EP2188403B1 - Verfahren und schmelztauchveredelungsanlage zur bandstabilisierung eines zwischen abstreifdüsen der schmelztauchveredelungsanlage geführten, mit einer beschichtung versehenen bandes - Google Patents
Verfahren und schmelztauchveredelungsanlage zur bandstabilisierung eines zwischen abstreifdüsen der schmelztauchveredelungsanlage geführten, mit einer beschichtung versehenen bandes Download PDFInfo
- Publication number
- EP2188403B1 EP2188403B1 EP08801674A EP08801674A EP2188403B1 EP 2188403 B1 EP2188403 B1 EP 2188403B1 EP 08801674 A EP08801674 A EP 08801674A EP 08801674 A EP08801674 A EP 08801674A EP 2188403 B1 EP2188403 B1 EP 2188403B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- hot
- distance
- detected
- width
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims abstract description 16
- 239000011248 coating agent Substances 0.000 title claims abstract description 15
- 238000000576 coating method Methods 0.000 title claims abstract description 15
- 230000000087 stabilizing effect Effects 0.000 title abstract description 13
- 238000003618 dip coating Methods 0.000 title abstract description 9
- 230000008569 process Effects 0.000 title abstract description 3
- 230000006641 stabilisation Effects 0.000 claims abstract description 47
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 13
- 239000010959 steel Substances 0.000 claims abstract description 13
- 230000010355 oscillation Effects 0.000 claims description 6
- 238000009826 distribution Methods 0.000 claims description 5
- 230000008859 change Effects 0.000 claims description 4
- 238000005259 measurement Methods 0.000 claims description 4
- 230000003019 stabilising effect Effects 0.000 claims 5
- 238000011105 stabilization Methods 0.000 abstract description 42
- 230000000694 effects Effects 0.000 description 19
- 238000009499 grossing Methods 0.000 description 6
- 230000008901 benefit Effects 0.000 description 3
- 238000013016 damping Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000004088 simulation Methods 0.000 description 3
- 239000003381 stabilizer Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 230000005294 ferromagnetic effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- 230000005291 magnetic effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/14—Removing excess of molten coatings; Controlling or regulating the coating thickness
- C23C2/24—Removing excess of molten coatings; Controlling or regulating the coating thickness using magnetic or electric fields
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/50—Controlling or regulating the coating processes
- C23C2/52—Controlling or regulating the coating processes with means for measuring or sensing
Definitions
- the invention relates to a method for stabilizing the strip of a tape provided with a coating between stripping nozzles of a hot-dip coating plant and a corresponding hot-dip coating installation.
- a method for stabilizing the strip of a tape provided with a coating between stripping nozzles of a hot-dip coating plant and a corresponding hot-dip coating installation.
- Electromagnetic band stabilizers are based on the principle of induction, in order to generate attractive forces perpendicular to the ferromagnetic steel strip by means of defined magnetic fields. Thus, the position of the steel strip between two opposite electromagnetic inductors (electromagnets) can be changed without contact.
- Such systems are known in different types. They are used, for example, in hot-dip coating plants in the coating area above the so-called wiping nozzles. Different regulation. and control concepts are known (e.g. DE 10 2005 060 058 A1 . WO 2006/006911 A1 . WO 02/14572 A1 ).
- Wiping nozzles are used in hot-dip coating plants for steel strip to obtain a defined amount of coating medium on the strip surface.
- the quality of the coating depends to a large extent on the uniformity of the wiping medium (eg air or nitrogen) as well as on the band movement in the nozzle area.
- the belt movements are caused by non-circularity of roles or eg by pulse effect of the air in the cooling tower area of hot dip finishing plants.
- belt stabilization systems connected downstream in the belt running direction can damp or reduce a belt movement occurring within the scraping nozzle, so that an improvement in the coating accuracy and coating uniformity of the liquid metal on the steel belt is achieved.
- This can z. B. electromagnetically acting actuators exercise the non-contact attractive forces on the continuous steel band and thus change the band position.
- the goal of all applications is to position the belt stabilization as close as possible to the wiper nozzle, ignoring the relationship between distance and effect.
- the object of the invention is therefore to improve the strip stabilization in the region of the wiper.
- This object is achieved according to the invention with the method according to claim 1.
- This is characterized in that the distance (the effect) of the band stabilization of the wiping nozzles is set to a value equal to a distance threshold value, which as a function of Bandwidth is determined taking into account a factor Phi, wherein the factor Phi is calculated as a function of the strip thickness and the strip tension.
- the measured quantity strip position represents the temporal and / or local change of the distance of the strip with respect to a straight reference line transversely to the strip running direction; that is, the tape position represents the tape profile and / or its vibration behavior as a function of time.
- strip stabilization encompasses two essential aspects in the context of the present description: On the one hand, strip stabilization means smoothing of a wave-shaped strip profile, and on the other hand, this term means damping of vibrations of the strip. Both aspects of band stabilization can be implemented independently or in combination or simultaneously with the aid of suitable control circuits.
- the essential advantage of the claimed limitation of the distance can be seen in the fact that when the distance is set to a value below the distance threshold value that can be calculated according to the invention, a significantly better effect is achieved for both aspects of the desired band stabilization. In contrast, the effect of band stabilization at intervals above the distance threshold decreases significantly or the band is despite stabilization even more unstable than without control (opposite effect).
- Ideal would be a distance of zero, that is, if the band stabilization at the level of the scrapers would be arranged, because then the band stabilization would act directly at the level of the stripping and the tape would then held optimally stable during a measurement process.
- this arrangement is structurally not feasible due to lack of space in the rule. Therefore, the distance should be as small as possible, but maximally set to the value of the distance threshold value which can be calculated according to the invention.
- the electromagnetic forces are applied by on each band side in pairs opposing coil assemblies whose distance from the wiping nozzles is changeable.
- the band position within the coil arrangement is preferably measured, specifically in the spatial vicinity of the coil arrangement.
- the tape position above and below the coil assembly can be measured.
- a plurality of coils are arranged on each band side, wherein the respective outer coils are arranged to be adjustable on the continuous band edges parallel to the plane of the band.
- the distance of the belt stabilization device, hereinafter also abbreviated to belt stabilization, of the wiping nozzles should not exceed their bandwidth for wider belts (B> 1400 mm). For narrower bands (B ⁇ 1400 mm), a margin of up to 1.75 times the bandwidth can be allowed. This distance results from the principle of Staint-Venant, which states that with increasing distance of an attacking force on z. B. a clamped steel strip whose effect on the overall state decreases.
- the basis for the solution according to the invention is the positioning of the strip stabilizer to the wiping nozzle or the wiping nozzles, taking into account the stress mechanism.
- the above object is further achieved by the claimed hot dip coating equipment.
- This is characterized in that the distance (effect) of the strip stabilization from the wiping nozzles is set to a value less than or equal to a distance threshold determined as a function of the bandwidth taking into account a factor Phi as a function of strip thickness and strip tension.
- the arrangement of the belt stabilization and the wiper nozzle is in principle from the FIG. 4 seen.
- the distance threshold results according to the principle of Venant for continuous wide steel bands to about the bandwidth and for narrower bands to max. 1.75 times the bandwidth (see FIG. 5 ). At a greater distance is the effect of the band stabilization with respect to a smoothing of the band profile (transverse arc, S-shape, see Fig. 2 ) very limited or no longer recognizable at long distances.
- the following device for combining the strip stabilization with the wiping nozzle, in which the strip stabilizing coils always act towards the centered strip layer:
- the stabilization must be respectively aligned to the band position and the actual position must be determined.
- the alignment is done by means of specially mounted alignment aids.
- the stabilization is mounted on this frame and is thus mechanically fixed and reproducibly adjustable ( Fig. 3 ).
- the centering on the band position or band center is therefore always identical between stabilization and the scraper nozzle.
- Wiping nozzles and stabilizing coils are mechanically synchronized and aligned!
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Bandstabilisierung eines zwischen Abstreifdüsen einer Schmelztauchveredelungsanlage geführten, mit einer Beschichtung versehenen Bandes sowie eine entsprechende Schmelztauchbeschichtungsanlage. Dabei werden durch in Bandlaufrichtung den Abstreifdüsen nachgeordnete elektromagnetisch berührungslos auf das durchlaufende Stahlband wirkende Spulen stabilisierende Kräfte nach Maßgabe der erfassten Bandposition auf das Band ausübt.
- Elektromagnetische Bandstabilisierungen basieren auf dem Prinzip der Induktion, um mittels definierter Magnetfelder anziehende Kräfte senkrecht zum ferromagnetischen Stahlband zu erzeugen. Damit kann die Lage des Stahlbands zwischen zwei gegenüberliegenden elektromagnetischen Induktoren (Elektromagnete) berührungslos verändert werden. Solche Systeme sind in unterschiedlicher Bauart bekannt. Sie werden z.B. in Schmelztauchveredelungsanlagen im Beschichtungsbereich oberhalb der so genannten Abstreifdüsen verwendet. Unterschiedlichste Regelungs. und Steuerungskonzepte sind bekannt (z. B.
DE 10 2005 060 058 A1 ,WO 2006/006911 A1 ,WO 02/14572 A1 - Abstreifdüsen werden in Schmelztauchveredelungsanlagen für Stahlband eingesetzt, um eine definierte Menge Beschichtungsmedium auf der Bandoberfläche zu erhalten. Die Qualität der Beschichtung (Gleichmäßigkeit der Auftragung, Schichtdickengenauigkeit, homogener Oberflächenglanz) hängt maßgeblich von der Gleichmäßigkeit des Abstreifdüsenmediums (z.B. Luft oder Stickstoff) sowie von der Bandbewegung im Düsenbereich ab. Die Bandbewegungen werden durch Unrundheiten von Rollen oder z.B. durch Impulswirkung der Luft im Kühlturmbereich von Schmelztauchveredelungsanlagen hervorgerufen.
- Mit zunehmender Bandbewegung in der Abstreifdüse reduziert sich die Beschichtungsqualität bzw. Gleichmäßigkeit der Beschichtung des durchlaufenden Stahlbands.
- Durch den Einsatz von in Bandlaufrichtung nach geschalteten Bandstabilisierungssystemen kann eine innerhalb der Abstreifdüse auftretende Bandbewegung gedämpft bzw. reduziert werden, so dass eine Verbesserung der Beschichtungsgenauigkeit und Beschichtungsgleichmäßigkeit des flüssigen Metalls auf dem Stahlband erreicht wird. Dies können z. B. elektromagnetisch wirkende Aktuatoren sein, die berührungslos anziehende Kräfte auf das durchlaufende Stahlband ausüben und somit die Bandlage verändern.
- Bei den bekannten Systemen ergibt sich Bauart bedingt aufgrund der in Bandlaufrichtung der Abstreifdüse nachgeordneten Bandstabilisierung eine reduzierte Wirkung der Regelung auf die Bandbewegung in der Abstreifdüse. Die Beruhigung der Schwingungen erfolgt oberhalb der Abstreifdüse innerhalb der Bandstabilisierung mittels der Bandstabilisierungsspulen mit hoher Effektivität. Im Bereich der Düse ist die Wirkung mit steigendem Abstand zwischen dieser und der Stabilisierungseinheit jedoch deutlich eingeschränkt. Die Position der Bandstabilisierung wird dabei entsprechend der baulichen Gegebenheiten festgelegt, ohne die physikalischen Abhängigkeiten zu beschreiben.
- Daher ist das Ziel aller Anwendungen die Bandstabilisierung möglichst nahe an die Abstreifdüse zu positionieren, wobei der Zusammenhang zwischen Abstand und Wirkung nicht berücksichtigt wird.
- Aufgabe der Erfindung ist es daher, die Bandstabilisierung im Bereich der Abstreifdüse zu verbessern.
- Gelöst wird diese Aufgabe erfindungsgemäß mit dem Verfahren gemäß Patentanspruch 1. Dieses ist dadurch gekennzeichnet, dass der Abstand (der Wirkung) der Bandstabilisierung von den Abstreifdüsen auf einen Wert kleiner gleich einem Abstandsschwellenwert eingestellt wird, welcher als Funktion der Bandbreite unter Berücksichtigung eines Faktors Phi ermittelt wird, wobei der Faktor Phi als Funktion der Banddicke und des Bandzuges berechnet wird.
- Die Messgröße Bandposition repräsentiert im Rahmen der vorliegenden Beschreibung die zeitliche und / oder örtliche Änderung des Abstandes des Bandes gegenüber einer graden Referenzlinie quer zur Bandlaufrichtung; dass heißt, die Bandposition repräsentiert das Bandprofil und/ oder dessen Schwingungsverhalten als Funktion der Zeit.
- Der Begriff Bandstabilisierung umfasst im Rahmen der vorliegenden Beschreibung zwei wesentliche Aspekte: Zum einen meint Bandstabilisierung eine Glättung eines wellenförmigen Bandprofils und zum anderen meint dieser Begriff eine Dämpfung von Schwingungen des Bands. Beide Aspekte der Bandstabilisierung können unabhängig voneinander oder in Kombination bzw. gleichzeitig mit Hilfe geeigneter Regelkreise realisiert werden.
- Der wesentliche Vorteil der beanspruchten Begrenzung des Abstandes ist darin zu sehen, dass bei einer Einstellung des Abstandes auf einen Wert unterhalb des erfindungsgemäß berechenbaren Abstandsschwellenwertes, eine erheblich bessere Wirkung für beide Aspekte der angestrebten Bandstabilisierung erreicht wird. Demgegenüber lässt die Wirkung der Bandstabilisierung bei Abständen oberhalb des Abstandsschwellenwertes deutlich nach oder das Band wird trotz Stabilisierungsregelung sogar instabiler als ohne Regelung (gegenteiliger Effekt).
- Ideal wäre ein Abstand von Null, d.h. wenn die Bandstabilisierung auf Höhe der Abstreifer angeordnet wäre, weil dann die Bandstabilisierung unmittelbar auf Höhe der Abstreifdüsen wirken würde und das Band während eines Messvorganges dann optimal stabil gehalten würde. Diese Anordnung ist aber bautechnisch aufgrund von Platzmangel in der Regel nicht realisierbar. Deshalb sollte der Abstand möglichst klein, maximal jedoch auf den Wert des erfindungsgemäß berechenbaren Abstandsschwellenwert eingestellt werden.
- Die elektromagnetischen Kräfte werden durch auf jeder Bandseite sich paarweise gegenüberliegende Spulenanordnungen aufgebracht, deren Abstand von den Abstreifdüsen veränderbar ist.
- Vorzugsweise wird bei dem erfindungsgemäßen Verfahren die Bandposition innerhalb der Spulenanordnung gemessen, und zwar in räumlicher Nähe der Spulenanordnung.
- Zusätzlich kann die Bandposition ober- und unterhalb der Spulenanordnung gemessen werden.
- Nach einer Ausgestaltung der Erfindung sind auf jeder Bandseite mehrere Spulen angeordnet, wobei die jeweils außen liegenden Spulen auf die durchlaufenden Bandkanten parallel zur Ebene des Bandes einstellbar angeordnet sind. Diese Anordnung ermöglicht vorteilhafter Weise eine optimale Wirkung bei der Glättung des Bandprofils.
- Der Abstand der Bandstabilisierungseinrichtung, nachfolgend verkürzt auch Bandstabilisierung genannt, von den Abstreifdüsen sollte bei breiteren Bändern (B > 1400 mm) deren Bandbreite nicht überschreiten. Bei schmaleren Bändern (B < 1400 mm) kann ein Abstand bis zum 1,75fachen der Bandbreite zugelassen werden. Dieser Abstand ergibt sich aus dem Prinzip von Staint-Venant, das besagt, dass mit steigendem Abstand einer angreifenden Kraft auf z. B. ein eingespanntes Stahlband deren Wirkung auf dem Gesamtzustand abnimmt.
- Grundlage für die erfindungsgemäße Lösung ist die Positionierung der Bandstabilisierung zur Abstreifdüse bzw. den Abstreifdüsen unter Berücksichtigung der Spannungsmechanik.
- Die Wirkung eines punktuellen Lastangriffs in einem gegebenen Lastsystem ergibt sich nach dem Prinzip von Saint Venant nur in einem kleinen Bereich um den Lasteingriffspunkt. Die durch die Krafteinleitung örtlich unregelmäßigen Kraftverteilungen klingen sehr schnell ab, Dieses Prinzip wird bei Festigkeitsberechnungen zur Dimensionierung von Bauteilen standardmäßig eingesetzt und wird hier auf die Bandstabilisierungswirkung im Abstreifdüsenbereich angewendet.
- Um eine ausreichende Wirkung in der Abstreifdüse auf das Bandprofil und die Bandbewegung (Schwingung) zu erzielen, um diese maßgeblich zu verändern bzw. zu dämpfern, muss entsprechend des Prinzips von Saint-Venant der Abstand zwischen Stabilisierungswirkung und Abstreifdüse in einem festgelegten Bereich gewählt werden bzw. darf einen Höchstwert in Form eines Abstandsschwellenwertes nicht überschreiten, Dabei muss der Abstand, d. h. die Länge Stahlband, in der eine Wirkung durch die Bandstabilisierung zu erwarten ist nach folgender Regel gewählt werden:


- Die oben genannte Aufgabe wird weiterhin durch die beanspruchte Schmelztauchbeschichtungsanlage gelöst. Diese ist dadurch gekennzeichnet, dass der Abstand (der Wirkung) der Bandstabilisierung von den Abstreifdüsen auf einen Wert kleiner gleich einem Abstandsschwellenwert eingestellt ist, welcher als Funktion der Bandbreite unter Berücksichtigung eines Faktors Phi, als Funktion der Banddicke und des Bandzuges, ermittelt ist.
- Die Vorteile dieser Anlage entsprechen den oben mit Bezug auf das beanspruchte Verfahren genannten Vorteilen.
- Weitere vorteilhafte Ausgestaltungen der Erfindung sind Gegenstand der abhängigen Ansprüche, insbesondere der Ansprüche 5-8 und 14.
- Die erfindungsgemäße Lösung soll nachfolgend - auch unter Bezug auf die Zeichnungen - näher erläutert werden.
- Dabei zeigt:
- Fig. 1
- schematisch die Anordnung der Bandstabilisierungsspulen,
- Fig. 2
- die Profilierungen des Bandes,
- Fig. 3
- schematisch die Anordnung der Düsenbalken,
- Fig. 4
- das Bandstabilisierungssystem,
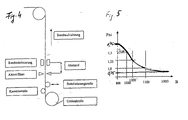
- Fig.5
- die Abhängigkeit des Faktors Phi von der Bandbreite und
- Fig.6
- den Zusammenhang zwischen Bandschwingungen und dem Abstand der Bandstabilisierung von der Abstreifdüse.
- Die Anordnung der Bandstabilisierung und der Abstreifdüse ist prinzipiell aus der
Figur 4 ersichtlich. - Der Abstandsschwellenwert ergibt sich nach dem Prinzip von Venant für durchlaufende breite Stahlbänder zu ca. der Bandbreite und bei schmaleren Bändern zu max. dem 1,75fachen der Bandbreite (siehe
Figur 5 ). In einem größeren Abstand ist die Wirkung der Bandstabilisierung im Hinblick auf eine Glättung des Bandprofils (Querbogen, S-Form, sieheFig. 2 ) sehr eingeschränkt bzw. bei großen Abständen nicht mehr erkennbar. - Der Kraftangriffspunkt der Bandstabilisierung liegt dann zu weit von der Düsenlippe weg, um eine ausreichende Wirkung auf die Bandverformungen wie z. B. Reduktion des Querbogens auszuüben.
- Weiterhin konnte durch Messungen und Simulationen nachgewiesen werden, dass die Schwingungsbeeinflussung (Dämpfung der Amplitude der Bandschwingung) im Düsenspalt ebenfalls von dem Abstand des Kraftangriffspunktes zur Wirkstätte Düsenspalt abhängt.
- Damit ergibt sich folgender Zusammenhang:

- Der Faktor Phi wurde abhängig vom Bandzug und der Banddicke sowohl analytisch mittels FEM Simulationen als auch empirisch an Bandbehandlungsanlagen untersucht und ermittelt. In
Fig. 5 ist der Zusammenhang dargestellt. Mit abnehmender Bandbreite erhöht sich der mögliche Abstand zwischen Bandstabilisierung und Abstreifdüse (sieheFigur 4 ), da aufgrund der reduzierten Bandbreite eine unsymmetrische Spannungsverteilung bzw. ein nicht optimales wellenförmiges Bandprofil sich weniger nachteilig auf die Bandstabilisierung auswirkt. Aufgrund von Spannungsunterschieden über die Banddicke ergeben sich elastische Verformungen. Die Spannung über der Blechdicke wirkt sich oberhalb eines Grenzwertes in Form von Bandquerverformung aus (Querbogen). - Lokale Änderungen der Spannungsverteilung über der Blechdicke durch den äußeren Krafteinfluss der Bandstabilisierung zeigen sich abhängig von dem dargestellten Funktionsverlauf bis zu einem Abstand von 0,75 bis 1,75 mal der Bandbreite in Bandlaufrichtung gesehen.
- Liegen Schwingungen des Stahlbands aufgrund von z. B. unrundem Lauf der Stabilisierungsrolle im Zinkgefäß vor, dann erzielt man mit einer Regelung zur Bandstabilisierung eine Reduktion der Bandschwingung gegenüber einer Situation ohne Bandstabilisierungsregelung, wenn der Abstand der Bandstabilisierung von der Abstreifdüse typischerweise max. 1,5 m vom Düsenspalt beträgt. Wie aus
Figur 5 zu erkennen ist, ergibt sich der Abstandsschwellenwert von ca. 1,5 m für viele unterschiedliche typische Bandbreiten. Befindet sich die Bandstabilisierung weiter als dieser Abstandsschwellenwert von der Abstreifdüse weg, dann werden die Schwingungen im Bereich der Abstreifdüse nicht mehr gedämpft, sondern können sogar angeregt werden, was trotz Schwingungsdämpfung im Bereich der Bandstabilisierung zu einer Erhöhung der Bandbewegung innerhalb der Abstreifdüse und damit zu einer Verringerung der Beschichtungsqualität führt (Fig. 6 ). - Analoges gilt auch für die Stabilisierung/Glättung des Bandprofils. Bei Abständen unterhalb des Abstandsschwellenwertes wird eine gute Glättung erreicht, darüber wird eine Glättung schwierig bzw. nicht mehr möglich.
- Weiterhin ist folgende Vorrichtung zur Kombination der Bandstabilisierung mit der Abstreifdüse vorgesehen, bei der die Bandstabilisierungsspulen immer zur zentrierten Bandlage hin wirken:
- Gegenüber den bekannten Systemen muss die Stabilisierung jeweils auf die Bandlage ausgerichtet werden bzw. die Ist-Position bestimmt werden. Die Ausrichtung erfolgt mittels extra angebrachter Ausrichthilfen.
- Aufgrund der speziellen Rahmenkonstruktion der Abstreifdüse wird die Stabilisierung auf diesem Rahmen befestigt und ist somit mechanisch fest und reproduzierbar einstellbar (
Fig. 3 ). Die Zentrierung auf Bandlage bzw. Bandmitte ist somit immer identisch zwischen Stabilisierung und Abstreifdüse. - Damit wird einer möglichen Verdrehung des Bands während der Produktion gefolgt und es ist keine Neubestimmung der Nullposition bzw. der Sollposition der Bandlage erforderlich. Abstreifdüsen und Stabilisierungsspulen sind so mechanisch synchronisiert und ausgerichtet!
- Zusammenfassend ergibt sich:
- 1. Festlegung des maximal zulässigen Abstands zwischen Stabilisierungswirkung und Abstreifdüse aufgrund der physikalischen Zusammenhänge (Prinzip nach Saint Venant) zu Abstand ≤ Phi * Bandbreite.
- 2. Der Korrekturfaktor Phi ergibt sich aus Simulationen und Betriebsversuchen als Funktion von der Bandbreite zwischen 1,75 und 0,75. Die Verformungen des Bands in Querrichtung ergeben sich aus der Instabilität aufgrund der geringen Banddicke. Mit verringerter Bandbreite wirken sich diese nicht so stark aus, was in einer Vergrößerung des möglichen Abstandes der Bandstabilisierung von der Abstreifdüse resultiert.
- 3. Integration der Bandstabilisierungsspulen innerhalb der Abstreifdüsenkonstruktion zur Erhöhung der Ausrichtgenauigkeit aufgrund einer mechanischen Kopplung der Düse mit den Stabilisierungsspulen.
- 4. Die Bandstabilisierungsspulen sind über die Kopplung an die Abstreifdüse immer identisch ausgerichtet, auch bei Schräglagen oder Bandverwindungen.
Claims (14)
- Verfahren zur Bandstabilisierung eines zwischen Abstreifdüsen einer Schmelztauchveredelungsanlage geführten, mit einer Beschichtung versehenen Bandes, wobei die Bandposition erfasst wird und durch in Bandlaufrichtung den Abstreifdüsen nachgeordnete elektromagnetisch berührungslos auf das durchlaufende Stahlband wirkende Spulen stabilisierende Kräfte nach Maßgabe der erfassten Bandposition auf das Band ausübt werden,
dadurch gekennzeichnet,
dass der Abstand (der Wirkung) der Bandstabilisierung von den Abstreifdüsen auf einen Wert kleiner gleich einem Abstandsschwellenwert eingestellt wird, welcher als Funktion der Bandbreite unter Berücksichtigung eines Faktors Phi ermittelt wird, wobei der Faktor Phi als Funktion der Banddicke und des Bandzuges berechnet wird; und
dass der Abstand je nach aktueller Bandbreite das 1,75- 0,75-fache der Bandbreite beträgt. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass die Bandposition innerhalb der Spulenanordnung gemessen wird. - Verfahren nach einem der vorstehenden Ansprüche,
dadurch gekennzeichnet,
dass die Bandposition in räumlicher Nähe der Spulenanordnung gemessen wird. - Verfahren nach einem der vorstehenden Ansprüche,
dadurch gekennzeichnet,
dass die Bandposition zusätzlich ober- und unterhalb der Spulenanordnung gemessen wird. - Verfahren nach einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet,
dass die Bandposition als örtliche Verteilung des Abstandes des Bandes gegenüber einer graden Referenzlinie über der Bandbreite erfasst wird und insofern als Ist- Messgröße das Ist-Bandprofil repräsentiert. - Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass
die stabilisierenden Kräfte nach Maßgabe des erfassten Ist-Bandprofils quer zur Transportrichtung auf das Band einwirken, um das erfasste Ist-Bandprofil auf ein vorgegebenes optimales Soll-Bandprofil in Form eines glatten wellenfreien Bandprofils quer zur Bandrichtung glatt zu ziehen. - Verfahren nach einem der Ansprüche 1-4,
dadurch gekennzeichnet,
dass die Bandposition als zeitliche Änderung des Abstandes des Bandes gegenüber einer graden Referenzlinie erfasst wird und insofern als Ist-Messgröße das Ist-Schwingungsverhalten des Bandes in Abhänglgkelt der Zeit repräsentiert. - Verfahren nach Anspruch 6.
dadurch gekennzeichnet,
dass die stabilisierenden Kräfte nach Maßgabe des erfassten Ist-Schwingungeverhaltens des Bandes vorzugsweise senkrecht zur Transportrichtung auf das Band einwirken, um das erfasste Ist. Schwingungsverhalten des Bandes falls erforderlich geeignet zu dämpfen. - Verfahren nach einem der Ansprüche 5-8,
dadurch gekennzeichnet,
dass die gemessene Bandposition als zeitliche und örtliche über der Bandbreite verteilte Änderung des Abstandes des Bandes gegenüber der graden Referenzlinie das Schwingungsverhalten des Bandprofils als Funktion der Zeit repräsentiert; und
dass die stabilisierenden Kräfte derart geeignet auf das Band einwirken, dass das Bandprofil, soweit erforderlich, geglättet und gleichzeitig dessen Schwingungsverhalten geeignet gedämpft wird. - Schmelztauchveredelungsanlage zum Beschichten eines Bandes mit einer Beschichtung, mit:einer mindestens einer Abstreifdüse zum Entfernen überschüssiger Beschichtung von dem Band;einer Messeinrichtung zum Erfassen der Bandposition; undeiner Bandstabilisierung mit elektromagnetischen Spulen, welche der Abstreifdüse in Bandlaufrichtung nachgeordnet ist, zum Erzeugen berührungslos auf das Stahlband wirkender stabilisierender Kräfte nach Maßgabe der erfassten Bandposition;dadurch gekennzeichnet,dass der Abstand (der Wirkung) der Bandstabilisierung von den Abstreifdüsen auf einen Wert kleiner gleich einem Abstandaschwellenwert eingestellt ist, welcher als Funktion der Bandbreite unter Berücksichtigung eines Faktors Phi ermittelt ist, wobei sich der Faktor Phi als Funktion der Banddicke und des Bandzuges berechnet; unddass der Abstand je nach aktueller Bandbreite das 1,75- 0,75-fache der Bandbreite beträgt.
- Schmeiztauchveredelungsanlage nach Anspruch 10,
dadurch gekennzeichnet,
dass die Spulen auf der Ober- und Unterseite des Bandes sich paarweise gegenüberliegend angeordnet sind und ihr Abstand zu den Abstreifdüsen veränderbar ist. - Schmelztauchveredelungsanlage nach Anspruch 10 oder 11,
dadurch gekennzeichnet,
dass die Messeinrichtung auf Höhe der Spulen oder in deren Nähe angeordnet ist und dort die Bandposition erfasst. - Schmelztauchveredelungsanlage nach Anspruch 10,11 oder 12,
dadurch gekennzeichnet,
dass auf der Ober- und/oder Unterseite des Bandes jeweils mehrere Spulen über der Breite des Bandes verteilt angeordnet sind und dass die jeweils außen liegenden Spulen auf die durchlaufenden Bandkanten parallel zur Ebene des Bandes einstellbar angeordnet sind. - Schmelztauchveredelungsanlage nach einem der Ansprüche 11 -13,
dadurch gekennzeichnet,
dass die Bandstabilisierung und die Messeinrichtung mechanisch gekoppelt fest zueinander beabstandet sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL08801674T PL2188403T3 (pl) | 2007-08-22 | 2008-08-22 | Sposób i instalacja do uszlachetniania zanurzeniowego do stabilizowania prowadzonej pomiędzy dyszami zgarniającymi instalacji do uszlachetniania zanurzeniowego, pokrytej powłoką taśmy |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007039690 | 2007-08-22 | ||
| PCT/EP2008/006923 WO2009024353A2 (de) | 2007-08-22 | 2008-08-22 | Verfahren und schmelztauchveredelungsanlage zur bandstabilisierung eines zwischen abstreifdüsen der schmelztauchveredelungsanlage geführten, mit einer beschichtung versehenen bandes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2188403A2 EP2188403A2 (de) | 2010-05-26 |
| EP2188403B1 true EP2188403B1 (de) | 2012-07-25 |
Family
ID=39967543
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08801674A Active EP2188403B1 (de) | 2007-08-22 | 2008-08-22 | Verfahren und schmelztauchveredelungsanlage zur bandstabilisierung eines zwischen abstreifdüsen der schmelztauchveredelungsanlage geführten, mit einer beschichtung versehenen bandes |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US20100285239A1 (de) |
| EP (1) | EP2188403B1 (de) |
| JP (1) | JP5355568B2 (de) |
| KR (1) | KR101185395B1 (de) |
| CN (1) | CN101784689B (de) |
| AU (1) | AU2008290746B2 (de) |
| BR (1) | BRPI0815633B1 (de) |
| CA (1) | CA2697194C (de) |
| DE (1) | DE102008039244A1 (de) |
| ES (1) | ES2387835T3 (de) |
| MX (1) | MX2010002049A (de) |
| MY (1) | MY164257A (de) |
| PL (1) | PL2188403T3 (de) |
| RU (1) | RU2436861C1 (de) |
| WO (1) | WO2009024353A2 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10982307B2 (en) | 2016-02-23 | 2021-04-20 | Fontaine Engineering Und Maschinen Gmbh | Method for operating a coating device for coating a metal strip, and coating device |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2905955B1 (fr) * | 2006-09-18 | 2009-02-13 | Vai Clecim Soc Par Actions Sim | Dispositif de guidage d'une bande dans un bain liquide |
| DE102009051932A1 (de) * | 2009-11-04 | 2011-05-05 | Sms Siemag Ag | Vorrichtung zum Beschichten eines metallischen Bandes und Verfahren hierfür |
| KR101322066B1 (ko) | 2010-12-10 | 2013-10-28 | 주식회사 포스코 | 강판 제진장치 |
| DE102012000662A1 (de) | 2012-01-14 | 2013-07-18 | Fontaine Engineering Und Maschinen Gmbh | Vorrichtung zum Beschichten eines metallischen Bandes mit einem Beschichtungsmaterial |
| WO2015011909A1 (ja) * | 2013-07-22 | 2015-01-29 | Jfeスチール株式会社 | 鋼板の通板位置制御装置および方法、ならびに鋼板の製造方法 |
| NO2786187T3 (de) * | 2014-11-21 | 2018-07-28 | ||
| DE102015216721B3 (de) * | 2015-09-01 | 2016-11-24 | Fontaine Engineering Und Maschinen Gmbh | Vorrichtung zum Behandeln eines Metallbandes |
| DE102016222230A1 (de) | 2016-08-26 | 2018-03-01 | Sms Group Gmbh | Verfahren und Beschichtungseinrichtung zum Beschichten eines Metallbandes |
| US11162166B2 (en) * | 2017-02-24 | 2021-11-02 | Jfe Steel Corporation | Apparatus for continuous molten metal coating treatment and method for molten metal coating treatment using same |
| DE102017109559B3 (de) * | 2017-05-04 | 2018-07-26 | Fontaine Engineering Und Maschinen Gmbh | Vorrichtung zum Behandeln eines Metallbandes |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1351125A (en) * | 1970-04-15 | 1974-04-24 | British Steel Corp | Method of and apparatus for controlling a moving metal sheet to conform to a predetermined plane |
| US5401317A (en) * | 1992-04-01 | 1995-03-28 | Weirton Steel Corporation | Coating control apparatus |
| JPH10298727A (ja) * | 1997-04-23 | 1998-11-10 | Nkk Corp | 鋼板の振動・形状制御装置 |
| TW476679B (en) * | 1999-05-26 | 2002-02-21 | Shinko Electric Co Ltd | Device for suppressing the vibration of a steel plate |
| SE0002890D0 (sv) * | 2000-08-11 | 2000-08-11 | Po Hang Iron & Steel | A method for controlling the thickness of a galvanising coating on a metallic object |
| JP2005097748A (ja) * | 2001-03-15 | 2005-04-14 | Jfe Steel Kk | 溶融めっき金属帯の製造方法及び製造装置 |
| CA2409159C (en) * | 2001-03-15 | 2009-04-21 | Nkk Corporation | Method for manufacturing hot-dip plated metal strip and apparatus for manufacturing the same |
| JP3868249B2 (ja) * | 2001-07-30 | 2007-01-17 | 三菱重工業株式会社 | 鋼板形状矯正装置 |
| JP3530514B2 (ja) * | 2001-08-02 | 2004-05-24 | 三菱重工業株式会社 | 鋼板形状矯正装置及び方法 |
| JP3901969B2 (ja) * | 2001-08-29 | 2007-04-04 | 三菱重工業株式会社 | 鋼板の制振装置 |
| JP2003105515A (ja) * | 2001-09-26 | 2003-04-09 | Mitsubishi Heavy Ind Ltd | 鋼板形状矯正装置及び方法 |
| CA2479031C (en) * | 2002-09-13 | 2008-06-03 | Jfe Steel Corporation | Method and apparatus for producing hot-dip plated metal strip |
| SE527507C2 (sv) * | 2004-07-13 | 2006-03-28 | Abb Ab | En anordning och ett förfarande för stabilisering av ett metalliskt föremål samt en användning av anordningen |
| CN101146925B (zh) * | 2005-03-24 | 2012-06-27 | Abb研究有限公司 | 稳定钢板的设备和方法 |
| SE529060C2 (sv) * | 2005-06-30 | 2007-04-24 | Abb Ab | Anordning samt förfarande för tjockleksstyrning |
| DE102005030766A1 (de) * | 2005-07-01 | 2007-01-04 | Sms Demag Ag | Vorrichtung zur Schmelztauchbeschichtung eines Metallstranges |
| DE102005060058B4 (de) | 2005-12-15 | 2016-01-28 | Emg Automation Gmbh | Verfahren und Vorrichtung zum Stabilisieren eines Bandes |
| SE0702163L (sv) * | 2007-09-25 | 2008-12-23 | Abb Research Ltd | En anordning och ett förfarande för stabilisering och visuell övervakning av ett långsträckt metalliskt band |
-
2008
- 2008-08-22 RU RU2010110581/02A patent/RU2436861C1/ru active
- 2008-08-22 AU AU2008290746A patent/AU2008290746B2/en active Active
- 2008-08-22 US US12/733,274 patent/US20100285239A1/en not_active Abandoned
- 2008-08-22 BR BRPI0815633A patent/BRPI0815633B1/pt active IP Right Grant
- 2008-08-22 MY MYPI2010000641A patent/MY164257A/en unknown
- 2008-08-22 CA CA2697194A patent/CA2697194C/en active Active
- 2008-08-22 EP EP08801674A patent/EP2188403B1/de active Active
- 2008-08-22 CN CN2008801038920A patent/CN101784689B/zh active Active
- 2008-08-22 KR KR1020107002284A patent/KR101185395B1/ko active IP Right Grant
- 2008-08-22 JP JP2010520505A patent/JP5355568B2/ja active Active
- 2008-08-22 PL PL08801674T patent/PL2188403T3/pl unknown
- 2008-08-22 WO PCT/EP2008/006923 patent/WO2009024353A2/de active Application Filing
- 2008-08-22 DE DE102008039244A patent/DE102008039244A1/de not_active Withdrawn
- 2008-08-22 ES ES08801674T patent/ES2387835T3/es active Active
- 2008-08-22 MX MX2010002049A patent/MX2010002049A/es active IP Right Grant
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10982307B2 (en) | 2016-02-23 | 2021-04-20 | Fontaine Engineering Und Maschinen Gmbh | Method for operating a coating device for coating a metal strip, and coating device |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2436861C1 (ru) | 2011-12-20 |
| JP2010535945A (ja) | 2010-11-25 |
| CN101784689B (zh) | 2013-06-26 |
| BRPI0815633B1 (pt) | 2018-10-23 |
| MY164257A (en) | 2017-11-30 |
| EP2188403A2 (de) | 2010-05-26 |
| ES2387835T3 (es) | 2012-10-02 |
| RU2010110581A (ru) | 2011-09-27 |
| JP5355568B2 (ja) | 2013-11-27 |
| PL2188403T3 (pl) | 2012-12-31 |
| US20100285239A1 (en) | 2010-11-11 |
| CN101784689A (zh) | 2010-07-21 |
| AU2008290746A1 (en) | 2009-02-26 |
| BRPI0815633A2 (pt) | 2015-02-18 |
| KR101185395B1 (ko) | 2012-09-25 |
| DE102008039244A1 (de) | 2009-03-12 |
| CA2697194A1 (en) | 2009-02-26 |
| KR20100030664A (ko) | 2010-03-18 |
| AU2008290746B2 (en) | 2011-09-08 |
| CA2697194C (en) | 2012-03-06 |
| MX2010002049A (es) | 2010-05-03 |
| WO2009024353A3 (de) | 2010-01-21 |
| WO2009024353A2 (de) | 2009-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2188403B1 (de) | Verfahren und schmelztauchveredelungsanlage zur bandstabilisierung eines zwischen abstreifdüsen der schmelztauchveredelungsanlage geführten, mit einer beschichtung versehenen bandes | |
| EP1794339B1 (de) | Verfahren zur bandbeschichtung | |
| EP1944570B1 (de) | Verfahren zur Messung der Geradheit von Langprodukten | |
| EP3221487B1 (de) | Verfahren und vorrichtung zum beschichten eines metallbandes | |
| DE19719994B4 (de) | Verfahren zur Beeinflussung der Spannungsverteilung in Metallbändern oder -tafeln aus insbesondere nichtferromagnetischem Material | |
| JP2010535945A5 (de) | ||
| EP3504352A1 (de) | Verfahren und beschichtungseinrichtung zum beschichten eines metallbandes | |
| EP3051013A1 (de) | Verfahren zur Führung einer Vliesbahn und Vliesbahn-Führungsvorrichtung | |
| DE10163070A1 (de) | Verfahren und Einrichtung zum kontrollierten Richten und Kühlen von aus einem Warmband-Walzwerk auslaufendem breiten Metallband, insbesondere von Stahlband oder Blech | |
| DE102008049537A1 (de) | Verfahren und Vorrichtung zum Kühlen eines Vorbandes oder Bandes eines Metallstrangs in einem Warmwalzwerk | |
| AT500766A1 (de) | Verfahren und vorrichtung zur vermeidung von schwingungen | |
| WO2009030388A1 (de) | Vorrichtung und verfahren zur bandlageregelung | |
| DE102020123740A1 (de) | Verfahren und Vorrichtung zur elektrostatischen Beschichtung von Metallbändern | |
| WO2013167366A1 (de) | Verfahren zur bearbeitung von walzgut und walzwerk | |
| WO2009039949A1 (de) | Vorrichtung und verfahren zur bandkantenstabilisierung | |
| DE19725726C2 (de) | Verfahren zur Planheitsmessung von Bändern, insbesondere Metallbändern | |
| DE3048672C2 (de) | ||
| EP3441157A1 (de) | Verfahren und anlage zum stranggiessen eines metallischen produkts | |
| DE102016222224A1 (de) | Verfahren zum Betreiben einer Beschichtungseinrichtung zum Beschichten eines Metallbandes sowie Beschichtungseinrichtung | |
| AT518461A1 (de) | Gießspiegelregelung mit Störgrößenkompensation | |
| EP3795267B1 (de) | Verfahren zum betreiben eines walzgerüstes | |
| EP1230993B1 (de) | Vorrichtung zur Verbesserung der Planheit von gewalztem Band, insbesondere von Stahlband | |
| WO2018041794A1 (de) | Rührspulenanordnung in einer stranggiessanlage | |
| EP2666558A1 (de) | Seitenführung für eine Walzstraße | |
| EP3538291B1 (de) | Verfahren und vorrichtung zum streckbiegerichten eines metallbandes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| 17P | Request for examination filed |
Effective date: 20100121 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 567757 Country of ref document: AT Kind code of ref document: T Effective date: 20120815 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008007780 Country of ref document: DE Effective date: 20120920 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR Ref country code: ES Ref legal event code: FG2A Ref document number: 2387835 Country of ref document: ES Kind code of ref document: T3 Effective date: 20121002 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 12490 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120725 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121025 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121125 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120725 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120725 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120725 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121026 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120725 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121126 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120725 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120725 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120725 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120725 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120822 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121025 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008007780 Country of ref document: DE Effective date: 20130426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080822 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008007780 Country of ref document: DE Representative=s name: HEMMERICH & KOLLEGEN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502008007780 Country of ref document: DE Owner name: SMS GROUP GMBH, DE Free format text: FORMER OWNER: SMS SIEMAG AG, 40237 DUESSELDORF, DE |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: TC4A Ref document number: E 12490 Country of ref document: SK Owner name: SMS GROUP GMBH, DUESSELDORF, DE Effective date: 20160209 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230517 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230821 Year of fee payment: 16 Ref country code: LU Payment date: 20230821 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230821 Year of fee payment: 16 Ref country code: IT Payment date: 20230825 Year of fee payment: 16 Ref country code: GB Payment date: 20230822 Year of fee payment: 16 Ref country code: FI Payment date: 20230821 Year of fee payment: 16 Ref country code: AT Payment date: 20230822 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20230814 Year of fee payment: 16 Ref country code: SE Payment date: 20230821 Year of fee payment: 16 Ref country code: PL Payment date: 20230811 Year of fee payment: 16 Ref country code: FR Payment date: 20230824 Year of fee payment: 16 Ref country code: DE Payment date: 20230821 Year of fee payment: 16 Ref country code: BE Payment date: 20230821 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231027 Year of fee payment: 16 |