EP2570039A2 - Bauteil für eine zum Fördern von Artikeln der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung sowie Fördervorrichtung mit einem derartigen Bauteil - Google Patents
Bauteil für eine zum Fördern von Artikeln der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung sowie Fördervorrichtung mit einem derartigen Bauteil Download PDFInfo
- Publication number
- EP2570039A2 EP2570039A2 EP12183892A EP12183892A EP2570039A2 EP 2570039 A2 EP2570039 A2 EP 2570039A2 EP 12183892 A EP12183892 A EP 12183892A EP 12183892 A EP12183892 A EP 12183892A EP 2570039 A2 EP2570039 A2 EP 2570039A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- component according
- opening
- articles
- conveying element
- recess
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 241000208125 Nicotiana Species 0.000 title claims description 22
- 235000002637 Nicotiana tabacum Nutrition 0.000 title claims description 22
- 238000012545 processing Methods 0.000 title claims description 22
- 239000012530 fluid Substances 0.000 claims abstract description 23
- 239000002184 metal Substances 0.000 claims abstract description 4
- 238000004891 communication Methods 0.000 claims description 20
- 239000011888 foil Substances 0.000 claims description 3
- 230000032258 transport Effects 0.000 description 17
- 230000008901 benefit Effects 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000013461 design Methods 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 230000006978 adaptation Effects 0.000 description 3
- 235000019504 cigarettes Nutrition 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000003801 milling Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 244000061176 Nicotiana tabacum Species 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 238000009417 prefabrication Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images






Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/327—Construction details of the cigarette transport drum
Definitions
- the invention relates to a component for a conveying device for conveying articles of the tobacco processing industry, comprising a stationary body having a surface in which at least one vacuumable first recess is formed, and an adjacent to the surface of the body having an inner side and opposite to the surface of the body in a direction of movement movable conveying member which is provided on its outside with a plurality of successively in the direction of receiving portions for temporarily receiving the articles and first passages containing the receiving portions on the outside with at least one in fluid communication with the first recess in connects the surface of the body engageable first opening on the inside of the conveying element. Furthermore, the invention relates to a component set with at least two such components. Finally, the invention relates to a conveying device for conveying articles of the tobacco-processing industry with at least one such component.
- rod-shaped objects such as tobacco rods and sticks with limited length, filter rods or cigarettes with and without filters or cigarillos or tipping paper leaflets u.
- filter rods or cigarettes with and without filters or cigarillos or tipping paper leaflets u.
- cigarillos or tipping paper leaflets u.
- the transport of the articles of the tobacco-processing industry takes place by means of the conveying element, which moves in the direction of movement and thus in the conveying or transporting direction.
- the articles are received by the receiving sections lying one behind the other in the direction of movement on the outside of the movable conveying element.
- the receiving sections are connected via first passages formed in the movable conveying element, at least one first opening communicating with the first passages and formed on the inside of the conveying element, and the first recess in fluid communication with the first opening in the surface of the body being connected to a vacuum source in that the articles to be conveyed are sucked by a vacuum formed in the receiving sections to the outside of the movable conveying element and are taken along by the conveying element during its movement, wherein the receiving sections are in particular groove-shaped.
- the conveying device of the aforementioned type is designed as a rotary conveying device in which the stationary body substantially a rotary body and the surface of the stationary body forms an outer or circumferential surface of the rotary body and is provided as a movable conveying element, a stationary body enclosing drum disposed substantially concentric with and rotatable relative to the stationary body to convey the articles of the tobacco processing industry in a rotational direction.
- Such conveying devices and in particular rotary conveying devices are used in drum machines of the tobacco processing industry, in particular in filter attachment machines and Multifilterherstellmaschinen.
- Conveying devices and in particular rotary conveyor devices for conveying articles of the tobacco processing industry are known.
- the WO 2010/012 420 A1 a conveyor drum with receptacles for articles of the tobacco processing industry, in which various types of recordings are provided.
- the corresponding formatrelevanten components of a machine used for this purpose in particular the conveyors of the type mentioned to adapt to a modified format, which often with high effort and long downtime and the resulting high costs.
- control flange body made of cast material and in the surface forming the surface of the molded control flange often referred to as “control groove” first recess made by milling.
- control groove first recess made by milling.
- a component for a conveying device for conveying articles of the tobacco processing industry formed conveyor device having a stationary body with a surface in which at least one can be acted upon with negative pressure first recess, and adjacent to the surface of the body with an inside arranged and movable relative to the surface of the body in a direction of movement conveying element, which is provided on its outside with a plurality of moving parts in succession receiving portions for temporarily receiving the articles and first passages containing the receiving portions on the outside with at least one in fluid communication with the first Recess in the surface of the body connectable first opening on the inside of the conveying element connects, characterized by a layer which is designed for stationary arrangement on the surface of the body and with at least one provided on the surface of the body in fluid communication with the first recess in the surface of the body and with the first opening on the inside of the conveying element 6 can be brought first through opening.
- a layer on the surface or surface of the stationary body and thus between this surface of the stationary body and the inside of the conveying element is arranged.
- the arrangement of the layer according to the invention on the surface of the body is stationary, so that the position relative to the body rests stationary on the surface thereof.
- the conveying element moves not only relative to the surface of the stationary body, but in the same way with respect to the stationarily arranged according to the invention on the surface of the body layer.
- a layer is a flat, in particular web, sheet or plate-shaped, preferably flexible, element to be understood, which is preferably relatively thin and thus consumes little space, so that the use of the inventive layer, the design of the conveyor is substantially unaffected ,
- the layer Due to the arrangement on the surface of the stationary body and thus between this and the inside of the conveying element, the layer lies with its first passage opening in a flow path of the suction air, which of the receiving portions on the outside of the conveying element via the first passages formed therein and the associated first Opening on the inside of the conveying element leads to the first recess in the surface of the stationary body.
- the first through hole is capable of being formed so that it stands in a stationary arrangement on the surface of the body in fluid communication both with the recess in the surface of the body and with the first opening on the inside of the conveying element.
- the passage opening in the position is to be dimensioned accordingly.
- the passage opening can be produced inexpensively as a narrow slot for lowest air consumption.
- the air flow is determined by the appropriate dimensioning of the passage opening in the position, a standardization and a high degree of prefabrication of the stationary body can be achieved, in particular by the (s) recess (s) formed in its surface is (are) dimensioned in that such a body is suitable for the arrangement of different layers with differently dimensioned passage openings for the transport of differently dimensioned articles.
- the invention provides a simple and inexpensive way to adapt the associated conveyor to a changed format and in particular a changed length of the article to be conveyed. For an individually adapted to the format of a particular item location can be produced inexpensively, and the conversion effort is relatively low, since only the slight position instead of the heavy body is to be exchanged.
- the invention In addition to an exchange of the inventive situation to another format of articles to be conveyed, the invention also enables easier maintenance and repair.
- the replacement of only the situation according to the invention instead of the entire conveyor allows a faster performance of a format change or maintenance or repair and thus leads to lower downtime and on the other hand, as already mentioned, to a reduction in costs, since the situation requires a significantly lower material usage than the other components of the conveyor.
- a conveying device provided with the component according to the invention can also interact with other components of a machine of the tobacco-processing industry like conventional conveying devices. Therefore, it is possible to replace in conventional machines of the tobacco processing industry conventional conveyors against conveyors with the component according to the invention or retrofit only with the component according to the invention and in this way to be able to use the advantages of the invention in already existing machines of the tobacco-processing industry.
- the passage opening or passage openings in the position according to the invention can be designed, for example, as holes arranged as a row or as a hole pattern or as elongated holes in the position, wherein boreholes or elongated holes arranged in series are preferably arranged approximately in the direction of movement of the movable conveying element.
- the design and arrangement of the passage opening (s) should be able to be adapted to the format of the respectively conveyed articles and to possibly different requirements in the individual zones or regions along the conveying path.
- the component according to the invention may be provided for a conveying device designed for conveying articles of the tobacco industry, in which at least one second section, which can be acted upon by negative pressure and spaced from the first recess, is provided in the surface of the stationary body Recess and on the inside of the movable conveyor element at least one can be brought in fluid communication with the second recess in the surface of the body second opening and the movable conveyor element includes second passages connecting the receiving portions on the outside with the at least one second opening on the inside wherein, in addition to the first through-opening already mentioned, the layer has at least one second through-opening spaced from the first through-opening and arranged on the surface of the body in fluid communication with the second recess in the surface of the body and the second opening on the inside of the conveying element having.
- This embodiment is particularly advantageous in order to act on the articles to be conveyed for a particularly secure adhesion or fixation in the receiving sections on the conveyor element in each case at both end portions with suction pressure accordingly.
- the passage opening in the position at least one slot-shaped portion which preferably extends substantially in the direction of movement of the movable conveying element.
- the position according to the invention is particularly suitable for the economical production of particularly narrow slits for the lowest air consumption. Since the air flow can be particularly selectively influenced by such a configuration, such slots can also be referred to as a control groove.
- two each leading to the receiving sections passages in the conveying element extends in the position of at least one slot-shaped portion of the first passage opening substantially parallel to the at least one slot-shaped portion of the second passage opening.
- the passage opening in the position at least a first portion and a second portion, of which the first portion, viewed in the direction of movement of the movable conveying element, in front of the second portion and has a larger opening cross-section than the second portion.
- the forms front first portion has a zone for receiving the articles and therefore has a relatively large opening cross-section to produce sufficient suction force to suck for receiving the articles.
- The, viewed in the direction of movement of the movable conveying element, behind the second section forms the so-called transport zone and preferably has a particularly narrow slit or very narrow slits, since in the transport zone located on or in the receiving sections articles must be kept against unintentional loosening and therefore only a small suction force is needed, so that in the transport zone, the air consumption can be reduced to a minimum.
- the width of the second slot-shaped portion may preferably be about 0.2 mm to 2 mm.
- the component according to the invention may be provided for a conveying device designed to convey articles of the tobacco industry, in which at least one third recess actable upon overpressure is formed in the surface of the stationary body, with which the at least one first opening is formed the inside of the movable conveying element optionally in fluid communication can be brought, including the inventive layer has at least one arranged on the surface of the body in fluid communication with the third recess in the surface of the body and the first opening on the inside of the conveying element third through hole.
- the third recess in the surface of the body together with the associated third passage opening in the inventive layer forms a zone for dispensing the articles by blowing out of the receiving portions, the discharge zone, viewed in the direction of movement of the movable conveying element behind the aforementioned Transport zone is located. Therefore, the third passage opening, viewed in the direction of movement of the movable conveying element, should expediently be arranged behind the first passage opening.
- the inventive layer accordingly has at least one arranged on the surface of the body in fluid communication with the fourth recess in the surface of the body and the second opening on the inside of the conveying element can be brought fourth through hole.
- this fourth passage opening viewed in the direction of movement of the movable conveying element, should also be arranged behind the second passage opening.
- the layer is formed as a foil or sheet, wherein the thickness may be in particular less than 1 mm and preferably between 0.1 mm and 0.8 mm.
- the layer may preferably be designed as, in particular annularly closed or closed, strips.
- fastening means are provided in particular for releasably securing the layer on the surface of the stationary body.
- the layer may comprise magnetizable metal or be made of it for adhesion to magnetic fastening elements provided on the stationary body.
- a combination of a layer with or made of magnetizable metal and magnetic fastening means on the stationary body has the advantage that the resulting attachment by means of magnetic force on the one hand in the operation of the conveyor very reliable and on the other hand is easy to solve.
- the release of the attachment of the layer can be done without (special) tool.
- the fastening means have clamping elements for clamping the layer on the surface of the stationary body.
- clamping can be a high friction between achieve the position and the surface of the body, whereby a secure fixation of the position on the body is ensured.
- positioning means can be used which are designed to fix the position on the surface of the body in a predetermined position and preferably cooperate with corresponding positioning means provided on the body.
- the use of positioning means has the advantage of ensuring that the ply is located in a predetermined position on the surface of the body, so that the articles to be transported can be picked up by other conveying devices without interference with the conveying process and in turn delivered to other conveying devices.
- the positioning means may be formed on the surface of the body and / or on the layer.
- the positioning means may comprise at least one apertured aperture for receiving an associated locating pin or web.
- a further aspect of the invention is the provision of a component set with at least one first component according to the present invention and a second component according to the present invention, wherein the first component for the promotion of articles of a first format and the second component for the promotion of articles a second, from the first different format is formed.
- a third aspect of the present invention relates to a conveying device for conveying articles of the tobacco processing industry with at least one component according to the present invention.
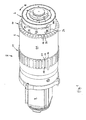
- a conveyor 2 for conveying articles of the tobacco processing industry is shown, which is formed in the illustrated embodiment as a rotary conveyor and has a conventional structure.
- the illustrated conveyor 2 has a stationary arranged, substantially cylindrical body 4, which has a substantially cylindrical outer or circumferential surface 4a and is also referred to as a control flange, a conveyor drum 6 which is rotatably mounted coaxially to the body 4 and opposite this in the direction of rotation R and an outer side 6a and adjacent thereto to the lateral surface 4a of the body 4 lying inside has 6 b, and a drive 8 to enable the conveyor drum 6 in rotation, on.
- two circumferentially extending and axially spaced annular groove rings 10, 11 are formed, each having a series of trough-shaped or groove-shaped receiving portions which extend in the axial direction and are adjacent.
- control flange or body 4 is in the figure of Fig. 1 the (as shown by Fig. 1 Right) portion of the conveyor drum 6 with the groove ring 10 largely cut away, so that only a still remaining narrow part of that groove ring 10 is shown.
- the trough-shaped or groove-shaped receiving portions on the Nutenkränzen 10, 11 for example, only one receiving portion by way of example by the reference numeral "12".
- the receiving sections 12 serve to receive articles of the tobacco processing industry, of which in Fig. 1 a filter cigarette 14 is shown by way of example.
- the articles lying in the receiving sections 12 are taken along in the transverse-axial direction corresponding to the direction of rotation R by the conveyor drum 6, which thus transports the articles along a partial circle.
- the two groove rings 10, 11 corresponding to two conveyor lines of the conveyor 2, wherein the features described below with reference to one of the two Nutenkränze 10, 11 features, details and benefits, unless otherwise stated, for the other Nutenkranz and from apply equally to this funding line.
- pairs of passages 16, 17 are provided, which extend from the bottom of the receiving portions 12 on the outer side 6a approximately radially through the shell of the conveyor drum 6 and open into an associated opening on the inner side 6b of the conveyor drum 6 , As Fig. 1 Further, in the bottom of each trough-shaped receiving portion 12, a pair of the passages 16, 17 opens so that the number of pairs of passages 16, 17 used in this embodiment is equal to the number of the receiving portions 12.
- Fig. 1 can also be seen, open in the illustrated embodiment, the passages 16, 17 in the bottom of the receiving portions 12 at a location adjacent to the ends thereof.
- Fig. 2 is particularly well recognized, open the passages 16, 17 on the inside 6b of the conveyor drum 6 in openings formed there, wherein in Fig. 2 the passages 16 and the associated openings are shown on the inside 6b and one of these openings is designated by the reference numeral "16a" as representative of those openings.
- FIGS. 1 and 2 can also be seen, in the illustrated embodiment in the lateral surface 4a of the body 4, two spaced apart and circumferentially extending grooves 18, 19 are formed, which are connected to a suction air source, not shown.
- the arrangement of the two grooves 18, 19 in the lateral surface 4a of the stationary body 4 and the openings formed by the passages 16, 17 on the inside 6b of the conveyor drum 6 is such that the of the passages 16 on the inside 6b of the conveyor drum 6 formed openings 16a with the groove 18 on the lateral surface 4a of the body 4 and the openings formed by the passages 17 on the inner side 6b of the conveyor drum 6 with the groove 19 on the lateral surface 4a of the body 4 are aligned.
- the groove 18 extends along the lateral surface 4a of the body 4, viewed in the direction of rotation R of the conveyor drum 6 from its beginning 18a to its end 18b approximately over a 3/4 circle, so that along this path each receiving portion 12 at the outside 6a of the conveyor drum 6 is subjected to negative pressure.
- a transport zone 18c which continues until the end 18b and 19b of the grooves 18, 19.
- the articles 14 remain in the receiving sections 12 by means of the negative pressure and are correspondingly taken along the transport zone 18c due to the continuously continued rotation of the conveyor drum 6 and thus conveyed until they then successively reach the end 18b, 19b of the grooves 18, Reach 19. There then stops the application of negative pressure and the receiving sections 12 are then successively briefly applied with overpressure.
- this is an axially extending groove 24 is provided, which, as shown by Fig. 2 , viewed in the direction of rotation R and thus in the circumferential direction of the lateral surface 4a of the body 4, a groove pitch is arranged downstream.
- This groove 24 is connected via a channel 25 (FIG. Fig. 2 ) connected to a compressed air source, not shown. If, with continued rotation of the conveyor drum 6, a receiving section 12 filled with an article 14 passes via its passages 16, 17 in fluid communication with the axial groove 24 in the lateral surface 4a of the body 4, an overpressure is created in the respective receiving section 12, whereby the article 14 this receiving portion 12 is delivered.
- a delivery of the article 14 from the conveyor drum 6 takes place.
- the articles 14 are delivered, in particular, to a subsequent further conveying device, not shown, or to a downstream station, likewise not shown, for further processing.
- the body 4 designed as a rotary body is arranged stationarily and thus stationary and rotationally fixed and therefore the same applies to the grooves 18, 19 and 24 formed in its lateral surface 4a. Accordingly, the arrangement of an upstream conveyor, not shown, which in the FIGS.
- Fig. 3 The fact that the stationary body is a body of revolution is particularly good Fig. 3 in which only the body 4 is shown in a modified embodiment.
- the body 4 is made by casting and the grooves 18, 19 and 24 are milled into the upper or lateral surface 4a of the molded body 4; Accordingly, preferably cast bodies or control flanges are used with milled grooves.
- the arrangement and formation of the grooves 18, 19 and 24 in the lateral surface 4a of the body 4 is determined by the length of the articles 14 to be transported. If the length of the articles 14 to be transported, for example, shorter than the distance between the grooves 18 and 19, which in turn determines the distance between the passages 16, 17 in each receiving portion 12 on the conveyor drum 6 in the illustrated embodiment, a secure adhesion of the article 14th in the receiving portions 12 and thus a reliable fixation can not be guaranteed. A similar problem also occurs in the case of excessively long lengths or excess lengths of the articles 14 to be transported, in spite of the effect of both passages 16, 17 in the receiving portions 12. Thus, in particular changes in the length of the article to be transported displacements or Changes in the location of the grooves 18, 19 and / or 24 on the lateral surface 4a of the body 4 be required, which would require a complete replacement of the relevant components of the conveyor 2.
- control plate 30 which is fixed in the circumferential direction on the lateral surface 4a of the body 4, as shown in the FIGS. 4 and 5 is shown.
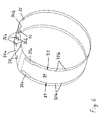
- control plate 30 is also in a single representation in Fig. 6 in the closed state and in Fig. 7 shown in the expanded, lying flat and thus open state.
- the control plate 30 is formed in the illustrated embodiment as a sheet, sheet or plate-shaped, annularly closed flexible element and in particular as a foil or sheet, the thickness of the control plate 30 in particular less than 1 mm and preferably between 0.1 mm and 0, 8 mm. How the particular FIGS. 6 and 7 let recognize, in the illustrated embodiment, the control plate 30 has the shape of an elongated strip.
- the control plate 30 is dimensioned so that it covers the lateral surface 4a of the body 4 at least in that section where the relevant groove or relevant grooves are or are located, wherein in the region of the groove (s) the control plate 30 is provided with a passage opening is.
- a segment which is one of a groove 18 and a groove 19 (FIG. FIG. 1 ) formed pair of grooves FIG. 4 is not recognizable because of the overlap by the control plate 30.
- segment of the body 4 is thus an axial section which is associated with one of the two each one conveyor line on the conveyor drum 6 defining groove rings 10, 11 and in which it is for example the in FIG. 1 exposed and the Nutenkranz 10 assigned (in the representation of FIG. 1 right) end portion of the body 4 can act.
- the control plate 30 is provided with a first passage opening 32 and a second passage opening 33, wherein these two passage openings 32, 33 spaced and parallel to each other in the longitudinal direction of the control plate 30 (see. FIG. 7 ) corresponding to the circumferential direction of the lateral surface 4a of the body 4 (see. FIGS. 4 and 6 ) and at the same time the direction of rotation R of the conveyor drum 6 (see. FIGS. 1 and 2 ).
- the first passage opening 32 has a slot 32a, followed by a plurality of successively relatively narrow, discrete slots 32b connected.
- the second elongate passage opening 33 has a slot 33a, which is adjoined by a plurality of relatively narrow, discrete slots 33b lying one behind the other.
- the formation of the two passage openings 32, 33 in the control plate 30 and the arrangement of the control plate 30 on the lateral surface 4a of the body 4 made such that the slot 33a of the first passage opening 32 with the beginning 18a of the groove 18 (FIGS. FIG.
- the width of the slots 32b, 33b is significantly smaller than that of the slots 32a, 33a and the slots 32a, 33a have a much larger opening cross-section than at least one of the slots 32b, 33b.
- the width of the slots 32b, 33b may preferably be about 0.2 mm to 2 mm.
- the opening cross-section at least one slot 32b or 33b is significantly less than that of the slots 32a, 33a.
- This different dimensioning takes into account the fact that in the region of the task zone, in which the slots 32a, 33a are located when the control plate 30 is mounted, a relatively high suction force is needed to aspirate the articles, while in the subsequent transport zone, along which the slots 32b, 33b, the articles 14 located in the receiving sections 12 (cf. FIGS. 1 and 2 ) must be kept against accidental loosening or falling out and therefore only a small suction force is needed.
- the formation of successive discrete slots 32b, 33b in the control plate 30 has constructive advantages, since due to the presence of the intermediate, the slots from each other and integral with the remaining part of the control plate 30 sections no excessive weakening of the control plate 30 occurs, but the control plate 30th in the area of the slots essentially retains its strength.
- slits 32b, 33b can preferably be produced by means of a laser.
- FIGS. 6 and 7 can also be seen that in alignment and spaced from the end of the arrangement of the slots 32b and 33b, respectively, a further opening 34 and 35 is formed in the control plate.
- These further openings 34, 35 are in mounting the control plate 30 on the body 4 in registration with the axial groove 24 in the discharge zone (see. FIGS. 1 . 2 and 5 ), so that compressed air can be blown through those other openings 34, 35 in the control plate 30 for releasing and dispensing of the articles 14 from the receiving sections 12. Since a relatively high volume of air is needed in this process, the openings 34, 35 are each provided with a larger opening cross-section, as a comparison with the slots 32b, 33b, in particular in FIG. 7 lets recognize.
- FIG. 5 can recognize, several suction air channels 20 are provided, which open into the groove 18 and connected to the suction air source, not shown are.
- the groove 19 is provided with such Saugluftkanälen.
- control plate 30 in the fluid path between the lateral surface 4a of the body 4 and the inner side 6b of the conveyor drum 6 (see FIG. 2 ), wherein by the stationary arrangement of the control plate 30 on the lateral surface 4a of the body 4, the conveyor drum 6 performs a rotational movement not only relative to the body 4, but also with respect to the control plate 30.
- the strip-shaped control plate 30 is clamped onto the lateral surface 4a along the circumference of the body 4.
- the control plate 30 has a first end portion 30a and a second end portion 30b, wherein in the assembled state, such as FIGS. 4 to 6 recognize that these two end portions 30a, 30b overlap each other.
- the control plate 30 is aligned, fixed and tensioned on the body 4.
- An exact alignment of the control plate 30 with respect to the body 4 is important so that the passage openings 32, 33 and the other openings 34, 35 of the control plate 30 in correctly aligned arrangement relative to the corresponding grooves 18, 19 and 24 in the lateral surface 4a of the body 4 arrive. In order for this aligned arrangement to remain in operation, it must be the fixing of the control plate 30 on the lateral surface 4a of the body 4 so that no shifts are to be feared.
- FIG. 7 in each of the two end portions 30a, 30b first holes 36a and 37a and second holes 36b and 37b are formed.
- the hole pattern in both sections 30a, 30b is identical, so that in the mounted state, that is, when the two end portions 30a, 30b are overlapped with each other, the first holes 36a, 37a and the second holes 36b, 37b are superimposed, respectively FIG. 6 lets recognize.
- the control plate 30 is additionally provided with holes 38 in the region of its first end section 30a.
- FIGS. 4 and 5 can be further seen that in the mounted state, the two overlapping end portions 30a, 30b of the control plate 30 come to lie in a formed in the lateral surface 4a of the body 4 flattened portion 4b. Since there is always a "blank" area on the control flange or body 4, which is not provided with grooves, the flattened section 4b can be provided there on the lateral surface 4a.
- the lateral surface 4a is limited in the illustrated embodiment by circumferential, radially or flange slightly protruding edges 4c, the lateral slipping of the control plate 30 during its mounting on the lateral surface 4a Prevent body 4 and are further arranged in the flattened portion 4b of the lateral surface 4a upstanding alignment pins 40 which protrude when mounting the control plate 30 through the superimposed first holes 36 a, 36 b in the overlapping end portions 30 a, 30 b of the control plate 30, as shown in FIG FIGS. 4 and 5 in conjunction with the FIGS. 6 and 7 is apparent.
- the first holes 36a, 37a in the end portions 30a, 30b of the control plate 30 in conjunction with the alignment pin 40 on the flattened portion 4b of the lateral surface 4a of the body 4 serve to arrange the control plate 30 in the correct position on the lateral surface 4a of the body 4 during assembly ,
- a plate-shaped fastening means 42 is used in the illustrated embodiment, which is fixed to the flattened portion 4 b of the lateral surface 4 a of the body 4, as the FIGS. 4 and 5 reveal.
- the fixation of the fastening means 42 on the body 4 is effected by means of screws 44, which by the superimposed second holes 36b, 37b in the overlapping region of the two end portions 30a, 30b of the control plate 30 are plugged, as shown FIG. 4 in conjunction with the FIGS. 6 and 7 it can be seen, and are in threaded engagement with trained in the body, not shown in the drawings threaded holes.
- the fastening means 42 By screwing the fastening means 42 takes place a fixing of the control plate 30 in the region of its two overlapping end portions 30a, 30b by clamping engagement between the plate-shaped fastening means 42 and the flattened portion 4b of the lateral surface 4a of the body 4.
- the flattened portion 4b of the lateral surface 4a is bounded on both sides by corresponding portions 4cc of the edges 4c.
- control plate 30 For the attachment of the control plate 30, it is alternatively or additionally conceivable to arrange in the lateral surface 4a of the body 4, preferably plate-shaped, not shown in the figures magnetic elements and to provide the control plate 30 at least partially with magnetic material or to produce from such whereby the fixation of the control plate 30 on the lateral surface 4a of the body 4 is generated by magnetic action or at least supported.
- a tensioning device which has a plate-shaped clamping means 46 and the clamping means 46 on the body 4 fastened clamping screws 48 which are in screw engagement with correspondingly formed in the body 4, but not shown in the drawings tapped holes.
- the clamping means 46 is disposed in the region of the flattened portion 4b of the lateral surface 4a of the body 4 at a location in which the flattened portion 4b of the lateral surface 4a of the body 4 is provided with a recess 4d.
- This depression 4d is bridged by the control plate 30 in the region of its overlapping end sections 30a, 30b, on the upper side of which the clamping device 46 rests.
- the tensioning means 46 is moved in the direction of the depression 4d and thereby presses the control plate 30 at this point in the direction of the depression 4d.
- FIG. 8 is the body 4 in contrast to the representation of Fig. 4 shown without mounted control plate.
- Figure 8 indicates that between the two previously mentioned grooves 18, 19, a further groove 50 is provided which extends approximately centrally between the two grooves 18, 19 and parallel to these.
- the body 4 according to the in Fig. 8 illustrated embodiment allows the adaptation of the conveyor 2 to at least two different lengths corresponding to the axial distances between the grooves 18 and 50 or the grooves 50 and 19 (short length) on the one hand or between the grooves 18 and 19 (long) on the other.
- a further increase in format flexibility can be achieved by arranging more than in Fig. 8 achieve three grooves shown.
- the control plate 30 described not only serves to selectively influence the air flow, but also forms an advantageous measure for adapting the conveyor 2 to the length of the article 14 to be transported.
- the conveyor drum. 6 disassembled by a quick release, not shown, the clamping means 46 and the fastener 42 successively dissolved and the control plate 30 unwound.
- a new control plate with differently sized through holes 32, 33 and openings 34, 35 in adaptation to the new article is then placed on the lateral surface 4a of the body 4, aligned by means of the alignment pins 40, fastened by means of the fastener 42 and then tensioned by means of the clamping means 46 ,
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
Description
- Die Erfindung betrifft ein Bauteil für eine zum Fördern von Artikeln der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung, die einen stationären Körper mit einer Fläche, in der mindestens eine mit Unterdruck beaufschlagbare erste Aussparung ausgebildet ist, und ein benachbart zur Fläche des Körpers mit einer Innenseite angeordnetes und gegenüber der Fläche des Körpers in einer Bewegungsrichtung bewegbares Förderelement aufweist, das an seiner Außenseite mit mehreren in Bewegungsrichtung hintereinanderliegenden Aufnahmeabschnitten zur temporären Aufnahme der Artikel versehen ist und erste Durchlässe enthält, die die Aufnahmeabschnitte an der Außenseite mit mindestens einer in Fluidverbindung mit der ersten Aussparung in der Fläche des Körpers bringbaren ersten Öffnung an der Innenseite des Förderelementes verbindet. Ferner betrifft die Erfindung einen Bauteilsatz mit mindestens zwei derartigen Bauteilen. Schließlich betrifft die Erfindung eine Fördervorrichtung zum Fördern von Artikeln der Tabak verarbeitenden Industrie mit mindestens einem derartigen Bauteil.
- Artikel der Tabak verarbeitenden Industrie können beispielsweise stabförmige Gegenstände wie Tabakstäbe und -stöcke mit begrenzter Länge, Filterstäbe oder Zigaretten mit und ohne Filter oder auch Zigarillos oder Belagpapierblättchen u. dgl. sein.
- Bei der Fördervorrichtung der eingangs genannten Art findet der Transport der Artikel der Tabak verarbeitenden Industrie mithilfe des Förderelementes statt, welches sich in Bewegungsrichtung und somit in Förder- bzw. Transportrichtung bewegt. Hierzu werden die Artikel von den in Bewegungsrichtung hintereinanderliegenden Aufnahmeabschnitten an der Außenseite des bewegbaren Förderelementes aufgenommen. Während des Transportes sind die Aufnahmeabschnitte über im bewegbaren Förderelement ausgebildete erste Durchlässe, mindestens eine mit den ersten Durchlässen kommunizierende und an der Innenseite des Förderelementes ausgebildete erste Öffnung und die mit der ersten Öffnung in Fluidverbindung stehende erste Aussparung in der Fläche des Körpers mit einer Unterdruckquelle verbunden, so dass die zu fördernden Artikel durch einen in den Aufnahmeabschnitten ausgebildeten Unterdruck an die Außenseite des bewegbaren Förderelementes angesaugt und vom Förderelement während dessen Bewegung mitgenommen werden, wobei die Aufnahmeabschnitte insbesondere nutenförmig ausgebildet sind.
- Bevorzugt ist die Fördervorrichtung der zuvor erwähnten Art als Rotationsfördervorrichtung ausgebildet, bei welcher der stationäre Körper im Wesentlichen einen Rotationskörper und die Fläche des stationären Körpers eine Außen- bzw. Mantelfläche des Rotationskörpers bildet und als bewegbares Förderelement eine den stationären Körper umschließende Trommel vorgesehen ist, die im Wesentlichen konzentrisch zum stationären Körper angeordnet und gegenüber diesem drehbar gelagert ist, um die Artikel der Tabak verarbeitenden Industrie in einer Rotationsrichtung zu fördern. Derartige Fördervorrichtungen und insbesondere Rotationsfördervorrichtungen werden in Trommelmaschinen der Tabak verarbeitenden Industrie eingesetzt, und zwar insbesondere in Filteransetzmaschinen und Multifilterherstellmaschinen.
- Fördervorrichtungen und insbesondere Rotationsfördervorrichtungen zum Fördern von Artikeln der Tabak verarbeitenden Industrie sind bekannt. Beispielsweise offenbart die
WO 2010/012 420 A1 eine Fördertrommel mit Aufnahmen für Artikel der Tabak verarbeitenden Industrie, bei der verschiedene Arten von Aufnahmen vorgesehen sind. - Für die Herstellung von Artikeln der Tabak verarbeitenden Industrie mit unterschiedlichem Format, insbesondere unterschiedlicher Länge, sind die entsprechenden, formatrelevanten Komponenten einer hierfür verwendeten Maschine, insbesondere der Fördervorrichtungen der eingangs genannten Art, an ein geändertes Format anzupassen, was häufig mit hohem Aufwand und langen Stillstandszeiten sowie daraus resultierenden hohen Kosten verbunden ist.
- Im Stand der Technik ist der vielfach auch als "Steuerflansch" bezeichnete Körper aus Gussmaterial hergestellt und in die die Oberfläche bildende Fläche des gegossenen Steuerflansches die vielfach auch als "Steuernut" bezeichnete erste Aussparung durch Fräsen hergestellt. Insbesondere bei Änderungen in der Länge der herzustellenden Artikel können entsprechende Verschiebungen der Steuernut(en) auf der Oberfläche des Steuerflansches erforderlich sein, was einen Austausch der betreffenden Komponenten bedingt und zu dem bereits vorher angesprochenen hohen Aufwand führt.
- Außerdem verursachen zumindest einige herkömmliche Ausführungen der Fördervorrichtungen teilweise einen hohen Luftverbrauch. Dieser führt zu einem hohen Luftstrom, der zwar im Übernahmebereich erforderlich ist, um dort für eine zuverlässige und zügige Übernahme der Artikel eine wirksame Anziehungskraft zu erzeugen, jedoch in dieser Stärke im Laufe des weiteren Transportes nicht mehr benötigt wird; denn zum einfachen Fixieren in den Aufnahmeabschnitten während des eigentlichen Transports sind sehr geringe Luftströme ausreichend. In jenen Abschnitten die Aussparung bzw. Steuernut besonders schmal zu gestalten und insbesondere mit einer Breite von weniger als 2 mm zur Reduzierung des Luftverbrauches in der Oberfläche des Körpers bzw. des Steuerflansches vorzusehen, hat sich aber insbesondere bei Verwendung des Fräsverfahrens als unwirtschaftlich herausgestellt.
- Es ist daher eine Aufgabe der vorliegenden Erfindung, eine Maßnahme vorzuschlagen, wodurch die Anpassung einer Fördervorrichtung an Artikel unterschiedlichen Formates, insbesondere unterschiedlicher Länge, erleichtert wird. Es ist ferner eine Aufgabe der vorliegenden Erfindung, den Luftverbrauch zu reduzieren.
- Gelöst wird diese Aufgabe durch ein Bauteil für eine zum Fördern von Artikeln der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung, die einen stationären Körper mit einer Fläche, in der mindestens eine mit Unterdruck beaufschlagbare erste Aussparung ausgebildet ist, und ein benachbart zur Fläche des Körpers mit einer Innenseite angeordnetes und gegenüber der Fläche des Körpers in einer Bewegungsrichtung bewegbares Förderelement aufweist, das an seiner Außenseite mit mehreren in Bewegungsrichtung hintereinanderliegenden Aufnahmeabschnitten zur temporären Aufnahme der Artikel versehen ist und erste Durchlässe enthält, die die Aufnahmeabschnitte an der Außenseite mit mindestens einer in Fluidverbindung mit der ersten Aussparung in der Fläche des Körpers bringbaren ersten Öffnung an der Innenseite des Förderelementes verbindet, gekennzeichnet durch eine Lage, die zur stationären Anordnung auf der Fläche des Körpers ausgebildet und mit mindestens einer bei Anordnung auf der Fläche des Körpers in Fluidverbindung mit der ersten Aussparung in der Fläche des Körpers und mit der ersten Öffnung an der Innenseite des Förderelementes 6 bringbaren ersten Durchgangsöffnung versehen ist.
- Erfindungsgemäß wird demnach eine Lage auf der Fläche bzw. Oberfläche des stationären Körpers und somit zwischen dieser Fläche des stationären Körpers und der Innenseite des Förderelementes angeordnet. Dabei ist die Anordnung der erfindungsgemäßen Lage auf der Fläche des Körpers stationär, so dass die Lage gegenüber dem Körper ortsfest auf dessen Fläche aufliegt. Somit bewegt sich das Förderelement nicht nur gegenüber der Fläche des stationären Körpers, sondern in gleicher Weise auch gegenüber der stationär auf der Fläche des Körpers angeordneten erfindungsgemäßen Lage. Unter einer Lage ist ein flächiges, insbesondere bahn-, blatt- oder plattenförmiges, vorzugsweise flexibles, Element zu verstehen, welches bevorzugt relativ dünn ist und somit wenig Platz verbraucht, so dass durch die Verwendung der erfindungsgemäßen Lage die Bauform der Fördervorrichtung im Wesentlichen unbeeinflusst bleibt.
- Durch die Anordnung auf der Fläche des stationären Körpers und somit zwischen diesem und der Innenseite des Förderelementes liegt die Lage mit ihrer ersten Durchgangsöffnung in einem Fließweg der Saugluft, welcher von den Aufnahmeabschnitten an der Außenseite des Förderelementes über die darin ausgebildeten ersten Durchlässe und die zugehörige erste Öffnung an der Innenseite des Förderelementes zur ersten Aussparung in der Fläche des stationären Körpers führt. Denn erfindungsgemäß ist die erste Durchgangsöffnung in der Lage derart ausgebildet, dass sie bei stationärer Anordnung auf der Fläche des Körpers in Fluidverbindung sowohl mit der Aussparung in der Fläche des Körpers als auch mit der ersten Öffnung an der Innenseite des Förderelementes steht. Durch eine besondere Ausbildung und Anordnung der erfindungsgemäßen Lage ist es nun möglich, den Luftstrom gezielt zu beeinflussen, wozu die Durchgangsöffnung in der Lage entsprechend zu dimensionieren ist. Insbesondere lässt sich die Durchgangsöffnung als schmaler Schlitz für geringsten Luftverbrauch preiswert herstellen.
- Dadurch, dass der Luftstrom durch die entsprechende Dimensionierung der Durchgangsöffnung in der Lage bestimmt wird, lässt sich eine Standardisierung und ein hoher Vorfertigungsgrad des stationären Körpers erzielen, insbesondere indem die in dessen Fläche ausgebildete(n) Aussparung(en) so dimensioniert wird (werden), dass sich ein solcher Körper für die Anordnung verschiedener Lagen mit unterschiedlich dimensionierten Durchgangsöffnungen zum Transport von unterschiedlich dimensionierten Artikeln eignet. Somit bietet die Erfindung eine einfache und preiswerte Möglichkeit, die zugehörige Fördervorrichtung an ein geändertes Format und insbesondere eine geänderte Länge der zu fördernden Artikel anzupassen. Denn eine individuell an das Format eines bestimmten Artikels angepasste Lage lässt sich preiswert herstellen, und der Umbauaufwand ist relativ gering, da lediglich die leichte Lage anstelle des schweren Körpers zu tauschen ist.
- Neben einem Austausch der erfindungsgemäßen Lage auf ein anderes Format von zu fördernden Artikeln ermöglicht die Erfindung auch eine leichtere Wartung bzw. Instandsetzung. Der Austausch lediglich der erfindungsgemäßen Lage anstelle der gesamten Fördervorrichtung ermöglicht eine schnellere Durchführung eines Formatwechsels oder einer Wartung bzw. Instandsetzung und führt damit zu geringeren Stillstandszeiten sowie andererseits, wie bereits angesprochen, zu einer Verringerung der Kosten, da die Lage einen deutlich geringeren Materialeinsatz erfordert als die übrigen Bauteile der Fördervorrichtung.
- Schließlich besteht ein weiterer Vorteil der Erfindung darin, dass eine mit dem erfindungsgemäßen Bauteil versehene Fördervorrichtung ebenso mit weiteren Komponenten einer Maschine der Tabak verarbeitenden Industrie zusammenwirken kann wie herkömmliche Fördervorrichtungen. Daher ist es möglich, in bestehenden Maschinen der Tabak verarbeitenden Industrie herkömmliche Fördervorrichtungen gegen Fördervorrichtungen mit dem erfindungsgemäßen Bauteil auszutauschen oder auch nur mit dem erfindungsgemäßen Bauteil nachzurüsten und auf diese Weise die Vorteile der Erfindung auch in bereits existierenden Maschinen der Tabak verarbeitenden Industrie nutzen zu können.
- Die Durchgangsöffnung bzw. Durchgangsöffnungen in der erfindungsgemäßen Lage können beispielsweise als eine Reihe oder als Lochbild angeordnete Bohrungen oder als Langlöcher in der Lage ausgebildet sein, wobei in Reihe angeordnete Bohrungen oder Langlöcher vorzugsweise etwa in Bewegungsrichtung des bewegbaren Förderelementes angeordnet sind. Außerdem sollte bevorzugt die Ausbildung und Anordnung der Durchgangsöffnung(en) in der Lage zum einen auf das Format der jeweils geförderten Artikel und zum anderen auf eventuell unterschiedliche Anforderungen in den einzelnen Zonen oder Regionen entlang des Förderweges abgestimmt sein.
- Bevorzugte Ausführungen und Weiterbildungen der Erfindung sind in den abhängigen Ansprüchen angegeben.
- So kann das erfindungsgemäße Bauteil für eine zum Fördern von Artikeln der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung vorgesehen sein, bei welcher in der Fläche des stationären Körpers mindestens eine mit Unterdruck beaufschlagbare und von der ersten Aussparung beabstandete zweite Aussparung und an der Innenseite des bewegbaren Förderelementes mindestens eine in Fluidverbindung mit der zweiten Aussparung in der Fläche des Körpers bringbare zweite Öffnung ausgebildet ist und das bewegbare Förderelement zweite Durchlässe enthält, die die Aufnahmeabschnitte an der Außenseite mit der mindestens einen zweiten Öffnung an der Innenseite verbindet, wozu die Lage zusätzlich zu der bereits erwähnten ersten Durchgangsöffnung mindestens eine von der ersten Durchgangsöffnung beabstandete und bei Anordnung auf der Fläche des Körpers in Fluidverbindung mit der zweiten Aussparung in der Fläche des Körpers und mit der zweiten Öffnung an der Innenseite des Förderelementes bringbare zweite Durchgangsöffnung aufweist. Diese Ausführung ist besonders vorteilhaft, um die zu fördernden Artikel für eine besonders sichere Haftung oder Fixierung in den Aufnahmeabschnitten auf dem Förderelement jeweils an beiden Endabschnitten mit Saugdruck entsprechend zu beaufschlagen.
- Vorzugsweise weist die Durchgangsöffnung in der Lage mindestens einen schlitzförmigen Abschnitt auf, der sich bevorzugt im Wesentlichen in Bewegungsrichtung des bewegbaren Förderelementes erstreckt. Wie bereits zuvor erwähnt, eignet sich die erfindungsgemäße Lage insbesondere auch zur preiswerten Herstellung besonders schmaler Schlitze für geringsten Luftverbrauch. Da sich der Luftstrom durch eine derartige Ausgestaltung besonders gezielt beeinflussen lässt, können derartige Schlitze auch als Steuernut bezeichnet werden.
- Im Falle der Verwendung zweier beabstandeter Aussparungen im Körper und dementsprechend zweier jeweils zu den Aufnahmeabschnitten führender Durchlässe im Förderelement verläuft in der Lage der mindestens eine schlitzförmige Abschnitt der ersten Durchgangsöffnung im Wesentlichen parallel zu dem mindestens einen schlitzförmigen Abschnitt der zweiten Durchgangsöffnung.
- Bei einer weiteren bevorzugten Ausführung weist die Durchgangsöffnung in der Lage mindestens einen ersten Abschnitt und einen zweiten Abschnitt auf, von denen der erste Abschnitt, in Bewegungsrichtung des bewegbaren Förderelementes betrachtet, vor dem zweiten Abschnitt liegt und einen größeren Öffnungsquerschnitt als der zweite Abschnitt hat. Bei dieser Ausführung bildet der vordere erste Abschnitt eine Zone zur Aufnahme der Artikel und besitzt deshalb einen relativ großen Öffnungsquerschnitt, um ausreichend Saugkraft zum Ansaugen für die Aufnahme der Artikel zu erzeugen. Der, in Bewegungsrichtung des bewegbaren Förderelementes betrachtet, dahinterliegende zweite Abschnitt bildet die so genannte Transportzone und weist vorzugsweise einen besonders schmalen Schlitz oder besonders schmale Schlitze auf, da in der Transportzone die an bzw. in den Aufnahmeabschnitten befindlichen Artikel nur gegen unbeabsichtigtes Lösen gehalten werden müssen und hierfür deshalb nur eine geringe Saugkraft vonnöten ist, so dass in der Transportzone der Luftverbrauch auf ein Minimum reduziert werden kann. Die Breite des zweiten schlitzförmigen Abschnittes kann bevorzugt etwa 0,2 mm bis 2 mm betragen.
- Gemäß einer weiteren bevorzugten Ausführung kann das erfindungsgemäße Bauteil für eine zum Fördern von Artikeln der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung vorgesehen sein, bei welcher in der Fläche des stationären Körpers mindestens eine mit Überdruck beaufschlagbare dritte Aussparung ausgebildet ist, mit der die mindestens eine erste Öffnung an der Innenseite des bewegbaren Förderelementes wahlweise in Fluidverbindung bringbar ist, wozu die erfindungsgemäße Lage mindestens eine bei Anordnung auf der Fläche des Körpers in Fluidverbindung mit der dritten Aussparung in der Fläche des Körpers und mit der ersten Öffnung an der Innenseite des Förderelementes bringbare dritte Durchgangsöffnung aufweist. Bei dieser Ausführung bildet die dritte Aussparung in der Fläche des Körpers gemeinsam mit der zugehörigen dritten Durchgangsöffnung in der erfindungsgemäßen Lage eine Zone für die Abgabe der Artikel durch Ausblasen aus den Aufnahmeabschnitten, wobei die Abgabezone, in Bewegungsrichtung des bewegbaren Förderelementes betrachtet, hinter der zuvor erwähnten Transportzone liegt. Deshalb sollte zweckmäßigerweise die dritte Durchgangsöffnung, in Bewegungsrichtung des bewegbaren Förderelementes betrachtet, hinter der ersten Durchgangsöffnung angeordnet sein.
- Im Falle der Ausbildung zweier voneinander beabstandeter, mit Unterdruck beaufschlagbarer Aussparungen in der Fläche des Körpers und somit zweier entsprechend beabstandeter und zu den Aufnahmeabschnitten führenden Durchlässe im Förderelement weist die erfindungsgemäße Lage dementsprechend mindestens eine bei Anordnung auf der Fläche des Körpers in Fluidverbindung mit der vierten Aussparung in der Fläche des Körpers und mit der zweiten Öffnung an der Innenseite des Förderelementes bringbare vierte Durchgangsöffnung auf. Zweckmäßigerweise sollte auch diese vierte Durchgangsöffnung, in Bewegungsrichtung des bewegbaren Förderelementes betrachtet, hinter der zweiten Durchgangsöffnung angeordnet sein.
- Vorzugsweise ist die Lage als Folie oder Blech ausgebildet, wobei die Dicke insbesondere weniger als 1 mm und bevorzugt zwischen 0,1 mm und 0,8 mm betragen kann. Außerdem kann die Lage bevorzugt als, insbesondere ringförmig zu schließender oder geschlossener, Streifen ausgebildet sein.
- Für ein einfaches Auswechseln der Lage zur Anpassung an ein geändertes Format und insbesondere eine geänderte Länge der zu fördernden Artikel sind insbesondere Befestigungsmittel zur lösbaren Befestigung der Lage auf der Fläche des stationären Körpers vorgesehen.
- Bei einer Weiterbildung der zuvor genannten Ausführung kann zum Anhaften an am stationären Körper vorgesehenen magnetischen Befestigungselementen die Lage magnetisierbares Metall aufweisen oder daraus bestehen. Insbesondere eine Kombination von einer Lage mit oder aus magnetisierbarem Metall und magnetischen Befestigungsmitteln am stationären Körper hat den Vorteil, dass die resultierende Befestigung mittels Magnetkraft einerseits im Betrieb der Fördervorrichtung sehr zuverlässig und andererseits leicht zu lösen ist. Je nach Ausgestaltung kann das Lösen der Befestigung der Lage ohne (Spezial-)Werkzeug erfolgen.
- Alternativ oder zusätzlich ist es auch denkbar, dass die Befestigungsmittel Spannelemente zum Aufspannen der Lage auf der Fläche des stationären Körpers aufweisen. Durch das Aufspannen lässt sich ein hoher Reibschluss zwischen der Lage und der Fläche des Körpers erzielen, wodurch eine sichere Fixierung der Lage am Körper gewährleistet wird.
- Zweckmäßigerweise können Positionierungsmittel verwendet werden, die ausgebildet sind, die Lage auf der Fläche des Körpers in einer vorbestimmten Position festzulegen und vorzugsweise dabei mit entsprechenden, am Körper vorgesehenen Positionierungsmitteln zusammenzuwirken. Die Verwendung von Positionierungsmitteln hat den Vorteil, dass sichergestellt wird, dass die Lage in einer vorbestimmten Position auf der Fläche des Körpers angeordnet ist, damit die zu transportierenden Artikel ohne Störung des Förderprozesses von anderen Fördervorrichtungen aufgenommen und wiederum an andere Fördervorrichtungen abgegeben werden können. Die Positionierungsmittel können an der Fläche des Körpers und/oder an der Lage ausgebildet sein. Beispielsweise können die Positionierungsmittel mindestens eine in der Lage ausgebildete Öffnung zur Aufnahme eines zugehörigen, am Körper angeordneten Positionierungsstiftes oder -steges aufweisen.
- Ein weiterer Aspekt der Erfindung besteht in der Bereitstellung eines Bauteilsatzes mit mindestens einem ersten Bauteil gemäß der vorliegenden Erfindung und einem zweiten Bauteil gemäß der vorliegenden Erfindung, wobei das erste Bauteil für die Förderung von Artikeln eines ersten Formates und das zweite Bauteil für die Förderung von Artikeln eines zweiten, vom ersten unterschiedlichen Formates ausgebildet ist.
- Hieran zeigt sich ein weiterer Vorteil der Erfindung, der sich nämlich dadurch ergibt, dass als Ersatz- oder Austauschteil lediglich die erfindungsgemäßen Bauteile vorgehalten werden müssen, die in der Lagehalterung deutlich Platz sparender sind als Komponenten der Fördervorrichtungen oder Fördervorrichtungen im Ganzen.
- Schließlich betrifft ein dritter Aspekt der vorliegenden Erfindung eine Fördervorrichtung zum Fördern von Artikeln der Tabak verarbeitenden Industrie mit mindestens einem Bauteil gemäß der vorliegenden Erfindung.
- Nachfolgend wird ein bevorzugtes Ausführungsbeispiel der Erfindung anhand der beiliegenden Zeichnungen näher erläutert. Es zeigen:
- Fig. 1
- in perspektivischer Ansicht eine Rotationsfördervorrichtung zum Fördern von Artikeln der Tabak verarbeitenden Industrie;
- Fig. 2
- einen Querschnitt durch eine einen Bestandteil der Rotationsfördervorrichtung von
Fig. 1 bildende Anordnung aus einen Steuerflansch bildendem Körper und Fördertrommel; - Fig. 3
- in perspektivischer Ansicht einen als einen Bestandteil der Rotationsfördervorrichtung von
Fig. 1 vorgesehenen und einen Steuerflansch bildenden Körper gemäß einer weiteren Ausführung; - Fig. 4
- in perspektivischer Ansicht einen einen Steuerflansch bildenden Körper mit einem auf seinem Mantel angeordneten Steuerblech gemäß einer bevorzugten Ausführung der Erfindung;
- Fig. 5
- einen Querschnitt durch die in
Fig. 4 gezeigte Anordnung; - Fig. 6
- eine Einzeldarstellung des in den
Figuren 4 und5 gezeigten Steuerbleches in einer kreisförmig geschlossenen Form; - Fig. 7
- das Steuerblech von
Fig. 6 in ausgebreiteter, flach liegender Form; und - Fig. 8
- in perspektivischer Ansicht den einen Steuerflansch bildenden Körper von
Fig. 4 ohne darauf angeordnetes Steuerblech. - In den
Figuren 1 und2 ist eine Fördervorrichtung 2 zum Fördern von Artikeln der Tabak verarbeitenden Industrie gezeigt, die im dargestellten Ausführungsbeispiel als Rotationsfördervorrichtung ausgebildet ist und einen herkömmlichen Aufbau besitzt. Die dargestellte Fördervorrichtung 2 weist einen stationär angeordneten, im Wesentlichen zylindrischen Körper 4, der eine im Wesentlichen zylindrische Außen- bzw. Mantelfläche 4a besitzt und auch als Steuerflansch bezeichnet wird, eine Fördertrommel 6, die koaxial zum Körper 4 und gegenüber diesem in Rotationsrichtung R drehbar gelagert ist und eine Außenseite 6a und eine benachbart zur Mantelfläche 4a des Körpers 4 liegende Innenseite 6b besitzt, und einen Antrieb 8, um die Fördertrommel 6 in Rotation zu versetzen, auf. - Im dargestellten Ausführungsbeispiel sind an der Außenseite 6a der Fördertrommel 6 zwei in Umfangsrichtung verlaufende und axial voneinander beabstandete ringförmige Nutenkränze 10, 11 ausgebildet, die jeweils eine Reihe von mulden- oder nutenförmigen Aufnahmeabschnitten aufweisen, die sich in axialer Richtung erstrecken und nebeneinander liegen. Zur besseren Darstellung des von der Fördertrommel 6 umschlossenen Steuerflansches bzw. Körpers 4 ist in der Abbildung von
Fig. 1 der (gemäß der Darstellung vonFig. 1 rechte) Abschnitt der Fördertrommel 6 mit dem Nutenkranz 10 größtenteils weggeschnitten, so dass von jenem Nutenkranz 10 nur ein noch verbliebener schmaler Teil dargestellt ist. Von den mulden- oder nutenförmigen Aufnahmeabschnitten auf den Nutenkränzen 10, 11 ist beispielhaft nur jeweils ein Aufnahmeabschnitt mit dem Bezugszeichen "12" gekennzeichnet. Die Aufnahmeabschnitte 12 dienen zur Aufnahme von Artikeln der Tabak verarbeitenden Industrie, von denen inFig. 1 beispielhaft eine Filterzigarette 14 gezeigt ist. Bei Rotation werden die in den Aufnahmeabschnitten 12 liegenden Artikel in queraxialer Richtung entsprechend der Rotationsrichtung R von der Fördertrommel 6 mitgenommen, die somit die Artikel entlang eines Teilkreises transportiert. Dabei bilden im dargestellten Ausführungsbeispiel die beiden Nutenkränze 10, 11 entsprechend zwei Förderlinien der Fördervorrichtung 2, wobei die im Folgenden anhand eines der beiden Nutenkränze 10, 11 beschriebenen Merkmale, Ausführungsdetails und Vorteile, soweit nicht anders angegeben, auch für den anderen Nutenkranz und die von diesem gebildete Förderlinie gleichermaßen gelten. - Um die Artikel in den mulden- oder nutenförmigen Aufnahmeabschnitten fixieren zu können, sind die mulden- oder nutenförmigen Aufnahmeabschnitte an eine nicht dargestellte Saugluftquelle angeschlossen und können von dieser mit einem Unterdruck beaufschlagt werden, um die Artikel 14 anzusaugen. Wie die
Figuren 1 und2 erkennen lassen, sind hierfür im dargestellten Ausführungsbeispiel Paare von Durchlässen 16, 17 vorgesehen, die sich vom Boden der Aufnahmeabschnitte 12 an der Außenseite 6a etwa radial durch den Mantel der Fördertrommel 6 hindurch erstrecken und in eine zugehörige Öffnung an der Innenseite 6b der Fördertrommel 6 münden. WieFig. 1 anhand des Nutenkranzes 11 ferner erkennen lässt, mündet in den Boden jedes mulden- oder nutenförmigen Aufnahmeabschnittes 12 ein Paar der Durchlässe 16, 17, so dass die Anzahl der in diesem Ausführungsbeispiel verwendeten Paare von Durchlässen 16, 17 gleich der Anzahl der Aufnahmeabschnitte 12 ist. WieFig. 1 ferner erkennen lässt, münden im dargestellten Ausführungsbeispiel die Durchlässe 16, 17 in den Boden der Aufnahmeabschnitte 12 an einer Stelle benachbart zu deren Enden. Wie bereits angesprochen wurde und inFig. 2 besonders gut erkennbar ist, münden die Durchlässe 16, 17 an der Innenseite 6b der Fördertrommel 6 in dort ausgebildete Öffnungen, wobei inFig. 2 die Durchlässe 16 und die zugehörigen Öffnungen an der Innenseite 6b gezeigt sind und stellvertretend für jene Öffnungen eine dieser Öffnungen mit dem Bezugszeichen "16a" gekennzeichnet ist. - Wie die
Figuren 1 und2 ferner erkennen lassen, sind im dargestellten Ausführungsbeispiel in der Mantelfläche 4a des Körpers 4 zwei voneinander beabstandete und sich in Umfangsrichtung erstreckende Nuten 18, 19 ausgebildet, die an eine nicht dargestellte Saugluftquelle angeschlossen sind. Dabei ist die Anordnung der beiden Nuten 18, 19 in der Mantelfläche 4a des stationären Körpers 4 und der von den Durchlässen 16, 17 an der Innenseite 6b der Fördertrommel 6 gebildeten Öffnungen derart getroffen, dass die von den Durchlässen 16 an der Innenseite 6b der Fördertrommel 6 gebildeten Öffnungen 16a mit der Nut 18 auf der Mantelfläche 4a des Körpers 4 und die von den Durchlässen 17 an der Innenseite 6b der Fördertrommel 6 gebildeten Öffnungen mit der Nut 19 auf der Mantelfläche 4a des Körpers 4 fluchten. So entsteht eine Fluidverbindung zwischen den in den Aufnahmeabschnitten 12 an der Außenseite 6a der Fördertrommel 6 mündenden Durchlässen 16, 17 und den Nuten 18, 19 in der Mantelfläche 4a des stationären Körpers 4. Da diese Nuten 18, 19, wie bereits angesprochen, an eine nicht dargestellte Saugluftquelle angeschlossen sind, entsteht somit in den Aufnahmeabschnitten 12 ein Unterdruck, welcher ein Anhaften der Artikel durch Saugwirkung zum Fixieren der Artikel im jeweiligen Aufnahmeabschnitt 12 verursacht, wie inFig. 1 anhand der dort gezeigten Filterzigarette 14 erkennbar ist. Wegen der Fixierung mithilfe von Unterdruck werden die Aufnahmeabschnitte 12 auch als Unterdrucktaschen bezeichnet. - Da sich die Nuten 18, 19 entlang der Mantelfläche 4a des Körpers 4 über einen gewissen Winkelabstand erstrecken, bleibt die Beaufschlagung eines Aufnahmeabschnittes mit Unterdruck so lange erhalten, wie dieser Aufnahmeabschnitt 12 über die Durchlässe 16, 17 in der Fördertrommel 6 in Fluidverbindung mit den Nuten 18, 19 in der Mantelfläche 4a des Körpers 4 bleibt. Dies ist während der Rotationsbewegung der Fördertrommel 6 so lange der Fall, wie sich im dargestellten Ausführungsbeispiel der betreffende Aufnahmeabschnitt 12 auf der Fördertrommel 6 im Bereich der Nuten 18, 19 auf der Mantelfläche 4a des Körpers 4 über diesen befindet. Wie
Fig. 2 erkennen lässt, erstreckt sich die Nut 18 entlang der Mantelfläche 4a des Körpers 4, in Rotationsrichtung R der Fördertrommel 6 betrachtet von ihrem Anfang 18a bis zu ihrem Ende 18b etwa über einen 3/4-Kreis, so dass entlang dieses Weges jeder Aufnahmeabschnitt 12 an der Außenseite 6a der Fördertrommel 6 mit Unterdruck beaufschlagt wird. Gleiches gilt auch für die andere Nut 19, die ja parallel zur Nut 18 verläuft, wie ausFig. 1 ersichtlich ist. - Im Bereich des Anfanges der Nuten 18, 19, also in der Darstellung von
Fig. 2 im Bereich des Anfanges 18a der Nut 18, findet eine Übergabe der Artikel 14 von einer vorgeschalteten, in den Figuren nicht dargestellten Fördervorrichtung statt. Dies geschieht mithilfe des in den Aufnahmeabschnitten 12 erzeugten Unterdrucks, so dass während der Übergabe bzw. Aufgabe der Artikel diese in die jeweiligen Aufnahmeabschnitte 12 gesogen werden. Die Übernahme bzw. Aufgabe der Artikel 14 auf den jeweiligen Nutenkranz 10 bzw. 11 der Fördertrommel 6 erfolgt kontinuierlich nacheinander aufgrund der kontinuierlich fortgesetzten Rotation der Fördertrommel 6. - Nach Übernahme im Anfangsbereich der Nuten 18, 19, welcher auch als Aufgabezone bezeichnet wird, schließt sich eine Transportzone 18c an, die sich bis zum Ende 18b bzw. 19b der Nuten 18, 19 fortsetzt. In der Transportzone 18c bleiben die Artikel 14 mit Hilfe des Unterdruckes in den Aufnahmeabschnitten 12 haften und werden aufgrund der kontinuierlich fortgesetzten Rotation der Fördertrommel 6 entlang der Transportzone 18c entsprechend mitgenommen und somit gefördert, bis sie dann nacheinander das Ende 18b, 19b der Nuten 18, 19 erreichen. Dort hört dann die Beaufschlagung mit Unterdruck auf und werden die Aufnahmeabschnitte 12 anschließend nacheinander kurzzeitig mit Überdruck beaufschlagt.
- Wie die
Figuren 1 und2 erkennen lassen, ist hierfür eine axial verlaufende Nut 24 vorgesehen, die gemäß Darstellung vonFig. 2 , in Rotationsrichtung R und somit in Umfangsrichtung der Mantelfläche 4a des Körpers 4 betrachtet, eine Nutenteilung stromabwärts angeordnet ist. Diese Nut 24 ist über einen Kanal 25 (Fig. 2 ) an eine nicht dargestellte Druckluftquelle angeschlossen. Gelangt nun bei fortgesetzter Rotation der Fördertrommel 6 ein mit einem Artikel 14 befüllter Aufnahmeabschnitt 12 über seine Durchlässe 16, 17 in Fluidverbindung mit der axialen Nut 24 in der Mantelfläche 4a des Körpers 4, entsteht im betreffenden Aufnahmeabschnitt 12 ein Überdruck, wodurch der Artikel 14 aus diesem Aufnahmeabschnitt 12 abgegeben wird. Durch das Aufheben des Unterdrucks mittels Druckluft findet also eine Abgabe des Artikels 14 von der Fördertrommel 6 statt. Abgegeben werden dabei die Artikel 14 insbesondere an eine nicht dargestellte nachgeschaltete weitere Fördervorrichtung oder an eine ebenfalls nicht dargestellte nachgeschaltete Station zur Weiterverarbeitung. Somit wird im Bereich der axialen Nut 24 eine Abgabezone zur Abgabe der Artikel 14 aus den Aufnahmeabschnitten 14 heraus und somit von der Fördertrommel 6 gebildet. In diesem Zusammenhang sei noch einmal betont, dass der als Rotationskörper ausgebildete Körper 4 stationär und somit orts- und drehfest angeordnet ist und deshalb Gleiches auch für die in dessen Mantelfläche 4a ausgebildeten Nuten 18, 19 und 24 gilt. Demnach muss die Anordnung einer nicht dargestellten vorgeschalteten Fördervorrichtung, der in denFiguren 1 und2 dargestellten und zuvor beschriebenen Fördervorrichtung 2 und einer nicht dargestellten nachgeschalteten weiteren Fördervorrichtung oder Station zueinander so getroffen sein, dass eine zuverlässige Übergabe der Artikel 14 auf die Fördertrommel 6 im Anfangsbereich der Nuten 18, 19 und die Abgabe von der Fördertrommel 6 im Bereich der Nut 24 gewährleistet ist. - Dass es sich beim stationären Körper um einen Rotationskörper handelt, lässt besonders gut auch
Fig. 3 erkennen, in der nur der Körper 4 in einer modifizierten Ausführung gezeigt ist. - Bevorzugt wird der Körper 4 durch Gießen hergestellt und werden die Nuten 18, 19 und 24 in die Ober- bzw. Mantelfläche 4a des gegossenen Körpers 4 gefräst; demnach werden bevorzugt gegossene Körper bzw. Steuerflansche mit gefrästen Nuten verwendet.
- Aus der vorstehenden Beschreibung sowie insbesondere aus
Fig. 1 wird ersichtlich, dass u.a. die Anordnung und Ausbildung der Nuten 18, 19 und 24 in der Mantelfläche 4a des Körpers 4 von der Länge der zu transportierenden Artikel 14 bestimmt wird. Ist die Länge der zu transportierenden Artikel 14 beispielsweise kürzer als der Abstand zwischen den Nuten 18 und 19, welcher im dargestellten Ausführungsbeispiel wiederum den Abstand zwischen den Durchlässen 16, 17 in jedem Aufnahmeabschnitt 12 auf der Fördertrommel 6 bestimmt, kann ein sicheres Anhaften der Artikel 14 in den Aufnahmeabschnitten 12 und somit eine zuverlässige Fixierung nicht gewährleistet werden. Ein ähnliches Problem tritt auch im Falle von zu großen Längen oder Überlängen der zu transportierenden Artikel 14 auf, und zwar trotz der Wirkung beider Durchlässe 16, 17 in den Aufnahmeabschnitten 12. Somit können insbesondere bei Änderungen in der Länge der zu transportierenden Artikel Verschiebungen bzw. Ortsveränderungen der Nuten 18, 19 und/oder 24 auf der Mantelfläche 4a des Körpers 4 vonnöten sein, was einen kompletten Austausch der betreffenden Bauteile der Fördervorrichtung 2 erforderlich machen würde. - Während außerdem in dem die Aufgabezone bildenden Anfangsbereich der Nuten 18, 19 ein relativ hoher Unterdruck zum Ansaugen der zu übernehmenden Artikel benötigt wird, hat sich herausgestellt, dass für die anschließende Transportzone ein relativ niedriger Unterdruck ausreicht, um die Artikel 14 in den Aufnahmeabschnitten 12 zu halten. Dadurch könnte dort der Luftverbrauch auf den notwendigen Bedarf reduziert werden. Allerdings sind Nuten mit geringer Breite, insbesondere wenn sie schmaler als etwa 2 mm sein sollen, um den Luftverbrauch zu reduzieren, nicht wirtschaftlich mittels Fräsen herstellbar.
- Deshalb wird die Verwendung eines Steuerbleches 30 vorgeschlagen, das in Umfangsrichtung auf der Mantelfläche 4a des Körpers 4 befestigt wird, wie es in den
Figuren 4 und5 gezeigt ist. Ergänzend ist das Steuerblech 30 auch noch in einer Einzeldarstellung inFig. 6 im geschlossenen Zustand und inFig. 7 im ausgebreiteten, flach liegenden und somit geöffneten Zustand gezeigt. - Das Steuerblech 30 ist im dargestellten Ausführungsbeispiel als bahn-, blatt- bzw. plattenförmiges, ringförmig geschlossenes flexibles Element und insbesondere als Folie oder Blech ausgebildet, wobei die Dicke des Steuerbleches 30 insbesondere weniger als 1 mm und bevorzugt zwischen 0,1 mm und 0,8 mm beträgt. Wie insbesondere die
Figuren 6 und7 erkennen lassen, hat im dargestellten Ausführungsbeispiel das Steuerblech 30 die Form eines länglichen Streifens. - Das Steuerblech 30 ist so dimensioniert, dass es die Mantelfläche 4a des Körpers 4 zumindest in demjenigen Abschnitt abdeckt, wo sich die relevante Nut bzw. relevanten Nuten befindet bzw. befinden, wobei im Bereich der Nut(en) das Steuerblech 30 mit einer Durchgangsöffnung versehen ist. In
Figur 4 ist beispielhaft vom als Steuerflansch dienenden Körper 4 ein Segment gezeigt, welches ein von einer Nut 18 und einer Nut 19 (Figur 1 ) gebildetes Nutenpaar aufweist, das allerdings inFigur 4 wegen der Überdeckung durch das Steuerblech 30 nicht erkennbar ist. Bei dem inFigur 4 dargestellten Segment des Körpers 4 handelt es sich somit um einen axialen Abschnitt, der einer der beiden jeweils eine Förderlinie auf der Fördertrommel 6 definierenden Nutenkränze 10, 11 zugeordnet ist und bei dem es sich beispielsweise um den inFigur 1 freigelegten und dem Nutenkranz 10 zugeordneten (in der Darstellung vonFigur 1 rechten) Endabschnitt des Körpers 4 handeln kann. - Wie insbesondere die
Figuren 4 ,6 und7 erkennen lassen, ist im dargestellten Ausführungsbeispiel das Steuerblech 30 mit einer ersten Durchgangsöffnung 32 und einer zweiten Durchgangsöffnung 33 versehen, wobei sich diese beiden Durchgangsöffnungen 32, 33 beabstandet und parallel voneinander in Längsrichtung des Steuerbleches 30 (vgl.Figur 7 ) entsprechend der Umfangsrichtung der Mantelfläche 4a des Körpers 4 (vgl.Figuren 4 und6 ) und gleichzeitig auch der Rotationsrichtung R der Fördertrommel 6 (vgl.Figuren 1 und2 ) erstrecken. - Wie die
Figuren 4 ,6 und7 erkennen lassen, weist die erste Durchgangsöffnung 32 ein Langloch 32a auf, an dem sich eine Vielzahl von hintereinanderliegenden relativ schmalen, diskreten Schlitzen 32b anschließt. In gleicher Weise weist die zweite längliche Durchgangsöffnung 33 ein Langloch 33a auf, an dem sich eine Vielzahl von hintereinanderliegenden relativ schmalen, diskreten Schlitzen 33b anschließt. Dabei ist die Ausbildung der beiden Durchgangsöffnungen 32, 33 im Steuerblech 30 und die Anordnung des Steuerbleches 30 auf der Mantelfläche 4a des Körpers 4 derart getroffen, dass das Langloch 33a der ersten Durchgangsöffnung 32 mit dem Anfang 18a der Nut 18 (Figur 2 ) und das Langloch 33a der zweiten Durchgangsöffnung 33 mit dem Anfangsbereich der anderen Nut 19 des Körpers 6 in der Aufgabezone im Wesentlichen fluchtet und das Steuerblech 30 mit den Schlitzen 32b der ersten Durchgangsöffnung 32 die Nut 18 in der Mantelfläche 4a des Körpers 4 im Bereich ihrer gesamten Transportzone 18c und ihres Endes 18b (Figur 2 ) und mit den Schlitzen 33b der zweiten Durchgangsöffnung 33 die andere Nut 19 (Figur 1 ) in gleicher Weise entlang ihrer gesamten Transportzone und ihres Endes überdeckt. - Wie ferner insbesondere die
Figuren 4 ,6 und7 erkennen lassen, ist die Breite der Schlitze 32b, 33b deutlich geringer als die der Langlöcher 32a, 33a und haben die Langlöcher 32a, 33a einen deutlich größeren Öffnungsquerschnitt als mindestens jeweils einer der Schlitze 32b, 33b. Die Breite der Schlitze 32b, 33b kann bevorzugt etwa 0,2 mm bis 2 mm betragen. Somit ist der Öffnungsquerschnitt zumindest eines Schlitzes 32b bzw. 33b deutlich geringer als der der Langlöcher 32a, 33a. Diese unterschiedliche Dimensionierung trägt dem Umstand Rechnung, dass im Bereich der Aufgabezone, in der bei montiertem Steuerblech 30 die Langlöcher 32a, 33a liegen, zum Ansaugen der Artikel eine relativ hohe Saugkraft benötigt wird, während in der sich anschließenden Transportzone, entlang derer sich die Schlitze 32b, 33b erstrecken, die in den Aufnahmeabschnitten 12 befindlichen Artikel 14 (vgl.Figuren 1 und2 ) nur gegen unbeabsichtigtes Lösen bzw. Herausfallen gehalten werden müssen und hierfür deshalb nur eine geringe Saugkraft von Nöten ist. Die Ausbildung von hintereinanderliegenden diskreten Schlitzen 32b, 33b im Steuerblech 30 hat konstruktive Vorteile, da aufgrund des Vorhandenseins der dazwischenliegenden, die Schlitze voneinander trennenden und mit dem übrigen Teil des Steuerbleches 30 einstückigen Abschnitte keine allzu starke Schwächung des Steuerbleches 30 eintritt, sondern das Steuerblech 30 im Bereich der Schlitze seine Festigkeit im Wesentlichen behält. Grundsätzlich ist es aber auch denkbar, anstelle der im Ausführungsbeispiel gezeigten Vielzahl von hintereinanderliegenden diskreten Schlitzen 32b, 33b alternativ jeweils einen entsprechenden durchgehenden Schlitz vorzusehen. Die Schlitze 32b, 33b können bevorzugt mithilfe eines Lasers hergestellt werden. - Die
Figuren 6 und7 lassen ferner erkennen, dass fluchtend und beabstandet zum Ende der Anordnung der Schlitze 32b bzw. 33b jeweils eine weitere Öffnung 34 bzw. 35 im Steuerblech ausgebildet ist. Diese weiteren Öffnungen 34, 35 werden bei Montage des Steuerbleches 30 auf dem Körper 4 in Deckung mit der axialen Nut 24 in der Abgabezone (vgl.Figuren 1 ,2 und5 ) gebracht, so dass zum Lösen und Abgeben der Artikel 14 aus den Aufnahmeabschnitten 12 Druckluft durch jene weiteren Öffnungen 34, 35 im Steuerblech 30 geblasen werden kann. Da bei diesem Vorgang ein relativ hohes Luftvolumen benötigt wird, sind die Öffnungen 34, 35 jeweils mit einem größeren Öffnungsquerschnitt versehen, wie ein Vergleich mit den Schlitzen 32b, 33b insbesondere inFigur 7 erkennen lässt. - Wie
Figur 5 erkennen lässt, sind mehrere Saugluftkanäle 20 vorgesehen, die in die Nut 18 münden und an die nicht dargestellte Saugluftquelle angeschlossen sind. In gleicher Weise ist auch die Nut 19 mit derartigen Saugluftkanälen versehen. - Demnach wird also das Steuerblech 30 in den Fluidweg zwischen der Mantelfläche 4a des Körpers 4 und der Innenseite 6b der Fördertrommel 6 (vgl. hierzu
Figur 2 ) eingefügt, wobei durch die ortsfeste Anordnung des Steuerbleches 30 auf der Mantelfläche 4a des Körpers 4 die Fördertrommel 6 eine Rotationsbewegung nicht nur gegenüber dem Körper 4, sondern auch gegenüber dem Steuerblech 30 ausführt. - Aus Vorstehendem folgt, dass die Dimensionierung und Gestaltung der Durchgangsöffnungen 32, 33 im Steuerblech 30 einen entscheidenden Einfluss auf die Luftdrucksituation und somit den Luftverbrauch hat, so dass die Durchgangsöffnungen 32, 33 auch als Steuernuten bezeichnet werden können.
- Für die Montage wird das streifenförmige Steuerblech 30 auf die Mantelfläche 4a entlang des Umfanges des Körpers 4 aufgespannt. Wie
Figur 7 erkennen lässt, weist hierfür das Steuerblech 30 einen ersten Endabschnitt 30a und einen zweiten Endabschnitt 30b auf, wobei sich im montierten Zustand, wie dieFiguren 4 bis 6 erkennen lassen, diese beiden Endabschnitte 30a, 30b einander überlappen. In dem überlappenden Bereich der beiden Endabschnitte 30a, 30b wird das Steuerblech 30 am Körper 4 ausgerichtet, befestigt und gespannt. Eine exakte Ausrichtung des Steuerbleches 30 in Bezug auf den Körper 4 ist wichtig, damit die Durchgangsöffnungen 32, 33 und die weiteren Öffnungen 34, 35 des Steuerbleches 30 in korrekt fluchtende Anordnung gegenüber den entsprechenden Nuten 18, 19 und 24 in der Mantelfläche 4a des Körpers 4 gelangen. Damit diese fluchtende Anordnung auch im Betrieb bestehen bleibt, muss sie die Fixierung des Steuerbleches 30 auf der Mantelfläche 4a des Körpers 4 so erfolgen, dass keine Verschiebungen zu befürchten sind. - Wie
Figur 7 erkennen lässt, sind in beiden Endabschnitten 30a, 30b jeweils erste Löcher 36a bzw. 37a und zweite Löcher 36b bzw. 37b ausgebildet. Das Lochbild in beiden Abschnitten 30a, 30b ist identisch, so dass im montierten Zustand, wenn sich also die beiden Endabschnitte 30a, 30b aneinander überlappen, jeweils die ersten Löcher 36a, 37a und die zweiten Löcher 36b, 37b übereinander liegen, wieFigur 6 erkennen lässt. WieFigur 7 ferner erkennen lässt, ist das Steuerblech 30 im Bereich seines ersten Endabschnittes 30a zusätzlich noch mit Löchern 38 versehen. DenFiguren 4 und5 lässt sich ferner entnehmen, dass im montierten Zustand die beiden sich überlappenden Endabschnitte 30a, 30b des Steuerbleches 30 in einem in der Mantelfläche 4a des Körpers 4 ausgebildeten abgeflachten Abschnitt 4b zu liegen kommen. Da es auf dem Steuerflansch bzw. Körper 4 immer auch einen "unbelegten" Bereich gibt, der nicht mit Nuten versehen ist, kann dort der abgeflachte Abschnitt 4b auf der Mantelfläche 4a vorgesehen werden. - Zur Ausrichtung und Positionierung des Steuerbleches 30 auf der Mantelfläche 4a des Körpers 4 wird im dargestellten Ausführungsbeispiel die Mantelfläche 4a beidseitig durch umlaufende, radial bzw. flanschartig leicht hervorstehende Ränder 4c begrenzt, die ein seitliches Verrutschen des Steuerbleches 30 bei dessen Montage auf der Mantelfläche 4a des Körpers 4 verhindern und sind ferner in dem abgeflachten Abschnitt 4b der Mantelfläche 4a emporstehende Ausrichtstifte 40 angeordnet, die bei Montage des Steuerbleches 30 durch die übereinanderliegenden ersten Löcher 36 a, 36b in den sich überlappenden Endabschnitten 30a, 30b des Steuerbleches 30 ragen, wie aus dem
Figuren 4 und5 in Verbindung mit denFiguren 6 und7 ersichtlich ist. Demnach dienen die ersten Löcher 36a, 37a in den Endabschnitten 30a, 30b des Steuerbleches 30 in Verbindung mit den Ausrichtstift 40 am abgeflachten Abschnitt 4b der Mantelfläche 4a des Körpers 4 dazu, während der Montage das Steuerblech 30 lagerichtig auf der Mantelfläche 4a des Körpers 4 anzuordnen. - Für die eigentliche Befestigung des Steuerbleches 30 wird im dargestellten Ausführungsbeispiel ein plattenförmiges Befestigungsmittel 42 verwendet, das am abgeflachten Abschnitt 4b der Mantelfläche 4a des Körpers 4 fixiert wird, wie die
Figuren 4 und5 erkennen lassen. Die Fixierung des Befestigungsmittels 42 am Körper 4 erfolgt mithilfe von Schrauben 44, die durch die übereinanderliegenden zweiten Löcher 36b, 37b im Überlappungsbereich der beiden Endabschnitte 30a, 30b des Steuerbleches 30 gesteckt sind, wie ausFigur 4 in Verbindung mit denFiguren 6 und7 ersichtlich ist, und sich im Schraubeingriff mit im Körper ausgebildeten, in den Figuren nicht dargestellten Gewindebohrungen befinden. Durch Verschrauben des Befestigungsmittels 42 erfolgt eine Fixierung des Steuerbleches 30 im Bereich seiner beiden aneinander überlappenden Endabschnitte 30a, 30b durch Klemmeingriff zwischen dem plattenförmigen Befestigungsmittel 42 und dem abgeflachten Abschnitt 4b der Mantelfläche 4a des Körpers 4. Wie außerdemFig. 4 erkennen lässt, wird im dargestellten Ausführungsbeispiel ebenfalls der abgeflachte Abschnitt 4b der Mantelfläche 4a beiderseits durch entsprechende Abschnitte 4cc der Ränder 4c begrenzt. - Für die Befestigung des Steuerbleches 30 ist es alternativ oder auch zusätzlich denkbar, in der Mantelfläche 4a des Körpers 4, vorzugsweise plattenförmige, in den Figuren nicht dargestellte Magnetelemente anzuordnen und das Steuerblech 30 zumindest teilweise mit magnetischem Material zu versehen oder auch aus einem solchen herzustellen, wodurch die Fixierung des Steuerbleches 30 auf der Mantelfläche 4a des Körpers 4 durch Magnetwirkung erzeugt oder zumindest unterstützt wird.
- Um auch nur geringste Verschiebungen des Steuerblechs 30 gegenüber der Mantelfläche 4a des Körpers 4 auf jeden Fall zu vermeiden, ist zusätzlich noch eine Spannvorrichtung vorgesehen, die ein plattenförmiges Spannmittel 46 und das Spannmittel 46 am Körper 4 befestigende Spannschrauben 48 aufweisen, die sich in Schraubeingriff mit entsprechend im Körper 4 ausgebildeten, jedoch in den Figuren nicht dargestellten Gewindebohrungen befinden. Wie insbesondere
Figur 5 erkennen lässt, ist das Spannmittel 46 im Bereich des abgeflachten Abschnittes 4b der Mantelfläche 4a des Körpers 4 an einer Stelle angeordnet, in der der abgeflachte Abschnitt 4b der Mantelfläche 4a des Körpers 4 mit einer Vertiefung 4d versehen ist. Überbrückt wird diese Vertiefung 4d vom Steuerblech 30 im Bereich seiner einander überlappenden Endabschnitte 30a, 30b, auf dessen Oberseite das Spannmittel 46 aufliegt. Durch Anziehen der Spannschrauben 48 (Figur 4 ) wird das Spannmittel 46 in Richtung auf die Vertiefung 4d bewegt und drückt dadurch das Steuerblech 30 an dieser Stellte in Richtung auf die Vertiefung 4d. Dies führt zu einer Verlängerung der effektiven Länge des Steuerbleches 30, wodurch im streifenförmigen Steuerblech 30 in dessen Längsrichtung eine Zugspannung entsteht und somit das Steuerblech 30 auf der Mantelfläche 4a des Körpers 4 entsprechend gespannt wird. Je stärker dabei die Spannschrauben 48 in Richtung auf den Körper 4 gedreht und somit angezogen werden, umso höher ist die dadurch entstehende Spannung im Steuerblech 30. - In
Figur 8 ist der Körper 4 im Gegensatz zur Darstellung vonFig. 4 ohne montiertes Steuerblech gezeigt.Fig.8 lässt erkennen, dass zwischen den beiden bereits erwähnten Nuten 18, 19 eine weitere Nut 50 vorgesehen ist, die etwa mittig zwischen den beiden Nuten 18, 19 und parallel zu diesen verläuft. Eine solche Anordnung erlaubt eine größere Formatflexibilität zur Anpassung der Fördervorrichtung 2 an die Länge des zu transportierenden Artikels 14. Der Körper 4 gemäß dem inFig. 8 dargestellten Ausführungsbeispiel erlaubt die Anpassung der Fördervorrichtung 2 an mindestens zwei unterschiedliche Längen entsprechend den axialen Abständen zwischen den Nuten 18 und 50 oder den Nuten 50 und 19 (kurze Länge) einerseits oder zwischen den Nuten 18 und 19 (große Länge) andererseits. Im Übrigen lässt sich durch entsprechende Dimensionierung der axialen Breite der Nuten 18, 19, 50 die Formatflexibilität noch erhöhen. Alternativ oder zusätzlich lässt sich eine weitere Erhöhung der Formatflexibilität durch Anordnung von mehr als den inFig. 8 dargestellten drei Nuten erzielen. - Das beschriebene Steuerblech 30 dient nicht nur zur gezielten Beeinflussung des Luftstromes, sondern bildet auch eine vorteilhafte Maßnahme zur Anpassung der Fördervorrichtung 2 an die Länge des zu transportierenden Artikels 14. Im Falle einer Änderung des Formates und insbesondere der Länge der Artikel 14 wird die Fördertrommel 6 per eines nicht dargestellten Schnellverschlusses demontiert, das Spannmittel 46 und das Befestigungsmittel 42 nacheinander gelöst und das Steuerblech 30 abgewickelt. Ein neues Steuerblech mit anders dimensionierten Durchgangsöffnungen 32, 33 und Öffnungen 34, 35 in Anpassung an die neuen Artikel wird dann auf der Mantelfläche 4a des Körpers 4 angeordnet, mithilfe der Ausrichtstifte 40 ausgerichtet, mithilfe des Befestigungsmittels 42 befestigt und anschließend mithilfe des Spannmittels 46 gespannt.
Claims (22)
- Bauteil für eine zum Fördern von Artikeln (14) der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung (2), die einen stationären Körper (4) mit einer Fläche (4a), in der mindestens eine mit Unterdruck beaufschlagbare erste Aussparung (18) ausgebildet ist, und ein benachbart zur Fläche (4a) des Körpers (4) mit einer Innenseite (6b) angeordnetes und gegenüber der Fläche (4a) des Körpers (4) in einer Bewegungsrichtung (R) bewegbares Förderelement (6) aufweist, das an seiner Außenseite (6a) mit mehreren in Bewegungsrichtung (R) hintereinanderliegenden Aufnahmeabschnitten (12) zur temporären Aufnahme der Artikel (14) versehen ist und erste Durchlässe (16) enthält, die die Aufnahmeabschnitte (12) an der Außenseite (6a) mit mindestens einer in Fluidverbindung mit der ersten Aussparung (18) in der Fläche (4a) des Körpers (4) bringbaren ersten Öffnung (16a) an der Innenseite (6b) des Förderelementes (6) verbindet,
gekennzeichnet durch eine Lage (30), die zur stationären Anordnung auf der Fläche (4a) des Körpers (4) ausgebildet und mit mindestens einer bei Anordnung auf der Fläche (4a) des Körpers (4) in Fluidverbindung mit der ersten Aussparung (18) in der Fläche (4a) des Körpers (4) und mit der ersten Öffnung (16a) an der Innenseite (6b) des Förderelementes (6) bringbaren ersten Durchgangsöffnung (32) versehen ist. - Bauteil nach Anspruch 1 für eine zum Fördern von Artikeln (14) der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung (2), bei welcher in der Fläche (4a) des stationären Körpers (4) mindestens eine mit Unterdruck beaufschlagbare und von der ersten Aussparung (18) beabstandete zweite Aussparung (19) und an der Innenseite (6b) des bewegbaren Förderelementes (6) mindestens eine in Fluidverbindung mit der zweiten Aussparung in der Fläche (4a) des Körpers (4) bringbare zweite Öffnung ausgebildet ist und das bewegbare Förderelement (6) zweite Durchlässe (17) enthält, die die Aufnahmeabschnitte (12) an der Außenseite (6a) mit der mindestens einen zweiten Öffnung an der Innenseite (6b) verbindet,
dadurch gekennzeichnet, dass die Lage (30) mindestens eine von der ersten Durchgangsöffnung (32) beabstandete und bei Anordnung auf der Fläche (4a) des Körpers (4) in Fluidverbindung mit der zweiten Aussparung (19) in der Fläche (4a) des Körpers (4) und mit der zweiten Öffnung an der Innenseite (6b) des Förderelementes (6) bringbare zweite Durchgangsöffnung (33) aufweist. - Bauteil nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Durchgangsöffnung (32, 33) mindestens einen schlitzförmigen Abschnitt (32b, 33b) aufweist.
- Bauteil nach Anspruch 3, dadurch gekennzeichnet, dass sich der mindestens eine schlitzförmige Abschnitt (32b, 33b) im Wesentlichen in Bewegungsrichtung (R) des bewegbaren Förderelementes (6) erstreckt.
- Bauteil nach Anspruch 2 sowie nach Anspruch 3 oder 4, dadurch gekennzeichnet, dass der mindestens eine schlitzförmige Abschnitt (32b) der ersten Durchgangsöffnung (32) im Wesentlichen parallel zu dem mindestens einen schlitzförmigen Abschnitt (33b) der zweiten Durchgangsöffnung (33) verläuft.
- Bauteil nach mindestens einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die Durchgangsöffnung (32, 33) mindestens einen ersten Abschnitt (32a, 33a) und einen zweiten Abschnitt (32b, 33b) aufweist, von denen der erste Abschnitt (32a, 33a) in Bewegungsrichtung (R) des bewegbaren Förderelementes betrachtet, vor dem zweiten Abschnitt (32b, 33b) liegt und einen größeren Öffnungsquerschnitt als der zweite Abschnitt (32b, 33b) hat.
- Bauteil nach den Ansprüchen 3 und 6, dadurch gekennzeichnet, dass der erste Abschnitt (32a, 33a) als ein erster schlitzförmiger Abschnitt und der zweite Abschnitt (32b, 33b) als ein zweiter schlitzförmiger Abschnitt ausgebildet sind und die Breite des zweiten schlitzförmigen Abschnittes (32b, 33b) geringer als die des ersten schlitzförmigen Abschnittes (32a, 33a) ist.
- Bauteil nach Anspruch 7, dadurch gekennzeichnet, dass die Breite des zweiten schlitzförmigen Abschnittes (32b, 33b) etwa 0,2 mm bis 2 mm beträgt.
- Bauteil nach mindestens einem der vorangegangen Ansprüche, für eine zum Fördern von Artikeln (14) der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung (2), bei welcher in der Fläche (4a) des stationären Körpers (4) mindestens eine mit Überdruck beaufschlagbare dritte Aussparung (24) ausgebildet ist, mit der die mindestens eine erste Öffnung (16a) an der Innenseite (6b) des bewegbaren Förderelementes (6) wahlweise in Fluidverbindung bringbar ist,
dadurch gekennzeichnet, dass die Lage (30) mindestens eine bei Anordnung auf der Fläche (4a) des Körpers (4) in Fluidverbindung mit der dritten Aussparung (24) in der Fläche (4a) des Körpers (4) und mit der ersten Öffnung (16a) an der Innenseite (6b) des Förderelementes (6) bringbare dritte Durchgangsöffnung (34) aufweist. - Bauteil nach Anspruch 9, dadurch gekennzeichnet, dass die dritte Durchgangsöffnung (34), in Bewegungsrichtung (R) des bewegbaren Förderelementes (6) betrachtet, hinter der ersten Durchgangsöffnung (32) angeordnet ist.
- Bauteil nach Anspruch 2 sowie nach Anspruch 9 oder 10 für eine zum Fördern von Artikeln (14) der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung (2), bei welcher in der Fläche (4a) des stationären Körpers (4) mindestens eine mit Überdruck beaufschlagbare vierte Aussparung (24) ausgebildet ist, mit der die mindestens eine zweite Öffnung an der Innenseite (6b) des bewegbaren Förderelementes (6) in Fluidverbindung bringbar ist,
dadurch gekennzeichnet, dass die Lage (30) mindestens eine bei Anordnung auf der Fläche (4a) des Körpers (4) in Fluidverbindung mit der vierten Aussparung (24) in der Fläche (4a) des Körpers (4) und mit der zweiten Öffnung an der Innenseite (6b) des Förderelementes (6) bringbare vierte Durchgangsöffnung (35) aufweist. - Bauteil nach Anspruch 11, dadurch gekennzeichnet, dass die vierte Durchgangsöffnung (35), in Bewegungsrichtung (R) des bewegbaren Förderelementes (6) betrachtet, hinter der zweiten Durchgangsöffnung (33) angeordnet ist.
- Bauteil nach mindestens einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die Lage (30) als Folie oder Blech ausgebildet ist.
- Bauteil nach mindestens einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die Lage (30) als, vorzugsweise ringförmig zu schließender oder geschlossener, Streifen ausgebildet ist.
- Bauteil nach mindestens einem der vorangegangenen Ansprüche, gekennzeichnet durch Befestigungsmittel zur lösbaren Befestigung der Lage (30) auf der Fläche (4a) des stationären Körpers (4).
- Bauteil nach Anspruch15, dadurch gekennzeichnet, dass zum Anhaften an am stationären Körper (4) vorgesehenen magnetisierbaren Befestigungselementen die Lage (30) magnetisierbares Metall aufweist oder daraus besteht.
- Bauteil nach Anspruch 15 oder 16, gekennzeichnet durch Spannmittel (46, 48) zum Aufspannen der Lage (30) auf der Fläche (4a) des stationären Körpers (4) aufweisen.
- Bauteil nach mindestens einem der vorangegangenen Ansprüche, gekennzeichnet durch Positionierungsmittel (36a, 37a), die ausgebildet sind, die Lage (30) auf der Fläche (4a) des Körpers (4) in einer vorbestimmten Position festzulegen und vorzugsweise dabei mit entsprechenden, am Körper (4) vorgesehenen Positionierungsmitteln (40; 4c, 4cc) zusammenzuwirken.
- Bauteil nach Anspruch18, dadurch gekennzeichnet, dass die Positionierungsmittel mindestens eine in der Lage (30) ausgebildete Öffnung (36a, 37a) zur Aufnahme eines zugehörigen, am Körper (4) angeordneten Positionierungsstiftes oder -steges (40) aufweisen.
- Bauteil nach mindestens einem der vorangegangenen Ansprüche für eine zum Fördern von Artikeln (14) der Tabak verarbeitenden Industrie vorgesehene und als Rotationsfördervorrichtung ausgebildete Fördervorrichtung (2), bei welcher der stationäre Körper (4) im Wesentlichen einen Rotationskörper und die Fläche (4a) des stationären Körpers (4) eine Außen- bzw. Mantelfläche des Rotationskörpers (4) bildet und als bewegbares Förderelement (6) eine den stationären Körper (4) umschließende Trommel vorgesehen ist, die im Wesentlichen konzentrisch zum stationären Körper (4) angeordnet und gegenüber diesem drehbar gelagert ist, wobei die Rotationsrichtung die Bewegungsrichtung (R) definiert.
- Bauteilsatz mit mindestens einem ersten Bauteil nach mindestens einem der vorangegangenen Ansprüche und einem zweiten Bauteil nach mindestens einem der vorangegangenen Ansprüche, wobei das erste Bauteil für die Förderung von Artikeln (14) eines ersten Formates und das zweite Bauteil für die Förderung von Artikeln (14) eines zweiten, vom ersten unterschiedlichen Formates ausgebildet ist.
- Fördervorrichtung (2) zum Fördern von Artikeln (14) der Tabak verarbeitenden Industrie, gekennzeichnet durch mindestens ein Bauteil nach mindestens einem der vorangegangenen Ansprüche.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL12183892T PL2570039T3 (pl) | 2011-09-13 | 2012-09-11 | Urządzenie przenośnikowe do transportu wyrobów przemysłu tytoniowego oraz zastosowanie elementu konstrukcyjnego w takim urządzeniu |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201110082621 DE102011082621B4 (de) | 2011-09-13 | 2011-09-13 | Bauteil für eine zum Fördern von Artikeln der Tabak verarbeitenden Industrie ausgebildete Fördervorrichtung, Bauteilesatz mit mindestens zwei derartigen Bauteilen sowie Fördervorrichtung mit einem derartigen Bauteil |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2570039A2 true EP2570039A2 (de) | 2013-03-20 |
| EP2570039A3 EP2570039A3 (de) | 2014-04-30 |
| EP2570039B1 EP2570039B1 (de) | 2018-06-13 |
Family
ID=46826345
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12183892.4A Not-in-force EP2570039B1 (de) | 2011-09-13 | 2012-09-11 | Fördervorrichtung zum Fördern von Artikeln der Tabak verarbeitenden Industrie sowie Verwendung eines Bauteil in einer solchen Vorrichtung |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2570039B1 (de) |
| CN (1) | CN102987552B (de) |
| DE (1) | DE102011082621B4 (de) |
| PL (1) | PL2570039T3 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014214462A1 (de) | 2014-03-13 | 2015-09-17 | Hauni Maschinenbau Ag | Aufnahmevorrichtung zur Aufnahme von Artikeln der Tabak verarbeitenden Industrie |
| EP2921063A1 (de) * | 2014-03-13 | 2015-09-23 | HAUNI Maschinenbau AG | Aufnahmevorrichtung zur Aufnahme von Artikeln der Tabak verarbeitenden Industrie |
| DE102014217448B3 (de) * | 2014-09-01 | 2016-01-14 | Hauni Maschinenbau Ag | Aufnahmevorrichtung zur Aufnahme von Artikeln der Tabak verarbeitenden Industrie |
| IT201900014352A1 (it) * | 2019-08-08 | 2021-02-08 | Gd Spa | Convogliatore e metodo di allineamento per articoli a forma di barretta |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013219574A1 (de) | 2013-09-27 | 2015-04-02 | Hauni Maschinenbau Ag | Transportvorrichtung zur Herstellung von stabförmigen Produkten der Tabak verarbeitenden Industrie |
| GB201407582D0 (en) * | 2014-04-30 | 2014-06-11 | British American Tobacco Co | A tobacco industry rod assembly apparatus |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010012420A1 (de) | 2008-07-29 | 2010-02-04 | Hauni Maschinenbau Ag | Fördertrommel der tabak verarbeitenden industrie |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1078229A (en) * | 1965-05-20 | 1967-08-09 | Jan Antoni Rakowicz | Improvements relating to rod-like article transport apparatus |
| GB2090572B (en) * | 1980-12-18 | 1984-08-22 | Molins Ltd | Cigarette conveying drums |
| DE9302909U1 (de) * | 1993-02-27 | 1993-04-22 | Balcke-Dürr AG, 4030 Ratingen | Dampfbeheizter Plattenwärmetauscher |
| JP3368148B2 (ja) * | 1996-07-05 | 2003-01-20 | 日本たばこ産業株式会社 | ロッド部材の受け取り装置 |
| DE19949072A1 (de) * | 1999-10-12 | 2001-04-19 | Topack Verpacktech Gmbh | Verfahren zum Öffnen und Verfahren zum Schließen einer Oberführung, die an einer Förderbahn einer Verpackungseinrichtung zum Verpacken von stabförmigen Elementen der tabakverarbeitenden Industrie angeordnet ist und Vorrichtung hierzu |
| DE10012743C2 (de) * | 2000-03-16 | 2002-01-31 | Ditzel Gmbh | Transportwalze, insbesondere zum Führen von schmalen Papierbahnen in einer Zigarettenmaschine |
| JP3914202B2 (ja) * | 2001-06-19 | 2007-05-16 | 日本たばこ産業株式会社 | 棒状物品の排除装置 |
| DE102004047266A1 (de) * | 2004-09-24 | 2006-04-06 | Hauni Maschinenbau Ag | Vorrichtung zur Übergabe stabförmiger Artikel |
| ITBO20050779A1 (it) * | 2005-12-22 | 2006-03-23 | Gd Spa | Unita' convogliatrice di articoli da fumo |
| DE102010001362A1 (de) * | 2010-01-29 | 2011-08-04 | Hauni Maschinenbau AG, 21033 | Fördertrommel der Tabak verarbeitenden Industrie |
-
2011
- 2011-09-13 DE DE201110082621 patent/DE102011082621B4/de not_active Expired - Fee Related
-
2012
- 2012-09-11 PL PL12183892T patent/PL2570039T3/pl unknown
- 2012-09-11 EP EP12183892.4A patent/EP2570039B1/de not_active Not-in-force
- 2012-09-13 CN CN201210462151.XA patent/CN102987552B/zh not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010012420A1 (de) | 2008-07-29 | 2010-02-04 | Hauni Maschinenbau Ag | Fördertrommel der tabak verarbeitenden industrie |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014214462A1 (de) | 2014-03-13 | 2015-09-17 | Hauni Maschinenbau Ag | Aufnahmevorrichtung zur Aufnahme von Artikeln der Tabak verarbeitenden Industrie |
| EP2921063A1 (de) * | 2014-03-13 | 2015-09-23 | HAUNI Maschinenbau AG | Aufnahmevorrichtung zur Aufnahme von Artikeln der Tabak verarbeitenden Industrie |
| CN105029690A (zh) * | 2014-03-13 | 2015-11-11 | 豪尼机械制造股份公司 | 用于容纳烟草加工业的物件的容纳装置 |
| DE102014217448B3 (de) * | 2014-09-01 | 2016-01-14 | Hauni Maschinenbau Ag | Aufnahmevorrichtung zur Aufnahme von Artikeln der Tabak verarbeitenden Industrie |
| EP2989908A1 (de) | 2014-09-01 | 2016-03-02 | HAUNI Maschinenbau AG | Aufnahmevorrichtung zur aufnahme von artikeln der tabak verarbeitenden industrie |
| IT201900014352A1 (it) * | 2019-08-08 | 2021-02-08 | Gd Spa | Convogliatore e metodo di allineamento per articoli a forma di barretta |
| WO2021024222A1 (en) * | 2019-08-08 | 2021-02-11 | G.D S.P.A. | Conveyor and method for aligning rod-shaped articles |
| US12004556B2 (en) | 2019-08-08 | 2024-06-11 | G.D S.P.A. | Conveyor and method of aligning rod-shaped articles |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2570039T3 (pl) | 2018-11-30 |
| DE102011082621B4 (de) | 2013-07-04 |
| EP2570039A3 (de) | 2014-04-30 |
| CN102987552A (zh) | 2013-03-27 |
| EP2570039B1 (de) | 2018-06-13 |
| DE102011082621A1 (de) | 2013-03-14 |
| CN102987552B (zh) | 2016-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102007003592B3 (de) | Saugwalze zum Transportieren von Flachmaterialzuschnitten | |
| EP2570039B1 (de) | Fördervorrichtung zum Fördern von Artikeln der Tabak verarbeitenden Industrie sowie Verwendung eines Bauteil in einer solchen Vorrichtung | |
| DE69814387T2 (de) | Vorrichtung zum Schneiden von Kaschierelementen aus Materialbahnen | |
| DE3430739C2 (de) | Verfahren zum Schneiden und Ausstanzen sowie Zuführen von Aufklebern verschiedener Formen | |
| DE3323630C2 (de) | Verfahren und Vorrichtung zum Vereinigen axial ausgerichteter stabförmiger Gegenstände der Tabakindustrie | |
| EP0071736B1 (de) | Verpackungs-Vorrichtung zum Herstellen von Zuschnitten und Zuführen derselben zu einer Verpackungsstation | |
| DE102011007089B4 (de) | Rotationsfördervorrichtung und Verfahren zum Fördern von Artikeln der tabakverarbeitenden Industrie | |
| EP1878674B1 (de) | Kettenglied für eine umlaufende Transportkette einer Werkzeugmaschine, sowie Doppelendprofiler mit aus solchen Kettengliedern gebildeten Führungsketten | |
| EP2716171B1 (de) | Aufnahmevorrichtung zur Aufnahme von Artikeln der Tabak verarbeitenden Industrie | |
| DE3711824C2 (de) | ||
| EP2921062B1 (de) | Aufnahmevorrichtung zur aufnahme von artikeln der tabak verarbeitenden industrie | |
| EP4013246B1 (de) | Bereitstellen von metallbandabschnitten für tabaksegmente | |
| DE19857576A9 (de) | Vorrichtung zum Herumwickeln von Blättchen um stabförmige Gegenstände | |
| DE3209409A1 (de) | Papierbahn-fuehrungsvorrichtung | |
| EP0203328A2 (de) | Einrichtung zum Verschieben von Untermessern | |
| DE2513867B2 (de) | Hochleistungs-Zigarettenstrangmaschine mit einem saugradförmigen Tabakstrang-Bandförderer | |
| EP2989908B1 (de) | Aufnahmevorrichtung zur aufnahme von artikeln der tabak verarbeitenden industrie | |
| EP1897454B1 (de) | V-förmige Anordnung von Saugöffnungen | |
| EP2599395B1 (de) | Transporttrommel, ausgebildet und eingerichtet zum queraxialen Transport stabförmiger Artikel der Tabak verarbeitenden Industrie | |
| DE19959333B4 (de) | Vorrichtung zum Vereinzeln von Streifen und Verwendungen einer solchen Vorrichtung | |
| EP1607008A1 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| DE102011007091A1 (de) | Vorrichtung und Verfahren zum Bearbeiten von stabförmigen Artikeln der tabakverarbeitenden Industrie | |
| EP3504987A1 (de) | Fördervorrichtung zum fördern von artikeln der tabak verarbeitenden industrie | |
| DE202006020304U1 (de) | Kettenglied für eine umlaufende Transportkette einer Werkzeugmaschine, sowie Doppelendprofiler mit aus solchen Kettengliedern gebildeten Führungsketten | |
| EP2921063B1 (de) | Aufnahmevorrichtung zur aufnahme von artikeln der tabak verarbeitenden industrie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24C 5/32 20060101AFI20140326BHEP |
|
| 17P | Request for examination filed |
Effective date: 20141030 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HAUNI MASCHINENBAU GMBH |
|
| 17Q | First examination report despatched |
Effective date: 20160905 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20180122 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1007529 Country of ref document: AT Kind code of ref document: T Effective date: 20180615 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012012866 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180913 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180913 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180914 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181013 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012012866 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20190314 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180930 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180930 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180930 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180913 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1007529 Country of ref document: AT Kind code of ref document: T Effective date: 20180911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120911 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180613 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20210925 Year of fee payment: 10 Ref country code: IT Payment date: 20210930 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20210820 Year of fee payment: 10 Ref country code: DE Payment date: 20210923 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: KOERBER TECHNOLOGIES GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: HAUNI MASCHINENBAU GMBH Effective date: 20221031 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502012012866 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20221001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220911 |