EP2189259B1 - Method and device for cutting resin film, and cutter used therein - Google Patents
Method and device for cutting resin film, and cutter used therein Download PDFInfo
- Publication number
- EP2189259B1 EP2189259B1 EP09014243A EP09014243A EP2189259B1 EP 2189259 B1 EP2189259 B1 EP 2189259B1 EP 09014243 A EP09014243 A EP 09014243A EP 09014243 A EP09014243 A EP 09014243A EP 2189259 B1 EP2189259 B1 EP 2189259B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutter
- brittle material
- material plate
- resin film
- flat surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
- B26D3/085—On sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
- B26D1/045—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/006—Cutting members therefor the cutting blade having a special shape, e.g. a special outline, serrations
Definitions
- the present invention relates to a method and device for cutting one sheet of, or two or more sheets of resin film laminated on one surface of a brittle material plate by a cutter, and a cutter to be used in the method and device.
- Fig. 8 shows a conventional cutting device.
- a disk-shaped cutter 1' is mounted to a cutter holder 2, and has a cutting edge on its outer periphery.
- the cutter 1' is moved relative to the brittle material plate 3 to cut resin film 4 with the cutter 1' being lowered in the thickness direction to be engaged in the resin film 4 (for example, Patent Document 1, etc.).
- the cutter 1' is aligned to be spaced at a predetermined gap away from the surface of the brittle material plate 3.
- Patent Document 1 Japanese Patent Laid-Open Publication No. H03-43189 .
- the gap between the edge of the cutter 1' and the surface of the brittle material plate 3 is reduced, this reduction increases the possibility of contact between the edge of the cutter 1' and the surface of the brittle material plate 3.
- the document EP 1 903 599 A2 teaches an adhesive tape cutting method and an adhesive tape joining apparatus having a cutter blade fixed in a cutter holder being provided with the reference plane to be brought into contact with the adhesive tape during the cutting operation.
- the reference plane is further used for precisely measuring the amount of protrusion of the cutting blade.
- the present invention is devised to solve this conventional problem.
- the object of the present invention is to finely cut resin film laminated on a brittle material plate by a cutter without scratching the surface of the brittle material plate or chipping a cutting edge of the cutter.
- a cutting method is a method for cutting one sheet of, or two or more sheets of resin film laminated on one surface of a brittle material plate by a cutter, wherein said cutter has a flat surface perpendicular to an edge line of its cutting edge, and wherein said cutter is moved relative to said brittle material plate to cut said resin film with the flat surface of said cutter and the surface of said brittle material plate being in contact with each other, or being opposed in substantially parallel to each other and spaced at a small gap away from each other.
- the hardness of the cutting edge of said cutter be lower than said brittle material plate, and higher than said resin film.
- a device for cutting one sheet of, or two or more sheets of resin film laminated on one surface of a brittle material plate by a cutter includes a cutter that has a flat surface perpendicular to an edge line of its cutting edge, an actuating mechanism that moves said cutter relative to said brittle material plate, and an adjuster that adjusts the gap between the flat surface of said cutter and the surface of said brittle material plate so that the flat surface of said cutter and the surface of said brittle material plate are in contact with each other, or are opposed in substantially parallel to each other and spaced at a small gap away from each other, wherein said cutter is moved relative to said brittle material plate to cut said resin film.
- a cutter for cutting one sheet of, or two or more sheets of resin film laminated on one surface of a brittle material plate includes a flat surface that is perpendicular to an edge line of a cutting edge of the cutter, the flat surface being in contact with the surface of said brittle material plate or being opposed in substantially parallel to and spaced at a small gap away from the surface of said brittle material plate.
- said cutter be a disk-shaped cutter that has the cutting edge formed around its outer periphery, and a part of the disk-shaped cutter be cut out to form the flat surface perpendicular to the edge line of the cutting edge.
- the cutter can include a second flat surface that is arranged radially inward of said flat surface and in parallel to said flat surface.
- a cutter since a cutter is used that has a flat surface perpendicular to an edge line of its cutting edge, and said cutter is moved relative to said brittle material plate to cut said resin film with the flat surface of said cutter and the surface of said brittle material plate being in contact with each other, or being opposed in substantially parallel to each other and spaced at a small gap away from each other, it is possible to remarkably keep the surface of the brittle material plate from being scratched and the cutting edge of the cutter from being chipped, and it is possible to finely cut resin film laminated on the brittle material plate.
- said cutter is a disk-shaped cutter that has the cutting edge formed around its outer periphery, and a part of the disk-shaped cutter is cut out to form the flat surface perpendicular to the edge line of the cutting edge, the cutting edge of the cutter is kept from being chipped, and the durability of the cutting edge of the cutter is also improved. Also, in the case where the cutter includes a second flat surface that is arranged radially inward of said flat surface and in parallel to said flat surface, it is possible to reduce resistance when the cutter is relatively moved, and to facilitate smooth relative movement.
- Figs. 1 and 2 show an embodiment of the cutting device according to the present invention.
- Figs. 1 and 2 are front and side views of the cutting device, respectively.
- the cutting device S shown in Fig. 1 includes a slide table 62 that is located movably in a Y-direction in this Figure on a base 61, and a rotation mechanism 63 that is located on the slide table 62.
- a rotating table 64 is arranged on the rotation mechanism 63.
- a brittle material plate 3 is arranged on and secured to the rotating table 64.
- Resin film 4 (shown in Fig. 5 ) is laminated on the surface of the brittle material plate 3.
- the brittle material plate 3 can be moved to any position in the horizontal plane by an actuating mechanism composed of the slide table 62 and the rotation mechanism 63.
- the slide table 62 is movably mounted on a pair of guide rails 65a and 65b that are arranged in parallel to each other on the upper surface of the base 61 and spaced at a certain interval away from each other.
- a ball screw 66 is arranged in parallel to the guide rails 65a and 65b and between the pair of guide rails 65a and 65b, and can be rotated both in forward and reverse directions by an electric motor 68.
- a ball nut 67 is located on the bottom surface of the slide table 62. This ball nut 67 is threadedly engaged with the ball screw 66. Rotation of the ball screw 66 in the forward or reverse direction moves the ball nut 67 in the Y-direction so that the slide table 62 mounted on the ball nut 67 is moved in the Y-direction along the guide rail 65a and 65b.
- the rotation mechanism 63 is arranged on the slide table 62. Also, the rotating table 64 is arranged on the rotation mechanism 63. The brittle material plate 3 with the resin film laminated thereon is secured on the rotating table 64 by vacuum suction. The rotation mechanism 63 rotates the rotating table 64 about its center axis that extends in the vertical direction.
- a rail 51 horizontally extends in an X-direction above the rotating table 64.
- a film cutter holder head 5 is moved back and forth along the rail 51 in the X-direction in this Figure by a cutter shaft electric motor 52.
- a cutter holder 2 is arranged in a lower part of the film cutter holder head 5.
- a cutter 1a is replaceably attached to the cutter holder 2.
- the cutter 1a has a disk shape upper and lower parts of which are cut out.
- the cutter 1a has upper and lower flat surfaces 13 and 12 perpendicular to the edge lines 11 of the cutting edges.
- the upper flat surface 13 of the cutter 1a is brought into contact with a flat part 21 of an interior upper portion of the cutter holder 2 so that the cutter 1a is positioned and attached.
- attachment of the cutter 1a to the cutter holder 2 is not limited to this.
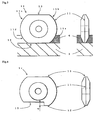
- a cutter 1b may have a side flat surface 14 in addition to the upper flat surface 13.
- the upper and side flat surfaces 13 and 14 can be brought into contact with the flat part 21 of the interior upper portion and a flat part 22 of an interior side portion 22 of the cutter holder 2, respectively, so that the cutter 1b is positioned and attached. In this attachment, it is important that the lower flat surface 12 of the cutter 1b is opposed in substantially parallel to the surface of the brittle material plate 3.
- the cutter holder 2 is mounted to be movable, from the film cutter holder head 5, toward and away from the rotating table 64. Adjustment of the protrusion amount of the cutter holder 2 from the film cutter holder head 5 can adjust the cut depth of the cutter 1a in the resin film 4 (shown in Fig. 5 ) laminated on the surface of the brittle material plate 3.
- the cutter 1a is engaged in the resin film 4 with the lower flat surface 12 of the cutter 1a and the surface of the brittle material plate 3 being in contact with each other, or being opposed in substantially parallel to each other and spaced at a small gap away from each other (shown in Fig. 5 ).
- the protrusion amount of the cutter holder 2 from the film cutter holder head 5 is suitably determined in accordance with the thickness of the resin film 4 (shown in Fig. 5 ).
- a pair of CCD cameras 7a and 7b are arranged above the rotating table 64.
- the CCD cameras 7a and 7b recognize alignment marks that are previously marked on the brittle material plate 3.
- the CCD cameras 7a and 7b detect the positioning deviation of the brittle material plate 3 when the brittle material plate 3 is placed. For example, in the case where clockwise and counterclockwise directions about the center of the rotating table 64 are defined as + (plus) and - (minus) directions, respectively, if the brittle material plate 3 deviates + ⁇ , the rotating table 64 is rotated - ⁇ . In addition, for example, if the brittle material plate 3 deviates a distance +Y in the Y-direction in the Figure on the rotating table 64, the slide table 62 is moved -Y.
- the brittle material plate 3 is first placed on the rotating table 64 and secured by a suction means. Subsequently, the CCD cameras 7a and 7b catch the alignment marks arranged on the brittle material plate 3, and the brittle material plate 3 is positioned to a predetermined position based on the caught image data as discussed above.
- the protrusion amount of the cutter holder 2 from the film cutter holder head 5 is determined in accordance with the thickness of the resin film 4 laminated on the brittle material plate 3. That is, when the cutter holder 2 protrudes from the film cutter holder head 5, the cutter 1a is deeply engaged in the resin film 4, and the lower flat surface 12 of the cutter 1a comes in contact with the surface of the brittle material plate 3 as shown in Fig. 5 , for example.
- simultaneous or alternate movement or rotation of the film cutter holder head 5 and the rotating table 64 can cut the resin film 4 laminated on the brittle material plate 3 into a desired shape without scratching the surface of the brittle material plate 3 or chipping the cutting edge of the cutter.
- the lower flat surface 12 of the cutter 1a be in contact with the surface of the brittle material plate 3.
- the lower flat surface 12 of the cutter 1a may be spaced away from the surface of the brittle material plate 3 at a small gap within a range that does not adversely affect the effect of the present invention.
- the shape of the cutter 1a used in the present invention is not specifically limited as long as it has the flat surface 12 perpendicular to the edge line 11 of the cutting edge as discussed above.
- the cutter 1a shown in Fig. 3 has the lower and upper flat surfaces 12 and 13, and a pair of edge lines 11 as the cutting edges.
- the cutter 1a is positioned and attached by contact of the upper flat surface 13 of the cutter 1a with the flat part 21 of the interior upper portion of the cutter holder 2. If a part of one of the edge lines 11 (a part in contact with the resin film 4) or the lower flat surface 12 wears or is damaged, the cutter 1a can be turned upside down or rightside left.
- four parts of the edge line 11a, 11b, 11c and 11d of the edge lines 11 of the cutter 1a can serve as a cutting edge.
- the cutter 1b shown in Fig. 4 has the lower and upper flat surfaces 12 and 13, the side flat surface 14, and the edge line 11 as the cutting edge.
- the cutter 1b is positioned and attached by contact of the upper and side flat surfaces 13 and 14 of the cutter 1b with the flat part 21 of the interior upper portion and the flat part 22 of the interior side portion of the cutter holder 2, respectively. If one of parts of the edge line 11 (a part in contact with the resin film 4) or the lower flat surface 12 wears or is damaged, the cutter 1b can be turned upside down. Thus, another part of the edge line 11 of the cutter 1b can serve as a cutting edge.
- the material of the cutter 1a is not specifically limited. However, from the viewpoint of smoothly and finely cutting the resin film 4 without scratching the surface of the brittle material plate 3, it is preferable that the hardness of the material of the cutter 1a be lower than the brittle material plate 3, and higher than the resin film 4.
- the brittle material plate 3 is a glass plate
- its Vickers hardness is about 5000 N/mm 2 .
- the resin film 4 is a polycarbonate resin film or a polyethylene terephthalate resin film
- its Vickers hardness is mostly less than 500 N/mm 2 . Accordingly, to cut the aforementioned resin film laminated on the glass plate, it can be required to use a cutter with Vickers hardness from 500 to less than 5000 N/mm 2 .
- cutter materials with Vickers hardness of this range can be provided by hard metal (1500 to 2000 N/mm 2 ) and hard chromium (700 to 2500 N/mm 2 ), hardened steel (500 to 1000 N/mm 2 ), SUS304 (3200 N/mm 2 ), SKH (790 to 820 N/mm 2 ), ceramics (1000 N/mm 2 ), and the like.
- Fig. 6 shows a cutter according to another embodiment that can be used in the present invention.
- a second lower flat surface 15 is formed in parallel to the lower flat surface 12 to be spaced at a distance d radially inward away from the lower flat surface 12 of the cutter 1a shown Fig. 3 .
- the distance d is specified greater than the thickness of the resin film 4.
- the volume of a part of the cutter 1b that is engaged in the resin film 4 can be reduced. Therefore, it is possible to reduce the resistance of relative movement of the cutter 1b when the cutter 1b cuts the resin film 4.
- the resin film 4 that can be cut by the method according to the present invention is not specifically limited. Known films can be cut by the method according to the present invention.
- the resin film can be provided by films formed of resins including polyethylene terephthalate (PET), cellulose acetate group resin such as triacetyl cellulose (TAC), acrylics group resin, fluorine group resin such as tetrafluorinated ethylene/hexafluorinated propylene group copolymer, polycarbonate resin, polyester group resin such as polyethylene terephthalate, polyimide group resin, polysulfone group resin, polyethersulfone group resin, polystyrene group resin, polyvinyl alcohol group resin, polyvinyl chloride group resin, polyolefin resin, polyamide group resin, and the like.
- PET polyethylene terephthalate
- TAC triacetyl cellulose
- acrylics group resin fluorine group resin such as tetrafluorinated ethylene/hexafluor
- Two or more sheets of resin film 4 can be laminated on the surface of the brittle material plate 3. In this case, these sheets of resin film 4 can be the same as or different from each other.
- the thickness of one sheet of resin film 4 is not specifically limited. The typical thickness is not more than 500 ⁇ m.
- Known plates can be used as the brittle material plate 3 on which the resin film 4 is laminated in the present invention.
- Examples of the known brittle material plates can be provided by glass, ceramics, silicon, sapphire, and the like. According to the cutting method of the present invention, even in the case of a brittle material plate made of a relatively soft material, it is possible to reliably cut the resin film 4 laminated on the surface of the plate without scratching the plate.
- the method for cutting resin film according to the present invention can be suitably used for cutting resin film laminated on a glass plate of a liquid crystal panel, or the like.
- the method can be suitably used for cutting a panel with a polarizing sheet laminated on a glass plate.
- a polarizing sheet typically, a sheet is used that includes support film laminated on the both surfaces of a polarizer.
- examples of the polarizers can be provided by a polarizer including a polarizer base such as polyvinyl alcohol group resin, polyvinyl acetate resin, ethylene/vinyl acetate (EVA) resin, polyamide resin and polyester resin with dichromatic dye or iodine absorbed and orientated thereon, a polarizer including polyvinyl alcohol/polyvinylene copolymer containing orientated molecule chains of dichromatic dehydrated product of polyvinyl alcohol (polyvinylene) in molecularly-orientated polyvinyl alcohol film, and the like.
- the thickness of the polarizer is not specifically limited.
- the thickness of the polarizer is specified to fall within a range not more than 50 ⁇ m.
- examples of the support film for supporting and protecting the polarizer can be provided by TAC film, norbornene group film, and the like.
- the thickness of the support film is not specifically limited.
- the thickness of the support film is specified to fall within a range not more than 300 ⁇ m.
- resin film laminated on a brittle material plate can be finely cut by a cutter without scratching the surface of the brittle material plate or chipping the cutting edge of the cutter. Therefore, the cutting method of the present invention is useful.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Nonmetal Cutting Devices (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008296156A JP5457014B2 (ja) | 2008-11-19 | 2008-11-19 | 樹脂フィルムの切断方法及び切断装置並びにそれらに用いるカッター |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2189259A1 EP2189259A1 (en) | 2010-05-26 |
| EP2189259B1 true EP2189259B1 (en) | 2012-05-16 |
Family
ID=41683012
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09014243A Not-in-force EP2189259B1 (en) | 2008-11-19 | 2009-11-13 | Method and device for cutting resin film, and cutter used therein |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2189259B1 (ko) |
| JP (1) | JP5457014B2 (ko) |
| KR (1) | KR101247996B1 (ko) |
| CN (2) | CN102756389B (ko) |
| TW (2) | TWI451953B (ko) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5244202B2 (ja) | 2011-01-27 | 2013-07-24 | 三星ダイヤモンド工業株式会社 | 脆性材料基板のスクライブ方法 |
| EP2502716B1 (de) | 2011-03-21 | 2013-11-06 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Werkzeug für eine Blechbearbeitungsmaschine und Verfahren zum Trennen einer Folie |
| CN102501409B (zh) * | 2011-10-31 | 2014-03-26 | 上海青霞机电科技有限公司 | 单张式自动进料半断压痕或划切装置 |
| JP2014226743A (ja) * | 2013-05-21 | 2014-12-08 | 三星ダイヤモンド工業株式会社 | カッタユニット、切断装置、切断方法及びホルダー |
| JP6650663B2 (ja) * | 2014-03-28 | 2020-02-19 | 三星ダイヤモンド工業株式会社 | 樹脂シートの分断方法及び分断装置 |
| JP6528356B2 (ja) * | 2014-03-28 | 2019-06-12 | 三星ダイヤモンド工業株式会社 | 樹脂シートの分断方法 |
| TWI542457B (zh) * | 2014-10-17 | 2016-07-21 | 三星國際機械股份有限公司 | 用以切割膜之刀具與設備 |
| JP2019098435A (ja) * | 2017-11-29 | 2019-06-24 | 三星ダイヤモンド工業株式会社 | 切断ヘッドおよび切断装置 |
| CN107838986A (zh) * | 2017-12-14 | 2018-03-27 | 上海御渡半导体科技有限公司 | 一种专用于电路板的多功能切割刻痕机构 |
| JP2019147225A (ja) * | 2018-02-27 | 2019-09-05 | 三星ダイヤモンド工業株式会社 | カッターホイールおよび切断方法 |
| CN110092576B (zh) * | 2019-05-30 | 2021-12-28 | Tcl华星光电技术有限公司 | 切割装置及显示面板组件切割方法 |
| JP7081581B2 (ja) * | 2019-12-23 | 2022-06-07 | Agc株式会社 | 切断方法、切断装置および積層体 |
| KR102448997B1 (ko) | 2022-06-08 | 2022-09-28 | 이왕기 | 필름 절단기의 칼날 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4030195A (en) * | 1976-09-29 | 1977-06-21 | The Fletcher-Terry Company | Scoring device with edge guide |
| JP2856507B2 (ja) * | 1990-06-08 | 1999-02-10 | 積水化学工業株式会社 | テープ捲重体の切断方法及び切断装置 |
| JPH0993746A (ja) * | 1995-09-19 | 1997-04-04 | Nishi Nippon Densen Kk | 間接活線工法用保護カバ−切除カッタ− |
| JPH09150395A (ja) * | 1995-11-30 | 1997-06-10 | Somar Corp | フィルム切断方法及び装置 |
| US6640446B2 (en) * | 2001-12-21 | 2003-11-04 | Leo Martinez | Floor groover |
| JP3910933B2 (ja) * | 2003-04-09 | 2007-04-25 | 本田技研工業株式会社 | 金属製薄板の切断装置 |
| JP4311144B2 (ja) * | 2003-09-19 | 2009-08-12 | 株式会社村田製作所 | カット装置およびカット方法 |
| SE527775C2 (sv) * | 2004-04-27 | 2006-06-07 | Seco Tools Ab | Verktyg och skär för spånavskiljande bearbetning med samverkande klackformade spärrorgan |
| BRPI0610020A2 (pt) * | 2005-04-22 | 2011-10-11 | 3M Innovative Properties Co | dispositivo para cortar meios |
| JP2007069324A (ja) * | 2005-09-08 | 2007-03-22 | Fujifilm Corp | ウェブの切断方法とその切断装置 |
| JP4954662B2 (ja) * | 2006-01-27 | 2012-06-20 | 日東電工株式会社 | シート状部材の切削加工方法と製造方法 |
| JP2007260865A (ja) * | 2006-03-29 | 2007-10-11 | Fujifilm Corp | 積層体フイルムのハーフカット方法及び装置 |
| JP4953738B2 (ja) * | 2006-09-07 | 2012-06-13 | 日東電工株式会社 | 粘着テープ切断方法およびこれを用いた粘着テープ貼付け装置 |
| JP4974626B2 (ja) | 2006-09-20 | 2012-07-11 | 日東電工株式会社 | 粘着テープ切断方法およびこれを用いた粘着テープ貼付け装置 |
| JP2008272845A (ja) * | 2007-04-25 | 2008-11-13 | Sharp Corp | 刃保持構造およびそれを備える切断装置 |
-
2008
- 2008-11-19 JP JP2008296156A patent/JP5457014B2/ja not_active Expired - Fee Related
-
2009
- 2009-08-31 KR KR1020090081129A patent/KR101247996B1/ko active IP Right Grant
- 2009-09-25 CN CN201210241637.0A patent/CN102756389B/zh not_active Expired - Fee Related
- 2009-09-25 CN CN2009101761988A patent/CN101733768B/zh not_active Expired - Fee Related
- 2009-10-06 TW TW101134983A patent/TWI451953B/zh not_active IP Right Cessation
- 2009-10-06 TW TW098133868A patent/TWI421159B/zh not_active IP Right Cessation
- 2009-11-13 EP EP09014243A patent/EP2189259B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| TW201021987A (en) | 2010-06-16 |
| TWI421159B (zh) | 2014-01-01 |
| TW201302406A (zh) | 2013-01-16 |
| JP5457014B2 (ja) | 2014-04-02 |
| CN102756389A (zh) | 2012-10-31 |
| KR20100056358A (ko) | 2010-05-27 |
| TWI451953B (zh) | 2014-09-11 |
| CN101733768A (zh) | 2010-06-16 |
| CN101733768B (zh) | 2012-09-05 |
| CN102756389B (zh) | 2014-12-17 |
| KR101247996B1 (ko) | 2013-03-27 |
| EP2189259A1 (en) | 2010-05-26 |
| JP2010120119A (ja) | 2010-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2189259B1 (en) | Method and device for cutting resin film, and cutter used therein | |
| US7553390B2 (en) | Method and device for parting glass substrate, liquid crystal panel, and liquid crystal panel manufacturing device | |
| US9545732B2 (en) | Method of cutting laminate film, cutting apparatus and method of manufacturing optical display device | |
| US7543621B2 (en) | Method and apparatus for bonding polarizing plate | |
| JP4954662B2 (ja) | シート状部材の切削加工方法と製造方法 | |
| JP5823677B2 (ja) | フィルムの端面加工用カッターおよびこれを備える加工機、並びに、フィルムの端面加工方法 | |
| KR20140136868A (ko) | 커터 유닛, 절단 장치, 절단 방법 및 홀더 | |
| JP4662357B2 (ja) | 光学フィルムシートの切断方法、および光学フィルムシートの切断装置 | |
| JP6519182B2 (ja) | 積層光学フィルム切断装置及びこの切断装置を用いる積層光学フィルム切断方法 | |
| JP2008116969A (ja) | 液晶パネル及び液晶パネル製造装置 | |
| TWI488230B (zh) | Brittle material substrate breaking device | |
| KR101811467B1 (ko) | 적층체 필름의 절단장치 및 적층체 필름의 절단방법 | |
| TWI482693B (zh) | The cutting method of the laminated body and the cutter used in the method | |
| TWI496668B (zh) | 用來裁切板材單元之裁切裝置與該板材單元的製造方法 | |
| JP2002151443A (ja) | 半導体素子の劈開装置 | |
| JP2023087193A (ja) | カッター、カッティング装置およびカッティング方法 | |
| TW202404772A (zh) | 溝槽加工工具及溝槽加工方法 | |
| JP2002283292A (ja) | ポリエーテルスルフォン樹脂フィルムの切断方法 | |
| CN114434663A (zh) | 一种太阳能单晶硅切片机 | |
| JP2005111761A (ja) | シート切断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20091113 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17Q | First examination report despatched |
Effective date: 20101203 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26D 1/04 20060101ALI20111121BHEP Ipc: B26D 1/00 20060101AFI20111121BHEP Ipc: B26D 3/08 20060101ALI20111121BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 557837 Country of ref document: AT Kind code of ref document: T Effective date: 20120615 Ref country code: CH Ref legal event code: NV Representative=s name: MICHELI & CIE SA |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009006932 Country of ref document: DE Effective date: 20120712 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120516 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120916 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120816 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 557837 Country of ref document: AT Kind code of ref document: T Effective date: 20120516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120917 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120817 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120827 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009006932 Country of ref document: DE Effective date: 20130219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120816 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121113 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131113 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20141112 Year of fee payment: 6 Ref country code: FR Payment date: 20141110 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20141107 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20141111 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151113 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20171108 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602009006932 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190601 |