EP3015171A2 - Vorrichtung und verfahren zum bearbeiten von aufgabegut - Google Patents
Vorrichtung und verfahren zum bearbeiten von aufgabegut Download PDFInfo
- Publication number
- EP3015171A2 EP3015171A2 EP15192471.9A EP15192471A EP3015171A2 EP 3015171 A2 EP3015171 A2 EP 3015171A2 EP 15192471 A EP15192471 A EP 15192471A EP 3015171 A2 EP3015171 A2 EP 3015171A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- hollow body
- processing zone
- process gas
- rotor
- housing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012545 processing Methods 0.000 title claims abstract description 91
- 238000000034 method Methods 0.000 title claims abstract description 65
- 230000008569 process Effects 0.000 claims abstract description 58
- 239000000463 material Substances 0.000 claims abstract description 35
- 238000000227 grinding Methods 0.000 claims description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 4
- 230000004323 axial length Effects 0.000 claims description 2
- 239000007788 liquid Substances 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims description 2
- 238000003754 machining Methods 0.000 abstract description 6
- 239000007789 gas Substances 0.000 description 38
- 239000002245 particle Substances 0.000 description 8
- 239000000126 substance Substances 0.000 description 6
- 238000001035 drying Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000012467 final product Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000000112 cooling gas Substances 0.000 description 2
- 238000004880 explosion Methods 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010410 dusting Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000002226 simultaneous effect Effects 0.000 description 1
- 239000008247 solid mixture Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 230000003685 thermal hair damage Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
- 238000001238 wet grinding Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/18—Adding fluid, other than for crushing or disintegrating by fluid energy
- B02C23/38—Adding fluid, other than for crushing or disintegrating by fluid energy in apparatus having multiple crushing or disintegrating zones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C18/00—Disintegrating by knives or other cutting or tearing members which chop material into fragments
- B02C18/06—Disintegrating by knives or other cutting or tearing members which chop material into fragments with rotating knives
- B02C18/08—Disintegrating by knives or other cutting or tearing members which chop material into fragments with rotating knives within vertical containers
- B02C18/12—Disintegrating by knives or other cutting or tearing members which chop material into fragments with rotating knives within vertical containers with drive arranged below container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/14—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices
- B02C13/18—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices with beaters rigidly connected to the rotor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/14—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices
- B02C13/18—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices with beaters rigidly connected to the rotor
- B02C13/1807—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices with beaters rigidly connected to the rotor the material to be crushed being thrown against an anvil or impact plate
- B02C13/1835—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices with beaters rigidly connected to the rotor the material to be crushed being thrown against an anvil or impact plate by means of beater or impeller elements fixed in between an upper and lower rotor disc
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/26—Details
- B02C13/282—Shape or inner surface of mill-housings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C18/00—Disintegrating by knives or other cutting or tearing members which chop material into fragments
- B02C18/06—Disintegrating by knives or other cutting or tearing members which chop material into fragments with rotating knives
- B02C18/16—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C18/00—Disintegrating by knives or other cutting or tearing members which chop material into fragments
- B02C18/06—Disintegrating by knives or other cutting or tearing members which chop material into fragments with rotating knives
- B02C18/16—Details
- B02C18/22—Feed or discharge means
- B02C18/2216—Discharge means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C18/00—Disintegrating by knives or other cutting or tearing members which chop material into fragments
- B02C18/06—Disintegrating by knives or other cutting or tearing members which chop material into fragments with rotating knives
- B02C18/16—Details
- B02C18/22—Feed or discharge means
- B02C18/2225—Feed means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/18—Adding fluid, other than for crushing or disintegrating by fluid energy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/18—Adding fluid, other than for crushing or disintegrating by fluid energy
- B02C23/20—Adding fluid, other than for crushing or disintegrating by fluid energy after crushing or disintegrating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/18—Adding fluid, other than for crushing or disintegrating by fluid energy
- B02C23/24—Passing gas through crushing or disintegrating zone
Definitions
- the invention relates to a device for processing feedstock according to the preamble of patent claim 1 and to a method for processing feedstock according to the preamble of patent claim 14.
- the desired properties of the final product can not always be achieved in one processing step in terms of shape, size, surface, composition and the like.
- too intensive processing of the feedstock leads to an undesirably high heat input into the product.
- the good particles in the course of processing get a sticky surface, which leads to the formation of lumps during subsequent sagging.
- Initiation of hot air is a drying of the feed material is effected.
- the object of the invention is to provide a device and a method with which the execution of several successive processes within the device in the widest possible range of applications is possible.
- the basic idea of the invention lies in the combination of a gas solid stream with at least one process gas stream for carrying out different machining processes within a device.
- the feedstock as a solid phase of the gas solid stream is processed in the first processing zone and is in the second processing zone, which optionally completely or partially overlaps with the first processing zone, united with the process gas stream, which causes the second processing of the feed.
- the process gas stream is passed directly into the area of the first processing zone and / or the second processing zone with the aid of a hollow body located downstream of the first processing zone.
- Suitable process gases for this purpose are, for example, atmospheric air, steam, carbon dioxide, nitrogen and the like, which may have a predetermined temperature and / or humidity and / or further solids.
- the process gas can be used for cooling the feed material processed in the first processing zone so as to compensate for the heat input into the feed material during processing.
- the feed material can also be quenched by means of an extremely cold process gas, or subjected to a thermal and / or dry process gas for thermal aftertreatment or drying of the processed feedstock.
- the process moisture can be controlled during crop processing.
- the feedstock with the process gas as the carrier gas further substances are supplied.
- a mixture of feedstock and additional material is produced, wherein the mixing ratio can be determined via the respective flow rate of the process gas stream or feedstock stream.
- the materials supplied are used for coating or for coating the good particles coming from the first processing zone.
- the substances on the surface of the particles settle out of the first processing stage and combine with it.
- the materials supplied can also serve to reduce an optionally present tendency of the good particles to form agglomerates, for example by dusting. Vice versa It is also possible to feed the feed material substances that form agglomerates with the good particles or promote the agglomeration of individual good particles.
- Another opening possibility is to supply a reactive material for conversion of the comminuted material. This results in a chemical reaction between the feedstock and the substance. If, by contrast, a catalytic substance is added to the feedstock with the process gas stream, then a process acceleration can be achieved. In addition, an inert gas can be passed as a process gas in a device according to the invention in explosive environment, to ensure effective explosion protection.
- the hollow body to form the at least one opening is open at the end, so that process gas can use the entire cross-section of the hollow body as a flow space, which causes a uniform and uniform flow.
- the hollow body terminates at a clear axial distance from the rotor, so that the lower edge of the hollow body forms a circumferential flow-around edge for the process gas.
- a circumferential passage gap through which the process gas can be uniformly distributed over the circumference of the second processing zone.
- the axial height of the passage gap and thus the flow velocity of the process gas is adjustable by the hollow body and / or the rotor by means of an adjusting device are axially adjustable.
- the hollow body connects with its at least one opening to the rotor.
- the process gas enters the rotor, from where it passes radially into the first processing zone.
- the first and second processing zones overlap completely or partially, so that a simultaneous effect deployment begins.
- an inert environment in the first processing zone can be created in this way as an explosion protection measure.
- a baffle plate may be provided in the rotor, which determines the axial overlap region between the first processing zone and the second processing zone. This makes it possible to determine the start of the second crop processing within the first crop processing. For example, by supplying a cooling gas in the last third of the first processing zone, a temperature increase during the first processing beyond a limit value can be counteracted.
- a further embodiment of the invention provides for thermally isolating the hollow body from the annulus. If, on the other hand, a heat exchange with the annular space takes place via the lateral surface of the hollow body, then the hollow body can be equipped for this purpose with heat exchanger surfaces, preferably on its inside.
- the geometry of the annular space formed by the housing and the hollow body is preferably determined by the shape of the hollow body.
- a cylindrical, preferably circular cylindrical design of the hollow body results in a constant over the axial height radial width of the annular space and thus constant flow conditions for the feedstock.
- the Fig. 1 to 3 show a first embodiment of a device 1 according to the invention in the form of an eddy current mill, which is used for fine and Feinstmahlung of plastics such as thermosets, thermoplastics and elastomers.
- the device 1 comprises a platform-like machine base 2, which terminates at the top with a horizontal mounting plate 3, on which a rotary drive 4 and a support frame 5 are mounted side by side. With the support frame 5, a cylindrical housing 6 is fixedly connected, whose perpendicular to the mounting plate 3 aligned housing axis carries the reference numeral 7.
- the housing 6 is subdivided in the axial direction into an entry-side housing section 8, a central cylindrical Housing section 9 and an outlet-side housing portion 10th
- a rotor 11 is arranged with an axis 7 to the coaxial drive shaft 12.
- the drive shaft 12 is rotatably supported with its lower end portion in a lower bearing 13 and with its opposite end portion in an upper bearing 14.
- the extending through the mounting plate 3 end of the drive shaft 12 carries a multi-pulley 15, which is coupled via drive belt 16 with the multi-pulley 17 of the rotary drive 4.
- the housing 6 Within the housing 6 sits axially perpendicular to the drive shaft 12, an upper support plate 18 and at an axial distance to a plane-parallel lower support plate 19 which rotate with the drive shaft 12. At their periphery, the support disks 18 and 19 have position slots for receiving axially parallel impact plates 20, which are distributed in this manner over the circumference and in operation of a device according to the invention with a peripheral speed of approximately between 100 m / sec and 180 m / sec each move to product.
- the entry-side housing portion 8 forms down the end-side housing closure and has in the region of the axis 7 a concentric inlet opening 21 for the feed material, which surrounds the drive shaft 12 at a light radial distance.
- the inlet opening 21 develops into a flat-cone widening which in this way forms a distributor space 22 with the lower vertical support plate 19, which tapers radially outward and thus accelerates the feed material in this region provides.
- the discharge-side housing portion 10 forms the upper end-side housing closure and accommodates there a concentrically extending to the axis 7 annular channel 23, which merges into a tangentially emerging from the housing portion 10 Gutauslauf 24.
- a cylindrical hollow body 25 is arranged coaxially to the axis 7. With its upper edge 26 of the hollow body 25 forms a tight connection to the discharge-side housing portion 10.
- the axial length of the hollow body 25 is such that the lower edge 27th of the hollow body 25 terminates at a clear axial distance from the upper support disk 18 of the rotor 11.
- the diameter of the hollow body 25 is smaller than the diameter of the rotor 11, so that the inner wall of the housing 6 remains a free annular space 29 which is open in the direction of the rotor 11 and opens up into the annular channel 23.
- the discharge-side housing section 10 also has axially directed nozzles 30, via which a process gas 31 can be introduced into the cavity enclosed by the hollow body 25. About fittings, the amount of the introduced process gas 31 can be adjusted.
- the central cylindrical housing section 9 is subdivided in the axial direction into a first processing zone 33 and a second processing zone 34 (FIG. Fig. 3 ).
- the first processing zone 33 connects directly to the entry-side housing section 8 and is essentially formed by an impact path 35, which is arranged on the inner circumference of the central housing section 9 and forms a grinding gap 36 with the impact plates 20 of the rotor 11.
- the second processing zone 34 in the axial direction directly adjoins the first processing zone 33 and extends in the axial direction both via the passage gap 28 and the annular space 29 up to the annular channel 23.
- the feeding of the device 1 with feed material 37 takes place via an inlet channel 38 which can be filled with feed material 37 via a feed hopper 39.
- a flap 40 is integrated into the inlet channel 38, with which the effective flow cross section can be adjusted in this area.
- the feedstock 37 passes as gas-solid mixture via the inlet channel 38 to the inlet opening 21, through which it flows into the housing interior and there first passes into the distribution chamber 22, where the feed material 37 after deflection in the radial direction to Mahlspalt 36 is accelerated towards.
- the feed material 37 flows helically around the axis 7 upwards and is thereby in the first machining process subjected to comminution.
- process gas 31 in this case cooling gas
- process gas 31 is introduced into the hollow body 25 via the nozzles 30.
- the process gas 31 finally flows over the lower edge 27 of the hollow body 25 and passes after passing through the passage gap 28 in the annular space 29, wherein there is a mixing with the crushed feedstock 37, the air-supplied also enters the annular space 29 and there on the process gas 31 meets.
- interactions occur which are responsible for the course of the second processing process.
- the second processing process consists of a sudden cooling of the comminuted feedstock 37.
- feed material 37 and process gas 31 flow helically through the annular space 29 until they reach the annular channel 23 and are withdrawn via the material outlet 24 from the device according to the invention.
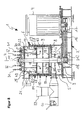
- FIG. 4 shown device 1 largely corresponds to the below Fig. 1 to 3 described.
- 18 openings 41 are arranged in the upper support plate and the hollow body 25 closes with its lower edge 27 close to the support plate 18, including, for example, a sliding seal 42 (FIG. Fig. 6 ) can be provided.
- the process gas 31 is guided in this way via the front side open hollow body 25 through the openings 41 in the region between the upper support plate 18 and lower support plate 19 and there accelerated radially outwardly by the rotor 11, where it passes between the impact plates 20 into the grinding gap 36 arrives.
- the mixing of the material to be worked 37 with the process gas 31 begins in this embodiment already in the grinding gap 36 and continues in the subsequent annulus 29. In this way, the first machining process and the second machining process take place simultaneously.
- Fig. 5 and 6 reveal a further education in Fig. 4 shown device, wherein the rotor 11 is complemented by a circular baffle plate 43, between the upper support plate 18 and lower Support plate 19 is arranged plane-parallel and concentric with these. In this way, a disk-shaped flow space 44 is formed between the upper support disk 18 and the baffle plate 43, in which the process gas 31 flows radially outwards into the end section of the grinding gap 36.
- the feed material 37 and the process gas 31 merely mix in the end region of the grinding path 36, which results in a spatial and temporal overlap of the first processing process and the second processing process.
- Fig. 7 relates to a modification of the device according to the invention already described, in which the hollow body 25 is not hollow cylindrical shape, but is conical.
- the upper edge 26 has a smaller circumference than the lower edge 27.
- the annular space 29 widens in the direction of the annular channel 23. The feed material entering the annular space 29 thus has more volume and a longer dwell time in the annular space 29 Available, whereby the second processing process can last longer.
- the device shown represents an extension of the device and the method by an additional zone 45 for crop processing within the device 1, which is interposed between the first processing zone 33 and the second processing zone 34.
- the rotor 11 is supplemented by an additional support plate 46 which sits at a light axial distance coaxially and plane-parallel between the upper support plate 18 with openings 41 and lower support plate 19 on the axis 7.
- the impact plates 20 of the first processing zone 33 are distributed in a ring over the circumference of the additional support plate 45 and lower support plate 19, to which they are releasably secured.
- the processing tools 47 of the additional processing zone 45 are arranged in a corresponding manner on the upper support plate 18 and additional support plate 46 us are in turn surrounded by a stationary active web 48, which designed according to the additionally desired processing can be.
- the knitting web 48 may be formed by an impact track, which together with a striking effect unfolding processing tools 47 represent a second crushing stage, or knitting web 48 and processing tools 47 generate a vortex field, for coating the originating from the first processing zone 33 good particles.
- the second processing zone 34 in turn corresponds to that under the Fig. 1 to 7 described.
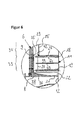
- an outer cylindrical hollow body 25 and additionally an inner cylindrical hollow body 49 are arranged in the cavity enclosed by the housing 6 above the rotor 11 and coaxial with the axis 7 nested and fastened with their upper end on the discharge-side housing portion 10. In this way results between the two hollow bodies 25 and 49, an inner annular space 50.
- the outer hollow body 25 terminates at its lower edge in the clear axial distance to the upper support plate 18, which in turn a passage gap 28 is formed, according to the embodiment of the Fig. 1 to 3 ,
- the inner hollow body 49 closes radially outside the openings 41 sealingly against the upper side of the upper support disk 18, according to the embodiments according to FIG 4 to 6 ,
- Such a design of a device 1 according to the invention makes it possible to guide an additional second process gas stream 32 via the cavity enclosed by the inner hollow body 49 and through the openings 41 into the region between the upper support disk 18 and additional support disk 46, where it is deflected in a radial direction and the additional processing zone 45 is supplied.
- the process gas stream 31 for the second processing zone 33 in the manner described above in the inner annular space 50 between outer hollow body 25 and inner hollow body 49 through the circumferential passage gap 28 between the upper support plate 18 and lower edge 27 of the outer hollow body 25 in the region of the second processing zone 33 brought.
- a simplified - not shown - embodiment of the in FIG. 8 shown is to omit only the additional processing zone 45.
- the rotor 11 has in this case only one provided with openings 41 upper support plate 18 and a lower support plate 19, wherein the hollow body 25 at an axial distance to the upper support plate 18 to form a passage gap 28 ends and the inner hollow body 49 close to the upper support plate 18 radially outside of the openings 41 connects.
- the first process gas stream 31 thus passes through the passage gap 28 into the second processing zone 34, the additional second process gas stream 32 via the openings 41 into the region between the two support disks 18 and 19.
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Crushing And Pulverization Processes (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Turning (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Bearbeiten von Aufgabegut gemäß dem Oberbegriff des Patentanspruchs 1 sowie ein Verfahren zum Bearbeiten von Aufgabegut gemäß dem Oberbegriff des Patentanspruchs 14.
- Bei der Bearbeitung von Aufgabegut lassen sich die gewünschten Eigenschaften des Endprodukts hinsichtlich Form, Größe, Oberfläche, Zusammensetzung und dergleichen nicht immer in einem Bearbeitungsschritt erreichen. Beispielsweise führt bei wärmeempfindlichen Stoffen eine zu intensive Bearbeitung des Aufgabeguts zu einem unerwünscht hohen Wärmeeintrag in das Produkt. Auch ist es möglich, dass die Gutpartikel im Zuge der Bearbeitung eine klebrige Oberfläche erhalten, was beim anschließenden Absacken zur Klumpenbildung führt.
- Aus diesem Grund ist es bekannt, das Aufgabegut stufenweise in aufeinanderfolgenden Bearbeitungsstationen zu bearbeiten, wobei die jeweilige Maschine einer Bearbeitungsstation auf die Art des Aufgabeguts und die gewünschten Eigenschaften des Endprodukts abgestimmt ist.
- Diese Vorgehensweise ermöglicht die Herstellung eines qualitativ hochwertigen Endprodukts, ist jedoch unter wirtschaftlichen Aspekten aufgrund der Notwendigkeit, mehrere Maschinen vorhalten und ein entsprechendes Platzangebot bereitstellen zu müssen sowie aufgrund notwendiger Transporte zwischen den Bearbeitungsstationen oftmals nachteilig. Hinzu kommt, dass aufgrund der räumlichen Trennung zweier Bearbeitungsstationen zeitlich unmittelbar aufeinanderfolgende oder überlappende Bearbeitungsprozesse nicht ausführbar sind.
- Aus diesen Gründen sind auch schon Vorrichtungen entwickelt worden, mit denen sich zwei oder mehrere aufeinanderfolgende Bearbeitungsschritte innerhalb einer Vorrichtung ausführen lassen. So ist in der
DE 197 23 705 C1 eine Wirbelstrommühle beschrieben mit einem Gehäuse, in dem ein mit Mahlorganen bestückter Rotor mit einem feststehenden Stator zur Bearbeitung des Aufgabeguts zusammenwirkt. In dem eintragsseitigen Gehäuseabschnitt findet eine mechanische Zerkleinerung des Aufgabeguts zwischen den Mahlorganen und dem Stator statt; in dem anschließenden Gehäuseabschnitt eine autonome Zerkleinerung der bereits zerkleinerten Partikel im Wirbelfeld. Derartige Vorrichtungen haben sich in der Praxis bestens bewährt. - Darüber hinaus ist aus der
DE 198 23 563 A1 eine Vorrichtung zur Mahltrocknung von Zellulosederivaten bekannt, bei der zur Erhöhung des Schüttgewichts des Endprodukts in der eintragsseitigen Mahlzone eine Nassmahlung stattfindet, gegebenenfalls unter Zugabe von Wasser in den Mahlspalt, während in der sich anschließenden Mahlzone mittels - Einleitung von Heißluft eine Trocknung des Aufgabeguts bewirkt wird.
- Vor diesem Hintergrund besteht die Aufgabe der Erfindung darin, eine Vorrichtung und ein Verfahren bereitzustellen, mit denen die Ausführung mehrerer aufeinanderfolgender Prozesse innerhalb der Vorrichtung in einem möglichst breiten Anwendungsspektrum möglich ist.
- Diese Aufgabe wird durch eine Vorrichtung mit den Merkmalen des Patentanspruchs 1 sowie einem Verfahren mit den Markmalen des Patentanspruchs 14 gelöst.
- Vorteilhafte Ausführungsformen ergeben sich aus den Unteransprüchen.
- Der Grundgedanke der Erfindung liegt in dem Kombinieren eines Gasfeststoffstroms mit mindestens einem Prozessgasstrom zur Durchführung unterschiedlicher Bearbeitungsprozesse innerhalb einer Vorrichtung. Das Aufgabegut als feste Phase des Gasfeststoffstroms wird dabei in der ersten Bearbeitungszone bearbeitet und wird in der zweiten Bearbeitungszone, die gegebenenfalls mit der ersten Bearbeitungszone ganz oder teilweise überlappt, mit dem Prozessgasstrom vereint, der die zweite Bearbeitung des Aufgabeguts bewirkt. Erfindungsgemäß wird dabei der Prozessgasstrom mit Hilfe eines stromabwärts der ersten Bearbeitungszone liegenden Hohlkörpers unmittelbar in den Bereich der ersten Bearbeitungszone und/oder zweiten Bearbeitungszone geleitet. Als vorteilhaft erweist es sich, das Prozessgas nicht punktuell, sondern über den gesamten Umfang des Hohlkörpers zuzuführen, so dass sich die vom Prozessgas ausgehende Wirkung einheitlich in dem vom Hohlkörper und Gehäuseinnenwand gebildeten Ringraum einstellt.
- Ein weiterer Vorteil der Erfindung zeigt sich in den vielfältigen Möglichkeiten unterschiedliche Bearbeitungsprozesse ausführen und kombinieren zu können. Geeignete Prozessgase hierzu sind beispielsweise atmosphärische Luft, Dampf, Kohlendioxid, Stickstoff und dergleichen, die eine vorbestimmte Temperatur und/oder Feuchte und/oder weitere Feststoffe aufweisen können. So kann das Prozessgas beispielsweise zum Kühlen des in der ersten Bearbeitungszone bearbeiteten Aufgabeguts dienen, um so den im Zuge der Bearbeitung erfolgten Wärmeeintrag in das Aufgabegut zu kompensieren. Zur Erzielung mechanisch-physikalischer Effekte kann das Aufgabegut auch mittels eines extrem kalten Prozessgases abgeschreckt werden, oder zur thermischen Nachbehandlung oder Trocknung des bearbeiteten Aufgabeguts mit einem heißen und/oder trockenen Prozessgas beaufschlagt werden. Über die Einstellung des Feuchtegehalts des Prozessgases lässt sich die Prozessfeuchte während der Gutbearbeitung steuern.
- Alternativ oder kumulativ ist es möglich, dass dem Aufgabegut mit dem Prozessgas als Trägergas weitere Stoffe zugeführt werden. Im einfachsten Fall entsteht dabei ein Gutgemisch aus Aufgabegut und zusätzlichem Stoff, wobei das Mischungsverhältnis über die jeweilige Strömungsrate des Prozessgasstroms bzw. Aufgabegutstroms bestimmt werden kann.
- Bei einer anderen Bearbeitungsart werden die zugeführten Stoffe zur Beschichtung bzw. zum Coatieren der aus der ersten Bearbeitungszone kommenden Gutpartikel eingesetzt. Dabei setzten sich die Stoffe auf der Oberfläche der Partikel aus der ersten Bearbeitungsstufe ab und verbinden sich mit dieser.
- Die zugeführten Stoffe können auch zur Verringerung einer gegebenenfalls vorhandenen Neigung der Gutpartikel zur Agglomeratbildung dienen, beispielsweise durch Bestäuben. Umgekehrt ist es auch möglich dem Aufgabegut Stoffe zuzuführen, die mit den Gutpartikeln Agglomerate bilden oder das Agglomerieren einzelner Gutpartikeln fördern.
- Eine weitere sich eröffnende Möglichkeit besteht darin, einen reaktiven Stoff zur Umwandlung des zerkleinerten Guts zuzuführen. Dabei kommt es zu einer chemischen Reaktion zwischen dem Aufgabegut und dem Stoff. Wird hingegen dem Aufgabegut mit dem Prozessgasstrom ein katalytischer Stoff zugegeben, so kann damit eine Prozessbeschleunigung erzielt werden. Darüber hinaus kann in explosionsgefährdeter Umgebung ein Inertgas als Prozessgas in eine erfindungsgemäße Vorrichtung geleitet werden, um einen wirkungsvollen Explosionsschutz zu gewährleisten.
- Vorteilhafterweise ist der Hohlkörper zur Bildung der mindestens einen Öffnung stirnseitig offen, so dass Prozessgas den gesamten Querschnitt des Hohlkörpers als Strömungsraum nutzen kann, was eine gleichmäßige und einheitliche Durchströmung bewirkt.
- Gemäß einer Ausführungsform der Erfindung endet der Hohlkörper im lichten axialen Abstand zum Rotor, so dass der untere Rand des Hohlkörpers eine umlaufende Umströmungskante für das Prozessgas bildet. Zwischen Rotor und Hohlkörper ergibt sich auf diese Weise ein umlaufender Durchtrittsspalt, über den das Prozessgas gleichmäßig über den Umfang verteilt der zweiten Bearbeitungszone zugeführt werden kann. Vorzugsweise ist die axiale Höhe des Durchtrittsspalts und damit die Strömungsgeschwindigkeit des Prozessgases einstellbar, indem der Hohlkörper und/oder der Rotor mittels einer Verstelleinrichtung axial verstellbar sind.
- Gemäß einer anderen Ausführungsform schließt der Hohlkörper mit seiner mindestens einen Öffnung an den Rotor an. Durch die Öffnung erfolgt ein Eintritt des Prozessgases in den Rotor, von wo es radial in die erste Bearbeitungszone gelangt. Bei dieser Ausführungsform überlappen somit erste und zweite Bearbeitungszone ganz oder teilweise, so dass eine gleichzeitige Wirkungsentfaltung einsetzt. Beispielsweise kann auf diese Weise als Explosionsschutzmaßnahme eine inerte Umgebung in der ersten Bearbeitungszone geschaffen werden.
- In vorteilhafter Weiterbildung dieser Ausführungsform kann eine Stauscheibe im Rotor vorgesehen sein, die den axialen Überlappungsbereich zwischen erster Bearbeitungszone und zweiter Bearbeitungszone bestimmt. Damit ist es möglich, den Beginn der zweiten Gutbearbeitung innerhalb der ersten Gutbearbeitung festzulegen. Beispielsweise kann durch Zuführung eines Kühlgases im letzten Drittel der ersten Bearbeitungszone einem Temperaturanstieg während der ersten Bearbeitung über einen Grenzwert hinaus entgegengewirkt werden.
- Um die Kühl- bzw. Heizwirkung des Prozessgases möglichst im Bereich der mindestens einen Öffnung im Hohlkörper zu konzentrieren, sieht eine weitere Ausführungsform der Erfindung vor, den Hohlkörper gegenüber dem Ringraum thermisch zu isolieren. Soll hingegen über die Mantelfläche des Hohlkörpers ein Wärmeaustausch mit dem Ringraum stattfinden, so kann der Hohlkörper zu diesem Zweck mit Wärmetauscherflächen ausgestattet sein, vorzugsweise an dessen Innenseite.
- Die Geometrie des von Gehäuse und Hohlkörper gebildeten Ringraums wird bevorzugt durch die Form des Hohlkörpers bestimmt. Bei einer zylindrischen, vorzugsweise kreiszylindrischen Ausbildung des Hohlkörpers ergibt sich eine über die axiale Höhe konstante radiale Breite des Ringraums und damit gleich bleibende Strömungsbedingungen für das Aufgabegut. Zur Erlangung bestimmter Parameter wie zum Beispiel Verweildauer, Strömungsgeschwindigkeit, Absetzverhalten und dergleichen kann es jedoch von Nutzen sein, dass der Hohlkörper konische Gestalt besitzt, wodurch sich der Ringraum, nach oben oder unten weitet.
- Zudem hat es sich als vorteilhaft erwiesen, im Bereich der Materialzuführung und/oder ersten Bearbeitungszone und/oder zweiten Bearbeitungszone mindestens eine Düse zum Einsprühen einer Flüssigkeit, vorzugsweise Wasser, anzuordnen. Durch Verdampfen des Wassers wird überschüssige Wärmeenergie gebunden, die ansonsten eine thermische Schädigung des Aufgabeguts bewirken könnte.
- Die Erfindung wird nachstehend anhand eines in den Zeichnungen dargestellten Ausführungsbeispiels näher erläutert, wobei weitere Merkmale und Vorteile der Erfindung offenbar werden. Zur Erleichterung des Verständnisses werden dabei für gleiche oder funktionsgleiche Merkmale unterschiedlicher Ausführungsformen gleichlautende
- Bezugszeichen verwendet.
- Es zeigt
-
Fig. 1 einen Längsschnitt durch eine erfindungsgemäße Vorrichtung entlang der inFig. 2 dargestellten Linie I - I, -
Fig. 2 einen Querschnitt durch die inFig. 1 dargestellte Vorrichtung entlang der dortigen Linie II - II, -
Fig. 3 ein Detail der inFig. 1 dargestellten Vorrichtung im Bereich der ersten und zweiten Bearbeitungszone, -
Fig. 4 einen Längsschnitt durch eine zweite Ausführungsform einer erfindungsgemäßen Vorrichtung, -
Fig. 5 eine dritte Ausführungsform einer erfindungsgemäßen Vorrichtung, -
Fig. 6 ein Detail der inFig. 5 dargestellten Vorrichtung im Bereich der ersten und zweiten Bearbeitungszone, -
Fig. 7 einen Längsschnitt durch eine vierte Ausführungsform einer erfindungsgemäßen Vorrichtung, und -
Fig. 8 einen Längsschnitt durch eine fünfte Ausführungsform einer erfindungsgemäßen Vorrichtung. - Die
Fig. 1 bis 3 zeigen eine erste Ausführungsform einer erfindungsgemäßen Vorrichtung 1 in Form einer Wirbelstrommühle, die zur Fein- und Feinstmahlung von Kunststoffen wie Duroplaste, Thermoplaste und Elastomere dient. Die Vorrichtung 1 umfasst einen plattformartigen Maschinenunterbau 2, der nach oben hin mit einer horizontalen Montageplatte 3 abschließt, auf der ein Drehantrieb 4 und ein Tragrahmen 5 nebeneinander montiert sind. Mit dem Tragrahmen 5 ist ein zylindrisches Gehäuse 6 fest verbunden, dessen senkrecht zu Montageplatte 3 ausgerichtete Gehäuseachse das Bezugszeichen 7 trägt. Das Gehäuse 6 ist in axialer Richtung untergliedert in einen eintragsseitigen Gehäuseabschnitt 8, einen mittleren zylindrischen Gehäuseabschnitt 9 und einen austragsseitigen Gehäuseabschnitt 10. - Innerhalb des Gehäuses ist ein Rotor 11 mit einer zur Achse 7 koaxialen Antriebswelle 12 angeordnet. Die Antriebswelle 12 ist mit ihrem unteren Endabschnitt in einem unteren Lager 13 und mit ihrem gegenüberliegenden Endabschnitt in einem oberen Lager 14 drehbar gelagert. Das sich durch die Montageplatte 3 erstreckende Ende der Antriebswelle 12 trägt eine Mehrrillenscheibe 15, die über Antriebsriemen 16 mit der Mehrrillenscheibe 17 des Drehantriebs 4 gekoppelt ist.
- Innerhalb des Gehäuses 6 sitzt achssenkrecht auf der Antriebswelle 12 eine obere Tragscheibe 18 und in axialem Abstand dazu eine planparallele untere Tragscheibe 19, die mit der Antriebswelle 12 rotieren. An ihrem Umfang weisen die Tragscheiben 18 und 19 Positionsschlitze zur Aufnahme achsparallel verlaufender Schlagplatten 20 auf, die sich auf diese Weise kranzartig über den Umfang verteilen und im Betrieb einer erfindungsgemäßen Vorrichtung mit einer Umfangsgeschwindigkeit von etwa zwischen 100 m/sec und 180 m/sec je nach Produkt bewegen.
- Der eintragsseitige Gehäuseabschnitt 8 bildet nach unten den stirnseitigen Gehäuseabschluss und besitzt im Bereich der Achse 7 eine konzentrische Eintrittsöffnung 21 für das Aufgabegut, die die Antriebswelle 12 in lichtem radialem Abstand umgibt. Über die axiale Dicke des eintragsseitigen Gehäuseabschnitts 8 entwickelt sich die Eintrittsöffnung 21 zu einer flachkegeligen Aufweitung, die auf diese Weise mit der unteren senkrechten Tragscheibe 19 einen Verteilerraum 22 bildet, der sich radial nach außen hin verjüngt und so für eine Beschleunigung des Aufgabeguts in7 diesem Bereich sorgt. Der austragsseitige Gehäuseabschnitt 10 bildet den oberen stirnseitigen Gehäuseabschluss und beherbergt dort einen zur Achse 7 konzentrisch verlaufenden Ringkanal 23, der in einen tangential aus dem Gehäuseabschnitt 10 austretenden Gutauslauf 24 übergeht.
- An der dem Gehäuseinneren zugewandten Seite des austragsseitigen Gehäuseabschnitts 10 ist ein zylindrischer Hohlkörper 25 koaxial zur Achse 7 angeordnet. Mit seinem oberen Rand 26 bildet der Hohlkörper 25 einen dichten Anschluss an den austragsseitigen Gehäuseabschnitt 10. Die axiale Länge des Hohlkörpers 25 ist derart, dass der untere Rand 27 des Hohlkörpers 25 in einem lichten axialen Abstand zur oberen Tragscheibe 18 des Rotors 11 endet. Auf diese Weise entsteht ein zur Achse 7 konzentrischer Durchtrittsspalt 28. Der Durchmesser des Hohlkörpers 25 ist kleiner als der Durchmesser des Rotors 11, so dass zur Innenwand des Gehäuses 6 ein freier Ringraum 29 bleibt, der nach unten in Richtung des Rotors 11 offen ist und nach oben in den Ringkanal 23 mündet.
- Der austragsseitige Gehäuseabschnitt 10 weist ferner axiale gerichtete Düsen 30 auf, über welche ein Prozessgas 31 in den vom Hohlkörper 25 umschlossenen Hohlraum eingeleitet werden kann. Über Armaturen kann dabei die Menge des eingeleiteten Prozessgases 31 eingestellt werden.
- Der mittlere zylindrische Gehäuseabschnitt 9 ist in axialer Richtung untergliedert in eine erste Bearbeitungszone 33 und eine zweite Bearbeitungszone 34 (
Fig. 3 ). Die erste Bearbeitungszone 33 schließt unmittelbar an den eintragsseitigen Gehäuseabschnitt 8 an und wird im Wesentlichen von einer Prallbahn 35 gebildet, die am Innenumfang des mittleren Gehäuseabschnitts 9 angeordnet ist und mit den Schlagplatten 20 des Rotors 11 einen Mahlspalt 36 bildet. Die zweite Bearbeitungszone 34 schließt in axialer Richtung unmittelbar an die erste Bearbeitungszone 33 an und erstreckt sich in axialer Richtung sowohl über den Durchtrittsspalt 28 als auch den Ringraum 29 bis zum Ringkanal 23. - Die Beschickung der Vorrichtung 1 mit Aufgabegut 37 erfolgt über einen Zulaufkanal 38 der über einen Aufgabetrichter 39 mit Aufgabegut 37 befüllt werden kann. Zur Regulierung der die Vorrichtung 1 durchströmenden Luftmenge ist in den Zulaufkanal 38 eine Klappe 40 integriert, mit der der wirksame Strömungsquerschnitt in diesem Bereich einstellbar ist.
- Im Betrieb einer erfindungsgemäßen Vorrichtung 1 gelangt das Aufgabegut 37 als Gas-Feststoff-Gemisch über den Zulaufkanal 38 zur Eintrittsöffnung 21, durch welche sie in das Gehäuseinnere strömt und dort zunächst in den Verteilerraum 22 gelangt, wo das Aufgabegut 37 nach Umlenkung in radialer Richtung zum Mahlspalt 36 hin beschleunigt wird. Im Mahlspalt 36 strömt das Aufgabegut 37 schraubenlinienförmig um die Achse 7 nach oben und wird dabei im ersten Bearbeitungsprozess einer Zerkleinerung unterzogen.
- Gleichzeitig wird Prozessgas 31, im vorliegenden Fall Kühlgas, über die Düsen 30 in den Hohlkörper 25 eingeleitet. Das Prozessgas 31 strömt schließlich über den unteren Rand 27 des Hohlkörpers 25 und gelangt nach Passieren des Durchtrittsspalts 28 in den Ringraum 29, wobei es zu einer Durchmischung mit dem zerkleinerten Aufgabegut 37 kommt, das luftgefördert ebenfalls in den Ringraum 29 eintritt und dort auf das Prozessgas 31 trifft. Im Zuge der Vermischung von Aufgabegut 37 und Prozessgas 31 kommt es zu Wechselwirkungen, die für den Ablauf des zweiten Bearbeitungsprozesses ursächlich sind. Im vorliegenden Fall besteht der zweite Bearbeitungsprozess aus einem schlagartigen Abkühlen des zerkleinerten Aufgabeguts 37.
- Im Weiteren durchströmen Aufgabegut 37 und Prozessgas 31 schraubenlinienförmig den Ringraum 29, bis sie in den Ringkanal 23 gelangen und über den Gutauslauf 24 aus der erfindungsgemäßen Vorrichtung abgezogen werden.
- Die in
Fig. 4 dargestellte Vorrichtung 1 entspricht weitgehend der unterFig. 1 bis 3 beschriebenen. Im Unterschied dazu sind in der oberen Tragscheibe 18 Öffnungen 41 angeordnet und der Hohlkörper 25 schließt mit seinem unteren Rand 27 dicht an die Tragscheibe 18 an, wozu beispielsweise eine Gleitdichtung 42 (Fig. 6 ) vorgesehen sein kann. Das Prozessgas 31 wird auf diese Weise über den stirnseitig offenen Hohlkörper 25 durch die Öffnungen 41 in den Bereich zwischen der oberen Tragscheibe 18 und unteren Tragscheibe 19 geführt und dort vom Rotor 11 radial nach außen beschleunigt, wo es zwischen den Schlagplatten 20 hindurch in den Mahlspalt 36 gelangt. - Die Durchmischung des Arbeitsguts 37 mit dem Prozessgas 31 beginnt bei dieser Ausführungsform bereits im Mahlspalt 36 und setzt sich in dem anschließenden Ringraum 29 fort. Auf diese Weise finden der erste Bearbeitungsprozess und zweite Bearbeitungsprozess gleichzeitig statt.
- Die
Fig. 5 und6 offenbaren eine Weiterbildung der inFig. 4 gezeigten Vorrichtung, wobei der Rotor 11 durch eine kreisförmige Stauscheibe 43 ergänzt ist, die zwischen der oberen Tragscheibe 18 und unteren Tragscheibe 19 planparallel und konzentrisch zu diesen angeordnet ist. Auf diese Weise entsteht zwischen der oberen Tragscheibe 18 und der Stauscheibe 43 ein scheibenförmiger Strömungsraum 44, in dem das Prozessgas 31 radial nach außen in den Endabschnitt des Mahlspalts 36 strömt. Im Gegensatz zu der vorbeschriebenen Ausführungsform vermischen sich also das Aufgabegut 37 und das Prozessgas 31 lediglich im Endbereich der Mahlbahn 36, wodurch es zu einer räumlichen und zeitlichen Überlappung des ersten Bearbeitungsprozesses und zweiten Bearbeitungsprozesses kommt. -
Fig. 7 betrifft eine Abwandlung der bereits beschriebenen erfindungsgemäßen Vorrichtung, bei der der Hohlkörper 25 nicht hohlzylindrische Gestalt besitzt, sondern konisch ausgebildet ist. Im gezeigten Ausführungsbeispiel weist hierzu der obere Rand 26 einen geringeren Umfang auf als der untere Rand 27. Dadurch weitet sich der Ringraum 29 in Richtung des Ringkanals 23. Dem in den Ringraum 29 gelangenden Aufgabegut steht somit mehr Volumen und eine längere Verweildauer im Ringraum 29 zur Verfügung, wodurch der zweite Bearbeitungsprozess länger andauern kann. - Die in
Fig. 8 dargestellte Vorrichtung stellt eine Erweiterung der Vorrichtung und des Verfahrens um eine zusätzliche Zone 45 zur Gutbearbeitung innerhalb der Vorrichtung 1 dar, die zwischen die erste Bearbeitungszone 33 und zweite Bearbeitungszone 34 zwischengeschaltet ist. Zu diesem Zweck ist der Rotor 11 um eine zusätzliche Tragscheibe 46 ergänzt, die in lichtem axialem Abstand koaxial und planparallel zwischen der oberen Tragscheibe 18 mit Öffnungen 41 und unteren Tragscheibe 19 auf der Achse 7 sitzt. Die Schlagplatten 20 der ersten Bearbeitungszone 33 sind kranzförmig über den Umfang der zusätzlichen Tragscheibe 45 und unteren Tragscheibe 19 verteilt, an denen sie lösbar befestigt sind. Die Bearbeitungswerkzeuge 47 der zusätzlichen Bearbeitungszone 45 sind in entsprechender Weise an der oberen Tragscheibe 18 und zusätzlichen Tragscheibe 46 angeordnet uns sind wiederum von einer stationären Wirkbahn 48 umgeben, die entsprechend der zusätzlich gewünschten Bearbeitungsart ausgestaltet sein kann. Beispielsweise kann die Wirkbahn 48 von einer Prallbahn gebildet sein, die zusammen mit eine Schlagwirkung entfaltenden Bearbeitungswerkzeugen 47 eine zweite Zerkleinerungsstufe darstellen, oder Wirkbahn 48 und Bearbeitungswerkzeuge 47 erzeugen ein Wirbelfeld, zum Coatieren der aus der ersten Bearbeitungszone 33 stammenden Gutpartikel. Die zweite Bearbeitungszone 34 entspricht wiederum der unter denFig. 1 bis 7 beschriebenen. - Um sowohl der zusätzlichen Bearbeitungszone 45 als auch zweiten Bearbeitungszone 34 unabhängig voneinander prozessspezifisches Prozessgas zuführen zu können, sind in dem vom Gehäuse 6 umschlossenen Hohlraum oberhalb des Rotors 11 ein äußerer zylindrischer Hohlkörper 25 und zusätzlich ein innerer zylindrischer Hohlkörper 49 angeordnet, die koaxial zur Achse 7 ineinander geschachtelt und mit ihrem oberen Ende am austragseitigen Gehäuseabschnitt 10 befestigt sind. Auf diese Weise ergibt sich zwischen den beiden Hohlkörpern 25 und 49 ein innerer Ringraum 50. Der äußere Hohlkörper 25 endet mit seinem unteren Rand im lichten axialen Abstand zur oberen Tragscheibe 18, wodurch wiederum ein Durchtrittsspalt 28 gebildet wird, entsprechend der Ausführungsform gemäß der
Fig. 1 bis 3 . Der innere Hohlkörper 49 schließt radial außerhalb der Öffnungen 41 dichtend an die Oberseite der oberen Tragscheibe 18 an, entsprechend der Ausführungsformen gemäß derFig. 4 bis 6 . - Eine solche Ausbildung einer erfindungsgemäßen Vorrichtung 1 erlaubt es, einen zusätzlichen zweiten Prozessgasstrom 32 über den vom inneren Hohlkörper 49 umschlossenen Hohlraum und durch die Öffnungen 41 in den Bereich zwischen der oberen Tragscheibe 18 und zusätzlichen Tragscheibe 46 zu führen, wo er in eine radiale Richtung umgelenkt und der zusätzlichen Bearbeitungszone 45 zugeführt wird. Hingegen wird der Prozessgasstrom 31 für die zweite Bearbeitungszone 33 in der bereits beschriebenen Art im inneren Ringraum 50 zwischen äußerem Hohlkörper 25 und innerem Hohlkörper 49 durch den umlaufenden Durchtrittsspalt 28 zwischen oberer Tragscheibe 18 und unterem Rand 27 des äußeren Hohlkörpers 25 in den Bereich der zweiten Bearbeitungszone 33 gebracht. Für die Art der Gutaufbereitung und der konstruktiven Ausbildung der einzelnen Bearbeitungszonen 33, 34 und 46 gelten die unter den
Fig. 1 bis 7 gemachten Ausführungen sinngemäß. - Eine vereinfachte - nicht dargestellte - Ausführungsform zu der in
Figur 8 gezeigten besteht darin, lediglich die zusätzliche Bearbeitungszone 45 wegzulassen. Der Rotor 11 weist in diesem Fall nur eine mit Öffnungen 41 versehene obere Tragscheibe 18 und eine untere Tragscheibe 19 auf, wobei der Hohlkörper 25 im axialen Abstand zur oberen Tragscheibe 18 unter Bildung eines Durchtrittsspalts 28 endet und der innere Hohlkörper 49 dicht an die obere Tragscheibe 18 radial außerhalb der Öffnungen 41 anschließt. Der erste Prozessgasstrom 31 gelangt somit über den Durchtrittsspalt 28 in die zweite Bearbeitungszone 34, der zusätzliche zweite Prozessgasstrom 32 über die Öffnungen 41 in den Bereich zwischen den beiden Tragscheiben 18 und 19. - Es versteht sich, dass die Erfindung nicht auf die konkreten Merkmalskombinationen der einzelnen Ausführungsbeispiele beschränkt ist, sondern auch Kombinationen einzelner Merkmale unterschiedlicher Ausführungsformen umfasst, soweit sich diese dem Fachmann ohne weiteres erschließen.
Claims (14)
- Vorrichtung zum Bearbeiten von Aufgabegut (37) mit einem entlang einer Achse (7) angeordneten Gehäuse (6) mit einer ersten Bearbeitungszone (33), in der ein um die Achse (7) drehender Rotor (11) angeordnet ist, der über seinen Umfang mit Rotorwerkzeugen (20) besetzt ist, die unter Einhaltung eines radialen Mahlspalts (36) mit Statorwerkzeugen (35) am Innenumfang des Gehäuses (6) zusammenwirken, und mit einer zweiten Bearbeitungszone (34), die in Durchströmrichtung des Aufgabeguts (37) an die erste Bearbeitungszone (33) anschließt, und mit einem Guteinlauf (38, 39) zur Zuführung des Aufgabeguts (37) zur ersten Bearbeitungszone (33), und mit einem Gutauslauf (24) zum Abzug des bearbeiteten Guts aus dem Gehäuse (6), dadurch gekennzeichnet, dass zur Bildung der zweiten Bearbeitungszone (34) ein Hohlkörper (25) im Gehäuse (6) koaxial zur Achse (7) angeordnet ist, dessen Außenumfang unter Bildung eines Ringraums (29) dem Innenumfang des Gehäuses (6) radial gegenüberliegt und der an seinem dem Rotor (11) zugewandten Ende mindestens eine Öffnung aufweist, wobei der Hohlkörper (25) mit einem Prozessgas (31) beaufschlagbar ist, das über die mindestens eine Öffnung dem Aufgabegut (37) zuführbar ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die mindestens eine Öffnung vom freien unteren Rand (27) des stirnseitig offenen Hohlkörpers (25) gebildet ist.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die mindestens eine Öffnung im lichten axialen Abstand zum Rotor (11) angeordnet ist, wobei der lichte Abstand einen radialen Durchtritt des Prozessgases in den Ringraum (29) ermöglicht.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der Hohlkörper (25) mit seiner mindestens einen Öffnung an den Rotor (11) anschließt und das Prozessgas (31) durch Öffnungen (41) im Rotor radial dem Mahlspalt (36) zuführbar ist.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass der Rotor (11) eine obere Tragscheibe (18) und eine untere Tragscheibe (19) aufweist, an deren Umfang die Rotorwerkzeuge (20) angeordnet sind, wobei die obere Tragscheibe (18) Öffnungen (41) zur Zuführung des Prozessgases (31) besitzt, und wobei zwischen der oberen Tragscheibe (18) und der unteren Tragscheibe (19) eine Stauscheibe (43) angeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Hohlkörper (25) mit Hilfe einer Nachstelleinrichtung axial verstellbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Innenraum des Hohlkörpers (25) gegenüber dem Ringraum (29) thermisch isoliert ist.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Hohlkörper (25) Wärmetauscherflächen aufweist, vorzugsweise in Form von Rippen.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass der Hohlkörper (25) zylindrische Gestalt besitzt.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass der Hohlkörper (25) konische Gestalt besitzt und sich der Ringraum (29) über die axiale Länge des Hohlkörpers (25) weitet oder verengt.
- Vorrichtung nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass im Bereich der Materialzuführung (38, 39) und/oder ersten Bearbeitungszone (33) und/oder zweiten Bearbeitungszone (34) mindestens eine Düse (51) zum Einsprühen einer Flüssigkeit, vorzugsweise Wasser, angeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass innerhalb des äußeren Hohlkörpers (25) unter Bildung eines inneren Ringraums (50) ein innerer Hohlkörper (49) angeordnet ist, wobei der äußere Hohlkörper (25) mit seinem unteren Rand (27) im lichten axialen Abstand zur oberen Tragscheibe (18) endet und der innere Hohlkörper (49) mit seinem unteren Rand dichtend an die obere Tragscheibe (18) anschließt, wobei der innere Ringraum (50) mit einem ersten Prozessgasstrom (31) beaufschlagbar ist und der Hohlraum innerhalb des inneren Hohlkörpers (49) mit einem zweiten Prozessgasstrom (32).
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass zwischen oberer Tragscheibe (18) und unterer Tragscheibe (19) eine zusätzliche Tragscheibe (46) angeordnet ist und der Vorrichtungsabschnitt zwischen oberer Tragscheibe (18) und 14 zusätzlicher Tragscheibe (46) eine zusätzliche Bearbeitungszone (45) bildet, wobei die zusätzliche Bearbeitungszone (45) mit dem zweiten Prozessgasstrom (32) beaufschlagt ist und die zweite Bearbeitungszone (34) mit dem ersten Prozessgasstrom (31).
- Verfahren zur Bearbeitung von Aufgabegut, wobei das Aufgabegut in einer ersten Bearbeitungszone (33) zwischen um eine Achse (7) rotierenden Zerkleinerungswerkzeugen (20) und feststehenden Zerkleinerungswerkzeugen (35) zerkleinert wird und wobei dem Aufgabegut in einer zweiten Bearbeitungszone (34) Prozessgas (31) zugeführt wird, dadurch gekennzeichnet, dass das Prozessgas (31) in radialer Richtung vom achsnäheren Bereich in den achsentfernteren Bereich der zweiten Bearbeitungszone (34) geführt wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL15192471T PL3015171T3 (pl) | 2014-10-31 | 2015-10-30 | Sposób i urządzenie do obróbki materiału podawanego |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014015964.7A DE102014015964A1 (de) | 2014-10-31 | 2014-10-31 | Vorrichtung und Verfahren zum Bearbeiten von Aufgabegut |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3015171A2 true EP3015171A2 (de) | 2016-05-04 |
| EP3015171A3 EP3015171A3 (de) | 2016-07-06 |
| EP3015171B1 EP3015171B1 (de) | 2018-09-19 |
Family
ID=54396759
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15192471.9A Active EP3015171B1 (de) | 2014-10-31 | 2015-10-30 | Vorrichtung und verfahren zum bearbeiten von aufgabegut |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11090658B2 (de) |
| EP (1) | EP3015171B1 (de) |
| CN (1) | CN105689075B (de) |
| DE (1) | DE102014015964A1 (de) |
| DK (1) | DK3015171T3 (de) |
| ES (1) | ES2702651T3 (de) |
| HU (1) | HUE042497T2 (de) |
| PL (1) | PL3015171T3 (de) |
| TR (1) | TR201819099T4 (de) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3135380B1 (de) * | 2015-08-27 | 2017-10-11 | Josef Fischer | Kryogenmahlvorrichtung und -verfahren |
| US20170297031A1 (en) * | 2016-04-15 | 2017-10-19 | James Hummel | Disc pulverizing mill |
| DE102017103956A1 (de) | 2017-02-24 | 2018-08-30 | Schäfer Elektrotechnik und Sondermaschinen GmbH | Prallreaktor |
| CN107552204B (zh) * | 2017-09-28 | 2024-04-30 | 天津西敦粉漆科技有限公司 | 一种空气分级磨粉碎装置 |
| US11369973B2 (en) * | 2017-11-14 | 2022-06-28 | Eco Tec Mineria Corp. | Method and device for milling and separation of solids and granular materials including metal containing materials as well as phytogenic materials with high level of silicon in a controlled airflow |
| CN112473920B (zh) * | 2020-11-16 | 2021-12-03 | 江苏辰羽堂生物科技有限公司 | 一种浮动式小麦麸皮加工装置 |
| CN113145285A (zh) * | 2021-04-27 | 2021-07-23 | 重庆披荆斩棘科技有限公司 | 一种原料粉碎用防液化装置及其使用方法 |
| CN113967515B (zh) * | 2021-10-21 | 2022-06-10 | 四川瑞驰拓维机械制造有限公司 | 一种高效环保湿法球磨设备 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19723705C1 (de) | 1997-06-06 | 1999-01-28 | Pallmann Kg Maschf | Mühle zum schonenden Feinstvermahlen von Produkten unterschiedlicher Herkunft |
| DE19823563A1 (de) | 1998-05-27 | 1999-12-02 | Altenburger Masch Gmbh | Mahltrocknung von Zellulose-Derivaten, insbesondere Methl-Zellulose |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT227515B (de) * | 1961-01-31 | 1963-05-27 | Altenburger Maschinen K G Jaec | Mahleinrichtung mit gesteuerter Zu- und gesteuerter und klassierender Abführung des Mahlgutes |
| SU585868A1 (ru) * | 1975-01-03 | 1977-12-30 | Проектный Институт :Эстколхозпроект" | Роторный помольный агрегат |
| DE3617746A1 (de) * | 1986-05-27 | 1987-12-10 | Pfeiffer Ag Geb | Luftstrom-mahlanlage |
| DE3844178A1 (de) * | 1988-12-29 | 1990-07-05 | Orenstein & Koppel Ag | Verfahren und einrichtung zum zerkleinern von schuettfoermigen materialien |
| DE4005555A1 (de) * | 1990-02-22 | 1991-08-29 | Orenstein & Koppel Ag | Vertikalprallmuehle mit gekoppelter materialklassierung |
| DE29515434U1 (de) * | 1995-09-27 | 1995-11-23 | Mahltechnik Goergens Gmbh | Micro-Wirbel-Mühle |
| DE102005055563A1 (de) * | 2005-11-22 | 2007-05-24 | Altenburger Maschinen Jäckering GmbH | Luftwirbelmühle für die Mahltrocknung eines strömungsfähigen Produkts sowie Verfahren zum Betrieb dieser Mühle |
| DE102012104781A1 (de) * | 2012-06-01 | 2013-12-05 | Proactor Schutzrechtsverwaltungs Gmbh | Vorrichtung und Verfahren zum Zerkleinern von Teilen oder Gütern |
| CN203304054U (zh) * | 2013-05-17 | 2013-11-27 | 江苏中远机械设备制造有限公司 | 粉体解聚打散机 |
-
2014
- 2014-10-31 DE DE102014015964.7A patent/DE102014015964A1/de not_active Ceased
-
2015
- 2015-10-30 CN CN201511035870.3A patent/CN105689075B/zh active Active
- 2015-10-30 DK DK15192471.9T patent/DK3015171T3/en active
- 2015-10-30 HU HUE15192471A patent/HUE042497T2/hu unknown
- 2015-10-30 ES ES15192471T patent/ES2702651T3/es active Active
- 2015-10-30 PL PL15192471T patent/PL3015171T3/pl unknown
- 2015-10-30 EP EP15192471.9A patent/EP3015171B1/de active Active
- 2015-10-30 TR TR2018/19099T patent/TR201819099T4/tr unknown
- 2015-11-02 US US14/929,637 patent/US11090658B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19723705C1 (de) | 1997-06-06 | 1999-01-28 | Pallmann Kg Maschf | Mühle zum schonenden Feinstvermahlen von Produkten unterschiedlicher Herkunft |
| DE19823563A1 (de) | 1998-05-27 | 1999-12-02 | Altenburger Masch Gmbh | Mahltrocknung von Zellulose-Derivaten, insbesondere Methl-Zellulose |
Also Published As
| Publication number | Publication date |
|---|---|
| DK3015171T3 (en) | 2019-01-21 |
| CN105689075A (zh) | 2016-06-22 |
| CN105689075B (zh) | 2018-04-06 |
| HUE042497T2 (hu) | 2019-06-28 |
| ES2702651T3 (es) | 2019-03-04 |
| PL3015171T3 (pl) | 2019-03-29 |
| US11090658B2 (en) | 2021-08-17 |
| DE102014015964A1 (de) | 2016-06-16 |
| EP3015171B1 (de) | 2018-09-19 |
| TR201819099T4 (tr) | 2019-01-21 |
| EP3015171A3 (de) | 2016-07-06 |
| US20160121333A1 (en) | 2016-05-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3015171B1 (de) | Vorrichtung und verfahren zum bearbeiten von aufgabegut | |
| DE3337830C2 (de) | ||
| EP2004329B1 (de) | Verfahren zur erzeugung feinster partikel mittels einer strahlmühle | |
| EP2637790B1 (de) | Verfahren zur zerkleinerung von mahlgut und wälzmühle | |
| EP3075445B1 (de) | Verfahren zur behandlung von feststoffpartikeln | |
| WO2008046403A1 (de) | Verfahren zur erzeugung feinster partikel und strahlmühle dafür sowie windsichter und betriebsverfahren davon | |
| DE102006048864A1 (de) | Verfahren zur Erzeugung feinster Partikel und Strahlmühle dafür sowie Windsichter und Betriebsverfahren davon | |
| AT516085B1 (de) | Vorrichtung zum Aufbereiten von Stoff | |
| DE2930925A1 (de) | Gasverteilungsanordnung zum einleiten eines behandlungsgases mit einstellbarer stroemungsrichtung in eine zerstaeubungskammer | |
| EP0814133A1 (de) | Verfahren zur kontinuierlichen Trockengranulation von Pulverruss | |
| EP4196279A1 (de) | Verfahren zur zerkleinerung von düngemittelschülpen in einer zweiwalzenmühle | |
| DE102004050002B4 (de) | Vorrichtung zum Zerkleinern von Aufgabegut mit getrennter Luftführung | |
| EP3209435B1 (de) | Sichteinrichtung zum sichten eines körnigen materialstroms | |
| EP2992960B1 (de) | Vorrichtung zum zerkleinern von aufgabegut mit vorgeschalteter sichtung | |
| DE19756501A1 (de) | Perlruß und Verfahren zu seiner Herstellung | |
| EP2490797B1 (de) | Vorrichtung zum behandeln von partikelförmigem gut mit einem doppelflutigen strömungsboden | |
| DE102019127893A1 (de) | Vorrichtung zum Zerkleinern von schüttfähigem Aufgabegut | |
| DE2745179A1 (de) | Verfahren und vorrichtung zum chargenweisen mischen, trocknen und/oder granulieren von schuettguetern | |
| DE10112089A1 (de) | Vorrichtung zur Herstellung von synthetischen Faserstoffen | |
| DE102010049485B4 (de) | Vorrichtung zum Zerkleinern von schüttfähigem Aufgabegut | |
| DE102014205273B4 (de) | Vorrichtung zum Homogenisieren und/oder Dispergieren von Gütern | |
| DE19943670A1 (de) | Verfahren zur Fließbettstrahlmahlung, Vorrichtung zur Durchführung dieses Verfahrens und Anlage mit einer solchen Vorrichtung zur Durchführung dieses Verfahrens | |
| DE102015007435A1 (de) | Vorrichtung und Mahlwerkzeug zum Zerkleinern von Aufgabegut | |
| DE1467722C (de) | Verfahren und Vorrichtung zur Herstellung pulverförmiger Wachse | |
| DE1604883C (de) | Ringstrahltrockner fur zusammenbak kendes, nasses, pulverförmiges Gut |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B02C 13/18 20060101AFI20160527BHEP Ipc: B02C 23/20 20060101ALI20160527BHEP Ipc: B02C 13/282 20060101ALI20160527BHEP |
|
| 17P | Request for examination filed |
Effective date: 20170105 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20180123 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PALLMANN MASCHINENFABRIK GMBH & CO. KG |
|
| INTG | Intention to grant announced |
Effective date: 20180627 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1042619 Country of ref document: AT Kind code of ref document: T Effective date: 20181015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015005951 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20190107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181219 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181220 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2702651 Country of ref document: ES Kind code of ref document: T3 Effective date: 20190304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190119 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190119 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015005951 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181030 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E042497 Country of ref document: HU |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| 26N | No opposition filed |
Effective date: 20190620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181030 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180919 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180919 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20230921 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20230922 Year of fee payment: 9 Ref country code: NL Payment date: 20231023 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231023 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231102 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20231024 Year of fee payment: 9 Ref country code: IT Payment date: 20231030 Year of fee payment: 9 Ref country code: HU Payment date: 20230927 Year of fee payment: 9 Ref country code: FR Payment date: 20231024 Year of fee payment: 9 Ref country code: FI Payment date: 20231024 Year of fee payment: 9 Ref country code: DK Payment date: 20231023 Year of fee payment: 9 Ref country code: DE Payment date: 20231030 Year of fee payment: 9 Ref country code: AT Payment date: 20231023 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231023 Year of fee payment: 9 |