferhalters ein Aufnahmeraum für einen Sackabschnitt des Ventilsacks ausgebildet, Der Greifer ist in der Ausrichtposition des Greiferhalters von einer ersten Seite und die Luftdüse ist in der Ausrichtposition der Greiferhalters von einer gegenüberliegenden zweiten Seite auf den Aufnahmeraum ausgerichtet, um auf gegenüberliegende Seitenwandungen eines in dem Aufnahmeraum aufgenommenen Ventilsacks einzuwirken, und wobei eine Anlageeinrichtung mit einem oberen Anschlag den Aufnahmeraum begrenzt und daran ein Ventilsack definiert ausrichtbar ist.
- Die erfindungsgemäße Aufsteckvorrichtung hat viele Vorteile. Ein erheblicher Vorteil der erfindungsgemäßen Aufsteckvorrichtung besteht darin, dass die Blaseinrichtung mit der Luftdüse bzw. den Luftdüsen von einer den Greifern gegenüberliegenden Seite auf den auszurichtenden Ventilsack einwirkt. Es hat sich überraschender Weise herausgestellt, dass damit eine effektive Aufsteckung möglich ist. Es ist erstaunlicher Weise nicht nötig, von unten gegen eine Lasche am Ventil des Ventilsacks zu blasen, um den Ventilsack dadurch nach oben zu transportieren. Die Lasche kann gar nicht oder fast gar nicht vorhanden sein. Der Luftstoß erfolgt insbesondere von der der Lasche gegenüberliegenden Seite, sodass die Lasche auch nicht zum Vorschub beitragen kann, falls denn eine Lasche überhaupt vorhanden ist.
- Durch die Erfindung wird auf der dem Greifer gegenüberliegenden Seite ein Luftpolster gebildet, durch welches auch eventuelle Reibung zwischen dem Ventilsack und etwaigen Wandungen reduziert wird. Typischerweise wird der Ventilsack mit dem Greifer von einem (z. B. horizontal auf einem Tisch liegenden) Sackstapel aufgenommen und in eine angehobene Stellung verbracht. Wird nur von der dem Greifer gegenüberliegenden Seite Luft in Richtung des Ventilsacks gelenkt, so kann der Ventilsack auf einem Luftpolster gleiten und ausgerichtet werden. Dabei kann der Ventilsack durch die oft sehr raue Oberfläche von gewebten und/oder genähten Ventilsäcken durch den gerichteten Luftstrom auch (wenigstens teilweise) in vertikaler Richtung transportiert werden, um ausgerichtet zu werden.
- In der Ausrichtposition ist zwischen dem Greiferhalter und der Blaseinrichtung ein Aufnahmeraum für einen Sackabschnitt des Ventilsacks ausgebildet, wobei der Greifer auf eine erste Seitenwandung und insbesondere eine obere Seitenwandung und die Luftdüse auf eine gegenüberliegende zweite und insbesondere untere Seitenwandung des Ventilsacks einwirken. Zuvor hat der Greifer in der Aufnahmeposition den obersten Ventilsack eines Sackstapels auf einem Aufnahmetisch aufgenommen oder beispielsweise über einen anderen Greifer übergeben bekommen. Der Greifer kann insbesondere in dem Ventilbereich den Ventilsack ergreifen.
- Erfindungsgemäß ist eine Anlageeinrichtung mit einem oberen Anschlag vorgesehen. Der obere Anschlag begrenzt den Aufnahmeraum nach oben hin. An dem oberen Anschlag ist ein Ventilsack definiert ausrichtbar. Vorzugsweise ist der obere Anschlag V-förmig ausgebildet. Insbesondere ist ein spitzwinkliger Bereich an dem V-förmigen Anschlag ausgebildet. Dadurch wird eine definierte Positionierung eines Ventilsacks an dem oberen Anschlag gewährleistet. In bevorzugten Ausgestaltungen umfasst die Anlageeinrichtung ein Winkelblech. An dem Winkelblech kann der obere Anschlag ausgebildet sein. Der obere Anschlag kann durch das Winkelblech gebildet werden. Das Winkelblech ist insbesondere V-förmig gestaltet und ist zum Aufnahmeraum hin offen, sodass eine definierte Ausrichtung eines Ventilsacks und insbesondere des Ventilbereiches an dem oberen Anschlag ermöglicht wird.
- Vorzugsweise ist der Greiferhalter mit der Blaseinrichtung gekoppelt. Dabei ist es besonders bevorzugt, dass der Greiferhalter relativ zu der Blaseinrichtung bewegbar ist. Vorzugsweise sind der Greiferhalter und die Blaseinrichtung schwenkbar miteinander gekoppelt. Dabei ist eine gegensinnige Verschwenkung möglich, die je nach Schwenkrichtung zu einer Vergrößerung oder Verkleinerung des Aufnahmeraums führt.
- In vorteilhaften Weiterbildungen sind an der Anlageeinrichtung und insbesondere an dem Winkelblech Luftöffnungen ausgebildet. Besonders bevorzugt sind einige Luftöffnungen in der Ecke oder in der Nähe der Ecke bzw. in dem spitzwinkligen Bereich des oberen Anschlags ausgebildet. Die Luftöffnungen ermöglichen einen Luftaustritt aus dem Aufnahmeraum durch die Luftöffnungen in die Umgebung hinein. Dadurch wird eine Ableitung des Luftstroms aus den Luftdüsen und somit eine gerichtete Strömung ohne Stauung ermöglicht, wodurch eine Positionierung des Ventilsacks erleichtert wird.
- Vorzugsweise wird der Greiferhalter an einer Greiferhalterkoppel schwenkbar aufgenommen. Dabei ist die Greiferhalterkoppel bewegbar, um den Greiferhalter von der Aufnahmeposition in die Ausrichtposition zu überführen. Der überwiegende Teil des Weges des Greiferhalters von der Aufnahmeposition in die Ausrichtposition wird besonders bevorzugt durch eine Bewegung der Greiferhalterkoppel erzielt. Zusätzlich kann eine nicht unwesentliche Bewegung des Greiferhalters durchgeführt werden, um die Ausrichtposition zu erreichen. Zur Durchführung einer solchen Bewegung kann eine Antriebseinrichtung vorgesehen sein, die zum Verschwenken des Greiferhalters und/oder der Blaseinrichtung vorgesehen ist. Vorzugsweise wird die Antriebseinrichtung durch einen Zylinderantrieb gebildet oder umfasst einen solchen. Vorzugsweise ist die Antriebseinrichtung mit der Greiferhalterkoppel und mit einem Schwenkarm des Greiferhalters gekoppelt. Dadurch wird durch beispielsweise das Ausfahren des Zylinders eine Verschwenkung des Greiferhalters an der Greiferhalterkoppel erreicht. Dadurch ändert sich vorzugsweise die winkelmäßige Orientierung des Greiferhalters zur Greiferhalterkoppel.
- Vorzugsweise ist die Anlageeinrichtung und insbesondere das Winkelblech schwenkbar mit dem Greiferhalter gekoppelt und vorzugsweise mittels des gleichen Antriebs synchronisiert antreibbar. Vorzugsweise ist der Greiferhalter schwenkbar an der Greiferhalterkoppel aufgenommen oder schwenkbar damit gekoppelt.
- Vorzugsweise ist die Greiferhalterkoppel zwischen einer unteren Aufnahmeposition und einer oberen Übergabeposition verschwenkbar. Eine zusätzliche Verschwenkung des Greiferhalters wird insbesondere durch die Antriebseinrichtung erreicht, die den bzw. die Greifer und die Luftdüse bzw. die Luftdüsen entsprechend zu dem zu positionierenden Ventilsack ausrichtet.
- In allen Ausgestaltungen ist es bevorzugt, dass eine Transporteinrichtung zum Transport eines (ausgerichteten) Ventilsacks vorgesehen ist, welche wenigstens eine Riemenleiste und/oder wenigstens eine Rollenleiste umfasst. Vorzugsweise wird die Transporteinrichtung dazu verwendet, den (in vertikaler Richtung) ausgerichteten Ventilsack in Richtung auf den Füllstutzen zu beschleunigen und schließlich aufzuschießen. Während der Beschleunigung kann die Öffnung des Sackventils erfolgen.
- Es ist bevorzugt, dass die Luftdüse wenigstens teilweise in Richtung der V-förmigen Öffnung des oberen Anschlags ausgerichtet ist. Dann wird eine Luftströmung wenigstens auch in Richtung des oberen Anschlags erreicht, wodurch eine zuverlässigere Positionierung erreicht wird.
- Vorzugsweise umfasst die Blaseinrichtung ein Rohr mit mehreren Luftdüsen und ist an dem Winkelblech mittelbar oder unmittelbar befestigt. Dabei sind zwischen dem Rohr und dem Winkelblech besonders bevorzugt mehrere Durchgangsöffnungen ausgebildet. Die Befestigung der Blaseinrichtung an dem Winkelblech kann über mehrere (schmale) Stege erfolgen. Durchgangsöffnungen zwischen dem Winkelblech und dem Rohr mit den Luftdüsen sind sehr vorteilhaft, da dadurch ein Ansaugen der Sackwandung an dem Winkelblech verhindert wird, da ein Venturi-Effekt und ein Anliegen der Sackwandung an das Winkelblech verhindert werden.
- In allen Ausgestaltungen ist es bevorzugt, wenigstens eine Zusatzdüse vorzusehen, die von einer ersten Seite in Richtung des Aufnahmeraums ausgerichtet ist. Dabei wirkt die Zusatzdüse auf die erste Seitenfläche des Ventilsacks ein. In bevorzugten Ausgestaltungen ist auf der ersten Seitenfläche des Ventilsacks eine Naht und/oder eine Lasche und/oder ein Sacküberstand vorgesehen. Vorzugsweise bläst die Zusatzdüse unter die Lasche auf der ersten Seitenfläche des Ventilsacks.
- Die Zusatzdüse bietet (in allen Varianten) erhebliche Vorteile, da dadurch die Positionierungsqualität und damit die Aufsteckrate und die Aufsteckquote nochmals verbessert werden können. Die Zusatzdüse entspricht weitgehend der aus dem Stand der Technik bekannten Düse, mit der aber allein bei schwierigem Sackmaterial und unzureichenden Sacküberständen kein ausreichend zufriedenstellendes Ergebnis erzielbar war. Als Zusatzdüse in schwierigen Fällen wird aber die Zuverlässigkeit der Aufsteckung noch weiter erhöht. Bei Einsatz beider Düsen wird der Sackabschnitt sowohl von unten als auch von oben (beidseitig) mit einer gerichteten Luftströmung eingehüllt. Insbesondere ist der Sackabschnitt, auf den die Luftdüse und die Zusatzdüse zur definierten Ausrichtung einwirken, schräg zur Senkrechten ausgerichtet.
- Vorzugsweise ist der Greifer in der Übergabeposition und/oder in der Ausrichtposition unter einem Winkel zwischen etwa 30° und 80° und insbesondere zwischen etwa 30° und 70° und vorzugsweise bei etwa etwa 50° +/-15° zur Horizontalen ausgerichtet.
- Die Zusatzdüse bläst vorzugsweise auf die weiter oben angeordnete Wandung (obere Wandung oder erste Seitenfläche) und die Luftdüse auf die weiter unten angeordnete Wandung (untere Wandung oder zweite Seitenfläche) des Ventilsacks.
- Das erfindungsgemäße Verfahren dient zum Aufstecken von Ventilsäcken und insbesondere zum Aufstecken von gewebten und/oder genähten Ventilsäcken (zum Beispiel aus Bändchengewebe) auf einen Füllstutzen einer insbesondere rotierenden Packmaschine, wobei in einer Aufnahmeposition ein Ventilsack mit einem Greifer ergriffen und in einer Ausrichtposition der Ventilsack mit einem Luftstoß einer Luftdüse (definiert) ausgerichtet wird. Dabei ergreift der Greifer den Ventilsack an einer ersten Seitenwandung und die Luftdüse wirkt auf die gegenüberliegende zweite Seitenwandung ein, um den Ventilsack in wenigstens teilweise vertikaler Richtung an einem oberen Anschlag einer Anlageeinrichtung definiert auszurichten.
- Auch das erfindungsgemäße Verfahren hat viele Vorteile. Mit dem Verfahren wird es ermöglicht, Ventilsäcke mit einem Sackventil und zwei sich gegenüberliegenden Seitenflächen bzw. Seitenwandungen zuverlässig automatisch aufzustecken, auch wenn die Ventilsäcke keine oder sehr kurze umgelegte Laschen aufweisen und aus flexiblem Bändchengewebe bestehen.
- Vorzugsweise greift der Greifer die obere Seitenwandung eines auf einem Sackstapel liegenden Ventilsacks, um diesen anschließend definiert auszurichten. Dabei wird die Luftdüse zum Ausrichten wenigstens teilweise nach oben ausgerichtet und bläst von unten gegen die zweite Seitenwandung des Ventilsacks. Gleichzeitig wird der Greifer gelöst und der Ventilsack wird frei im Luftstrom geführt. Dadurch wird ein Transport des Ventilsacks an den oberen Anschlag gewährleistet. Die für den Transport erforderliche Kraft wird durch den Luftstoß auf die raue Seitenwandung des Ventilsacks aufgebracht. Vorzugsweise bläst die Luftdüse von unten gegen die sich schräg im Raum befindende Sackwandung und bildet ein Luftpolster zwischen der Wandung des Ventilsacks und dem Winkelblech, wodurch die Reibung reduziert wird und ein zuverlässiger Transport an den oberen Anschlag gewährleistet wird.
- Vorteilhafter Weise wird die Luftdüse mit einem Luftstrom auf einem höheren Niveau betrieben, bis ein Sensor den Ventilsack an einem oberen Anschlag detektiert. Dann kann der Luftstrom auf ein geringeres Niveau reduziert oder abgeschaltet werden. Durch eine Reduktion auf ein geringeres Niveau wird eine Faltenbildung im oberen Bereich des Ventilsacks verhindert.
- In allen Ausgestaltungen ist es bevorzugt, dass wenigstens eine Zusatzdüse und insbesondere mehrere Zusatzdüsen einen Luftstrom auf die obere Seitenwandung lenken, wenn der Ventilsack ausgerichtet werden soll. Dabei sendet die Zusatzdüse vorzugsweise dann einen Luftstrom aus, wenn die Luftdüse und der Greiferhalter wenigstens ein Stück weit aufeinander zu geschwenkt wurden. Die Luftdüse und der Greiferhalter werden aufeinander zu geschwenkt, nach dem ein Sack ergriffen und angehoben wurde. Der Luftstrom der Zusatzdüse kann reduziert oder gegebenenfalls abgeschaltet werden, wenn ein Sensor den Ventilsack am oberen Anschlag detektiert. Alternativ oder zusätzlich kann ein gezieltes Anblasen mit Hilfe der Zusatzdüse das Lösen des Ventilsacks von den Greifern unterstützen.
- In allen Ausgestaltungen ist es bevorzugt, einen Greifer bzw. alle Greifer als Sauger auszuführen. Insbesondere sind die Sauger als Saugnäpfe ausgeführt.
- In besonders bevorzugten Ausgestaltungen wird zur Ausrichtung des Ventilsacks zunächst die Blaseinrichtung mit der Luftdüse bzw. den Luftdüsen aktiviert. Dadurch kann beispielsweise ein umgeklapptes Ende eines Ventilsacks wieder in die passende und richtige Position gebracht werden. Anschließend lässt der Sauger den Ventilsack los, indem beispielsweise der Unterdruck an dem Sauger abgeschaltet wird. Je nach Sackmaterial kann dann zusätzlich zu der Luftdüse noch die Zusatzdüse aktiviert werden, damit eine besonders zuverlässige Überführung des Ventilsacks an den oberen Anschlag gewährleistet und das Lösen des Sackes von den Saugern bei Bedarf unterstützt wird. Dabei gleitet die untere Seitenwandung des Ventilsacks auf dem Luftkissen der Luftdüse schräg nach oben, bis der Ventilsack an dem oberen Anschlag anliegt. Dann kann die Luftzufuhr an der Luftdüse abgeschaltet und an der Zusatzdüse reduziert werden. Dadurch kann Energie eingespart werden. Außerdem wird ein Faltenwurf flexibler Säcke an dem oberen Anschlag zuverlässig verhindert. Diese Positionierung wird solange aufrecht erhalten, bis die Rollen- und Riemenleisten geschlossen wurden und der zuvor ausgerichtete Ventilsack in Richtung Füllmaschine beschleunigt.
- Weitere Vorteile und Merkmale der vorliegenden Erfindung ergeben sich aus dem Ausführungsbeispiel, das im Folgenden mit Bezug auf die beiliegenden Figuren erläutert wird.
- In den Figuren zeigen:
- Figur 1
- eine schematische Draufsicht auf eine Packanlage mit einer Packmaschine und einer Vorrichtung zum Aufstecken von Ventilsäcken;
- Figur 2
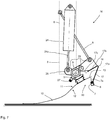
- eine stark schematische Gesamtansicht der erfindungsgemäßen Aufsteckvorrichtung zum Aufstecken von Ventilsäcken;
- Figur 3
- einen Querschnitt durch die Aufsteckvorrichtung gemäß
Figur 2 ; - Figur 4
- einen vergrößerten Querschnitt gemäß
Figur 3 in einer anderen Schwenkposition; - Figur 5
- eine schematische Seitenansicht der mit dem oberen Anschlag verbundenen Blaseinrichtung;
- Figur 6
- eine stark schematisierte Darstellung der Aufsteckvorrichtung in einer ersten Position;
- Figur 7
- eine stark schematische Darstellung der Aufsteckvorrichtung nach
Figur 6 in einer zweiten Position; und - Figur 8
- eine stark schematische Darstellung der Aufsteckvorrichtung nach
Figur 6 in einer dritten Position. - Mit Bezug auf die beiliegenden
Figuren 1 bis 8 wird im Folgenden ein Ausführungsbeispiel einer erfindungsgemäßen Aufsteckvorrichtung 1 erläutert.Figur 1 zeigt eine stark schematisierte Draufsicht auf eine Packanlage, die eine rotierende Packmaschine 101, eine Aufsteckvorrichtung 1 sowie ein Austrageband 120 umfasst. Die Packmaschine 100 zum Füllen von Ventilsäcken 10 weist im hier dargestellten Ausführungsbeispiel sechs über dem Umfang verteilt angeordnete Füllstutzen 101 auf, von denen an fünf Füllstutzen 101 jeweils Ventilsäcke 10 angeordnet sind. - Die Packmaschine 100 befindet sich in der Aufsteckposition. Der Winkelsensor 102 hat zuvor das Vorbeirotieren des nächsten Füllstutzens 101 in der vorbestimmten Winkelposition 103 erfasst und damit den nächsten Aufsteckvorgang ausgelöst. Neben der Verwendung eines der Aufsteckvorrichtung 1 zugeordneten Sensors (Winkelsensor 102) ist auch die Verwendung eines in der Packmaschine vorhandenen Sensors möglich, der die Winkelposition 103 erfasst.
- Die Aufsteckvorrichtung 1 verfügt hier über ein Leersackmagazin bzw. Leersackzellenband 110, welches zum automatischen Transport von Sackbündeln bzw. Sackstapel 19 geeignet ist.
- In der Darstellung nach
Figur 2 wird ein Sackbündel 19 gerade auf die als Aufnahmetisch 30 ausgebildete Ablagefläche transportiert. Der Aufnahmetisch 30 verfügt über eine Arbeitsfläche, auf der mehrere Sackbündel 19 abgelegt und nacheinander bearbeitet werden können. - Die Packmaschine 100 eignet sich insbesondere zum Abfüllen von pulverförmigen oder granulatartigen Stoffen in Ventilsäcke 2. Das Sackgewicht der einzelnen Säcke kann variieren und liegt insbesondere zwischen etwa 5 kg und 50 kg und vorzugsweise zwischen 20 kg und 50 kg und kann je nach Anwendungsfall auch größer oder kleiner sein.
- Nach dem Ergreifen und Anheben kann das Ende des Ventilsacks zunächst noch horizontal auf dem Aufnahmetisch 30 aufliegen. Der schräg im Raum stehende ausgerichtete Sackabschnitt des Ventilsacks wird bei dem Transport in Richtung auf den Füllstutzen umgelenkt, sodass der Sackabschnitt dann vor dem Aufstecken vertikal orientiert ist.
- Direkt vor dem Aufschießen wird das Sackventil durch nicht näher dargestellte Einrichtungen geöffnet. Beispielsweise kann das Sackventil durch Unterdruck oder durch eine Luftströmung und das Venturi-Prinzip geöffnet werden, wie es auch in
EP 2 455 288 B1 beschrieben ist. - In
Figur 3 ist eine schematische Querschnittsansicht der Aufsteckvorrichtung 1 zu sehen. Dargestellt ist der Aufsteckkopf der Aufsteckvorrichtung. Die Aufsteckvorrichtung umfasst eine angetriebene Riemenleiste 31 und eine Rollenleiste 32, die hier in der geschlossenen Stellung dargestellt sind, in der ein sich dazwischen befindender Ventilsack 10 abtransportiert wird und auf einen Füllstutzen aufgeschossen werden kann. - Das Winkelblech 17 mit dem oberen Anschlag 16 weist eine etwa V-förmige Ausgestaltung auf und ist schräg im Raum orientiert, sodass eine Anlagefläche für eine Seitenwandung eines Ventilsacks einen Winkel zwischen etwa 30° und 80° und insbesondere etwa 60° zur Horizontalen aufweist.
-
Figur 3 zeigt dabei die Aufsteckvorrichtung 1 in der Ausrichtposition 3, in der ein Ventilsack 10 am oberen Anschlag 16 ausgerichtet wurde, während das Ende noch auf dem Aufnahmetisch 30 abliegen kann. Anschließend wird der Ventilsack auf einen Füllstutzen einer Packmaschine 100 aufgeschossen. - Nach dem Aufschießen öffnen sich die Riemenleiste 31 und die Rollenleiste 32, indem die Rollenleiste 32 aufgeschwenkt wird. Dabei wird auch der Greifer 5 mit zunehmender Geschwindigkeit nach unten verschwenkt.
-
Figur 5 zeigt eine schematische Seitenansicht der Anlageeinrichtung 15 mit dem als Winkelblech 17 ausgeführten oberen Anschlag 16, die fest mit der Blaseinrichtung 6 mit den Luftdüsen 7 verbunden ist. Dabei sind die Luftdüsen 7 in Richtung des Endes 17c des zweiten Schenkels 17b des Winkelblechs 17 ausgerichtet. Wenn sich ein Sack dort zum Ausrichten befindet, wird der Luftstrom in Richtung des oberen Anschlags 16 in der spitzen Ecke des Winkelblechs 17 umgelenkt, sodass wenigstens ein Teil des Luftstroms der Luftdüsen 7 durch Luftöffnungen 18 am oberen Anschlag 16 der Anlageeinrichtung 15 austritt. Dadurch wird sichergestellt, dass ein Ventilsack zuverlässig ausgerichtet werden kann und die dabei zwischen das Winkelblech 17 und den Ventilsack 10 geblasene Luft der Luftdüsen 7 nach oben hin durch die Luftöffnungen 18 austreten kann. - Zwischen der Anlageeinrichtung 15 und der daran befestigten Blaseinrichtung 6 sind Durchgangsöffnungen 35 vorgesehen, zwischen denen schmale Stege 36 (schmaler als hoch) vorhanden sind. Durch die Durchgangsöffnungen 35 wird verhindert, dass sich durch den Luftstrom 7a der Luftdüse 7 die Seitenwandung 12 des Ventilsacks 10 an der Wandung der Anlageeinrichtung festsaugt, wie es durch einen Venturi-Effekt entstehen kann.
- Mit Bezug auf die
Figuren 6 bis 8 wird im Folgenden der Bewegungsablauf erläutert. -
Figur 6 zeigt dabei den Greiferhalter 4 in der Aufnahmeposition 2, in welcher der Greifer 5 den obersten Ventilsack 10 eines Sackstapels 19 am oberen Ende, an dem auch das Sackventil vorgesehen ist, ergreift. Dabei verbleibt ein Abstand von 1 oder 2 cm (oder auch 3 oder 4 cm) zwischen dem Greifer und dem äußersten Ende des Ventilsacks. Durch diesen Abstand wird eine Kollision mit der hier nicht eingezeichneten Anschlagkante für den Sackstapel 19 verhindert. - Der Greiferhalter 4 ist hier als Rohr ausgebildet, um die hier als Sauger ausgeführten Greifer 5 mit Vakuum zu versorgen. Der Vakuumanschluss 40 wird durch den Gelenkpunkt 29 an der Greiferhalterkoppel 8 geführt.
- Bei der Aufnahme ist es möglich, dass über ein heb- und senkbares Fixierelement 34, wie beispielsweise einen Sauger, der Ventilsack 10 am Sackende 14 fixiert wird, um den Ventilsack 10 insgesamt abzuheben und etwas zu glätten.
- Der Greifer 5 ist an dem Greiferhalter 4 befestigt. Der Greiferhalter 4 ist schwenkbar an der Greiferhalterkoppel 8 aufgenommen. Der Greiferhalter 4 verfügt über einen Schwenkarm 25, an dem ein Ende der als Zylinderantrieb 24 ausgeführten Antriebseinrichtung 23 angreift. Das andere Ende der Antriebseinrichtung 23 ist schwenkbar an der Greiferhalterkoppel 8 aufgenommen. Ein Ausfahren des Zylinderantriebs 24 führt zu einer Verschwenkung des Greiferhalters 4 und der damit verbundenen Greifer 5. Fest verbunden ist mit dem Greiferhalter 4 auch die Zusatzdüse 27, die ebenfalls Luft in Richtung auf den Ventilsack in dem Aufnahmeraum 20 blasen kann. Die Zusatzdüse 27 bläst aber nicht auf die gleiche Oberfläche des Ventilsacks 10 wie die Luftdüse 7, sondern auf die gegenüberliegende Seite. Zusatzdüse 27 bläst auf der gleichen Seite, auf der auch der Greiferhalter 4 mit den Greifern 5 den Ventilsack ergreift.
- Der Greiferhalter 4 ist gelenkig mit einem Halteblech 37 verbunden, welches wiederum fest mit dem Winkelblech 17 verbunden ist. An dem Halteblech 37 greift auch die Koppelstange 9 an, die am anderen Ende gelenkig mit der Greiferhalterkoppel 8 verbunden ist. Das bedeutet, dass das Halteblech 37 gelenkig mit der Koppelstange 9 und dem Greiferhalter 4 verbunden ist. Der Greiferhalter 4 ist schwenkbar an der Greiferhalterkoppel 8 aufgenommen und kann durch Ausfahren des Zylinderantriebs 24 aus der in
Figur 6 dargestellte Stellung in die inFigur 7 dargestellte Stellung überführt werden. -
Figur 7 zeigt eine Zwischenstellung, in welcher der Greifer 5 und das Winkelblech 17 schon ein Stück weit aufeinander zu geschwenkt wurden. Gleichzeitig hat sich der Greifer 5 deutlich von dem Sackstapel 19 entfernt, da die Greiferhalterkoppel 8 durch den Schwenkhebel 8a und den Gegenlenker 8b, die gemeinsam eine Parallelogrammführung bilden, angehoben wurde. - Der Greifer 5 hat den aufgenommenen Ventilsack 10 mit dem Sackabschnitt 13 in den Aufnahmeraum 20 eingeführt, der sich zwischen dem Winkelblech 17 und dem Greiferhalter 14 erstreckt. Auf den vordersten Bereich des Ventilsacks 10 wirkt nun der Luftstrom 7a aus den Luftdüsen 7 der Blaseinrichtung 6 ein. Die Blaseinrichtung 6 bläst mit den Luftdüsen 7 von der zweiten Seite 22 des Aufnahmeraums aus in Richtung auf die zweite bzw. untere Seitenwandung 12 des Ventilsacks 10. Auf der ersten bzw. oberen Seitenwandung 11 greift von der ersten Seite 21 des Aufnahmeraums 20 aus der Greifer 5 des Greiferhalters 4 noch den Ventilsack 10 und wird in dieser Stellung gelöst.
- Durch ein weiteres Ausfahren des Zylinderantriebs 24 wird die Aufsteckvorrichtung 1 in die in
Figur 8 dargestellte Stellung überführt, in welcher der Sauger 5 nur noch einen relativ geringen Abstand von dem Winkelblech 17 aufweist. Das Vakuum des Saugers 5 wurde zuvor abgeschaltet und über einen gezielten Luftstoß 7a aus der Luftdüse 7 wurde der Ventilsack 10 zuverlässig am oberen Anschlag 16 positioniert. Dabei gleitet bei der Positionierung der Ventilsack 10 auf dem durch die Luftdüse 7 bereitgestellten Luftpolster und wird durch den Luftstrom zuverlässig nach oben an den oberen Anschlag 16 geleitet. Der Luftstrom 7a wird dabei durch die Unterseite bzw. die untere Seitenwandung 12 des Ventilsacks 10 hier schräg nach oben ausgerichtet. - Zusätzlich kann bei Bedarf oder bei besonders schwierigen Materialien auch ein Luftstrom aus der Zusatzdüse 27 aktiviert werden, der auf die Oberseite 11 des Ventilsacks 10 auftrifft und unterstützend ebenfalls für eine Positionierung des Ventilsacks am oberen Anschlag 16 sorgt.
- Stark schematisch ist hier ein Sensor 28 dargestellt, der beispielsweise optisch das vordere Ende des Ventilsacks 10 am oberen Anschlag 16 detektiert. Im Anschluss daran kann der Luftstrom 7 und/oder der Luftstrom 27 reduziert werden, um Faltenwurf an dem Ventilsack zu vermeiden und auch den Energieverbrauch zu verringern.
- Wenn der Ventilsack 10 ausgerichtet ist und die Rollenleiste 32 gegen die Riemenleiste 31 geschlossen wird, ist der Ventilsack fixiert und die Luftzufuhr kann abgeschaltet werden.
- Insgesamt stellt die Erfindung eine vorteilhafte Aufsteckvorrichtung und ein vorteilhaftes Verfahren zur Verfügung, womit auch bei flexiblen und genähten oder gewebten Ventilsäcken hohe Aufsteckraten von weitaus mehr als 2500 Sack pro Stunde mit hoher Aufsteckquote ermöglicht wird. Durch eine Düsenleiste, die auf die Rückseite des Ventilsacks ausgerichtet ist, kann eine zuverlässige Ausrichtung des Ventilsacks an einem insbesondere als Winkelblech ausgeführten oberen Anschlag erreicht werden. Durch die Luftdüse(n), die von hinten und unten auf den Ventilsack einwirkt(en), wird auch bei einem am oberen Ende umgefalteten Ende ein zuverlässiges Aufstecken ermöglicht, da durch den Luftstrom ein eventuell umgefaltetes Ende zuverlässig zurückgefaltet wird.
- Die Erfindung stellt erstmals eine Aufsteckvorrichtung zur Verfügung, mit der minderwertige oder faltige oder geknickte Ventilsäcke aufgesteckt werden können, und stellt für solche erstmals eine automatische Verarbeitung zur Verfügung.
- Zur Feinjustage ist es bevorzugt, dass die Blaseinrichtung insgesamt oder jede einzelne Luftdüse der Blaseinrichtung hinsichtlich Ausrichtung und/oder Blasstärke einstellbar ist, um optimale Bedingungen einstellen zu können. Außerdem ist es bevorzugt für jede Luftdüse (oder alle gemeinsam) den Zeitpunkt und die Zeitdauer der Luftzufuhr (auch individuell) zu steuern.
Bezugszeichenliste: 1 Aufsteckvorrichtung 21 erste Seite 2 Aufnahmeposition 22 zweite Seite 3 Ausrichtposition 23 Antriebseinrichtung 4 Greiferhalter 24 Zylinderantrieb 5 Greifer 24a Kolbenstange 6 Blaseinrichtung 25 Schwenkarm von 4 7 Luftdüse 26 Übergabeposition von 8 7a Luftstrom 27 Zusatzdüse 8 Greiferhalterkoppel 27a Luftstrom 8a Schwenkhebel 28 Sensor 8b Gegenlenker 29 Gelenk 9 Koppelstange 30 Aufnahmetisch 10 Ventilsack 31 Riemenleiste 11 erste, obere Seitenwandung 32 Rollenleiste 33 Exzenter 12 zweite, untere Seitenwandung 34 Fixierelement 35 Durchgangsöffnung 13 Sackabschnitt 36 Steg 14 Sackende 37 Halteblech 15 Anlageeinrichtung 40 Vakuumanschluss für 4 16 oberer Anschlag 100 Packmaschine 17 Winkelblech 101 Füllstutzen 17a erster Schenkel 102 Winkelsensor 17b zweiter Schenkel 103 vorbestimmte Winkelposition 17c Ende von 17b 18 Luftöffnung 110 Leersackzellenband 19 Sackstapel 120 Austrageband 20 Aufnahmeraum
Claims (15)
- Aufsteckvorrichtung (1) zum Aufstecken von Ventilsäcken (10), insbesondere zum Aufstecken von gewebten und/oder genähten Ventilsäcken (10) auf einen Füllstutzen (101) einer Packmaschine (100),mit einem zwischen einer Aufnahmeposition (2) und einer Ausrichtposition (3) bewegbaren Greiferhalter (4) mit wenigstens einem Greifer (5), um einen Ventilsack (10) in der Aufnahmeposition (2) zu ergreifenund mit einer Blaseinrichtung (6) mit wenigstens einer Luftdüse (7), um den Ventilsack (10) in der Ausrichtposition (3) des Greiferhalters (4) auszurichten, dadurch gekennzeichnet,dass zwischen dem Greiferhalter (4) und der Blaseinrichtung (6) wenigstens in der Ausrichtposition (3) des Greiferhalters (4) ein Aufnahmeraum (20) für einen Sackabschnitt (10) des Ventilsacks (2) ausgebildet ist, wobei eine Anlageeinrichtung (15) mit einem oberen Anschlag (16) den Aufnahmeraum (20) begrenzt und daran ein Ventilsack (10) definiert ausrichtbar ist, und dass der Greifer (5) von einer ersten Seite (21) und die Luftdüse (7) von einer gegenüberliegenden zweite Seite (22) auf den Aufnahmeraum (20) ausgerichtet sind, um auf gegenüberliegende Seitenwandungen (11, 12) eines in dem Aufnahmeraum (20) aufgenommenen Ventilsacks (10) einzuwirken.
- Aufsteckvorrichtung (1) nach dem vorhergehenden Anspruch, wobei die Anlageeinrichtung (15) ein Winkelblech (17) mit dem oberen Anschlag (16) umfasst.
- Aufsteckvorrichtung (1) nach einem der vorhergehenden Ansprüche, wobei der Greiferhalter (4) mit der Blaseinrichtung (6) gekoppelt ist und/oder wobei der Greiferhalter (4) relativ zu der Blaseinrichtung (6) bewegbar ist.
- Aufsteckvorrichtung (1) nach einem der vorhergehenden Ansprüche, wobei an der Anlageeinrichtung (15) Luftöffnungen (18) ausgebildet sind.
- Aufsteckvorrichtung (1) nach einem der vorhergehenden Ansprüche, wobei der Greiferhalter (4) an einer Greiferhalterkoppel (8) schwenkbar aufgenommen ist und wobei die Greiferhalterkoppel (8) bewegbar ist, um den Greiferhalter (4) von der Aufnahmeposition (2) in die Ausrichtposition (3) zu überführen und/oder wobei eine Antriebseinrichtung (23) zum Verschwenken des Greiferhalters (4) und/oder der Blaseinrichtung (6) vorgesehen ist, wobei die Antriebseinrichtung (23) insbesondere einen Zylinderantrieb (24) umfasst und/oder wobei die Antriebseinrichtung (23) mit der Greiferhalterkoppel (8) und mit einem Schwenkarm (25) des Greiferhalters (4) gekoppelt ist.
- Aufsteckvorrichtung (1) nach einem der vorhergehenden Ansprüche, wobei die Anlageeinrichtung (15) schwenkbar mit dem Greiferhalter (4) gekoppelt ist und wobei der Greiferhalter (4) schwenkbar an der Greiferhalterkoppel (8) aufgenommen ist und/oder wobei die Greiferhalterkoppel (8) zwischen einer unteren Aufnahmeposition (2) und einer oberen Übergabeposition (26) verschwenkbar ist.
- Aufsteckvorrichtung (1) nach einem der vorhergehenden Ansprüche, wobei eine Transporteinrichtung zum Transport eines Ventilsacks (10) vorgesehen ist, welche wenigstens eine Riemenleiste (31) und/oder eine Rollenleiste (32) umfasst und/oder wobei die Luftdüse (7) wenigstens teilweise in die V-förmige Öffnung des oberen Anschlags (16) ausgerichtet ist.
- Aufsteckvorrichtung (10) nach einem der vorhergehenden Ansprüche, wobei die Blaseinrichtung (6) ein Rohr mit mehreren Luftdüsen (7) umfasst und an dem Winkelblech (17) befestigt ist, wobei zwischen dem Rohr und dem Winkelblech (17) mehrere Durchgangsöffnungen (35) ausgebildet sind und/oder wobei wenigstens eine Zusatzdüse (27) vorgesehen und von einer ersten Seite (21) in Richtung des Aufnahmeraumes (20) ausgerichtet ist und/oder wobei die Zusatzdüse (27) an dem Greiferhalter (4) befestigt ist.
- Verfahren zum Aufstecken von Ventilsäcken (2), insbesondere zum Aufstecken von gewebten und/oder genähten Ventilsäcken (10) auf einen Füllstutzen (3) einer Packmaschine (1), wobei in einer Aufnahmeposition (2) ein Ventilsack (10) mit einem Greifer (5) ergriffen und in einer Ausrichtposition (3) der Ventilsack (10) mit einem Luftstoß einer Luftdüse (7) ausgerichtet wird,dadurch gekennzeichnet,dass der Greifer (5) den Ventilsack (10) an einer ersten Seitenwandung (11) an einem oberen Anschlag (16) einer Anlageeinrichtung (15) definiert ausgerichtet ergreift und die Luftdüse (7) auf die gegenüberliegende zweite Seitenwandung (12) einwirkt und dass dann der Greifer die erste Seitenwandung freigibt, um den Ventilsack (10) in wenigstens teilweise vertikaler Richtung auszurichten.
- Verfahren nach dem vorhergehenden Anspruch, wobei der Greifer (4) die obere Seitenwandung (11) eines auf einem Sackstapel (19) liegenden Ventilsacks (10) ergreift.
- Verfahren nach einem der beiden vorhergehenden Ansprüche, wobei die Luftdüse (7) zum Ausrichten wenigstens teilweise nach oben ausgerichtet wird und von unten gegen die zweite Seitenwandung (12) des Ventilsacks (10) bläst.
- Verfahren nach einem der drei vorhergehenden Ansprüche, wobei die Luftdüse (7) mit einem Luftstrom auf einem höheren Niveau betrieben wird, bis ein Sensor (28) den Ventilsack (10) an einem oberen Anschlag (16) detektiert und wobei der Luftstrom dann auf ein geringeres Niveau reduziert oder abgeschaltet wird.
- Verfahren nach einem der vier vorhergehenden Ansprüche, wobei wenigstens eine Zusatzdüse (27) einen Luftstrom auf die obere Seitenwandung (11) lenkt.
- Verfahren nach einem der fünf vorhergehenden Ansprüche, wobei die Zusatzdüse (27) einen Luftstrom aussendet, wenn die Luftdüse (7) und der Greiferhalter (4) wenigstens ein Stück weit aufeinander zu geschwenkt wurden.
- Verfahren nach einem der sechs vorhergehenden Ansprüche, wobei der Luftstrom der Zusatzdüse (27) reduziert oder abgeschaltet wird, wenn ein Sensor (28) den Ventilsack (10) an dem oberen Anschlag (16) detektiert.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016125485.1A DE102016125485A1 (de) | 2016-12-22 | 2016-12-22 | Aufsteckvorrichtung und Verfahren zum Aufstecken von Ventilsäcken |
| PCT/EP2017/084263 WO2018115379A1 (de) | 2016-12-22 | 2017-12-21 | Aufsteckvorrichtung und verfahren zum aufstecken von ventilsäcken |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3558828A1 EP3558828A1 (de) | 2019-10-30 |
| EP3558828B1 true EP3558828B1 (de) | 2021-11-17 |
Family
ID=61005778
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17832229.3A Active EP3558828B1 (de) | 2016-12-22 | 2017-12-21 | Aufsteckvorrichtung und verfahren zum aufstecken von ventilsäcken |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3558828B1 (de) |
| CN (1) | CN110088002B (de) |
| DE (1) | DE102016125485A1 (de) |
| EA (1) | EA038507B1 (de) |
| ES (1) | ES2904924T3 (de) |
| WO (1) | WO2018115379A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109250167B (zh) * | 2018-11-05 | 2023-09-08 | 常熟三禾精工科技有限公司 | 阀口袋真空灌装装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT328963B (de) * | 1973-12-04 | 1976-04-26 | Voest Ag | Verfahren zum abnehmen eines einseitig offenen sackes von einem stapel solcher sacke und aufstecken des abgenommenen sackes auf einen absackstutzen sowie vorrichtung zur durchfuhrung des verfahrens |
| DE8716582U1 (de) * | 1987-12-16 | 1988-02-18 | Mehrdorf, Joachim, Prof. Dr.-Ing., 3340 Wolfenbüttel | Vorrichtung zum Anheben eines Leersackes |
| DE102010051693A1 (de) * | 2010-11-20 | 2012-05-24 | Haver & Boecker Ohg | Vorrichtung und Verfahren zum definierten Aufnehmen von Säcken |
| DE102010051721A1 (de) * | 2010-11-20 | 2012-05-24 | Haver & Boecker Ohg | Vorrichtung und Verfahren zum Aufstecken von Säcken |
| DE102015005660A1 (de) * | 2015-04-27 | 2016-10-27 | Beumer Gmbh & Co. Kg | Vorrichtung und Verfahren zum Ausrichten und Greifen eines Sacks |
| CN204895982U (zh) * | 2015-08-27 | 2015-12-23 | 温州欧南机械有限公司 | 全自动真空包装机的给袋装置 |
| CN105711899B (zh) * | 2016-03-28 | 2016-11-16 | 华中科技大学 | 一种可防止取多张非覆膜编织袋的取袋设备 |
-
2016
- 2016-12-22 DE DE102016125485.1A patent/DE102016125485A1/de not_active Withdrawn
-
2017
- 2017-12-21 CN CN201780078990.2A patent/CN110088002B/zh active Active
- 2017-12-21 EP EP17832229.3A patent/EP3558828B1/de active Active
- 2017-12-21 EA EA201991244A patent/EA038507B1/ru unknown
- 2017-12-21 WO PCT/EP2017/084263 patent/WO2018115379A1/de not_active Ceased
- 2017-12-21 ES ES17832229T patent/ES2904924T3/es active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EA201991244A1 (ru) | 2019-11-29 |
| ES2904924T3 (es) | 2022-04-06 |
| WO2018115379A1 (de) | 2018-06-28 |
| CN110088002A (zh) | 2019-08-02 |
| DE102016125485A1 (de) | 2018-06-28 |
| EP3558828A1 (de) | 2019-10-30 |
| CN110088002B (zh) | 2022-06-10 |
| EA038507B1 (ru) | 2021-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0522110B1 (de) | Verfahren zur automatischen sackbereitstellung | |
| DE102007046776B4 (de) | Vorrichtung zum Aufstecken von Ventilsäcken | |
| EP2455289B1 (de) | Vorrichtung und Verfahren zum definierten Aufnehmen von Säcken | |
| EP1975073B1 (de) | Maschine zum Füllen und Schliessen von Säcken | |
| DE10047395B4 (de) | Transportsystem für flache Produkte | |
| EP2455288B1 (de) | Vorrichtung und Verfahren zum Aufstecken von Säcken | |
| EP3088310B1 (de) | Vorrichtung und verfahren zum ausrichten und greifen eines sacks | |
| EP2640645A2 (de) | Vorrichtung und verfahren zum aufstecken von ventilsäcken | |
| DE102019135659A1 (de) | Verfahren und Vorrichtung zum Ergreifen rechteckiger textiler Gegenstände und/oder zum Zuführen rechtecktiger textiler Gegenstände zu einer Behandlungseinrichtung | |
| DE19847932A1 (de) | Vorrichtung zum Abtransportieren von stapelbaren Beutelpaketen, insbesondere Kunststoffbeuteln mit Bodenfalte | |
| EP3558828B1 (de) | Aufsteckvorrichtung und verfahren zum aufstecken von ventilsäcken | |
| DE4141253A1 (de) | Vorrichtung zum aufspreizen und aufstecken von saecken | |
| EP3444211A1 (de) | Vereinzelungsvorrichtung für flächengebilde, insbesondere ventilsäcke | |
| EP0668230B1 (de) | Vorrichtung zur exakten Trennung von Haupt- und Hilfsstapel an der Bogenhinterkante bei Non-Stop-Anlegern | |
| DE4143342A1 (de) | Sackstapelfoerdereinrichtung mit einer mehrzahl von einzelnen sackmagazinen zur vorbereitung einer automatischen sackanhaengung | |
| EP2758314B1 (de) | Vorrichtung und verfahren zum bearbeiten von sackstapeln von offensäcken | |
| DE102020207415A1 (de) | Vorrichtung zur Vereinzelung von Druckplatten | |
| DE7728960U1 (de) | Vorrichtung zum aufstossen von blattmaterial-bogen zu einem stapel | |
| DE4405586C1 (de) | Vorrichtung zur exakten Trennung eines Hilfsstapels von einem Hauptstapel bei einem Non-Stop-Ausleger in einer bogenverarbeitenden Druckmaschine | |
| EP0062785A1 (de) | Vorrichtung zum Herauslösen von mittels eines Förderers geförderten, biegsamen, flächigen Erzeugnissen, insbesondere Druckprodukten, aus dem Förderstrom | |
| DE19609701C1 (de) | Bogenanleger | |
| CH690033A5 (de) | Bogenanleger mit veränderbar einstellbarem Antrieb der Bogenklappe. | |
| DE2950112C2 (de) | Aufsteckvorrichtung für Ventilsäcke | |
| EP3162747A1 (de) | Ausleger mit blaseinrichtung | |
| DE10217397A1 (de) | Verfahren zum Befüllen von Säcken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190718 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200915 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20210615 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017012068 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1447872 Country of ref document: AT Kind code of ref document: T Effective date: 20211215 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20211117 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2904924 Country of ref document: ES Kind code of ref document: T3 Effective date: 20220406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220317 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220317 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220217 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017012068 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220818 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211221 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211221 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211231 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20171221 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231220 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1447872 Country of ref document: AT Kind code of ref document: T Effective date: 20221221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211117 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20241216 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20241216 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250117 Year of fee payment: 8 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20241221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20241221 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20251223 Year of fee payment: 9 |