EP3530481B1 - Vorrichtung zur herstellung einer perforation in einem sicherheitsdokument - Google Patents
Vorrichtung zur herstellung einer perforation in einem sicherheitsdokument Download PDFInfo
- Publication number
- EP3530481B1 EP3530481B1 EP19157675.0A EP19157675A EP3530481B1 EP 3530481 B1 EP3530481 B1 EP 3530481B1 EP 19157675 A EP19157675 A EP 19157675A EP 3530481 B1 EP3530481 B1 EP 3530481B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- security document
- perforation
- matrix
- producing
- matrices
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000428 dust Substances 0.000 claims description 23
- 239000011159 matrix material Substances 0.000 claims description 21
- 238000004519 manufacturing process Methods 0.000 claims description 17
- 238000000034 method Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 8
- 238000006073 displacement reaction Methods 0.000 claims description 3
- 230000006835 compression Effects 0.000 claims 2
- 238000007906 compression Methods 0.000 claims 2
- 230000008901 benefit Effects 0.000 description 9
- 238000012423 maintenance Methods 0.000 description 4
- 230000036541 health Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 210000002345 respiratory system Anatomy 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000007794 irritation Effects 0.000 description 1
- 238000010147 laser engraving Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/405—Marking
- B42D25/43—Marking by removal of material
- B42D25/435—Marking by removal of material using electromagnetic radiation, e.g. laser
Definitions
- the invention relates to a device and a method for producing at least one perforation in a security document, in particular in a book-like identification document such as a passport book.
- security documents which have so-called security features or characteristic features for protection against misuse, falsification and / or total falsification.
- security features can include, for example, microscripts, multicolored guilloches, laser engravings or perforations.
- Security documents can be e.g. passports such as travel or diplomatic passports, ID cards, driver's licenses, securities, banknotes or checks.
- DE20 2005 011 521 U1 describes a book-like document, in particular an identification document. All or only some components of a book-like document are uniformly identified therein, for example by making a perforation. The perforation can be introduced into the different components of the document to different degrees and have different shapes in cross section.
- DE 695 17 962 T3 discloses a value presenting carrier having patterns applied by laser beam.
- the patterns can be produced by perforation and can be customized.
- DE 101 59 561 A1 discloses an apparatus for processing book and leaf goods.
- the shapes of the individual holes introduced can show different shapes in cross section and be arranged in such a way that together they form a pattern, for example numbers or characters.
- EP0 364 730 A2 a method and a device for producing an identification document in book format are described. This includes that data can be written into the passport by means of a laser, as well as the option of using the laser to punch holes in the sheets of paper.
- a method and apparatus for attaching security measures to passport books is disclosed in US Pat DE 102 18 252 B4 disclosed.
- Single or multiple pages of a passport book are perforated with the help of a laser.
- the perforations can be conical.
- the device is set up in such a way that passport books with different dimensions and shapes can be processed.
- perforations are made in security documents in particular with the aid of lasers, in particular with the aid of CO 2 lasers. These enable the precise introduction of perforations.
- DE10 2006 052 527 A1 discloses an apparatus and a method for producing personalized documents, wherein the apparatus can comprise a laser perforation station which has a CO 2 laser and a connection to an external perforation dust extractor.
- DE 601 02 372 T2 discloses an apparatus for making passports.
- This includes a device for holding a security document, in particular a passport book.
- the passport book is positioned centrally on the table with the help of tabs and straps and is fixed to the support table and the wall by spring elements.
- DE 101 59 561 A1 discloses an apparatus for processing book and leaf goods.
- the device comprises a processing means which can be used for laser perforation of books and leaf articles.
- the book pages into which the perforations are to be made are arranged in a die and fixed in it.
- DE 10 2006 005127 discloses a method and a device for cleaning die elements with die windows for performing perforation processing operations on documents, with impurities at the edge areas of die windows of the die elements being removed between two perforation processing operations by at least one laser beam directed thereon with a laser beam guide pattern that can be predetermined with respect to the die element plane.
- DE 10159561 A1 discloses a device for processing book or sheet goods, which comprises at least one processing means which can be used for procuring the book or sheet goods and / or for laser perforation.
- the device further comprises at least one means for turning the pages of the books or sheets and at least one means for transporting and fixing the books or sheets.
- the fixation of the book or sheet goods is designed in such a way that predetermined pages of the book or sheet goods can be processed.
- the object of the present invention is to provide a device and a corresponding method for producing at least one perforation in a security document which enable a high-quality and cost-efficient perforation.
- a first aspect of the invention relates to a device for producing a perforation in a security document, in particular in a book-like identification document such as a passport book.
- the device has at least one device for realizing a laser beam for introducing the perforation or at least one connection device for the purpose of connecting at least one device for realizing a laser beam.
- it comprises at least one first die which is set up to be applied to a security document for the purpose of positioning and / or fixing the security document.
- the die has at least one recess for a laser beam to pass through.
- the device comprises a second die and is set up to position and / or fix a security document between the first die and the second die.
- At least one die is movable in such a way that a security document positioned between the two dies is acted upon by a compressive force exerted on the security document by at least one die.
- At least one die is pneumatically driven or drivable in order to be applied to the security document.
- the device for realizing a laser beam enables a CO 2 laser beam.
- a perforation comprises at least one hole, but in particular a plurality of holes.
- the shape and size of the individual holes can vary.
- the shape includes, in particular, figures whose base area corresponds to a circle, an ellipse or a polygon.
- the individual holes are advantageously arranged with respect to one another in such a way that together they form a specific pattern, for example digits of a serial number.
- a conical perforation can be produced by means of a CO 2 laser beam.
- the cross-sectional area of a hole has a maximum in the plane in which the laser beam first strikes a security document, and it decreases as it further passes through the security document.
- This form of perforation is advantageous because it offers additional protection against counterfeiting and / or total counterfeiting, since it cannot be produced by punching.
- Perforations can completely penetrate a security document. This means that a continuous perforation is made from the front to the back of the security document. In the case of book-like security documents in particular, it is also possible for the perforation to be introduced in such a way that the entire security document is not penetrated.
- Book-like security documents have pages and can also have a book cover that includes a cover. Perforations can be produced in such a way that they only penetrate a predetermined number of sides and / or covers. In this case, the matrices are applied to the sides to be processed.
- the security document it is possible both for the security document to be applied to the die and for the die to be applied to the security document.
- the device according to the invention is advantageous because it enables the security document to be placed against a die through the cutouts of which a laser beam can pass.
- the device comprises a second die.
- the The device is set up in such a way that a security document is positioned and / or fixed between the first die and the second die.
- the entire security document can be positioned and / or fixed between the matrices or the pages of a book-like security document to be processed.
- the invention includes that the two dies are arranged parallel to one another, in particular in such a way that recesses in the first die are opposite recesses in the second die or their longitudinal axes are aligned with one another. According to the invention, this advantageously enables a laser beam to penetrate both matrices and the security document positioned between them or the pages to be processed.
- At least one die is movable in such a way that a security document positioned between the two dies is acted upon by a compressive force exerted on the security document by at least one die.
- the advantage of this embodiment is that the pressing keeps the security document in the correct position, at least for the duration of the perforation. This increases the accuracy of the perforation made, since the security document or the pages to be processed cannot change their position during the production of the perforation.
- the invention is not restricted to the fact that a die is moved, but also includes that both dies are moved, in particular in such a way that they are moved towards one another.
- the invention provides that at least one die is pneumatically driven or drivable in order to be applied to the security document.
- the pneumatic drive of the invention has the effect that, due to the related pneumatics, there is no risk of contamination and the forces that occur can be flexibly adjusted.
- the device is set up in such a way that at least one die is or can be arranged reversibly. This means that this die is arranged in a mechanically detachable manner. This enables dismantling and assembly and thus an exchange of the die.
- a simple and time-saving method of sharing is short-lived Result in downtime of the device, so that the efficiency of the device is advantageously increased.
- the device comprises a suction device or a connection device for the purpose of fluidic connection of a suction device, the suction device being set up in particular for suctioning off perforation dust.
- the advantage here is that there is a possibility of suctioning off perforation dust, so that occupational safety is increased.
- the cavity formed by at least one recess of a die in the die is fluidically connectable or connected to the suction device or the connection device for the purpose of fluidic connection of a suction device, in particular for the purpose of suctioning perforation dust from the cavity formed by the recess in the die.
- Perforation dust is to be understood as the fine particles that arise during perforation, in particular perforation by means of CO 2 lasers. If perforation dust gets into the respiratory system, it can cause irritation in the respiratory system and possibly cause long-term damage. This embodiment of the device according to the invention prevents such damage to people present in a particularly efficient manner.
- a recess according to the invention penetrates the entire die.
- the cavity in the die is determined by the plane in which the die can be placed against the security document as well as limited by a plane running parallel to the plant planes.
- the cavity is laterally bounded by the material of the die.
- This embodiment of the invention is advantageous because it enables the perforation dust to be sucked off, in particular at a short distance from its area of origin.
- the perforation dust is efficiently extracted and the amount of dust that can spread through the air is reduced. This is advantageous in terms of occupational health and safety.
- a further advantage is that only small amounts of perforation dust can contaminate the device or individual device elements, so that the maintenance effort is reduced.
- the device furthermore has at least one conduit element which, in terms of flow, can be connected or connected in terms of flow to the cavity formed by a recess in the die and, on the other hand, to the suction device or the connection device for the purpose of flow-technical connection of a suction device or connected for the purpose of suctioning off perforation dust from the cavity formed by the recess in the die.
- line elements are to be understood in particular as gas line elements.
- the advantage of this embodiment according to the invention is that the perforation dust is sucked off at a short distance from its area of origin and brought to a remote facility, so that efficient suction is possible and the spread of the dust is reduced .
- the device is set up in such a way that it comprises an enclosure for the purpose of emission protection.
- the protection against emissions further increases occupational safety, since the perforation dust that was not sucked out of the cavities in the die is prevented from spreading.
- the emission protection of the device through the housing ensures that the maximum permissible radiation, including reflected or scattered laser radiation, is not exceeded.
- the housing also represents a further barrier for the decomposition products that arise from the laser-matter interaction in the form of the removal of material through evaporation.
- the device has a displacement device, which a movement of the device or of modules of the device from a Allows working position in a maintenance position, in particular parallel to the plane in which the die can be placed against the security document.
- a further embodiment provides that the device comprises a displacement measuring system that is mechanically connected to at least one die, so that information relating to the thickness of the material of the security document located between the dies can be generated from the distance between the dies and this information can be used to set the Laser power is usable.
- the spacing between the matrices means their spacing perpendicular to the support plane of the security document.
- the distance can be determined based on the position of the matrices to one another. Alternatively, according to the invention, the distance can be detected on the basis of the position of at least one device element which is connected to a die.
- the material of the security document located between the matrices can be the entire security document. If perforations are to be made in a book-like security document in such a way that only a predetermined number of pages and / or covers are to be penetrated, the material located between the matrices includes the pages to be processed.
- the advantage of this device according to the invention is that the laser power can be set on the basis of the thickness of the security document or the sum of the pages to be processed. In this way, the laser power required for precise perforation can be made available.
- Another aspect of the invention relates to a method for producing a perforation in a security document, in particular in a book-like identification document such as a passport book.
- a device according to the invention for producing a perforation in a security document is provided.
- a security document is fed to this device and applied to at least one die or the die is applied to the security document.
- At least one perforation is made in the security document by means of at least one laser beam.
- the laser beam can close the recess and thus the die as well as the security document or the penetrate the processed pages of the security document, while ensuring the desired position of the elements to be perforated.
- At least one die is moved, in particular moved pneumatically. This causes a security document to be pressed between two matrices.
- the advantage of this method according to the invention is that the laser power required for precise perforation can be set on the basis of the thickness of the pressed security document or the sum of the pressed pages to be processed.
- perforation dust is extracted from at least one cavity formed in a recess of a die in a die.
- the device according to the invention and the method according to the invention are industrially applicable in many ways. They can be used to create perforations in various security documents. In particular, they can be used for the production of perforations in book-like identification documents such as passport books. In these security documents, security features are implemented with the aid of perforations.
- the figures and the applications are given only on the basis of a perforation in a book-like security document.
- the perforation should only penetrate a specified number of sides and a cover.
- the descriptions do not imply any restriction on the production of such a perforation.
- the invention also relates to the production of a perforation which penetrates an entire security document, as well as the production of a perforation which penetrates a cover of a book-like security document or at least one page. The descriptions also apply accordingly to the production of these perforations.
- the Figures 1 and 2 show detailed perspective representations of a device for producing a perforation 10.
- the device is surrounded by a housing 1, arranged on a plate 3 and comprises a connection device for the purpose of connecting a device for realizing a laser beam 12, a suction device 60 and a moving device 40.
- the suction device 60 is connected to a suction unit 64 via a suction nozzle 62.
- the matrices 20, 22 are shown as well as lifting cylinders 50 and pistons 52, by means of which the matrices 20, 22 are pneumatically driven.
- the lifting cylinders 50 are connected to line elements 54 for the pneumatic drive.
- the Fig. 1 also comprises a security document 70, which lies in the device for producing at least one perforation 10.
- the security document 70 is held by a carrier 80 which has recesses. These enable the security document 70 to be attached to the matrices 20, 22.
- the housing 30, which serves as emission protection, is also partially shown.
- a connection to the suction device 14 that is to say a connection between the suction device 60 and the area of the device for producing at least one perforation, in which the matrices 20, 22 can be positioned, is shown.
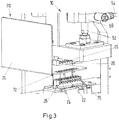
- Figure 3 shows a perspective view of a section of a device for producing at least one perforation 10.
- the matrices 20, 22 are shown and a security document 70.
- the Fig. 3 shows the arrangement of the matrices 20, 22 and the security document 70.
- the matrices 20, 22 are arranged parallel to one another.
- the dies 20, 22 include recesses 24.
- the first die 20 can be moved pneumatically and is connected to the piston 52. Lifting cylinder 50 and a line element 54 for the pneumatic drive are shown.
- the book-like security document 70 is open.
- the pages 72 to be processed comprise book pages and a cover.
- the opened security document 70 is introduced from the carrier 80 into the device for producing at least one perforation 10 in such a way that the sides 72 to be processed are positioned between the two matrices 20, 22 and are arranged parallel to the matrices 20, 22.
- Fig. 3 shows the position of the matrices 20, 22 and of the security document 70 after a perforation 76 has been made therein.
- the security document 70 is no longer pressed between the matrices 20, 22 and can be moved out of the device for producing at least one perforation 10 in a next work step.
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- General Health & Medical Sciences (AREA)
- Optics & Photonics (AREA)
- Toxicology (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Credit Cards Or The Like (AREA)
- Laser Beam Processing (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung sowie ein Verfahren zur Herstellung zumindest einer Perforation in einem Sicherheitsdokument, insbesondere in einem buchartigen Identifikationsdokument wie z.B. in einem Passbuch.
- Nach dem Stand der Technik sind Sicherheitsdokumente bekannt, die sogenannte Sicherheitsmerkmale oder charakteristische Merkmale zum Schutz gegen Missbrauch, Verfälschung und/oder Totalfälschung aufweisen. Mittels solcher Sicherheitsmerkmale ist es möglich, die Echtheit des Sicherheitsdokumentes zu überprüfen, da die Sicherheitsmerkmale von Fälschern teilweise nicht oder in nur in unzureichender Qualität reproduziert werden können. Sicherheitsmerkmale können beispielsweise Mikroschriften, mehrfarbige Guillochen, Lasergravuren oder Perforationen umfassen. Sicherheitsdokumente können z.B. Pässe wie Reise- oder Diplomatenpässe, Ausweise, Führerscheine, Wertpapiere, Banknoten oder Schecks sein.
- In
EP 1 144 201 B1 wird ein Sicherheitsdokument mit Perforationsmuster offenbart. Einzelne Perforationen können eine Form aufweisen, die im Querschnitt von einem Kreis abweicht. Lokale Perforationsmuster können vom globalen Perforationsmuster abweichen. -
DE20 2005 011 521 U1 beschreibt ein buchartiges Dokument, insbesondere ein Identifikationsdokument. Darin werden alle oder lediglich einige Bestandteile eines buchartigen Dokumentes einheitlich gekennzeichnet, beispielsweise durch Einbringen einer Perforation. Die Perforation kann unterschiedlich stark in die unterschiedlichen Bestandteile des Dokumentes eingebracht werden und im Querschnitt unterschiedliche Formen aufweisen. -
DE 695 17 962 T3 offenbart einen Wert darstellenden Träger mit durch Laserstrahl aufgebrachten Mustern. Die Muster können durch Perforation hergestellt werden und individualisierbar sein. -
DE 101 59 561 A1 offenbart eine Vorrichtung zur Bearbeitung von Buch- und Blattwaren. Die Formen der einzelnen eingebrachten Löcher können im Querschnitt unterschiedliche Formen zeigen und derart angeordnet sein, dass sie gemeinsam ein Muster ausbilden beispielsweise Zahlen oder Schriftzeichen. - In
EP0 364 730 A2 werden ein Verfahren und eine Vorrichtung zum Herstellen eines Identifikationsdokuments in Buchformat beschrieben. Das umfasst, dass mittels Lasers Daten in den Pass geschrieben werden können sowie die Möglichkeit, dass der Laser zur Lochung der Papierblätter genutzt werden kann. - Ein Verfahren und eine Vorrichtung zum Anbringen von Sicherheitsmaßnahmen an Passbüchern ist in
DE 102 18 252 B4 offenbart. Darin werden einzelne oder mehrere Seiten eines Passbuches mit Hilfe eines Lasers perforiert. Die Perforationen können konisch ausgebildet sein. Die Vorrichtung ist derart eingerichtet, dass Passbücher mit unterschiedlichen Abmessungen und Formen bearbeitet werden können. - Nach dem Stand der Technik werden Perforationen insbesondere mit Hilfe von Lasern, im Besonderen mit Hilfe von CO2-Lasern, in Sicherheitsdokumente eingebracht. Diese ermöglichen ein präzises Einbringen von Perforationen.
-
DE10 2006 052 527 A1 offenbart eine Vorrichtung und ein Verfahren zum Herstellen personalisierter Dokumente, wobei die Vorrichtung eine Laser-Perforationsstation umfassen kann, die einen CO2-Laser und eine Verbindung zu einer externen Perforationsstaubabsaugung aufweist. -
DE 601 02 372 T2 offenbart eine Vorrichtung zum Herstellen von Pässen. Diese umfasst eine Vorrichtung zum Halten eines Sicherheitsdokumentes, insbesondere eines Passbuches. Gemäß der Erfindung wird das Passbuch mit Hilfe von Laschen und Riemen zentral auf dem Tisch positioniert und durch Federelemente an den Stütztisch und der Wand fixiert. -
DE 101 59 561 A1 offenbart eine Vorrichtung zur Bearbeitung von Buch- und Blattwaren. Insbesondere umfasst die Vorrichtung ein Bearbeitungsmittel, das zur Laserperforation von Buch- und Blattwaren einsetzbar ist. Die Buchseiten, in die die Perforationen eingebracht werden sollen, sind dazu in einer Matrize angeordnet und in ihr fixiert. -
DE 10 2006 005127 offenbart ein Verfahren und eine Vorrichtung zum Reinigen von Matrizenelementen mit Matrizenfenstern für die Durchführung von Perforationsbearbeitungsvorgängen an Dokumenten, wobei Verunreinigungen an Randbereichen von Matrizenfenstern der Matrizenelemente durch mindestens einen darauf gerichteten Laserstrahl mit einem in Bezug auf die Matrizenelementenebene vorbestimmbaren Laserstrahlführungsmuster zwischen zwei Perforationsbearbeitungsvorgängen abgelöst werden. -
DE 10159561 A1 offenbart eine Vorrichtung zur Bearbeitung von Buch- oder Blattware, die mindestens ein Bearbeitungsmittel umfaßt, das zur Beschaffung der Buch- oder Blattware und/ oder zur Laserperforation einsetzbar ist. Die Vorrichtung umfaßt weiterhin mindestens ein Mittel zum Weiter- oder Umblättern der Buch- oder Blattware und mindestens ein Mittel zum Transport und zur Fixierung der Buch- oder Blattware. Die Fixierung der Buch- oder Blattware ist dabei derart ausgebildet, daß vorbestimmte Seiten der Buch- oder Blattware bearbeitbar sind. - Die Aufgabe der vorliegenden Erfindung ist es, eine Vorrichtung sowie ein entsprechendes Verfahren zur Herstellung zumindest einer Perforation in einem Sicherheitsdokument zur Verfügung zu stellen, welche eine qualitativ hochwertige und kosteneffiziente Perforation ermöglichen.
- Diese Aufgabe wird durch die Vorrichtung zur Herstellung einer Perforation in einem Sicherheitsdokument nach Anspruch 1 und das Verfahren zur Herstellung einer Perforation in einem Sicherheitsdokument nach Anspruch 9 gelöst. Vorteilhafte Ausführungsformen der Vorrichtung sind in den Unteransprüchen bis 8 angegeben. Vorteilhafte Ausführungsformen des Verfahrens sind in den Unteransprüchen 10 bis 12 angegeben. Diese und weitere Ausführungsformen werden im Folgenden beschrieben.
- Ein erster Aspekt der Erfindung betrifft eine Vorrichtung zur Herstellung einer Perforation in einem Sicherheitsdokument, insbesondere in einem buchartigen Identifikationsdokument wie einem Passbuch. Die Vorrichtung weist zumindest eine Einrichtung zur Realisierung eines Laserstrahls zum Einbringen der Perforation oder mindestens eine Anschlussvorrichtung zwecks Anschlusses zumindest einer Einrichtung zur Realisierung eines Laserstrahls auf. Zudem umfasst sie mindestens eine erste Matrize, die dazu eingerichtet ist, an ein Sicherheitsdokument angelegt zu werden zwecks Positionierung und/oder Fixierung des Sicherheitsdokumentes. Dabei weist die Matrize zumindest eine Aussparung für einen Durchtritt eines Laserstrahls auf Die Vorrichtung umfasst eine zweite Matrize und ist derart eingerichtet, um ein Sicherheitsdokument zwischen der ersten Matrize und der zweiten Matrize zu positionieren und/oder zu fixieren. Weiterhin ist mindestens eine Matrize derart bewegbar, dass ein zwischen den beiden Matrizen positioniertes Sicherheitsdokument mit einer von wenigstens einer Matrize auf das Sicherheitsdokument bewirkten Druckkraft beaufschlagt ist. Mindestens eine Matrize ist pneumatisch angetrieben oder antreibbar, um an das Sicherheitsdokument angelegt zu werden.
- Insbesondere ist erfindungsgemäß vorgesehen, dass die Einrichtung zur Realisierung eines Laserstrahls einen CO2-Laserstrahl ermöglicht.
- Eine Perforation umfasst mindestens ein Loch, insbesondere jedoch mehrere Löcher. Dabei kann die Form und Größe der einzelnen Löcher variieren. Die Form umfasst insbesondere Figuren deren Grundfläche einem Kreis, einer Ellipse oder einem Vieleck entspricht. In vorteilhafter Weise sind die einzelnen Löcher derart zueinander angeordnet, dass sie gemeinsam ein spezifisches Muster ausbilden, beispielsweise Ziffern einer Seriennummer.
- Mittels eines CO2-Laserstrahls ist eine Herstellung einer konischen Perforation möglich. Bei einer derartigen Perforation weist die Querschnittsfläche eines Loches in der Ebene, in der der Laserstrahl zuerst auf ein Sicherheitsdokument trifft, ein Maximum auf, und nimmt beim weiteren Durchgang durch das Sicherheitsdokument ab. Diese Form der Perforation ist von Vorteil, da sie einen zusätzlichen Schutz gegen Verfälschung und/oder Totalfälschung bietet, da sie nicht durch Stanzen zu erzeugen ist.
- Perforationen können ein Sicherheitsdokument gesamt durchdringen. Das bedeutet, dass eine durchgängige Perforation von der Frontseite bis zur Rückseite des Sicherheitsdokumentes hergestellt ist. Insbesondere bei buchartigen Sicherheitsdokumenten ist des Weiteren möglich, dass die Perforation derart eingebracht wird, dass nicht das gesamte Sicherheitsdokument durchdrungen wird. Buchartige Sicherheitsdokumente weisen Seiten auf und können zudem einen Bucheinband aufweisen, der Deckel umfasst. Perforationen können so hergestellt werden, dass sie nur eine vorgegebene Anzahl an Seiten und/oder Deckeln durchdringen. In dem Fall werden die Matrizen an die zu bearbeitenden Seiten angelegt.
- Gemäß der Erfindung ist es sowohl möglich, dass das Sicherheitsdokument an die Matrize angelegt wird, als auch, dass die Matrize an das Sicherheitsdokument angelegt wird.
- Die erfindungsgemäße Vorrichtung ist von Vorteil, da sie ein Anlegen des Sicherheitsdokumentes an eine Matrize ermöglicht, durch deren Aussparungen ein Laserstrahl durchtreten kann.
- Nach der Erfindung umfasst die Vorrichtung eine zweite Matrize. Die Vorrichtung ist dabei derart eingerichtet, ein Sicherheitsdokument zwischen der ersten Matrize und der zweiten Matrize zu positionieren und/oder zu fixieren.
- Dabei kann das gesamte Sicherheitsdokument zwischen den Matrizen positioniert und/oder fixiert werden oder die zu bearbeitenden Seiten eines buchartigen Sicherheitsdokumentes. Die Erfindung umfasst, dass die beiden Matrizen parallel zueinander angeordnet sind, insbesondere derart, dass Aussparungen in der ersten Matrize Aussparungen in der zweiten Matrize gegenüberliegen bzw. deren Längsachsen miteinander fluchten. Dadurch wird erfindungsgemäß vorteilhaft ermöglicht, dass ein Laserstrahl beide Matrizen sowie das zwischen ihnen positionierte Sicherheitsdokument oder die zu bearbeitenden Seiten durchdringen kann.
- Gemäß der Erfindung ist vorgesehen, dass mindestens eine Matrize derart bewegbar ist, dass ein zwischen den beiden Matrizen positioniertes Sicherheitsdokument mit einer von wenigstens einer Matrize auf das Sicherheitsdokument bewirkten Druckkraft beaufschlagt ist.
- Das umfasst, dass das Sicherheitsdokument oder die zu bearbeitenden Seiten zwischen den zwei Matrizen gepresst werden können.
- Der Vorteil dieser Ausführungsform liegt darin, dass durch das Pressen das Sicherheitsdokument positionstreu gehalten wird, mindestens für die Dauer des Einbringens der Perforation. Dies erhöht die Genauigkeit der eingebrachten Perforation, da das Sicherheitsdokument oder die zu bearbeitenden Seiten, während der Herstellung der Perforation ihre Position nicht verändern können.
- Die Erfindung ist nicht darauf beschränkt, dass eine Matrize bewegt wird, sondern umfasst zudem, dass beide Matrizen bewegt werden, insbesondere derart, dass sie aufeinander zu bewegt werden.
- Die Erfindung sieht vor, dass mindestens eine Matrize pneumatisch angetrieben oder antreibbar ist, um an das Sicherheitsdokument angelegt zu werden.
- Der pneumatische Antrieb der Erfindung bewirkt, dass aufgrund der verwandten Pneumatik keine Verunreinigungen zu befürchten sowie auftretende Kräfte flexibel einstellbar sind.
- Nach einer weiteren Ausführungsform ist die Vorrichtung derart eingerichtet, dass mindestens eine Matrize reversibel angeordnet oder anordbar ist. Das bedeutet, dass diese Matrize mechanisch lösbar angeordnet ist. Dies ermöglicht eine Demontage und Montage und somit einen Austausch der Matrize.
- Ein Austausch einer Matrize kann aufgrund einer Beschädigung einer Matrize notwendig sein. Eine einfache und zeitsparende Methode des Austausches hat nur kurz andauernde Ausfallzeiten der Vorrichtung zur Folge, so dass die Effizienz der Vorrichtung vorteilhaft erhöht ist.
- Zudem ist es möglich, dass für die Herstellung von Perforationen in unterschiedlichen Sicherheitsdokumenten, beispielsweise mit unterschiedlichen Sicherheitsstandards, unterschiedliche Matrizen verwandt werden müssen. Die vorteilhafte Ausführungsform mit reversibel anordbarer Matrize ermöglicht, dass die Vorrichtung bei der Herstellung unterschiedlicher Sicherheitsdokumente eingesetzt werden kann. Dies ist ein wirtschaftlicher Vorteil, da für deren Herstellung nicht jeweils eigene Vorrichtungen zur Herstellung einer Perforation zur Verfügung gestellt werden müssen, sondern lediglich unterschiedliche Matrizen. Des Weiteren ist dabei von Vorteil, dass Perforationen in unterschiedlichen Sicherheitsdokumenten hergestellt werden können, ohne dass die Produktionsfläche erhöht werden muss.
- Gemäß einer Ausführungsform der Erfindung ist vorgesehen, dass die Vorrichtung eine Absaugvorrichtung oder eine Anschlussvorrichtung zwecks strömungstechnischen Anschlusses einer Absaugvorrichtung umfasst, wobei die Absaugvorrichtung insbesondere für ein Absaugen von Perforationsstaub eingerichtet ist.
- Vorteilhaft dabei ist, dass eine Möglichkeit zum Absaugen von Perforationsstaub gegeben wird, so dass der Arbeitsschutz erhöht wird. Zudem ist von Vorteil, dass sich weniger Perforationsstaub an Teilen der Vorrichtung absetzen kann, was anderenfalls zu Funktionsausfällen der Vorrichtung führen könnte, so dass der Wartungsaufwand verringert ist.
- Nach einer weiteren Ausführungsform ist vorgesehen, dass der von zumindest einer Aussparung einer Matrize ausgebildete Hohlraum in der Matrize strömungstechnisch mit der Absaugvorrichtung bzw. der Anschlussvorrichtung zwecks strömungstechnischen Anschlusses einer Absaugvorrichtung verbindbar oder verbunden ist, insbesondere zwecks Absaugens von Perforationsstaub aus dem von der Aussparung ausgebildeten Hohlraum in der Matrize.
- Unter Perforationsstaub sind die feinen Partikel, die beim Perforieren insbesondere Perforieren mittels CO2-Lasers entstehen, zu verstehen. Gelangt Perforationsstaub in den Atmungsapparat kann es unter anderem zu Reizungen im Atmungsapparat führen und möglicherweise langfristige Schäden zur Folge haben. Diese erfindungsgemäße Ausgestaltung der Vorrichtung verhindert in besonders effizienter Weise eine derartige Schädigung von anwesenden Personen.
- Senkrecht zu der Ebene, in der die Matrize an das Sicherheitsdokument anlegbar ist, durchdringt eine Aussparung erfindungsgemäß die ganze Matrize. Der Hohlraum in der Matrize wird von der Ebene, in der die Matrize an das Sicherheitsdokument anlegbar ist sowie durch eine parallel zur Anlage-Ebenen verlaufende Ebene begrenzt. Seitlich wird der Hohlraum durch das Material der Matrize begrenzt.
- Diese Ausführungsform der Erfindung ist von Vorteil, da so ein Absaugen des Perforationsstaubes insbesondere mit geringem Abstand zu dessen Entstehungsbereich ermöglicht wird. Der Perforationsstaub wird effizient abgesaugt und der Anteil des Staubes, der sich über die Luft verteilen kann, verringert. In Hinblick auf den Arbeitsschutz ist dies vorteilhaft. Des Weiteren ist von Vorteil, dass nur geringe Mengen an Perforationsstaub eine Verunreinigung der Vorrichtung bzw. einzelner Vorrichtungselemente verursachen können, so dass der Wartungsaufwand verringert wird.
- Eine weitere Ausführungsform sieht vor, dass die Vorrichtung weiterhin zumindest ein Leitungselement aufweist, welches strömungstechnisch einerseits mit dem von einer Aussparung ausgebildeten Hohlraum in der Matrize und andererseits mit der Absaugvorrichtung bzw. der Anschlussvorrichtung zwecks strömungstechnischen Anschlusses einer Absaugvorrichtung verbindbar oder verbunden ist zwecks Absaugens von Perforationsstaub aus dem von der Aussparung ausgebildeten Hohlraum in der Matrize.
- Dabei sind unter Leitungselementen insbesondere Gasleitungselemente zu verstehen.
- Ähnlich wie für die zuvor genannte Ausführungsform ausgeführt, besteht für diese erfindungsgemäße Ausführungsform der Vorteil darin, dass der Perforationsstaub mit geringem Abstand zu seinem Entstehungsbereich abgesaugt wird und zu einer entfernten Einrichtung verbracht wird, so dass ein effizientes Absaugen ermöglicht sowie die Verbreitung des Staubes verringert wird.
- Nach einer weiteren Ausführungsform ist die Vorrichtung derart eingerichtet, dass sie eine Einhausung zwecks Emissionsschutzes umfasst.
- Gemäß der Erfindung wird zumindest der Bereich der Vorrichtung eingehaust, in dem sich die Matrizen befinden. Durch den Emissionsschutz wird der Arbeitsschutz weiter erhöht, da eine Verbreitung des Perforationsstaubes, der nicht aus den Hohlräumen der Matrize abgesaugt wurde, verhindert wird.
- Der Emissionsschutz der Vorrichtung durch die Einhausung sorgt gemäß DGUV dafür, dass eine maximal zulässige Bestrahlung, auch durch reflektierte oder gestreute Laserstrahlung, nicht überschritten wird. Ebenso stellt die Einhausung eine weitere Barriere für die entstehenden Zersetzungsprodukte der Laser-Materie-Wechselwirkung in Form von Abtrag von Material durch Verdampfen dar.
- Gemäß einer Ausführungsform der Erfindung weist die Vorrichtung eine Verfahreinrichtung auf, welche eine Bewegung der Vorrichtung oder von Modulen der Vorrichtung aus einer Arbeitsposition in eine Wartungsposition ermöglicht, insbesondere parallel zur Ebene, in der die Matrize an das Sicherheitsdokument anlegbar ist.
- Dadurch wird ein einfacher Zugriff auf Bereiche oder Module der Vorrichtung ermöglicht. Insbesondere bei einer erfindungsgemäßen Ausführungsform der Vorrichtung, die auf engem Raum eine Absaugung, einen Emissionsschutz sowie die Austauschbarkeit und die pneumatische Verfahrbarkeit der Matrizen ermöglicht, ist dies von Vorteil.
- Eine weitere Ausführungsform sieht vor, dass die Vorrichtung ein Wegmesssystem umfasst, das mechanisch mit wenigstens einer Matrize verbunden ist, so dass aus dem Abstand der Matrizen zueinander eine Information hinsichtlich der Dicke des zwischen den Matrizen befindlichen Materials des Sicherheitsdokumentes generierbar und diese Information zur Einstellung der Laserleistung verwertbar ist.
- Dabei ist mit dem Abstand der Matrizen zueinander ihr Abstand senkrecht zur Auflageebene des Sicherheitsdokumentes gemeint. Der Abstand kann anhand der Position der Matrizen zueinander bestimmt werden. Alternativ kann erfindungsgemäß der Abstand anhand der Position von wenigstens einem Vorrichtungselementdetektiert werden, das mit einer Matrize verbunden ist.
- Das zwischen den Matrizen befindliche Material des Sicherheitsdokumentes kann das gesamte Sicherheitsdokument sein. Falls Perforationen in einem buchartigen Sicherheitsdokument derart eingebracht werden sollen, dass nur eine vorgegebene Anzahl an Seiten und/oder Deckeln durchdrungen werden soll, umfasst das zwischen den Matrizen befindliche Material die zu bearbeitenden Seiten.
- Der Vorteil dieser erfindungsgemäßen Vorrichtung ist, dass anhand der Dicke des Sicherheitsdokumentes oder der Summe der zu bearbeitenden Seiten die Laserleistung eingestellt werden kann. Derart lässt sich die Laserleistung zur Verfügung stellen, die für eine präzise Perforation benötigt wird.
- Ein weiterer Aspekt der Erfindung betrifft ein Verfahren zur Herstellung einer Perforation in einem Sicherheitsdokument, insbesondere in einem buchartigen Identifikationsdokument wie einem Passbuch. Dabei wird eine erfindungsgemäße Vorrichtung zur Herstellung einer Perforation in einem Sicherheitsdokument zur Verfügung gestellt. Ein Sicherheitsdokument wird dieser Vorrichtung zugeführt und an wenigstens eine Matrize angelegt bzw. die Matrize an das Sicherheitsdokument angelegt. Mittels zumindest eines Laserstrahls wird mindestens eine Perforation in das Sicherheitsdokument eingebracht.
- Da die Matrize erfindungsgemäß zumindest eine Aussparung aufweist, kann der Laserstrahl die Aussparung und damit die Matrize sowie das Sicherheitsdokument oder die zu bearbeitenden Seiten des Sicherheitsdokumentes durchdringen, bei gleichzeitiger Gewährleistung der gewünschten Position der zu perforierenden Elemente.
- Gemäß einer Ausführungsform des Verfahrens wird mindestens eine Matrize bewegt, insbesondere pneumatisch bewegt. Dadurch wird ein Pressen eines Sicherheitsdokumentes zwischen zwei Matrizen bewirkt.
- Nach einer weiteren Ausführungsform ist vorgesehen, dass beim Pressen des Sicherheitsdokumentes aus dem Abstand der Matrizen zueinander eine Information hinsichtlich der Dicke des zwischen den Matrizen befindlichen Materials des Sicherheitsdokumentes generiert wird und diese Information zur Einstellung der Laserleistung verwertet wird.
- Der Vorteil dieses erfindungsgemäßen Verfahrens ist, dass anhand der Dicke des gepressten Sicherheitsdokumentes oder der Summe der gepressten zu bearbeitenden Seiten die Laserleistung eingestellt werden kann, die für eine präzise Perforation benötigt wird.
- Des Weiteren wird eine Automatisierung der Herstellung ermöglicht, so dass die Effizienz erhöht werden kann.
- Nach einer weiteren Ausführungsform des Verfahrens ist vorgesehen, dass aus zumindest einem in einer Aussparung einer Matrize ausgebildeten Hohlraum in einer Matrize Perforationsstaub abgesaugt wird.
- Diese ist von Vorteil, da ein Absaugen des Perforationsstaubes mit geringem Abstand zu dessen Entstehungsbereich ermöglicht wird. Der Anteil des Staubes, der sich über die Luft verteilen kann, wird verringert. Dies ist vorteilhaft hinsichtlich des Arbeitsschutzes. Zudem ist von Vorteil, dass nur geringe Mengen an Perforationsstaub eine Verunreinigung der Vorrichtung bzw. einzelner Vorrichtungselemente verursachen können, so dass der Wartungsaufwand verringert wird.
- Die erfindungsgemäße Vorrichtung und das erfindungsgemäße Verfahren sind vielseitig gewerblich anwendbar. Sie können für die Herstellung von Perforationen in verschiedenen Sicherheitsdokumenten eingesetzt werden. Insbesondere können sie für die Herstellung von Perforationen in buchartigen Identifikationsdokumenten wie Passbüchern verwandt werden. In diesen Sicherheitsdokumenten werden mit Hilfe von Perforationen Sicherheitsmerkmale realisiert.
- Im Folgenden werden weitere Aspekte der Erfindung anhand von Figuren beschrieben, aus denen weitere Ausführungsformen und Vorteile abgeleitet werden können.
-
Figur 1 zeigt eine perspektivische, Darstellung einer Vorrichtung zur Herstellung zumindest einer Perforation mit angelegtem Sicherheitsdokument mit einer Einhausung im geschnittenen Zustand, -
Figur 2 zeigt eine perspektivische teilweise geöffnete Darstellung einer Vorrichtung zur Herstellung zumindest einer Perforation, und -
Figur 3 zeigt eine perspektivische Ansicht eines Ausschnitts einer Vorrichtung zur Herstellung zumindest einer Perforation. - Zur Beschreibung der Figuren und Erklärung des Verfahrens werden die Figuren und die Anwendungen lediglich anhand einer Perforation in einem buchartigen Sicherheitsdokument gegeben. Dabei soll die Perforation nur eine vorgegebene Anzahl an Seiten sowie einen Deckel durchdringen. Die Beschreibungen bedeuten keine Einschränkung auf die Herstellung einer solchen Perforation. Die Erfindung betrifft ebenfalls die Herstellung einer Perforation, die ein gesamtes Sicherheitsdokument durchdringt, sowie das Herstellen einer Perforation, die einen Deckel eines buchartigen Sicherheitsdokumentes oder mindestens eine Seite durchdringt. Die Beschreibungen gelten ebenso entsprechend für die Herstellung dieser Perforationen.
- Die
Figuren 1 und2 zeigen detaillierte perspektivische Darstellungen einer Vorrichtung zur Herstellung einer Perforation 10. Die Vorrichtung ist von einem Gehäuse 1 umgeben, auf einer Platte 3 angeordnet und umfasst eine Anschlussvorrichtung zwecks Anschlusses einer Einrichtung zur Realisierung eines Laserstrahls 12, eine Absaugvorrichtung 60 sowie eine Verfahreinrichtung 40. Die Absaugvorrichtung 60 ist über einen Absaugstutzen 62 mit einem Absaugaggregat 64 verbunden. Weiterhin sind die Matrizen 20,22 gezeigt sowie Hubzylinder 50 und Kolben 52, mittels derer die Matrizen 20,22 pneumatisch angetrieben werden. Die Hubzylinder 50 sind mit Leitungselementen 54 für den pneumatischen Antrieb verbunden. - Die
Fig. 1 umfasst zudem ein Sicherheitsdokument 70, das in der Vorrichtung zur Herstellung zumindest einer Perforation 10 anliegt. Das Sicherheitsdokument 70 wird von einem Träger 80 gehalten, der Aussparungen aufweist. Diese ermöglichen eine Anlage des Sicherheitsdokumentes 70 an die Matrizen 20,22. InFig. 1 ist zudem die Einhausung 30, die als Emissionsschutz dient, teilweise dargestellt. - Aus der
Fig. 2 ist die Positionierung der zwei Matrizen 20,22 ersichtlich. Des Weiteren ist inFig. 2 zusätzlich eine Verbindung zur Absaugvorrichtung 14, das heißt eine Verbindung zwischen der Absaugvorrichtung 60 und dem Bereich der Vorrichtung zur Herstellung zumindest einer Perforation, in dem die Matrizen 20,22 positionierbar sind, gezeigt. -
Figur 3 zeigt eine perspektivische Ansicht eines Ausschnitts einer Vorrichtung zur Herstellung zumindest einer Perforation 10. Insbesondere sind die Matrizen 20,22 gezeigt sowie ein Sicherheitsdokument 70. DieFig. 3 zeigt die Anordnung der Matrizen 20,22 und des Sicherheitsdokumentes 70. Veranschaulicht sind insbesondere die Positionen der Matrizen 20,22 zueinander sowie die Position eines Sicherheitsdokumentes 70 in Relation zu den Matrizen 20,22. Die Matrizen 20,22 sind parallel zueinander angeordnet. Die Matrizen 20,22 umfassen Aussparungen 24. Die erste Matrize 20 ist pneumatisch bewegbar und mit dem Kolben 52 verbunden. Hubzylinder 50 sowie ein Leitungselement 54 für den pneumatischen Antrieb sind dargestellt. - Das buchartige Sicherheitsdokument 70 ist aufgeschlagen. Die zu bearbeitenden Seiten 72 umfassen Buchseiten sowie einen Deckel. Das aufgeschlagene Sicherheitsdokument 70 wird so vom Träger 80 in die Vorrichtung zur Herstellung zumindest einer Perforation 10 eingebracht, dass die zu bearbeitenden Seiten 72 zwischen den beiden Matrizen 20,22 positioniert und parallel zu den Matrizen 20,22 angeordnet sind.
Fig. 3 zeigt die Position der Matrizen 20,22 und des Sicherheitsdokumentes 70 nachdem in dieses eine Perforation 76 eingebracht wurde. Das Sicherheitsdokument 70 wird nicht mehr zwischen den Matrizen 20,22 gepresst und kann in einem nächsten Arbeitsschritt aus der Vorrichtung zur Herstellung zumindest einer Perforation 10 hinausbewegt werden. -
- 1
- Gehäuse
- 3
- Platte
- 10
- Vorrichtung zur Herstellung zumindest einer Perforation
- 12
- Anschlussvorrichtung
- 14
- Verbindung zur Absaugvorrichtung
- 20
- erste Matrize
- 22
- zweite Matrize
- 24
- Aussparung
- 30
- Einhausung
- 40
- Verfahreinrichtung
- 50
- Hubzylinder
- 52
- Kolben
- 54
- Leitungselement
- 60
- Absaugvorrichtung
- 62
- Absaugstutzen
- 64
- Absaugaggregat
- 70
- Sicherheitsdokument
- 72
- zu bearbeitenden Seiten
- 74
- Deckel
- 76
- Perforation
- 80
- Träger
Claims (12)
- Vorrichtung zur Herstellung einer Perforation (10) in einem Sicherheitsdokument (70), insbesondere in einem buchartigen Identifikationsdokument wie z.B. in einem Passbuch, die zumindest eine Einrichtung zur Realisierung eines Laserstrahls zum Einbringen der Perforation aufweist oder mindestens eine Anschlussvorrichtung (12) zwecks Anschluss zumindest einer Einrichtung zur Realisierung eines Laserstrahls aufweist,
wobei die Vorrichtung mindestens eine erste Matrize (20) umfasst, die dazu eingerichtet ist, an ein Sicherheitsdokument (70) angelegt zu werden zwecks Positionierung und/oder Fixierung des Sicherheitsdokumentes (70), wobei die Matrize (20) zumindest eine Aussparung (24) für einen Durchtritt eines Laserstrahls aufweist.
und eine zweite Matrize (22) umfasst, wobei die Vorrichtung derart eingerichtet ist, ein Sicherheitsdokument (70) zwischen der ersten Matrize (20) und der zweiten Matrize (22) zu positionieren und/oder zu fixieren.
wobei mindestens eine Matrize (20,22) derart bewegbar ist, dass ein zwischen den beiden Matrizen (20,22) positioniertes Sicherheitsdokument (70) mit einer von wenigstens einer Matrize (20,22) auf das Sicherheitsdokument bewirkten Druckkraft beaufschlagt ist,
dadurch gekennzeichnet, dass mindestens eine Matrize (20,22) pneumatisch angetrieben oder antreibbar ist, um an das Sicherheitsdokument (70) angelegt zu werden. - Vorrichtung zur Herstellung einer Perforation (10) in einem Sicherheitsdokument (70) gemäß Anspruch 1, dadurch gekennzeichnet, dass die Vorrichtung derart eingerichtet ist, dass mindestens eine Matrize (20,22) reversibel angeordnet oder anordbar ist, so dass eine Demontage und Montage und daher ein Austausch der Matrize (20,22) möglich ist.
- Vorrichtung zur Herstellung einer Perforation (10) in einem Sicherheitsdokument (70) gemäß einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Vorrichtung eine Absaugvorrichtung (60) oder eine Anschlussvorrichtung zwecks strömungstechnischem Anschluss einer Absaugvorrichtung (14) umfasst, wobei die Absaugvorrichtung (60) insbesondere für ein Absaugen von Perforationsstaub eingerichtet ist.
- Vorrichtung zur Herstellung einer Perforation (10) in einem Sicherheitsdokument (70) gemäß Anspruch 3, dadurch gekennzeichnet, dass der von zumindest einer Aussparung (24) einer Matrize (20,22) ausgebildete Hohlraum in der Matrize (20,22) strömungstechnisch mit der Absaugvorrichtung (60) bzw. der Anschlussvorrichtung zwecks strömungstechnischem Anschluss einer Absaugvorrichtung (14) verbindbar oder verbunden ist, zwecks Absaugen von Perforationsstaub aus dem von der Aussparung ausgebildeten Hohlraum in der Matrize (20,22).
- Vorrichtung zur Herstellung einer Perforation (10) in einem Sicherheitsdokument (70) gemäß einem der Ansprüche 3 und 4, dadurch gekennzeichnet, dass die Vorrichtung weiterhin zumindest ein Leitungselement aufweist, welches strömungstechnisch einerseits mit dem von einer Aussparung ausgebildeten Hohlraum in der Matrize (20,22) und andererseits mit der Absaugvorrichtung (60) bzw. der Anschlussvorrichtung zwecks strömungstechnischem Anschluss einer Absaugvorrichtung (14) verbindbar oder verbunden ist zwecks Absaugen von Perforationsstaub aus dem von der Aussparung ausgebildeten Hohlraum in der Matrize (20,22).
- Vorrichtung zur Herstellung einer Perforation (10) in einem Sicherheitsdokument (70) gemäß einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Vorrichtung eine Einhausung (30) zwecks Emissionsschutz umfasst.
- Vorrichtung zur Herstellung einer Perforation (10) in einem Sicherheitsdokument (70) gemäß einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Vorrichtung eine Verfahreinrichtung (40) aufweist, welche eine Bewegung der Vorrichtung oder von Modulen der Vorrichtung aus einer Arbeitsposition in eine Wartungsposition ermöglicht.
- Vorrichtung zur Herstellung einer Perforation (10) in einem Sicherheitsdokument (70), gemäß einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Vorrichtung ein Wegmesssystem umfasst, das mechanisch mit wenigstens einer Matrize verbunden ist, so dass aus dem Abstand der Matrizen (20,22) zueinander eine Information hinsichtlich der Dicke des zwischen den Matrizen (20,22) befindlichen Materials des Sicherheitsdokumentes (70) generierbar und diese Information zur Einstellung der Laserleistung verwertbar ist.
- Verfahren zur Herstellung einer Perforation in einem Sicherheitsdokument (70), insbesondere in einem buchartigen Identifikationsdokument wie z.B. in einem Passbuch, bei dem- eine Vorrichtung zur Herstellung einer Perforation (10) in einem Sicherheitsdokument (70) gemäß mindestens einem der Ansprüche 1 bis 8 zur Verfügung gestellt wird,- ein Sicherheitsdokument (70) der Vorrichtung zugeführt wird,- das Sicherheitsdokument (70) an wenigstens eine Matrize (20,22) angelegt wird,
und mittels zumindest eines Laserstrahls eine Perforation (76) in das Sicherheitsdokument (70) eingebracht wird. - Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass mindestens eine Matrize (20,22) bewegt wird, insbesondere pneumatisch bewegt wird, und dadurch ein Pressen eines Sicherheitsdokumentes (70) zwischen zwei Matrizen (20,22) bewirkt wird.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass beim Pressen des Sicherheitsdokumentes (70) aus dem Abstand der Matrizen (20,22) zueinander eine Information hinsichtlich der Dicke des zwischen den Matrizen (20,22) befindlichen Materials des Sicherheitsdokumentes (70) generiert wird und diese Information zur Einstellung der Laserleistung verwertet wird.
- Verfahren nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass aus zumindest einem in einer Aussparung (24) einer Matrize (20,22) ausgebildeten Hohlraum in einer Matrize (20,22) Perforationsstaub abgesaugt wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018103638.8A DE102018103638B4 (de) | 2018-02-19 | 2018-02-19 | Vorrichtung und Verfahren zur Herstellung einer Perforation in einem Sicherheitsdokument |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3530481A1 EP3530481A1 (de) | 2019-08-28 |
| EP3530481B1 true EP3530481B1 (de) | 2021-03-31 |
Family
ID=65493875
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19157675.0A Active EP3530481B1 (de) | 2018-02-19 | 2019-02-18 | Vorrichtung zur herstellung einer perforation in einem sicherheitsdokument |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3530481B1 (de) |
| DE (1) | DE102018103638B4 (de) |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3835999C2 (de) | 1988-10-21 | 2001-05-10 | Gao Ges Automation Org | Verfahren und Vorrichtung zum Herstellen eines Identifikationsdokuments in Buchform |
| NL9400498A (nl) | 1994-03-29 | 1995-11-01 | Iai Bv | Door middel van een laserlichtbundel van patronen voorziene waardedrager. |
| PT1144201E (pt) | 1999-01-21 | 2003-07-31 | Iai Bv | Documento de seguranca com um padrao de perfuracao |
| US6783067B2 (en) | 2000-01-28 | 2004-08-31 | Datacard Corporation | Passport production system and method |
| DE10218252B4 (de) | 2001-05-02 | 2014-04-30 | Ruhlamat Gmbh | Verfahren und Vorrichtung zum Anbringen von Sicherungsmassnahmen an Passbüchern |
| DE10159561B4 (de) | 2001-12-05 | 2017-09-21 | Bundesdruckerei Gmbh | Vorrichtung zur Bearbeitung von Buch- und Blattware |
| EP1388423B1 (de) * | 2002-08-05 | 2005-11-23 | Kugler-Womako GmbH | Einrichtung und Verfahren zum Perforieren eines Buches |
| DE202005011521U1 (de) | 2005-07-19 | 2005-10-06 | Bundesdruckerei Gmbh | Buchartiges Dokument, insbesondere Identifikationsdokument |
| DE102006052527A1 (de) | 2005-11-14 | 2007-05-24 | Procard Gmbh | Vorrichtung und Verfahren zum Herstellen personalisierter Dokumente |
| DE102006005127B4 (de) * | 2006-02-04 | 2008-06-19 | Mühlbauer Ag | Verfahren und Vorrichtung zum Reinigen von Matrizenelementen für Perforationsbearbeitungsvorgänge an Dokumenten |
| DE102014211567B3 (de) * | 2014-06-17 | 2015-10-29 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Blechbearbeitungsmaschine mit einer Späneabsaugeinrichtung und Verfahren zum Erfassen einer Störung in der Späneabsaugeinrichtung |
-
2018
- 2018-02-19 DE DE102018103638.8A patent/DE102018103638B4/de active Active
-
2019
- 2019-02-18 EP EP19157675.0A patent/EP3530481B1/de active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3530481A1 (de) | 2019-08-28 |
| DE102018103638A1 (de) | 2019-08-22 |
| DE102018103638B4 (de) | 2024-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3427686A1 (de) | Locher | |
| DE60023067T2 (de) | Vorrichtung zum Einstellen der Lage eines Abfallauswerfers und eines Schneidzylinders | |
| EP1889696A1 (de) | Stanzvorrichtung und Verfahren zum Betrieb davon | |
| EP3509806B1 (de) | Verfahren zur bearbeitung eines substrats mit einem stanzstempel | |
| DE102009034437A1 (de) | Vorrichtung und Verfahren zur Ausbildung einer Kontur in einem Kartenkörper für einen tragbaren Datenträger, insbesondere für eine Chipkarte | |
| EP3530481B1 (de) | Vorrichtung zur herstellung einer perforation in einem sicherheitsdokument | |
| DE69900842T2 (de) | Vorrichtung zum lochen und binden von bögen | |
| DE102009028003A1 (de) | Stanzwerkzeug zum Herstellen von Zuschnitten aus Karton, Pappe, Schaumstoff oder dergleichen | |
| DE3125843A1 (de) | "verfahren und vorrichtung zum ausstanzen von flaechigem material" | |
| DE2300518C3 (de) | Verfahren zum Ausstanzen von Seitenregistern | |
| EP3527340B1 (de) | Vorrichtung sowie verfahren zur durchführung wenigstens eines schnittvorganges | |
| EP3527401B1 (de) | System und verfahren zur herstellung, bearbeitung und/oder prüfung eines buchartigen sicherheitsdokumentes | |
| DE4243300C2 (de) | Kombinierter Loch-Ös-Apparat | |
| DE102008049617A1 (de) | Vorrichtung zum Einbringen von Nuten in einen Karton- oder Papierbogen, Verfahren hierzu sowie Verwendung einer derartigen Vorrichtung | |
| EP4303026B1 (de) | Verfahren und vorrichtung zur erstellung eines booklets | |
| EP3527395B1 (de) | Vorrichtung sowie verfahren zur durchführung wenigstens eines schnittvorganges | |
| DE69626703T2 (de) | Perforationsgerät | |
| DE10134817A1 (de) | Kartenförmiger Datenträger mit Sicherheitsfaden und Verfahren zur Herstellung desselben | |
| DE10218252B4 (de) | Verfahren und Vorrichtung zum Anbringen von Sicherungsmassnahmen an Passbüchern | |
| DE102018103628B4 (de) | Vorrichtung sowie Verfahren zur Durchführung wenigstens eines Schnittvorganges | |
| DE102016010625A1 (de) | Verfahren zum maschinellen Stanzen von Nutzen sowie zugehörige Vorrichtung, Faltschachtel und Kodierungsverfahren | |
| EP3116695A1 (de) | Vorrichtung zum lochen eines heft- und/oder lochrandes eines druckmediums | |
| DE844597C (de) | Einrichtung zum Perforieren bzw. Stanzen, vorzugsweise zum Einbau in Druckmaschinen | |
| EP3909783A1 (de) | Verfahren zur herstellung eines sicherheitsmerkmals an einem buchartigen wert- oder sicherheitsdokument sowie buchartiges wert- oder sicherheitsdokument | |
| DE10105703A1 (de) | Wechseleinrichtung für Bearbeitungswerkzeuge |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200219 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20201030 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1376511 Country of ref document: AT Kind code of ref document: T Effective date: 20210415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019001074 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210630 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210731 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210802 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019001074 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220228 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220218 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220228 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20190218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250218 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1376511 Country of ref document: AT Kind code of ref document: T Effective date: 20240218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240218 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250219 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250220 Year of fee payment: 7 |