EP2372848B1 - Vorrichtung und Verfahren zur Bestückung von Kabeln mit Tüllen - Google Patents
Vorrichtung und Verfahren zur Bestückung von Kabeln mit Tüllen Download PDFInfo
- Publication number
- EP2372848B1 EP2372848B1 EP11157888A EP11157888A EP2372848B1 EP 2372848 B1 EP2372848 B1 EP 2372848B1 EP 11157888 A EP11157888 A EP 11157888A EP 11157888 A EP11157888 A EP 11157888A EP 2372848 B1 EP2372848 B1 EP 2372848B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- needle
- cable
- pushing
- equipping
- jaws
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/005—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for making dustproof, splashproof, drip-proof, waterproof, or flameproof connection, coupling, or casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/28—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for wire processing before connecting to contact members, not provided for in groups H01R43/02 - H01R43/26
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49863—Assembling or joining with prestressing of part
- Y10T29/4987—Elastic joining of parts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53657—Means to assemble or disassemble to apply or remove a resilient article [e.g., tube, sleeve, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53709—Overedge assembling means
- Y10T29/53787—Binding or covering
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53796—Puller or pusher means, contained force multiplying operator
- Y10T29/53839—Puller or pusher means, contained force multiplying operator having percussion or explosive operator
- Y10T29/53843—Tube, sleeve, or ferrule inserting or removing
Definitions
- the invention relates to an apparatus and a method for assembling cables with spouts, i. It is about applications in the field of cable processing or assembly.
- the device and method can also be applied to other elastic cable elements.
- Spouts are silicone or similar material sealing elements typically used to seal plug housings or, for example, electrical appliances. For this purpose, a spout is first fitted to a stripped cable and then a metal contact is crimped. The contact is designed to hold the grommet to the cable.
- fully automatic grommets are used in wire processing machines that automatically bring the stripped cable to and from the grommet device.
- Semi-automatic grommets are typically used as desktop devices, with the cable having to be manually inserted into a gripper of the grommet device.
- a needle-shaped guide member sits in the interior of the hollow cylinder, that a tapered end of the needle protrudes from an opening of the hollow cylinder, which points in the direction of spout. So it is the hollow cylinder is inserted together with the inner-seated needle in the spout, while the pressure body as mentioned counterpressure exerts. Due to the fact that the needle tapers, solidarity insertion of hollow cylinder and needle is gentle. After the hollow cylinder has been inserted into the spout, the needle is withdrawn to allow space inside the hollow cylinder create for the insertion of a cable end. After the cable end has been inserted, the hollow cylinder is pulled back and thus passed the spout of the hollow cylinder on the cable.
- EP-B1-0 626 738 An easier to maintain and faster-working grommet is out EP-B1-0 626 738 known.
- EP-B1-0 626 738 suggests a Tüllenbe conductedungshold, in which a spout is applied during the singulation of a conveyor rail on a mandrel and pushed on this mandrel from a smaller to a larger diameter, so as to expand the spout. After the mandrel has been pivoted into the correct position, a two-part expansion sleeve and also a two-part scraper surrounds the spout. By a relative movement of the scraper, the spout is pushed onto the expansion sleeve.
- the actual placement process is carried out by moving the expansion sleeve with the spout and the wiper together over the cable.
- the scraper stops before the expansion sleeve has completed its movement, which causes the stripping of the grommet on the cable.
- EP-B1-1 022 821 is another device for Tüllenbe Publishedung known.
- the spout after a separation on a tubular, applied one-piece expansion sleeve.
- the grommet is not held in addition to the pivoting in the horizontal placement position.
- the assembly After embracing the spout with a two-part wiper, the assembly is done by moving over the cable with subsequent retraction of the expansion sleeve.
- the invention aims to remedy this situation.
- the invention as characterized in the main claims, solves the problem of a simple, safe and fast assembly of cables with elastic cable elements, e.g. Spouts, to enable.
- the inventive loading principle can be used in fully automatic or semi-automatic (spout) equipment.
- the former are used in wire processing machines that automatically bring the stripped cable to and from the assembly machine.
- Semi-automatic machines are used as tabletop devices be used, the cable must be inserted by hand in a holding gripper.
- cables are also fitted with other elastic cable elements, such as, for example, a heat-shrinkable tube or an annular element for cable feed-through.
- the invention can be applied not only to the fitting of cables with spouts, but also to the fitting with other elastic cable elements.
- the inventive device is particularly suitable for use in cable processing machines.
- the spout is not slid onto a hollow cylinder but onto a needle and transferred from the needle to a cable.
- the transfer is thus preferably directly from the needle to the cable.
- FIGS. 1A to 1G Core of the present invention is a novel mounting principle, which in the FIGS. 1A to 1G is shown schematically and described below. Above the FIGS. 1A to 1G an x-axis is shown. Using this x-axis different positions are defined to better describe the individual movements. It should be noted here that these are relative movements overall. These relative movements can also be realized differently than in the example of FIGS. 1A to 1G darg Robinson.
- FIG. 1A An elastic grommet 20 or other elastic cable element is slid onto a needle 12, as in FIG Fig. 1A shown. Before pushing the spout 20 sits in a position x1. When sliding the spout 20 reaches the position x2, as in Fig. 1B shown.
- the needle 20 has two outer diameters D1 and D2 (see also Fig. 7 ) and is provided at a first end 14 with the larger outer diameter D2 with a blind bore 16 having an inner diameter Di which is slightly larger than the outer diameter of the cable 30 to be equipped.
- This first end 14 of the needle 12 is at the beginning of the process held by closed centering jaws 13 of a centering gripper, which, as in Fig. 1A shown, stand in position x3.
- the centering gripper is only in Fig. 9 indicated schematically.
- the second end 15 of the needle 12 is in position x4 and has a smaller outer diameter D1, which corresponds approximately to the inner diameter of a through hole 21 of the unpopulated spout 20 (see Fig. 8 ).
- the Aufschiebeddling P1 sets in the example shown a linear distance, whose length is defined by the difference x2 - x1.
- Fig. 1B the state after pushing the spout 20 on the needle 12 is shown.
- the spout 20 including slide 11 is now located on the area of the needle 12, which has a larger outer diameter than the end 15 of the needle 12.
- the sprung jaws of the slide 11 allow an automatic adjustment of the distance of the jaws 44 (see Fig. 3 ) to the changing outer diameter of the needle 12.
- the centering jaws 13 of the mounting device or the mounting device 100 are made stationary in this example and remain at the position x3. Here you can only perform an opening and closing movement perpendicular to the x-axis. You may be able to do it manually be moved and fixed to make adjustments depending on the size and shape of the spout 20 can.
- the centering jaws 13 are designed to be movable so that they can perform a feed movement in the direction of the cable 30 parallel to the x-axis. In this case, no drive is required (drive A4 in Fig. 9 ) for moving the cable 30.
- a blind hole 16 can also be another recording (eg, a through hole, or a mounting lug) are used for receiving a cable end.
- the left end of the cable 30 travels a distance from the position x5 to the position x6.
- the centering jaws 13 form a central opening 17, as in the FIGS. 1A to 1G can be seen.
- the state after the insertion of the cable 30 into the blind hole 16 of the needle 12 is in Fig. 1C shown.
- the direction of movement of the cable 12 is represented by the arrow P2.
- the cable 30 can also be pushed into the needle 12, for example, before the grommet 20 has been pushed from the left.
- the cable 30 may also remain in the position x5 while the centering jaws 13 together with the needle 12 are moved towards the cable 30.
- the actual assembly ie the transfer of the spout 20 to the cable 30 is carried out by a backward movement P4 of the clamping element 10, as in Fig. 1D shown.
- the clamping element 10 together with the needle 12 performs a movement from x8 to x9.
- the needle 12 is pulled out between the spout 20 and the cable 30.
- the spout 20 is held by the fixed slide 11 in its position x2.
- the backward movement P4 is performed by the clamping member 10 which holds the needle 12 and moves it to the left.
- the needle 12 is moved back by the clamping member 10 by a movement P6 back to the starting position.
- the clamping element 10 carries out here together with the needle 12 a movement from the position x9 to the position x8.
- the left end of the needle 12 again reaches the position x4.
- Fig. 1F a state is shown in which the needle 12 has reached the starting position x4.
- the clamping member 10 can release the needle 12 and the next spout 20 can be pushed onto the needle 12, as described above.
- the clamping element 10 is e.g. transferred back to position x7.
- the pusher 11 and the clamping element 10 are preferably integrated in a mounting head 40, which is part of a mounting device or a mounting device 100.
- the placement head 40 is designed to pivot into the cable axis A and to provide the necessary longitudinal movements P1, P4, P6 in the direction of the cable axis A can make.
- the cable axis A runs parallel to the x-axis of the FIGS. 1A to 1G , The corresponding pivot drive for performing the pivotal movement in the cable axis A is not shown.
- the loading principle of the invention can also be used in alternative Tüllenzu operationen, so for example a horizontal feed of the spouts 20 is possible.
- a corresponding mounting device 100 is shown, in which no pivoting movement of the Tüllenzu Entry is provided.
- a singulation tool 41 which comprises an inner mandrel 50 and a sleeve 51 shown.
- the dicing tool 41 has the task of bringing the spouts 20 out of the conveyor rail 42 into the placement head 40.
- the inner mandrel 50 is first pushed through the hole of the spout 20 and then pressed the spout 20 by lowering the sleeve 51 from the conveyor rail 42 into the mounting head 40.
- This process is in Fig. 4 to recognize where a provided with the reference numeral 20.1 spout is just pushed out of the conveyor rail 42 down in the direction P8.
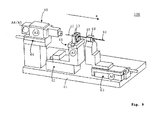
- the necessary for the movements of the mounting head 40 and the cable 30 drives A1 - A5 are in Fig. 9 shown purely schematically.
- the pivoting movement in the direction of the cable axis A can be motorized or with a pneumatic swivel drive.
- the various longitudinal movements can be carried out pneumatically or by means of a programmable longitudinal axis.
- the slide 11 is preferably constructed as a replaceable unit and designed so that it the spout 20 in the receiving bore 43, see Fig. 3 , can hold.
- the spout 20 can not fall out during the pivotal movement of the mounting head 40, the receiving bore 43 is formed accordingly. It would also be possible to hold the spout 20 in the receiving bore 43 by applying a vacuum.
- the two symmetrically arranged Aufschiebebacken 44 of the slide 11 are pressed with a compression spring 46 in the arranged behind the receiving bore 43 cone 45 of the slide 11.
- When pushing on the Aufschiebebacken 44, guided by the cone 45, can move radially apart and thus follow the contour (ie, the increasing outer circumference) of the needle 12. This is necessary because the needle 12 has a circumference that changes in the x-direction as described.
- the clamping element 10 is designed as a collet 47.
- Such collets 47 are used for example in a similar form on lathes.
- the collet 47 is attached to a pull rod 49 and can be pulled with this in a sleeve 48, which causes the closing of the collet 47 and thus the clamping of the needle 12.
- the pull rod 49 has to close or open the collet 47 perform only a short stroke, which can be advantageously realized with a pneumatic cylinder, not shown, which performs movements in the direction P9.
- the collet 47 must be in the open and closed state within the placement head 40 can be moved. This relative movement is advantageously carried out pneumatically.
- a commercially available pneumatic centering gripper 60 see, eg Fig. 9 ) are used.
- the centering jaws 13 are to be designed so that the needle 12 is securely clamped in the closed state and that access through an opening 17 through to the blind hole 16 is possible.
- the bore diameter of the opening 17 of the centering jaws 13 of the centering gripper 60 is slightly smaller than the diameter Di of the blind hole (blind bore) 16 in the needle 12 form.
- Fig. 7 shows a schematic sectional view of a needle 12, which can be used according to the invention.
- the needle 12 shown has a blind hole 16 which is coaxial with the needle longitudinal axis B.
- the needle 12 is made in one piece in all embodiments.
- the outer diameter of the needle 12 is smaller at a first end 15 than at a second end 14.
- the first outer diameter D1 is constant in the region 15 and the second outer diameter D2 is constant in the region 14.
- the blind hole 16 preferably extends from the right end of the needle 12 in the direction of the second end 15th
- the blind hole 16 ends in all embodiments before the transition region 18.
- the diameter D1, D2, the length of the needle 12 and the depth of the blind hole 16 depend on the design and size of the spout 20 and from the position at which the spout 20 should sit on the cable 30.
- the inner diameter Di of the blind hole 16 is slightly larger than the outer diameter of the cable 30 including insulation.
- a piece of cable 30 to be assembled is shown to the right of the needle 12 to illustrate the dimensions in this schematic.
- Fig. 8 shows a schematic sectional view of the end piece 15 of a one-piece needle 12, which can be used according to the invention.
- an exemplary grommet 20 having a central through-opening 21 is shown.
- the cable 30 passes through this passage opening 21 therethrough. Due to the elasticity of the grommet 20 this sits firmly on the cable 30th
- Fig. 5 shows in a sectional view of further details of the embodiment which has already been described. Shown is a moment before the transfer of the spout 20 to the cable 30. The illustration in Fig. 5 is roughly equivalent to in Fig. 1C shown situation. The transfer takes place by the backward movement (arrow P4) of the clamping element together with needle 12, as described.
- the invention also allows a reduced movement sequence to reduce the required free cable projection K, as in Fig. 6 indicated.
- Fig. 6 indicated.
- the needle 12 is slightly withdrawn after opening the centering jaws 13 and then the placement head 40 moves between the open centering jaws 13 to the cable 30 in the x direction.
- the clamping element 10 must approach in this case three different positions.
- a small cable protrusion K is particularly advantageous in so-called "jacketed cables".
- cables wrapped with a coat. This coat must be removed before processing.
- the so-called shroud length should often be kept as small as possible and depends on the required cable projection K.
- FIG. 9 an exemplary placement apparatus 100 is shown having a common machine bed 61.
- the centering gripper 60 comprises the two centering jaws 13 and is seated on a first carriage 62, which can be moved linearly along the x-axis here.
- the first carriage 62 may comprise a corresponding first linear, spindle or pneumatic drive A1.
- This drive A1 is integrated in the carriage 62 or attached to this carriage 62.
- the centering jaws 13 hold in the moment shown the needle 12.
- the cable 30 has already been inserted through the opening 17 of the centering jaws 13 in the blind hole 16 of the needle 12.
- a second carriage 63 may be provided, which can be moved linearly along the x-axis here.
- the second carriage 63 may comprise a corresponding second linear, spindle or pneumatic drive A2.
- This drive A2 is integrated in the carriage 63 or attached to this carriage 63.
- the cable 30 can be held by two jaws 64, 65, for example. One of these jaws 64 (here the rear) can be movable, while the other jaw 65 (here the front) is fixed.
- the placement head 40 is not pivotable here, ie it is always aligned in the x direction, but can perform the feed movements and Rügzugsschien parallel to the x-axis, as described above.
- the internal structure of the mounting head 40 can according to the FIGS. 5 or 6 be executed.
- a third carriage 66 may be provided, which can be moved linearly along the x-axis here.
- the third carriage 66 may comprise a corresponding third linear, spindle or pneumatic drive A3.
- This drive A3 is integrated in the carriage 66 or attached to this carriage 66.
- the various gripper movements and / or other movements are preferably carried out pneumatically.
- insertion device 100 can perform a movement of the centering gripper 60 in the cable direction. This is in principle not necessary for carrying out the assembly process according to the invention, but can be used, for example, for taking over the spout 20 (not shown). This movement of the centering gripper 60 in the cable direction is thus optional.
- all movements may be relative movements.
- these relative movements result from a combination of motions generated by the various drives A1-A5 (e.g., seated in or on the carriages 62, 63, 66). But it may also be single movements caused by only one drive.
- the spouts 20 or the other elastic cable elements must be spread less than the state of Technology.
- the treatment and handling of the spouts 20 and other elastic cable elements is gentler.
- the risk of damage is reduced.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Automatic Assembly (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung und ein Verfahren zur Bestückung von Kabeln mit Tüllen, d.h. es geht um Anwendungen im Bereich der Kabelverarbeitung oder - konfektionierung. Die Vorrichtung und das Verfahren lassen sich auch auf andere elastische Kabelelemente anwenden.
- Tüllen sind Dichtelemente aus Silikon oder einem ähnlichen Material, die in der Regel eingesetzt werden, um Steckergehäuse oder zum Beispiel Elektroapparate abzudichten. Dazu wird auf ein abisoliertes Kabel zuerst eine Tülle bestückt und danach ein Metallkontakt angecrimpt. Der Kontakt ist so ausgebildet, dass er die Tülle auf dem Kabel festhält.
- Man unterscheidet zwischen vollautomatischen und halbautomatischen Tüllenbestückungsgeräten. Vollautomatische Tüllenbestückungsgeräte werden zum Beispiel in Kabelverarbeitungsmaschinen eingesetzt, die das abisolierte Kabel automatisch zum Tüllenbestückungsgerät zu- und wegbringen. Halbautomatische Tüllenbestückungsgeräte werden typischerweise als Tischgeräte eingesetzt, wobei das Kabel von Hand in einen Haltegreifer des Tüllenbestückungsgeräts eingelegt werden muss.
- Bei Tüllenbestückungsgeräten, die nach einfachen Bestückungsprinzipien arbeiten, wird das Kabel direkt in die Tülle eingeschoben. Dabei besteht die Gefahr, die Innenkontur der Tülle zu beschädigen. Zudem kann diese Operation nicht mit bereits abisolierten Kabeln ausgeführt werden, da dabei die Litzen des Kabels umgebogen würden. Ein Abisolieren nach der Tüllenbestückung wäre zwar möglich, hat aber Produktivitätsverluste und weitere Nachteile zur Folge.
- Bei fortschrittlicheren Tüllenbestückungsgeräten wird die Tülle vor der Bestückung aufgeweitet, indem sie auf eine Aufspreizhülse aufgeschoben wird, die als Hohlzylinder ausgebildet ist. Bei der Bestückung wird das Kabel dann in diese Aufspreizhülse eingeschoben und danach die Aufspreizhülse zwischen dem Kabel und der, von einem Abstreifer gehaltenen, Tülle herausgezogen. Ein Tüllenbestückungsgerät, bei dem die Tüllen vor dem Aufschieben auf ein Kabel aufgeweitet werden, ist z.B. aus
EP-B1-0 410 416 bekannt. - Aus dem Dokument
US 2008/155816 A1 ist eine technische Lösung bekannt, die es ermöglicht eine flexible Tülle auf ein Kabel aufzuschieben. Es kommen ein Tüllenübergabegerät und ein Tüllenhaltegerät zum Einsatz. Eine Tülle wird aus einem Vorrat in das Tüllenhaltegerät zugeführt. An dem Tüllenübergabegerät ist ein hohler, zylinderförmiger Körper befestigt, der in die Tülle eingeschoben wird. Dieser Körper wird hier als Hohlzylinder bezeichnet. Vor dem Einschieben wird die Tülle durch das Tüllenhaltegerät in eine Übergabeposition überführt. Dann kommt ein Druckkörper zum Einsatz, um von einer Seite her Gegendruck gegen die Tülle auszuüben, während der Hohlzylinder in die Tülle eingeschoben wird. Während des beschriebenen Einschiebens sitzt ein nadelförmiges Führungselement so im Inneren des Hohlzylinders, dass ein spitz zulaufendes Ende der Nadel aus einer Öffnung des Hohlzylinders herausragt, die in Richtung Tülle weist. Es wird also der Hohlzylinder zusammen mit der innensitzenden Nadel in die Tülle eingeschoben, während der Druckkörper wie erwähnt Gegendruck ausübt. Aufgrund der Tatsache, dass die Nadel spitz zuläuft, erfolgt das solidarische Einschieben von Hohlzylinder und Nadel sanft. Nachdem der Hohlzylinder in die Tülle eingeschoben wurde, wird die Nadel zurückgenommen, um im Inneren des Hohlzylinders Raum zu schaffen für das Einschieben eines Kabelendes. Nachdem das Kabelende eingeschoben wurde, wird der Hohlzylinder zurück gezogen und somit die Tülle von dem Hohlzylinder auf das Kabel übergeben. - Im Folgenden sind die charakteristischen Merkmale sowie die Vor- und Nachteile der beiden gebräuchlichsten Bestückungsprinzipien dargestellt.
- Ein einfacher zu wartendes und schneller arbeitendes Tüllenbestückungsgerät ist aus
EP-B1-0 626 738 bekannt.EP-B1-0 626 738 schlägt ein Tüllenbestückungsgerät vor, bei dem eine Tülle bei der Vereinzelung aus einer Förderschiene auf einen Dorn aufgebracht und auf diesem Dorn von einem kleineren auf einen grösseren Durchmesser geschoben wird, um die Tülle so aufzuweiten. Nachdem der Dorn in die richtige Lage geschwenkt wurde, umschliesst eine zweiteilig ausgeführte Spreizhülse und ein ebenfalls zweiteilig ausgebildeter Abstreifer die Tülle. Durch eine Relativbewegung des Abstreifers wird die Tülle auf die Spreizhülse aufgeschoben. Der eigentliche Bestückungsvorgang wird ausgeführt, indem sich die Spreizhülse mit der Tülle und dem Abstreifer zusammen über das Kabel bewegen. Dabei bleibt der Abstreifer stehen, bevor die Spreizhülse ihre Bewegung abgeschlossen hat, was das Abstreifen der Tülle auf das Kabel bewirkt. - Es wird als Vorteil dieses Ansatzes angesehen, dass die Tülle stufenweise schonend aufgeweitet wird. Ausserdem kann die Tülle nicht von der Spreizhülse rutschen, da sie von dem Abstreifer gehalten wird. Nachteilig ist, dass durch die zweiteilige Ausführung der Spreizhülse diese einen relativ grossen Aussendurchmesser hat, da die Wandstärke nicht beliebig reduziert werden kann.
- Aus dem Dokument
EP-B1-1 022 821 ist eine weitere Vorrichtung zur Tüllenbestückung bekannt. Hier wird die Tülle nach einer Vereinzelung auf eine rohrförmige, einteilige Spreizhülse aufgebracht. Die Tülle wird beim Schwenken in die horizontale Bestückungsposition nicht zusätzlich gehalten. Nach dem Umfassen der Tülle mit einem zweiteiligen Abstreifer erfolgt die Bestückung durch das Bewegen über das Kabel mit anschliessendem Zurückziehen der Spreizhülse. - Dieser Ansatz hat den Vorteil, dass die einteilige Spreizhülse sehr dünnwandig ausgeführt werden kann, wodurch die Tülle nur geringfügig aufgeweitet werden muss. Nachteilig ist, dass es bei gewissen Tüllentypen schwierig ist, die Tülle auf die Spreizhülse aufzuschieben, ohne dass diese danach wieder abrutscht. Die grosse Elastizität der Tülle erschwert den Vorgang des Aufschiebens.
- Beide Bestückungsprinzipien haben den Nachteil, dass die Tülle beim Aufschieben auf die Spreizhülse und beim Abstreifen nicht an derselben Schulter abgestützt und somit in zwei entgegen gesetzte Richtungen zusammengedrückt wird. Dies kann zu einem Umstülpen der Tülle führen und hat allgemein in der Serienproduktion eine grössere Streuung der Tülleposition auf dem Kabel zur Folge.
- Hier will die Erfindung Abhilfe schaffen. Die Erfindung, wie sie in den Hauptansprüchen gekennzeichnet ist, löst die Aufgabe, eine einfache, sichere und schnelle Bestückung von Kabeln mit elastischen Kabelelementen, z.B. Tüllen, zu ermöglichen.
- Vorteilhafte Weiterbildungen der Erfindung sind in den abhängigen Patentansprüchen angegeben.
- Das erfindungsgemässe Bestückungsprinzip lässt sich bei vollautomatischen oder halbautomatischen (Tüllen-) Bestückungsgeräten einsetzten. Erstere kommen in Kabelverarbeitungsmaschinen zum Einsatz, die das abisolierte Kabel automatisch zum Bestückungsgerät zu- und wegbringen. Halbautomaten werden hingegen als Tischgeräte eingesetzt werden, wobei das Kabel von Hand in einen Haltegreifer eingelegt werden muss.
- Je nach Bedarf werden Kabel aber auch mit anderen elastischen Kabelelementen bestückt, wie zum Beispiel einem Schrumpfschlauch oder einem ringförmigen Element zur Kabeldurchführung. Die Erfindung lässt sich nicht nur auf das Bestücken von Kabeln mit Tüllen, sondern auch auf das Bestücken mit anderen elastischen Kabelelementen anwenden.
- Die erfindungsgemässe Einrichtung eignet sich besonders für den Einsatz in Kabelbearbeitungsmaschinen.
- Gemäss der vorliegenden Erfindung wird die Tülle nicht auf einen Hohlzylinder sondern auf eine Nadel aufgeschoben und von der Nadel auf ein Kabel übergeben. Die Übergabe erfolgt also vorzugsweise direkt von der Nadel auf das Kabel.
- Anhand der beiliegenden Figuren wird die vorliegende Erfindung näher erläutert.
- Es zeigen:
-
Fig. 1A einen ersten Verfahrenschritt in einer schematischen Darstellung; -
Fig. 1B einen zweiten Verfahrenschritt in einer schematischen Darstellung; -
Fig. 1C einen dritten Verfahrenschritt in einer schematischen Darstellung; -
Fig. 1D einen vierten Verfahrenschritt in einer schematischen Darstellung; -
Fig. 1E einen fünften Verfahrenschritt in einer schematischen Darstellung; -
Fig. 1F einen sechsten Verfahrenschritt in einer schematischen Darstellung; -
Fig. 1G einen siebten Verfahrenschritt in einer schematischen Darstellung; -
Fig. 2 eine perspektivische schematische Darstellung einer Vorrichtung; -
Fig. 3 eine perspektivische schematische Darstellung von Details der Vorrichtung nachFig. 2 ; -
Fig. 4 eine schematische Schnittdarstellung von Details der Vorrichtung nachFig. 2 ; -
Fig. 5 eine weitere schematische Schnittdarstellung von Details der Vorrichtung nachFig. 2 ; -
Fig. 6 eine weitere schematische Schnittdarstellung von Details einer Vorrichtung; -
Fig. 7 eine schematische Schnittdarstellung einer Nadel, die zum Einsatz kommen kann, und ein Stück eines zu bestückenden Kabels; -
Fig. 8 eine schematische Schnittdarstellung eines dünnen Endes der Nadel, die zum Einsatz kommen kann, und einer Tülle; -
Fig. 9 eine perspektivische schematische Darstellung einer Bestückungsvorrichtung. - Kern der vorliegenden Erfindung ist ein neuartiges Bestückungsprinzip, das in den
Figuren 1A bis 1G schematisch dargestellt ist und im Folgenden beschrieben wird. Oberhalb derFiguren 1A bis 1G ist eine x-Achse dargestellt. Anhand dieser x-Achse werden verschiedene Positionen definiert, um die einzelnen Bewegungen besser beschreiben zu können. Es ist hier festzuhalten, dass es sich insgesamt um Relativbewegungen handelt. Diese Relativbewegungen können auch anders realisiert werden, als im Beispiel derFiguren 1A bis 1G dargstellt. - Eine elastische Tülle 20 oder ein anderes elastisches Kabelelement wird auf eine Nadel 12 aufgeschoben, wie in
Fig. 1A gezeigt. Vor dem Aufschieben sitzt die Tülle 20 in einer Position x1. Beim Aufschieben erreicht die Tülle 20 die Position x2, wie inFig. 1B gezeigt. - Die Nadel 20 weist zwei Aussendurchmesser D1 und D2 auf (siehe auch
Fig. 7 ) und ist an einem ersten Ende 14 mit dem grösseren Aussendurchmesser D2 mit einer Sackbohrung 16 versehen, die einen Innendurchmesser Di aufweist, der etwas grösser ist als der Aussendurchmesser des zu bestückenden Kabels 30. Dieses erste Ende 14 der Nadel 12 wird am Anfang des Verfahrens von geschlossenen Zentrierbacken 13 eines Zentriergreifers gehalten, die, wie inFig. 1A gezeigt, in der Position x3 stehen. Der Zentriergreifer ist nur inFig. 9 schematisch angedeutet. Das zweite Ende 15 der Nadel 12 steht an Position x4 und weist einen kleineren Aussendurchmesser D1 auf, der ungefähr dem Innendurchmesser eines Durchgangslochs 21 der unbestückten Tülle 20 entspricht (sieheFig. 8 ). Über dieses, anfangs freistehende Ende 15 wird die Tülle 20 auf die Nadel 12 aufgeschoben. Diese Aufschiebebewegung P1 wird von einem, mit gefederten Backen 44 (Aufschiebebacken genannt) versehenen Aufschieber 11 ausgeführt, der sich dem entlang der Längsachse der Nadel 12 veränderlichen Durchmesser (von D1 auf D2) anpassen kann. Die Aufschiebebewegung P1 legt im gezeigten Beispiel eine lineare Wegstrecke zurück, deren Länge von der Differenz x2 - x1 definiert ist. - In
Fig. 1B ist der Zustand nach dem Aufschieben der Tülle 20 auf die Nadel 12 gezeigt. Die Tülle 20 samt Aufschieber 11 sitzt nun auf dem Bereich der Nadel 12, der einen grösseren Aussendurchmesser hat, als das Ende 15 der Nadel 12. Die gefederten Backen des Aufschiebers 11 ermöglichen ein selbsttätiges Anpassen des Abstandes der Backen 44 (sieheFig. 3 ) an den sich ändernden Aussendurchmesser der Nadel 12. - Die Zentrierbacken 13 des Bestückungsgeräts oder der Bestückungsvorrichtung 100 sind in diesem Beispiel ortsfest ausgeführt und bleiben an der Position x3. Sie können hier lediglich eine Öffnungs- und Schliessbewegung senkrecht zur x-Achse ausführen. Unter Umständen können sie manuell verschoben und fixiert werden, um Anpassungen je nach Grösse und Form der Tülle 20 vornehmen zu können.
- In einer anderen Ausführungsform (nicht gezeigt) sind die Zentrierbacken 13 beweglich ausgeführt, damit sie parallel zur x-Achse eine Zustellbewegung in Richtung auf das Kabel 30 zu ausführen können. In diesem Fall braucht es keinen Antrieb (Antrieb A4 in
Fig. 9 ) zum Bewegen des Kabels 30. - Nun wird das Kabel 30 durch die geschlossenen Zentrierbacken 13 in das Sackloch 16 der Nadel 12 eingeführt. Statt eines Sacklochs 16 kann auch eine andere Aufnahme (z.B. ein Durchgangsloch, oder eine Befestigungsöse) für das Aufnehmen eines Kabelendes eingesetzt werden. Bei dieser Zustellbewegung legt das linke Ende des Kabels 30 eine Wegstrecke von der Position x5 bis zur Position x6 zurück. Zum Einführen des Kabels 30 bilden die Zentrierbacken 13 eine zentrale Öffnung 17, wie in den
Figuren 1A bis 1G zu erkennen ist. Der Zustand nach dem Einführen des Kabels 30 in das Sackloch 16 der Nadel 12 ist inFig. 1C dargestellt. Die Bewegungsrichtung des Kabels 12 ist durch den Pfeil P2 dargestellt. Hier ist anzumerken, dass das Kabel 30 z.B. auch in die Nadel 12 eingeschoben werden kann, bevor die Tülle 20 von links her aufgeschoben wurde. Das Kabel 30 kann auch in der Position x5 verbleiben, während die Zentrierbacken 13 samt Nadel 12 auf das Kabel 30 zu bewegt werden. - Ist das Aufschieben P1 der Tülle 20 abgeschlossen und das Kabel 30 in das Sackloch 16 eingeführt, wie in
Fig. 1C dargestellt, so wird das zweite Ende 15 der Nadel 12 von einem Klemmelement 10 gehalten. Zu diesem Zweck wird das Klemmelement 10 aus einer Position x7 in eine Position x8 bewegt. Dann werden die Zentrierbacken 13 des Zentriergreifers geöffnet. Dieser Moment ist inFig. 1D dargstellt. Die Öffnungsbewegung der Zentrierbacken 13 ist durch die beiden Pfeile P3 dargestellt. - Die eigentliche Bestückung, d.h. die Übergabe der Tülle 20 an das Kabel 30, wird durch eine Rückwärtsbewegung P4 des Klemmelements 10 ausgeführt, wie in
Fig. 1D gezeigt. Bei dieser Rückwärtsbewegung P4 führt das Klemmelement 10 samt Nadel 12 eine Bewegung von x8 nach x9 aus. Durch diese Rückwärtsbewegung P4 wird die Nadel 12 zwischen der Tülle 20 und dem Kabel 30 herausgezogen. Die Tülle 20 wird dabei vom feststehenden Aufschieber 11 in ihrer Position x2 gehalten. Die Rückwärtsbewegung P4 wird durch das Klemmelement 10 ausgeführt, das die Nadel 12 hält und nach links bewegt. - Nachdem das bestückte Kabel 30 anschliessend nach rechts wegbewegt wurde (von der Position x6 z.B. zur Position x5), wie durch den Pfeil P5 (entgegengesetzt zu P4) gezeigt, wird die Nadel 12 vom Klemmelement 10 durch eine Bewegung P6 wieder in die Ausgangsposition zurückbewegt. Das Klemmelement 10 führt hier zusammen mit der Nadel 12 eine Bewegung von der Position x9 zur Position x8 aus. Das linke Ende der Nadel 12 erreicht wieder die Position x4.
- In
Fig. 1F ist ein Zustand gezeigt, bei dem die Nadel 12 die Ausgangsposition x4 erreicht hat. - In der Ausgangsposition x4 wird nun die Nadel 12 erneut von den sich schliessenden Zentrierbacken 13 eingeklemmt. Die Pfeile P7 deuten diese Schliessbewegung der Zentrierbacken 13 an. Der Zustand mit eingeklemmter Nadel 12 ist in
Fig. 1G dargestellt. - Nun kann das Klemmelement 10 die Nadel 12 freigeben und die nächste Tülle 20 kann auf die Nadel 12 aufgeschoben werden, wie oben beschrieben. Das Klemmelement 10 wird z.B. wieder zurück in die Position x7 überführt.
- Im Folgenden wird eine bevorzugte konstruktive Ausführung der Erfindung dargestellt und unter Bezugnahme auf die
Figuren 2 bis 6 beschrieben. - Der Aufschieber 11 und das Klemmelement 10 sind vorzugsweise in einen Bestückungskopf 40 integriert, der Teil eines Bestückungsgeräts oder einer Bestückungsvorrichtung 100 ist. Unter der Annahme, dass die Tüllen 20 in einer horizontalen Förderschiene 42 zugeführt werden, wie es dem eingangs dargestellten Stand der Technik entspricht, ist der Bestückungskopf 40 so ausgebildet, dass er eine Schwenkbewegung in die Kabelachse A und die notwendigen Längsbewegungen P1, P4, P6 in Richtung der Kabelachse A vornehmen kann. Die Kabelachse A verläuft hier parallel zu der x-Achse der
Figuren 1A bis 1G . Der entsprechende Schwenkantrieb zum Ausführen der Schwenkbewegung in die Kabelachse A ist nicht gezeigt. - Das Bestückungsprinzip der Erfindung lässt sich auch bei alternativen Tüllenzuführungen einsetzen, so ist beispielsweise eine liegende Zuführung der Tüllen 20 möglich. In
Fig. 9 ist eine entsprechende Bestückungsvorrichtung 100 gezeigt, bei der keine Schwenkbewegung der Tüllenzuführung vorgesehen ist. - Es kommt bei der in den
Figuren 2 bis 6 gezeigten Ausführungsform ein Vereinzelungswerkzeug 41 zum Einsatz, das einen inneren Dorn 50 und eine Hülse 51 umfasst. Das Vereinzelungswerkzeug 41 hat die Aufgabe, die Tüllen 20 aus der Förderschiene 42 in den Bestückungskopf 40 zu bringen. Dazu wird zuerst der innere Dorn 50 durch die Bohrung der Tülle 20 gestossen und danach die Tülle 20 durch Absenken der Hülse 51 aus der Förderschiene 42 in den Bestückungskopf 40 gedrückt. Dieser Vorgang ist inFig. 4 zu erkennen, wo eine mit dem Bezugszeichen 20.1 versehene Tülle soeben aus der Förderschiene 42 nach unten in Richtung P8 geschoben wird. - Die für die Bewegungen des Bestückungskopfes 40 und des Kabels 30 notwendigen Antriebe A1 - A5 sind in
Fig. 9 rein schematisch dargestellt. Die Schwenkbewegung in Richtung der Kabelachse A kann motorisch oder auch mit einem pneumatischen Schwenkantrieb erfolgen. Je nach den Anforderungen können die verschiedenen Längsbewegungen pneumatisch oder mittels einer programmierbaren Längsachse erfolgen. - Der Aufschieber 11 ist vorzugsweise als austauschbare Einheit aufgebaut und so ausgebildet, dass er die Tülle 20 in der Aufnahmebohrung 43, siehe
Fig. 3 , halten kann. Damit die Tülle 20 bei der Schwenkbewegung des Bestückungskopfes 40 nicht herausfallen kann, ist die Aufnahmebohrung 43 entsprechend ausgebildet. Möglich wäre es auch, durch Aufbringen eines Vakuums die Tülle 20 in der Aufnahmebohrung 43 zu halten. Die beiden symmetrisch angeordneten Aufschiebebacken 44 des Aufschiebers 11 werden mit einer Druckfeder 46 in den hinter der Aufnahmebohrung 43 angeordneten Konus 45 des Aufschiebers 11 gedrückt. Beim Aufschieben können sich die Aufschiebebacken 44, vom Konus 45 geführt, radial auseinander bewegen und somit der Kontur (d.h. dem zunehmenden Aussenumfang) der Nadel 12 folgen. Dies ist erforderlich, da die Nadel 12, wie beschrieben einen Umfang hat, der sich in x-Richtung ändert. - Beim dargestellten Bestückungskopf 40 ist das Klemmelement 10 als Spannzange 47 ausgebildet. Solche Spannzangen 47 werden beispielsweise in ähnlicher Form auf Drehmaschinen eingesetzt. Die Spannzange 47 ist an einer Zugstange 49 befestigt und kann mit dieser in eine Hülse 48 gezogen werden, was das Schliessen der Spannzange 47 und damit das Klemmen der Nadel 12 bewirkt. Die Zugstange 49 hat zum Schliessen bzw. Öffnen der Spannzange 47 nur einen kurzen Hub auszuführen, was sich vorteilhaft mit einem nicht dargestellten Pneumatikzylinder realisieren lässt, der Bewegungen in Richtung P9 ausführt.
- Um die für das Bestückungsprinzip notwendigen Schritte ausführen zu können, muss die Spannzange 47 im offenen und geschlossenen Zustand innerhalb des Bestückungskopfes 40 bewegt werden können. Diese Relativbewegung wird mit Vorteil ebenfalls pneumatisch ausgeführt. Zum Öffnen bzw. Schliessen der Zentrierbacken 13 kann ein handelsüblicher pneumatischer Zentriergreifer 60 (siehe z.B.
Fig. 9 ) eingesetzt werden. Die Zentrierbacken 13 sind so zu gestalten, dass die Nadel 12 im geschlossenen Zustand sicher geklemmt wird und dass ein Zugang durch eine Öffnung 17 hindurch zu dem Sackloch 16 möglich ist. Um ein Umbiegen der Litzen 31 des Kabels 30 zu verhindern, ist der Bohrungsdurchmesser der Öffnung 17 der Zentrierbacken 13 des Zentriergreifers 60 etwas kleiner als der Durchmesser Di des Sackloches (Sackbohrung) 16 in der Nadel 12 auszubilden. - Da die zu verarbeitenden Tüllen 20 in ihren Abmessungen stark variieren, sind die Dimensionen der Nadel 12, der Zentrierbacken 13, des Aufschiebers 11 und der Spannzange 47, d.h. die Dimensionen des Klemmelements 10, ebenfalls variabel. Diese Teile sollten sich möglichst einfach austauschen lassen. Die Längen, respektive Wegstrecken der durch die Pfeile angedeuteten Längsbewegungen P1, P4, P5, P6 können jedoch gleich bleiben und an die Dimensionen der längsten zu verarbeitenden Tüllen 20 angepasst sein.
-
Fig. 7 zeigt eine schematische Schnittdarstellung einer Nadel 12, die gemäss Erfindung zum Einsatz kommen kann. Die gezeigte Nadel 12 weist ein Sackloch 16 auf, das koaxial zur Nadellängsachse B verläuft. Die Nadel 12 ist bei allen Ausführungsformen einstückig ausgeführt. Der Aussendurchmesser der Nadel 12 ist an einem ersten Ende 15 kleiner ist als an einem zweiten Ende 14. Im gezeigten Beispiel sind der erste Aussendurchmesser D1 im Bereich 15 konstant und der zweite Aussendurchmesser D2 im Bereich 14 konstant. Zwischen diesen Bereichen 15 und 14 befindet sich ein Übergangsbereich 18, wo der Durchmesser von D1 sanft in den Durchmesser D2 übergeht. - Es ist auch möglich, dass der Durchmesser im Bereich 15 langsam zunimmt, um dann im Endbereich (in
Fig. 7 auf der rechten Seite) den maximalen Durchmesser D2 zu erreichen. - Das Sackloch 16 erstreckt sich vorzugsweise vom rechten Ende der Nadel 12 in Richtung des zweiten Endes 15.
- Vorzugsweise endet das Sackloch 16 bei allen Ausführungsformen noch vor dem Übergangsbereich 18. Die Durchmesser D1, D2, die Länge der Nadel 12 und die Tiefe des Sacklochs 16 hängen von der Bauform und Grösse der Tülle 20 sowie von der Position ab, an der die Tülle 20 auf dem Kabel 30 sitzen soll. Der Innendurchmesser Di des Sacklochs 16 ist etwas grösser als der Aussendurchmesser der Kabels 30 samt Isolierung.
- Ein Stück eines zu bestückenden Kabels 30 ist rechts neben der Nadel 12 gezeigt, um die Dimensionen in dieser schematischen Darstellung zu verdeutlichen.
-
Fig. 8 zeigt eine schematische Schnittdarstellung das Endstück 15 einer einstückigen Nadel 12, die gemäss Erfindung zum Einsatz kommen kann. Unmittelbar neben der Nadel 12 ist eine beispielhafte Tülle 20 mit einer zentralen Durchgangsöffnung 21 gezeigt. Im fertigen Zustand verläuft das Kabel 30 durch diese Durchgangsöffnung 21 hindurch. Aufgrund der Elastizität der Tülle 20 sitzt diese fest auf dem Kabel 30. -
Fig. 5 zeigt in einer Schnittdarstellung weitere Details der Ausführungsform, die bereits beschrieben wurde. Gezeigt ist ein Moment vor der Übergabe der Tülle 20 an das Kabel 30. Die Darstellung inFig. 5 entspricht in etwa der inFig. 1C gezeigten Situation. Die Übergabe findet durch die Rückwärtsbewegung (Pfeil P4) des Klemmelements samt Nadel 12 statt, wie beschrieben. - Die Erfindung erlaubt es durch einen geänderten Bewegungsablauf ebenfalls, den erforderlichen freien Kabelüberstand K zu reduzieren, wie in
Fig. 6 angedeutet. Dazu wird vor dem Abstreifen der Tülle 20 von der Nadel 12 die inFig. 6 dargestellte Position angefahren. Dabei wird die Nadel 12 nach dem Öffnen der Zentrierbacken 13 etwas zurückgezogen und anschliessend der Bestückungskopf 40 zwischen den geöffneten Zentrierbacken 13 zum Kabel 30 in x-Richtung bewegt. Es ist zu beachten, dass das Klemmelement 10 in diesem Fall drei verschiedene Stellungen anfahren muss. - Ein kleiner Kabelüberstand K ist besonders bei sogenannten "gemantelten Kabeln" von Vorteil. Hier sind mehrere Kabel mit einem Mantel umhüllt. Vor der Verarbeitung muss dieser Mantel entfernt werden. Die sogenannte Abmantellänge soll oft möglichst klein gehalten werden und ist vom erforderlichen Kabelüberstand K abhängig.
- In
Fig. 9 ist eine beispielhafte Bestückungsvorrichtung 100 gezeigt, die ein gemeinsames Maschinenbett 61 aufweist. Der Zentriergreifer 60 umfasst die beiden Zentrierbacken 13 und sitzt auf einem ersten Schlitten 62, der hier linear entlang der x-Achse bewegt werden kann. Der erste Schlitten 62 kann einen entsprechenden ersten Linear-, Spindel- oder pneumatischen Antrieb A1 umfassen. Dieser Antrieb A1 ist in den Schlitten 62 integriert oder an diesen Schlitten 62 angebaut. Die Zentrierbacken 13 halten im gezeigten Moment die Nadel 12. Das Kabel 30 wurde bereits durch die Öffnung 17 der Zentrierbacken 13 in das Sackloch 16 der Nadel 12 eingeschoben. Zu diesem Zweck kann ein zweiter Schlitten 63 vorgesehen sein, der hier linear entlang der x-Achse bewegt werden kann. Der zweite Schlitten 63 kann einen entsprechenden zweiten Linear-, Spindel- oder pneumatischen Antrieb A2 umfassen. Dieser Antrieb A2 ist in den Schlitten 63 integriert oder an diesen Schlitten 63 angebaut. Das Kabel 30 kann z.B. von zwei Backen 64, 65 gehalten werden. Eine dieser Backen 64 (hier die hintere) kann beweglich sein, während die andere Backe 65 (hier die vordere) feststeht. Der Bestückungskopf 40 ist hier nicht schwenkbar ausgeführt, d.h. er ist stets in x-Richtung ausgerichtet, kann aber die Zustellbewegungen und Rügzugsbewegungen parallel zur x-Achse ausführen, wie eingangs beschrieben. Der innere Aufbau des Bestückungskopfes 40 kann entsprechend derFiguren 5 oder 6 ausgeführt sein. Am Bestückungskopf 40 kann ein dritter Schlitten 66 vorgesehen sein, der hier linear entlang der x-Achse bewegt werden kann. Der dritte Schlitten 66 kann einen entsprechenden dritten Linear-, Spindel- oder pneumatischen Antrieb A3 umfassen. Dieser Antrieb A3 ist in den Schlitten 66 integriert oder an diesen Schlitten 66 angebaut. - In oder an dem Bestückungskopf 40 sind zwei andeutungsweise dargestellte Antriebe A4, A5 vorgesehen, welche für die Bewegung des Klemmelements 10 und die Zugstange 49 ausgelegt sind.
- Die verschiedenen Greiferbewegungen und/oder anderen Bewegungen werden vorzugsweise pneumatisch ausgeführt.
- Die in
Fig. 9 gezeigte Bestückungsvorrichtung 100 kann eine Bewegung des Zentriergreifers 60 in Kabelrichtung ausführen. Diese ist für das Ausführen des erfindungsgemässen Bestückungsverfahren im Prinzip nicht nötig, kann aber z.B. für die (nicht dargestellte) Übernahme der Tülle 20 eingesetzt werden. Diese Bewegung des Zentriergreifers 60 in Kabelrichtung ist somit optional. - Es sei angemerkt, dass es sich bei allen Bewegungen jeweils um Relativbewegungen handeln kann. Vorzugsweise ergeben sich diese Relativbewegungen durch eine Kombination von Bewegungen, die durch die verschiedenen Antriebe A1 - A5 (die z.B. in oder an den Schlitten 62, 63, 66 sitzen) erzeugt werden. Es kann sich aber auch um Einzelbewegungen verursacht durch nur einen Antrieb handeln.
- Es ergeben sich z.B. die folgenden Vorteile der Erfindung. Die Tüllen 20 oder die anderen elastischen Kabelelemente müssen weniger aufgespreizt werden als beim Stand der Technik. Die Behandlung und Handhabung der Tüllen 20 und anderer elastischer Kabelelemente ist schonender. Ausserdem wird die Beschädigungsgefahr reduziert. Weiterhin ergibt sich eine höhere Genauigkeit der Tüllenposition auf dem Kabel 30 und es ist ein kleinerer Kabelüberstand K erforderlich.
Claims (12)
- Bestückungsvorrichtung (100) zum Bestücken eines Kabels (30) mit einem elastischen Kabelelement (20), wobei die Bestückungsvorrichtung (100) einen Körper zum Aufschieben des elastischen Kabelelements (20) und Mittel zum Übergeben des elastischen Kabelelements (20) von dem Körper zum Aufschieben auf das Kabel (30) umfasst, wobei eine Nadel (12), die als Körper zum Aufschieben dient, einen Aussendurchmesser (D1, D2) aufweist, der an einem ersten Ende (15) kleiner ist als an einem zweiten Ende (14), und die Bestückungsvorrichtung (100) Zentrierbacken (13) zum Fixieren der Nadel (12) im Bereich des zweiten Endes (14) umfasst, wobei die Zentrierbacken (13) im geschlossenen Zustand eine Öffnung (17) bilden, dadurch gekennzeichnet, dass die Nadel (12) im Bereich des zweiten Endes (14) mit einer Aufnahme (16) zur koaxialen Aufnahme eines Endes des Kabels (30) versehen ist, und die Öffnung (17) der Zentrierbacken (13)als Zugang zu der Aufnahme (16) der Nadel (12) dient, und dass die Bestückungsvorrichtung (100) einen Aufschieber (11) zum Aufschieben des elastischen Kabelelements (20) auf die Nadel (12) vom ersten Ende (15) der Nadel (12) her in Richtung des zweiten Endes (14) und ein Klemmelement (10) zum Halten der Nadel (12) im Bereich des ersten Endes (15) umfasst.
- Bestückungsvorrichtung (100) nach Anspruch 1, wobei sie zusätzlich umfasst:- einen Antrieb (A3) zum Ausführen einer Relativbewegung (P1) des Aufschiebers (11) in Bezug zu den Zentrierbacken (13),- einen Antrieb (A4, A5) zum Ausführen einer Relativbewegung des Klemmelements (10) in Bezug zu den Zentrierbacken (13),- einen Antrieb (A2) zum Ausführen einer Relativbewegung (P2) des Kabels (30) in Bezug zu den Zentrierbacken (13), und- einen Antrieb (A1) zum Öffnen und Schliessen der Zentrierbacken (13).
- Bestückungsvorrichtung (100) nach Anspruch 1 oder 2, wobei der Aufschieber (11) mit gefederten Aufschiebebacken (44) versehen ist, um sich bei einer Aufschiebebewegung (P1) entlang der Nadellängsachse (B) einem veränderlichen Aussendurchmesser der Nadel (12) anpassen zu können.
- Bestückungsvorrichtung (100) nach Anspruch 1, 2 oder 3, wobei der Aufschieber (11) in einer Position fixierbar ist, während die Nadel (12) durch den entsprechenden Antrieb eine Rückwärtsbewegung (P4) ausführt.
- Bestückungsvorrichtung (100) nach einem der vorhergehenden Ansprüche, wobei das Klemmelement (10) als Spannzange (47) ausgebildet ist, die eine Zugstange (49) umfasst und in einer Hülse (48) sitzt, wobei die Spannzange (47) durch eine Verschiebungsbewegung (P9) geöffnet oder geschlossen werden kann.
- Bestückungsvorrichtung (100) nach einem der vorhergehenden Ansprüche, wobei der Aufschieber (11) und das Klemmelement (10) in einen Bestückungskopf (40) integriert sind.
- Bestückungsvorrichtung (100) nach einem der vorhergehenden Ansprüche, wobei es sich bei dem elastischen Kabelelement (20) um eine Tülle (20) handelt.
- Verfahren zum Bestücken eines Kabels (30) mit einem elastischen Kabelelement (20) mit den folgenden Schritten:- Halten einer Nadel (12) durch Zentrierbacken (13), wobei die Nadel (12) einen Aussendurchmesser (D1, D2) hat, der an einem ersten Ende (15) kleiner ist als an einem zweiten Ende (14), und wobei die Nadel (12) im Bereich des zweiten Endes (14) eine Aufnahme (16) zur koaxialen Aufnahme eines Endes des Kabels (30) aufweist,- Aufschieben des elastischen Kabelelements (20) auf die Nadel (12) vom ersten Ende (15) der Nadel (12) her in Richtung des zweiten Endes (14), wobei ein Aufschieber (11) zum Aufschieben eingesetzt wird,- Ausführen einer Relativbewegung zum Einführen des Kabels (30) durch eine Öffnung (17) der Zentrierbacken (13) in die Aufnahme (16) der Nadel (12),- Halten der Nadel (12) mit einem Klemmelement (10) im Bereich des ersten Endes (15),- Öffnen der Zentrierbacken (13),- Übergeben des elastischen Kabelelements (20) von der Nadel (12) an das Kabel (30) durch das Ausführen einer relativen Rückwärtsbewegung (P4) der Nadel (12), wobei während der Rückwärtsbewegung (P4) das elastische Kabelelement (20) durch den Aufschieber (11) in Position gehalten und auf das Kabel (30) geschoben wird, und- Ausführen einer Relativbewegung zum Entfernen des Kabels (12) samt elastischem Kabelelement (20).
- Verfahren nach Anspruch 8, wobei der Aufschieber (11) mit gefederten Aufschiebebacken (44) versehen ist und beim Aufschieben des elastischen Kabelelements (20) sich selbsttätig einem veränderlichen Durchmesser der Nadel (12) anpasst.
- Verfahren nach Anspruch 8 oder 9, wobei der Aufschieber (11) in einer Position fixierbar ist, während die Nadel (12) durch den entsprechenden Antrieb die Rückwärtsbewegung (P4) ausführt.
- Verfahren nach einem der vorhergehenden Ansprüche 8 bis 10, wobei das Klemmelement (10) als Spannzange (47) ausgebildet ist, die eine Zugstange (49) umfasst und in einer Hülse (48) sitzt, wobei die Spannzange (47) durch eine Verschiebungsbewegung (P9) geöffnet oder geschlossen wird.
- Verfahren nach einem der vorhergehenden Ansprüche 8 bis 11, wobei es sich bei dem elastischen Kabelelement (20) um eine Tülle (20) handelt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11157888A EP2372848B1 (de) | 2010-03-30 | 2011-03-11 | Vorrichtung und Verfahren zur Bestückung von Kabeln mit Tüllen |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10158413 | 2010-03-30 | ||
| EP11157888A EP2372848B1 (de) | 2010-03-30 | 2011-03-11 | Vorrichtung und Verfahren zur Bestückung von Kabeln mit Tüllen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2372848A1 EP2372848A1 (de) | 2011-10-05 |
| EP2372848B1 true EP2372848B1 (de) | 2012-11-14 |
Family
ID=42357656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11157888A Active EP2372848B1 (de) | 2010-03-30 | 2011-03-11 | Vorrichtung und Verfahren zur Bestückung von Kabeln mit Tüllen |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8967594B2 (de) |
| EP (1) | EP2372848B1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2793327T3 (pl) * | 2013-04-16 | 2018-06-29 | Schleuniger Holding Ag | Urządzenie do układania pojedynczych końcówek przewodów kabla |
| CN107346858B (zh) * | 2017-06-19 | 2019-05-28 | 昆山思柯马自动化设备有限公司 | 导线端部橡胶套的自动组装装置 |
| WO2019079788A1 (en) | 2017-10-20 | 2019-04-25 | Boston Scientific Scimed, Inc. | CARDIAC VALVE REPAIR IMPLANT FOR THE TREATMENT OF TRICUSPID REGURGITATION |
| JP7031380B2 (ja) | 2018-03-07 | 2022-03-08 | 日立金属株式会社 | ワイヤーシールの装着方法 |
| WO2022058993A1 (en) * | 2020-09-21 | 2022-03-24 | Aptiv Technologies Limited | Automated wire kitting systems and methods |
| CN114102137B (zh) * | 2021-12-28 | 2025-08-29 | 迈得医疗工业设备股份有限公司 | 套接装置及医疗器械生产线 |
| CN119525953B (zh) * | 2024-11-27 | 2025-11-04 | 中国航发北京航科发动机控制系统科技有限公司 | 一种在圆柱形零件上自动安装密封圈的装置和方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1944890A (en) * | 1931-08-24 | 1934-01-30 | Hydraulic Brake Co | Hose coupling |
| US2657454A (en) * | 1947-12-24 | 1953-11-03 | Atlas Powder Co | Strand insertion |
| GB1444245A (en) * | 1973-09-18 | 1976-07-28 | Bicc Ltd | Apparatus for applying grommets to electric cables |
| US4063351A (en) * | 1976-12-20 | 1977-12-20 | International Telephone And Telegraph Corporation | Electrical connector assembly apparatus and method of connector fabrication |
| US4653182A (en) * | 1984-04-17 | 1987-03-31 | Sumitomo Electric Industries, Ltd. | Apparatus for fitting terminals and rubber stoppers on wires |
| JPH0275182A (ja) * | 1988-09-12 | 1990-03-14 | Yazaki Corp | 防水栓を装着した線条体の製造方法及び製造装置 |
| GB8917145D0 (en) * | 1989-07-27 | 1989-09-13 | Amp Gmbh | Applying a bung seal to an electrical lead |
| US5083363A (en) * | 1990-07-25 | 1992-01-28 | Fatigue Technology, Inc. | Method of installing a grommet in a wall of composite material |
| US5142774A (en) * | 1991-05-30 | 1992-09-01 | Huck Manufacturing Co. | Apparatus and method for loading fastener collars onto a mandrel |
| JP2635480B2 (ja) * | 1992-04-23 | 1997-07-30 | 矢崎総業株式会社 | ゴム栓の電線への装着方法 |
| JP2635487B2 (ja) * | 1992-08-31 | 1997-07-30 | 矢崎総業株式会社 | ゴム栓の電線への装着方法 |
| CH689272A5 (de) * | 1993-05-06 | 1999-01-15 | Komax Holding Ag | Einrichtung zur Tuellenbestueckung von elektrischen Kabeln. |
| JPH09290332A (ja) * | 1996-03-01 | 1997-11-11 | Yazaki Corp | ゴム栓挿入装置とゴム栓供給方法及びゴム栓挿入方法 |
| DE59908252D1 (de) | 1999-01-19 | 2004-02-12 | Pawo Systems Ag Unteraegeri | Verfahren und Einrichtung zur Tüllenbestückung |
| JP2008167592A (ja) | 2006-12-28 | 2008-07-17 | Tyco Electronics Amp Kk | シール部材装着装置 |
-
2011
- 2011-03-11 EP EP11157888A patent/EP2372848B1/de active Active
- 2011-03-30 US US13/075,826 patent/US8967594B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US8967594B2 (en) | 2015-03-03 |
| US20110239437A1 (en) | 2011-10-06 |
| EP2372848A1 (de) | 2011-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2372848B1 (de) | Vorrichtung und Verfahren zur Bestückung von Kabeln mit Tüllen | |
| DE102012020798B3 (de) | Vorrichtung und Verfahren zum Bearbeiten eines Endes eines Kabels | |
| EP1096628B1 (de) | Verfahren und Einrichtung zum Abtrennen der Abschirmung von einem Kabel | |
| EP2797182B1 (de) | Kabelkonfektioniervorrichtung zum Ablängen, Abisolieren und Konfektionieren eines Kabels mit Crimpkontakten | |
| EP2320527B1 (de) | Tüllenmontagemaschine | |
| DE3922437A1 (de) | Drahtbearbeitungsvorrichtung | |
| DE1114235B (de) | Verfahren und Anordnung zum Entfernen des Endes einer Umhuellung eines elektrischen Kabels | |
| DE102016113004A1 (de) | Vorrichtung zur Bearbeitung von Kabelenden | |
| EP2272629A1 (de) | Presswerkzeug sowie Verfahren zum Verpressen von insbesondere rohrförmigen Werkstücken | |
| EP3735737B1 (de) | Verfahren und vorrichtung zur herstellung von rotoren und statoren einschliesslich der konfektionierung von anschlussdrähten | |
| DE102021124957A1 (de) | Koaxialkabel-Verarbeitungsvorrichtung und Verfahren | |
| EP2409940B1 (de) | Kabelbearbeitungsmaschine mit Längenausgleichseinheit | |
| EP3449728A2 (de) | Vorrichtung zum füllen schlauchförmiger hüllen | |
| DE202010001324U1 (de) | Vorrichtung zum Verdrillen von Leitungen | |
| DE102010017981A1 (de) | Einrichtung und Verfahren zum Zusammenführen von Leitern | |
| EP3651288B1 (de) | Tüllenstation | |
| DE19963885C1 (de) | Verfahren zum Aufweiten von flexiblen Rohren und Vorrichtung zur Durchführung des Verfahrens | |
| EP3804048B1 (de) | Vorrichtung und verfahren zum bearbeiten eines endes eines elektrischen kabels | |
| EP2871732A1 (de) | Vorrichtung zur Öffnung des geflochtenen Schirms eines Kabels | |
| EP4148749A1 (de) | Verfahren und vorrichtung zum automatischen aufbringen eines einseitig klebenden klebebandes auf einem kabel oder kabelende | |
| EP3824521B1 (de) | Vorrichtung und verfahren zum bearbeiten eines endes eines elektrischen kabels | |
| DE3902697C2 (de) | Verfahren und Vorrichtung zum Abmanteln von isolierten Leitungen, insbesondere abgeschirmten Koaxialleitungen | |
| EP2654141B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Steckers | |
| DE102016107839A1 (de) | Vorrichtung zum Herstellen von Rundbürsten | |
| DE10212993A1 (de) | Crimp-Verfahren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20120224 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H01R 43/00 20060101AFI20120628BHEP Ipc: H01R 43/28 20060101ALI20120628BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 584400 Country of ref document: AT Kind code of ref document: T Effective date: 20121115 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: INVENTIO AG, CH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011000201 Country of ref document: DE Effective date: 20130110 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 13271 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20121114 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130214 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130215 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: KOMAX HOLDING A.G. Effective date: 20130331 |
|
| 26N | No opposition filed |
Effective date: 20130815 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011000201 Country of ref document: DE Effective date: 20130815 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20131129 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130402 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110311 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130311 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121114 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 584400 Country of ref document: AT Kind code of ref document: T Effective date: 20160311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160311 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502011000201 Country of ref document: DE Representative=s name: KILBURN & STRODE LLP, NL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BG Payment date: 20230324 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230321 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20230402 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20240227 Year of fee payment: 14 Ref country code: SK Payment date: 20240227 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240311 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250327 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20250228 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250311 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 13271 Country of ref document: SK Effective date: 20250311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250311 |