EP2092992A2 - Falzvorrichtung für eine Biegepresse, insbesondere Abkantpresse - Google Patents
Falzvorrichtung für eine Biegepresse, insbesondere Abkantpresse Download PDFInfo
- Publication number
- EP2092992A2 EP2092992A2 EP09002334A EP09002334A EP2092992A2 EP 2092992 A2 EP2092992 A2 EP 2092992A2 EP 09002334 A EP09002334 A EP 09002334A EP 09002334 A EP09002334 A EP 09002334A EP 2092992 A2 EP2092992 A2 EP 2092992A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- folding device
- bending
- die
- leg
- punch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005452 bending Methods 0.000 title claims abstract description 68
- 238000007654 immersion Methods 0.000 claims description 15
- 238000004049 embossing Methods 0.000 claims description 11
- 230000006835 compression Effects 0.000 claims description 4
- 238000007906 compression Methods 0.000 claims description 4
- 238000006073 displacement reaction Methods 0.000 claims description 2
- 238000004826 seaming Methods 0.000 claims description 2
- 238000000034 method Methods 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000012432 intermediate storage Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 244000007853 Sarothamnus scoparius Species 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/16—Folding; Pleating
Definitions
- the invention relates to a folding device as described in the preamble of claim 1.
- a folding device for a bending press in particular a press brake, in which a lower, fixed in a fixed table beam bending press bending in a direction of adjustment of an upper, mounted in an adjustable press bar Bending punch, perpendicular plane has a support surface for placing the pre-canted work part.
- the adjustable bending punch forms with a strip-shaped approach a support surface covering the embossing surface and the final bending of the 180 ° fold bow after placing the work piece on the support surface of the Biegegesenkes between this and the embossing surface of the adjustable bending punch.
- the object of the invention is to provide a folding device with which in subsequent operations a leading edge of a sheet-metal workpiece and a subsequent finish bending to form a 180 ° - Falzbuges without making a complex tool change or conversion process is achieved.
- This object of the invention is achieved by the reproduced in the characterizing part of claim 1 features.
- the surprising advantage of this is that the production steps, bending to form an angularly projecting leg on the workpiece and final bending to form a 180 ° fold bow, in successive steps, saving intermediate storage and thus reducing the manipulation time and reducing cycle time is achieved.
- an embodiment according to claim 2 whereby the use of a provided with a measuring device, so-called Tastusion, bending punch is possible, whereby on the one hand a high accuracy of the bending angle is achieved for the leading edge and on the other hand in such a case by the required recesses in Bending die caused by edges on the recesses stamping marks on the workpiece are effectively prevented.
- a rapid adaptation of the positions of the tool holder is achieved with the bending die and the seam die to different tool configurations.
- an embodiment according to claim 22 is advantageous, whereby a structurally simple end stop for limiting the adjustment of the slide element and support of the force acting on the two-arm lever element spring force is achieved.
- a folding device 1 for producing a 180 ° Falzbuges on a sheet-shaped workpiece 2 between a fixed bending die 3 and an adjustable bending punch 4 and a seam die 5, a not shown in detail bending press shown.
- the tool holder 7 is adjustable by means of an adjusting device on an upper side of a table beam 9 of the bending press - according to double arrow 10 - superimposed.
- This adjustment is, for example, a hydraulic drive, electric drive, etc. and the adjustment is done, for example, manually against predetermined stops or program controlled by a machine control.
- the bending die 3 has a V-groove 12 for the leading edge of the workpiece at a predetermined angle, for example less than 90 °, at an end face 11 opposite the clamping strip 8.
- the seam die 5 is formed by an L-shaped base body 13 with a base leg 14 and a leg 15 extending parallel to the bending die 3, and is in addition to the attachment to the bending die 3 e.g. Screws 16, supported with a base surface 17 of the base leg 14 on an upper surface 18 of the tool holder 7.
- the extending from the base leg 14 parallel to the bending die and at a distance 19 from the side surface 6 of the bending die 3 legs 15 has a height 20, whereby one of the base surface 17 opposite end face 21 of the leg 15 with the end face 11 of the bending die 3 in a common is aligned to a bending plane 22 vertically extending plane 23.
- FIG. 1 now the position of the bending die 3 is shown with the seam die 5, in which the punch 4 in adjustment according to a - double arrow 24 - with a strip-shaped projection 25 and a projecting wedge extension 26 in a by the distance 19 of the leg 15 of the side surface 6 of Biegegesenks 3 formed gap 27 protrudes.
- a thickness 28 of the strip-shaped projection 25 is slightly smaller than the distance 19.
- the projection 25 and the wedge extension 26 form a common planar side surface 29, which aligned with the smallest gap formation to one of the side surface 6 of the bending die 3 opposite side surface 30 of the leg 15 is.
- a total thickness 31 of a gripping head of the punch 4 is greater than the thickness 28 of the strip-shaped projection 25, whereby a side surface 29 extending in a vertical plane embossing surface 32 is formed on the punch 4, which in a corresponding position of the punch 4 for a final bending of the folding broom on Workpiece 2 cooperates with a support surface 33 formed by the end face 21 of the leg 15.
- a slot-shaped receiving chamber 37 In addition to the immersion slot 36, a slot-shaped receiving chamber 37, widening the immersion slot 36, is incorporated in the leg 15.
- a two-arm lever elements 38 is pivotally mounted in a pivot bearing assembly 39 about a pivot axis 40 in an adjustment plane perpendicular to the side surface 29 of the wedge extension 26, wherein the pivot axis 40, parallel to the base surface 17 of the base body 13 extends.
- a lever arm 41 of the two-arm lever element 38 extends in the immersion slot 36 in the direction of the support surface 33 and a further lever arm 42 in the direction of the base surface 17.
- a slider element 44 In an end region 43 of the lever arm 41 is pivotally connected to a slider element 44 in a guide arrangement 45, formed by both sides of the immersion slit 36 in the leg 15 in the side surface 30 perpendicularly extending guideways 46, 47 is slidably mounted.
- a hinge 48 between the lever arm 41 and the slider member 44 is formed by a bolt 49 between a fork formation of the lever arm 41 and a bearing extension of the slider member 44.
- the articulation 48 ensures an exact linear displacement of the slide element 44 during a pivotal movement of the two-arm lever element 38 in that e.g. the projected by the bolt 49 bearing extension of the slider element 44 has a slot.
- the further lever arm 42 is on an end face 50 facing the base surface 17 via a spring arrangement 51, e.g. Spiral compression spring biased toward the side surface 30 of the leg 15 and has in the end region 50 preferably two adjusting cams 53, 54 which project beyond the side surface 30 of the leg 15 in the biased by the compression coil spring 52 position of the lever arm 42, i. protrude into the gap 27. This position is ensured by a stop surface of the limb 15 for the drive arm 41 connected to the slider element 44.
- a spring arrangement 51 e.g. Spiral compression spring biased toward the side surface 30 of the leg 15 and has in the end region 50 preferably two adjusting cams 53, 54 which project beyond the side surface 30 of the leg 15 in the biased by the compression coil spring 52 position of the lever arm 42, i. protrude into the gap 27. This position is ensured by a stop surface of the limb 15 for the drive arm 41 connected to the slider element 44.
- the arrangement of the adjusting cams 53, 54 on the lever arm 42 is such that a distance 55 between the adjusting cams 53, 54 a passing movement of the Tastusion 35 between the adjusting cam 53, 54, with an adjustment of the wedge extension 26 in the direction of the base surface 17 and dem dem Gap 27 limiting top 56 of the base leg 14 allows.
- the movement element 44 movably connected to the lever arm 41 has a width 57 measured in the adjustment direction, which corresponds approximately to a thickness 58 of the limb 15 minus a projection 59 of the touch disc 35, by which it projects beyond the side surface 29 of the wedge extension 26.
- the slider member 44 In the biased by the compression coil spring 52 position of the two-arm lever member 38, the slider member 44 is in a remote from the side surface 29 of the wedge extension 26 position, whereby the insertion slot 33 is released for passing the feeler disk 35.
- embossed marks on the workpiece 2 are effectively prevented by edges on the immersion slot 36 during final bending of the pre-canted workpiece 2 and production of the 180 ° folding brow. which would otherwise occur when applying the forming force by the punch 4.
- the pre-canted work piece 2 can be placed on the support surface 33 of the seam die 5 during the further adjustment movement of the punch 4, wherein the side surface 29 of the wedge extension 26 forms a contact surface for the workpiece 2.
- Vorkantvorganges now takes place the adjustment of the tool holder 7 on the table bar 9 in the corresponding position for the bending position by a distance 61 in which the bending die 3 with the V-groove 12 and the wedge extension 36 in the bending plane 22 are aligned opposite each other ,
- the position of the wedge extension 26 is shown in the gap 27 between the bending die 3 and the legs 15 of the seam die 5.
- the wedge tip 34 begins to act on the adjusting cams 53, 54 of the lever arm 42 in an adjustment according to - arrow 62 - act.
- One of the wedge tip 34 facing top 63 of the adjusting cams 53, 54 is in the form of a curved link, whereby a sliding emergence and adjustment of the lever arm 42 against the action of the spring assembly 51 to a total projection to which the adjusting cams 53, 54, the side surface 30 of the leg 15 project beyond, is reached.
- a depth 66 of the immersion slit 36 is approximately equal to the height 20 of the leg 15 and is greater than a measured in the vertical direction between the embossing surface 32 and the wedge tip 34 length 67 of the wedge extension 26.
- a vertically measured distance 68 between the support surface 33 and End face 21 of the leg 15 and the adjusting cam 53, 54 is smaller than the length 67 of the wedge extension 26th
- FIG. 6 Another embodiment of the support surface 33 forming the slide member 44 is shown in this is designed as a T-nut 69 and in both sides of the immersion slot 36 and side surfaces of the gap space 37, the guide assembly 45 forming guide grooves 70 are introduced.
- a balance between the linear movement of the slide member 44 and the pivotal movement of the lever arm 41 is achieved.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Description
- Die Erfindung betrifft eine Falzvorrichtung wie sie im Oberbegriff des Anspruches 1 beschrieben ist.
- Zur Bildung eines 180°- Falzbuges an einem vorgekanteten blechförmigen Werkteil ist eine Falzvorrichtung für eine Biegepresse, insbesondere Abkantpresse, bekannt, bei der ein unteres, in einem feststehenden Tischbalken der Biegepresse befestigtes Biegegesenk in einer zu einer Verstellrichtung eines oberen, in einem verstellbaren Pressenbalken befestigten Biegestempels, senkrecht verlaufenden Ebene ein Stützfläche zum Auflegen des vorgekanteten Werkteils aufweist. Der verstellbare Biegestempel bildet mit einem leistenförmigen Ansatz eine die Stützfläche überdeckende Prägefläche aus und erfolgt das Fertigbiegen des 180°-Falzbuges nach dem Auflegen des Werkteils auf die Stützfläche des Biegegesenkes zwischen dieser und der Prägefläche des verstellbaren Biegestempels.
- Aufgabe der Erfindung ist es eine Falzvorrichtung zu schaffen, mit der in Folgeoperationen ein Vorkanten eines blechförmigen Werkteils und ein nachfolgendes Fertigbiegen zur Bildung eines 180°- Falzbuges ohne Vornahme eines aufwendigen Werkzeugwechsels oder Umrüstvorganges erreicht wird.
- Diese Aufgabe der Erfindung wird durch die im Kennzeichenteil des Anspruches 1 wiedergegebenen Merkmale erreicht. Der überraschende Vorteil dabei ist, dass die Fertigungsschritte, Abkanten zur Bildung eines winkelig abstehenden Schenkels am Werkteil und Fertigbiegen zur Bildung eines 180°-Falzbuges, in aufeinander folgenden Schritten unter Einsparung einer Zwischenlagerung und somit eine Verringerung der Manipulationszeit und Reduzierung an Zykluszeit erreicht wird.
- Möglich ist aber auch eine Ausbildung nach Anspruch 2, wodurch der Einsatz eines mit einer Messeinrichtung, so genannter Tastscheibe, versehener Biegestempel ermöglicht wird, wodurch einerseits eine hohe Exaktheit des Biegewinkels für das Vorkanten erreicht wird und andererseits in einem solchen Fall durch die erforderlichen Ausnehmungen im Biegegesenk durch Kanten an den Ausnehmungen entstehende Prägemarken am Werkteil wirkungsvoll verhindert werden.
- Von Vorteil ist aber auch eine Ausbildung nach den Ansprüchen 3 bis 5, weil dadurch ein einfacher Aufbau und exakte maßliche Abstimmung bei einer Kombination des Biegegesenks mit dem Falzgesenk erreicht wird.
- Durch die in den Ansprüchen 6 bis 11 beschriebenen vorteilhaften Ausgestaltungen wird eine unmittelbar von der Verstellbewegung des Biegestempels abhängige Vertellbewegung eines eine Schlitzanordnung des Falzgesenkes überbrückenden Schieberelement erreicht, wodurch eine Kollision eines Winkelmessmittels des Biegestempels mit dem Falzgesenk ausgeschlossen ist und eine zusätzliche Antriebsvorrichtung für ein derartiges Schieberelement eingespart wird.
- Vorteilhafte Weiterbildungen für das Schieberelement beschreiben die Ansprüche 12 bis 15, wodurch die auf den Werkteil einwirkende Biegekraft wirkungsvoll aufgenommen wird und eine qualitativ hochwertige 180°- Falzung erreicht wird
- Nach einer weiteren, im Anspruch 16 beschriebenen vorteilhaften Ausbildung, wird eine rasche Anpassung der Stellungen der Werkzeugaufnahme mit dem Biegegesenk und dem Falzgesenk an unterschiedliche Werkzeugkonfigurationen erreicht.
- Vorteilhaft ist auch eine Ausbildung nach Anspruch 17, weil dadurch für den Werkteil eine im Bezug auf die Prägefläche exakt definierte Anschlagfläche für den Werkteil erreicht wird.
- Durch die in den Ansprüchen 18 und 19 beschriebenen vorteilhaften Ausgestaltungen wird ein ausreichender Verstellweg des Biegestempels für die Verstellung des Schieberelements zur Überdeckung des Einführschlitzes vor einem Anwirken der Prägefläche auf den Werkteils erreicht.
- Gemäß der vorteilhaften Ausbildung wie in Anspruch 20 beschrieben, wird eine geringe Belastung der Schwenklageranordnung des Zweiarm-Schwenkhebels erreicht.
- Vorteilhaft ist auch eine Ausbildung nach Anspruch 21, weil dadurch die Funktion des Schieberelements auch bei auftretenden Ablagerungen in der Aufnahmekammer des Zweiarm-Hebelelements gewährleistet wird.
- Schließlich ist aber auch eine Ausbildung nach Anspruch 22 vorteilhaft, wodurch ein konstruktiv einfacher Endanschlag zur Begrenzung des Verstellweges des Schieberelementes und Abstützung der auf das Zweiarm-Hebelelement einwirkenden Federkraft erreicht wird.
- Zum besseren Verständnis der Erfindung wird diese anhand der in den Figuren gezeigten Ausführungsbeispiele näher erläutert.
- Es zeigen:
- Fig. 1
- eine erfindungsgemäße Ausbildung der Falzvorrichtung mit teilweise in einem Spaltraum zwischen einen Biegegesenk und einem Falzgesenk einragenden Keilfortsatz eines Biegestempels, teilweise geschnitten;
- Fig. 2
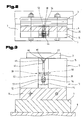
- die Falzvorrichtung teilweise geschnitten gemäß den Linien II-II in
Fig. 1 ; - Fig. 3
- die Falzvorrichtung teilweise geschnitten gemäß den Linien III-III in
Fig. 1 ; - Fig. 4
- die erfindungsgemäße Falzvorrichtung in der Stellung des Keilfortsatzes des Biegestempels vor einem Eintauchvorgang in den Spaltraum;
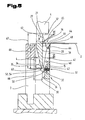
- Fig. 5
- eine weitere Ausbildung der Falzvorrichtung mit dem Keilfortsatz des Biegestempels in einer Stellung des Anwirkens des Keilfortsatzes auf Stellnocken eines mit einem Schieberelement antriebsverbundenen Zweiarm-Hebelelementes;
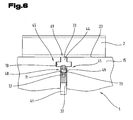
- Fig. 6
- die Falzvorrichtung in Ansicht gemäß den Pfeilen VI-VI in
Fig. 5 , teilweise geschnitten. - Einführend sei festgehalten, dass in den unterschiedlich beschriebenen Ausführungsformen gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen versehen werden, wobei die in der gesamten Beschreibung enthaltenen Offenbarungen sinngemäß auf gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen übertragen werden können. Auch sind die in der Beschreibung gewählten Lageangaben, wie z.B. oben, unten, seitlich usw. auf die unmittelbar beschriebene sowie dargestellte Figur bezogen und sind bei einer Lageänderung sinngemäß auf die neue Lage zu übertragen. Weiters können auch Einzelmerkmale oder Merkmalskombinationen aus den gezeigten und beschriebenen unterschiedlichen Ausführungsbeispielen für sich eigenständige, erfinderische oder erfindungsgemäße Lösungen darstellen.
- Sämtliche Angaben zu Wertebereichen in gegenständlicher Beschreibung sind so zu verstehen, dass diese beliebige und alle Teilbereiche daraus mit umfassen, z.B. ist die Angabe 1 bis 10 so zu verstehen, dass sämtliche Teilbereiche, ausgehend von der unteren Grenze 1 und der oberen Grenze 10 mitumfasst sind, d.h. sämtliche Teilbereich beginnen mit einer unteren Grenze von 1 oder größer und enden bei einer oberen Grenze von 10 oder weniger, z.B. 1 bis 1,7, oder 3,2 bis 8,1 oder 5,5 bis 10.
- In den
Fig. 1 bis 3 ist eine Falzvorrichtung 1 zur Herstellung eines 180° Falzbuges an einem blechförmigen Werkteil 2 zwischen eine feststehenden Biegegesenk 3 und einem verstellbaren Biegestempel 4 und einem Falzgesenk 5, einer nicht weiter im Detail dargestellte Biegepresse, gezeigt. - Das Biegegesenk 3 mit dem Falzgesenk 5, welches bevorzugt einer Seitenfläche 6 des Biegegesenks 3 befestigt ist, ist in einer Werkzeugaufnahme 7, einer so genannten Werkzeuglade, mittels standardgemäßer Spannleiste 8 und nicht weiter gezeigter, aus dem Stand der Technik bekannter, Spanneinrichtungen befestigt. Die Werkzeugaufnahme 7 ist mittels einer Verstelleinrichtung auf einer Oberseite eines Tischbalkens 9 der Biegepresse verstellbar - gemäß Doppelpfeil 10 - aufgelagert.
- Diese Verstelleinrichtung ist beispielsweise ein Hydrotrieb, Elektrotrieb etc. und erfolgt die Verstellung beispielsweise manuell gegen vorgegebene Anschläge oder über eine Maschinensteuerung programmgesteuert.
- Das Biegegesenk 3 weist an einer von der Spannleiste 8 entgegensetzten Stirnfläche 11 eine V-Nut 12 für das Vorkanten des Werkteils in einem vorgegebenen Winkel, z.B. kleiner als 90°, auf.
- Das Falzgesenk 5 wird durch einen L-förmigen Basiskörper 13 mit einem Basisschenkel 14 und einen sich parallel zum Biegegesenk 3 erstreckenden Schenkel 15 gebildet und ist zusätzlich zu der Befestigung am Biegegesenk 3 z.B. Schrauben 16, mit einer Basisfläche 17 des Basisschenkels 14 auf einer Oberseite 18 der Werkzeugaufnahme 7 abgestützt. Der sich vom Basisschenkel 14 parallel zum Biegegesenk und in einem Abstand 19 von der Seitenfläche 6 des Biegegesenks 3 erstreckende Schenkel 15 weist eine Höhe 20 auf, womit eine der Basisfläche 17 entgegengesetzte Stirnfläche 21 des Schenkels 15 mit der Stirnfläche 11 des Biegegesenkes 3 in einer gemeinsamen zu einer Biegeebene 22 senkrecht erstreckenden Ebene 23 ausgerichtet ist.
- In der
Fig. 1 ist nunmehr die Stellung des Biegegesenks 3 mit dem Falzgesenk 5 gezeigt, in welcher der Biegestempel 4 bei Verstellung gemäß einem - Doppelpfeil 24 - mit einem leistenförmigen Ansatz 25 und einem vorragenden Keilfortsatz 26 in einem durch den Abstand 19 des Schenkels 15 von der Seitenfläche 6 des Biegegesenks 3 gebildeten Spaltraum 27 einragt. Eine Dicke 28 des leistenförmigen Ansatzes 25 ist gering kleiner als der Abstand 19. Der Ansatz 25 und der Keilfortsatz 26 bilden eine gemeinsame ebene Seitenfläche 29 aus, welche unter geringster Spaltausbildung zu einer der Seitenfläche 6 des Biegegesenks 3 gegenüber liegenden Seitenfläche 30 des Schenkels 15 ausgerichtet ist. - Eine Gesamtdicke 31 eines Einspannkopfes des Biegestempels 4 ist größer als die Dicke 28 des leistenförmigen Ansatzes 25, wodurch eine zur Seitenfläche 29 in einer senkrechten Ebene erstreckende Prägefläche 32 am Biegestempel 4 ausgebildet ist, die bei entsprechender Stellung des Biegestempels 4 für ein Fertigbiegen des Falzbuges am Werkteil 2 mit einer von der Stirnfläche 21 des Schenkels 15 gebildeten Stützfläche 33 zusammenwirkt.
- Im Keilfortsatz 26 ist wie dargestellt im Bereich einer Keilspitze 34 und diese seitlich überragend zumindest eine Tastscheibe 35 als Fühlerelement, einer aus dem Stand der Technik bekannten Winkelmessvorrichtung für den Abkantvorgang, angeordnet.
- Durch den seitlichen Überstand der Tastscheibe 35 ist im Schenkel 15 ein Eintauchschlitz 36, von der Stützfläche 33 und diese unterbrechend, in Richtung des Basischenkels 14 erstreckend, ausgebildet, wodurch der Keilfortsatz 26 mit der vorragenden Tastscheibe 35 bei einer Verstellung - gemäß Doppelpfeil 24 - des Biegestempels 4 in den Spaltraum 27, vor dem Auflegen des Werkteils 2 auf der Stützfläche 33, bewegbar ist.
- Zusätzlich zu dem Eintauchschlitz 36 ist im Schenkel 15 eine schlitzförmige Aufnahmekammer 37, den Eintauchschlitz 36 erweiternd, eingearbeitet. In dieser ist ein Zweiarm-Hebelelemente 38 in einer Schwenklageranordnung 39 um eine Schwenkachse 40 in einer zur Seitenfläche 29 des Keilfortsatzes 26 senkrecht erstreckenden Verstellebene schwenkbar gelagert, wobei die Schwenkachse 40, parallel zur Basisfläche 17 des Basiskörpers 13 verläuft.
- Ausgehend von der Schwenkachse 40 erstreckt sich ein Hebelarm 41 des Zweiarm-Hebelelementes 38 im Eintauchschlitz 36 in Richtung der Stützfläche 33 und ein weiterer Hebelarm 42 in Richtung der Basisfläche 17. In einem Endbereich 43 ist der Hebelarm 41 mit einem Schieberelement 44 gelenkig verbunden das in einer Führungsanordnung 45, gebildet durch beidseits des Eintauchschlitzes 36 im Schenkel 15 in zur Seitenfläche 30 senkrecht verlaufenden Führungsbahnen 46, 47 verschieblich gelagert ist. Eine Gelenkverbindung 48 zwischen dem Hebelarm 41 und dem Schieberelement 44 wird durch einen Bolzen 49 zwischen einer Gabelausbildung des Hebelarms 41 und einen Lagerfortsatz des Schieberelements 44 gebildet. Die Gelenkverbindung 48 gewährleistet eine exakte Linearverschiebung des Schieberelementes 44 bei einer Schwenkbewegung des Zweiarm-Hebelelementes 38 dadurch, dass z.B. der vom Bolzen 49 durchragte Lagerfortsatz des Schieberelements 44 ein Langloch aufweist.
- Der weitere Hebelarm 42 ist an einem der Basisfläche 17 zugewandten Endbereich 50 über eine Federanordnung 51, z.B. Spiraldruckfeder in Richtung der Seitenfläche 30 des Schenkels 15 vorgespannt und weist in dem Endbereich 50 bevorzugt zwei Stellnocken 53, 54 auf, welche in der durch die Spiraldruckfeder 52 vorgespannten Lage des Hebelarms 42 die Seitenfläche 30 des Schenkels 15 überragen, d.h. in den Spaltraum 27 einragen. Diese Lage wird durch eine Anschlagfläche des Schenkels 15 für den mit dem Schieberelement 44 antriebsverbundenen Hebelarm 41 gewährleistet.
- Die Anordnung der Stellnocken 53, 54 am Hebelarm 42 ist dermaßen, dass ein Abstand 55 zwischen den Stellnocken 53, 54 ein Hindurchbewegen der Tastscheibe 35 zwischen den Stellnocken 53, 54, bei einer Verstellung des Keilfortsatzes 26 in Richtung der Basisfläche 17 bzw. einer dem Spaltraum 27 begrenzenden Oberseite 56 des Basisschenkels 14, ermöglicht.
- Das mit dem Hebelarm 41 bewegungsverbundene Schieberelement 44 weist eine in Verstellrichtung gemessene Breite 57 auf, die in etwa einer Dicke 58 des Schenkels 15 abzüglich eines Überstandes 59 der Tastscheibe 35 entspricht, um den diese die Seitenfläche 29 des Keilfortsatzes 26 überragt.
- In der durch die Spiraldruckfeder 52 vorgespannten Lage des Zweiarm-Hebelelements 38 ist das Schieberelement 44 in einer von der Seitenfläche 29 des Keilfortsatzes 26 entfernten Position, wodurch der Einführschlitz 33 für ein Hindurchbewegen der Tastscheibe 35 frei gegeben ist.
- Sobald bei einer Verstellung des Biegestempels 4 mit dem Keilfortsatz 26 - gemäß Pfeil 60 - die Keilspitze 34 auf die in dem Spaltraum 27 einragenden Stellnocken 53, 54 einwirkt, erfolgt ein Verschwenken des Zweiarm-Hebelelements 41 entgegen der Wirkung der Federkraft der Spiraldruckfeder 52 und damit eine Verstellung des Schieberelements 44 in eine vordere, der Seitenfläche 29 des Keilfortsatzes 26 zugewandten Endposition, bei der vom Schieberelement 44 der Eintauchschlitz 36 überspannt wird und dieses damit einen Bereich der Stützfläche 33 ausbildet.
- Damit werden Prägemarken am Werkstück 2 durch Kanten am Eintauchschlitz 36 beim Fertigbiegen des vorgekanteten Werkstücks 2 und Herstellung des 180°- Falzbuges wirkungsvoll verhindert. die ansonst beim Aufbringen der Umformkraft durch den Biegestempel 4 entstehen würden.
- Wie bereits erwähnt ist in der
Fig. 1 eine Stellung des Biegestempels 4 gezeigt bei der der Keilfortsatz 26 bereits teilweise in den Spaltraum 27 einragt, jedoch die Keilspitze 34 auf die Stellnocken 53, 54 noch nicht einwirkt. - In dieser Stellung kann während der weiteren Verstellbewegung des Biegestempels 4 der vorgekantete Werkteil 2 für die Folgeoperation auf die Stützfläche 33 des Falzgesenkes 5 aufgelegt werden, wobei die Seitenfläche 29 des Keilfortsatzes 26 eine Anlagefläche für den Werkteil 2 ausbildet.
- Bei der weiteren Verstellung des Biegestempels 4 - gemäß Pfeil 60 - erfolgt noch bevor die Prägefläche 32 den Werkteil 2 berührt, ein Verschwenken des Zweiarm-Hebelelements 38 durch das Anwirken der Keilspitze 34 an den Stellnocken 53, 54 und damit die Verstellung des Schieberelements 44 in eine der Seitenfläche 29 des Keilfortsatzes 26 dem Biegestempel 4 zugewandte Endlage und wird dadurch der Eintauchschlitz 36 überdeckt und eine durchgehende Stützfläche 33 erreicht.
- Nach einer Bewegungsumkehr des Biegestempels 4 erfolgt die Rückstellung des Schieberelements 44 in eine von der Seitenfläche 29 des Keilfortsatzes 26 entfernte Endstellung womit der Eintauchschlitz 36 freigegeben wird und der Biegestempel 4 zur Gänze aus dem Spaltraum 27 ausgefahren ist wie dies nunmehr der
Fig. 4 zu entnehmen ist. - Für die Vornahme eines weiteren Vorkantvorganges erfolgt nunmehr die Verstellung der Werkzeugaufnahme 7 am Tischbalken 9 in die für den Abkantvorgang entsprechende Lage um eine Distanz 61 bei der das Biegegesenk 3 mit der V-Nut 12 und der Keilfortsatz 36 in der Biegeebene 22 einander gegenüber ausgerichtet sind.
- Dadurch ist eine unmittelbare Aufeinanderfolge der Arbeitsschritte Vorkanten und Fertigbiegen zur Herstellung des 180°- Falzbuges bei Anwendung des mit der Tastscheibe 35 ausgestatteten Biegestempels 4 in Verbindung mit dem Falzgesenk 5, wie es im Detail bereits beschrieben ist, möglich und wird damit eine Zwischenablage vorgekanteter Werkteile 2 vor dem Fertigbiegevorgang nicht erforderlich wodurch Zykluszeit eingespart wird, da der Verstellvorgang der Werkzeugaufnahme 7 - gemäß Doppelpfeil 10 - geringere Zeit in Anspruch nimmt, als für eine Zwischenlagerung durch ein Ablegen und ein Wiederaufnehmen des Werkteils 2 aufzuwenden ist.
- In der
Fig. 5 ist die Stellung des Keilfortsatzes 26 im Spaltraum 27 zwischen dem Biegegesenk 3 und dem Schenkel 15 des Falzgesenkes 5 gezeigt. In dieser Stellung beginnt die Keilspitze 34 auf die Stellnocken 53, 54 des Hebelarms 42 bei einer Verstellung gemäß - Pfeil 62 - einzuwirken. Eine der Keilspitze 34 zugewandte Oberseite 63 der Stellnocken 53, 54 ist in Form einer gekrümmten Kulisse ausgebildet, wodurch ein gleitendes Auflaufen und ein Verstellen des Hebelarms 42 entgegen der Wirkung der Federanordnung 51 um einen gesamten Überstand, um den die Stellnocken 53, 54 die Seitenfläche 30 des Schenkels 15 überragen, erreicht wird. Damit erfolgt eine Verstellung des die Stützfläche 33 ausbildenden Schieberelements 44, welches am weiteren Hebelarm 41 in der Gelenksverbindung 48 angelenkt ist, bis dieses aus der gezeigten Endstellung an einem Rückwandsteg 64 des Schenkels 15 in eine Endstellung bei der das Schieberelement 44 an der Seitenfläche 29 des Keilfortsatzes 26 anliegt und den Eintauchschlitz 36 des Schenkels 15 überbrückt. Damit wird an der Stirnfläche 21 des Schenkels 15 die durchgehende Stützfläche 33 erreicht und bei einer weiteren Verstellung des Keilfortsatzes 26 - gemäß Pfeil 62 - der 180°-Falzbug durch Einwirken der Prägefläche 32 des Biegestempels 4 an einem winkelig abstehenden Schenkel 65 des Werkteils 2 vollendet. - Eine Tiefe 66 des Eintauchschlitzes 36 ist etwa gleich der Höhe 20 des Schenkels 15 und ist größer als eine in vertikaler Richtung zwischen der Prägefläche 32 und der Keilspitze 34 gemessene Länge 67 des Keilfortsatzes 26. Eine in vertikaler Richtung gemessene Distanz 68 zwischen der Stützfläche 33 bzw. Stirnfläche 21 des Schenkels 15 und den Stellnocken 53, 54 ist kleiner als die Länge 67 des Keilfortsatzes 26.
- In der
Fig. 6 ist eine andere Ausbildung das die Stützfläche 33 ausbildenden Schieberelements 44 gezeigt bei der dieses als T-Nutenstein 69 ausgebildet ist und in beidseits des Eintauchschlitzes 36 bzw. Seitenflächen des Spaltraumes 37 die Führungsanordnung 45 ausbildende Führungsnuten 70 eingebracht sind. Wie der Abbildung weiter zu entnehmen ist wird die Gelenksverbindung 48 zwischen dem Hebelarm 41 und dem Schieberelement 44 durch den gabelförmig ausgebildeten Hebelarm 41, dem Bolzen 49, der dem gabelförmig ausgebildeten Hebelarm 41 in Bohrungen 71 und einer Lagerlasche 72 des Schieberelements 44 in einem Langloch 73 quert, gebildet. Damit wird ein Ausgleich zwischen der Linearbewegung des Schieberelements 44 und der Schwenkbewegung des Hebelarms 41 erreicht. - Die Ausführungsbeispiele zeigen mögliche Ausführungsvarianten der Abkantvorrichtung, wobei an dieser Stelle bemerkt sei, dass die Erfindung nicht auf die speziell dargestellten Ausführungsvarianten derselben eingeschränkt ist, sondern vielmehr im Rahmen des Anspruches 1 auch diverse Kombinationen der einzelnen Ausführungsvarianten untereinander möglich sind. Es sind im Rahmen des Anspruches 1 also auch sämtliche denkbaren Ausführungsvarianten, die durch Kombinationen einzelner Details der dargestellten und beschriebenen Ausführungsvariante möglich sind, vom Schutzumfang mit umfasst.
- Der Ordnung halber sei abschließend darauf hingewiesen, dass zum besseren Verständnis des Aufbaus der Abkantvorrichtung diese bzw. deren Bestandteile teilweise unmaßstäblich und/oder vergrößert und/oder verkleinert dargestellt wurden.
- Die den eigenständigen erfinderischen Lösungen zugrunde liegende Aufgabe kann der Beschreibung entnommen werden.
-
- 1
- Falzvorrichtung
- 2
- Werkteil
- 3
- Biegegesenk
- 4
- Biegestempel
- 5
- Falzgesenk
- 6
- Seitenfläche
- 7
- Werkzeugaufnahme
- 8
- Spannleiste
- 9
- Tischbalken
- 10
- Doppelpfeil
- 11
- Stirnfläche
- 12
- V-Nut
- 13
- Basiskörper
- 14
- Basisschenkel
- 15
- Schenkel
- 16
- Schraube
- 17
- Basisfläche
- 18
- Oberseite
- 19
- Abstand
- 20
- Höhe
- 21
- Stirnfläche
- 22
- Biegeebene
- 23
- Ebene
- 24
- Doppelpfeil
- 25
- Ansatz
- 26
- Keilfortsatz
- 27
- Spaltraum
- 28
- Dicke
- 29
- Seitenfläche
- 30
- Seitenfläche
- 31
- Gesamtdicke
- 32
- Prägefläche
- 33
- Stützfläche
- 34
- Keilspitze
- 35
- Tastscheibe
- 36
- Eintauchschlitz
- 37
- Aufnahmekammer
- 38
- Zweiarm-Hebelelement
- 39
- Schwenklageranordnung
- 40
- Schwenkachse
- 41
- Hebelarm
- 42
- Hebelarm
- 43
- Endbereich
- 44
- Schieberelement
- 45
- Führungsanordnung
- 46
- Führungsbahn
- 47
- Führungsbahn
- 48
- Gelenkverbindung
- 49
- Bolzen
- 50
- Endbereich
- 51
- Federanordnung
- 52
- Spiraldruckfeder
- 53
- Stellnocke
- 54
- Stellnocke
- 55
- Abstand
- 56
- Oberseite
- 57
- Breite
- 58
- Dicke
- 59
- Überstand
- 60
- Pfeil
- 61
- Distanz
- 62
- Pfeil
- 63
- Oberseite
- 64
- Rückwandsteg
- 65
- Schenkel
- 66
- Tiefe
- 67
- Länge
- 68
- Distanz
- 69
- T-Nutenstein
- 70
- Führungsnut
- 71
- Bohrung
- 72
- Lagerlasche
- 73
- Langloch
Claims (22)
- Falzvorrichtung (1) für eine Biegepresse insbesondere Abkantpresse für einen 180°-Falzbug an einem Werkteil (2) mit einem eine V- Nut aufweisenden Biegegesenk (3) und einem relativ dazu verstellbaren, einen Keilfortsatz (26) aufweisenden Biegestempel (4) und mit einem dem Biegegesenk (3) benachbart angeordneten, eine Stützfläche (33) in einer zu einer Verstellrichtung des Biegestempels (4) senkrecht erstreckenden Ebene (23) ausbildendes Falzgesenk (5) und mit einer Werkzeugaufnahme (7) für das Biegegesenk (3) und das Falzgesenk (5) welche auf einer Oberseite (18) eines Tischbalkens (9) in zu einer Biegeebene (22) senkrechten Richtung verstellbar angeordnet ist, dadurch gekennzeichnet, dass zwischen einander zugewandten Seitenflächen (6,30) des Biegegesenkes (3) und des Falzgesenkes (5) ein Spaltraum (27), durch einen senkrecht zur Biegeebene (22) gemessenen Abstand (19), zur Aufnahme des Keilfortsatzes (26) ausgebildet ist.
- Falzvorrichtung (1) nach Anspruch 1, dadurch gekennzeichnet, dass im Falzgesenk (5), dem Spaltraum (27)zugewandt, ein von der Stützfläche (33) in Verstellrichtung des Biegestempels (4) erstreckender Eintauchschlitz (36) angeordnet ist und den Eintauchschlitz (36) überdeckend und mit einer Oberfläche zumindest einen Bereich der Stützfläche (33) ausbildend, in einer im Wesentlichen in der Ebene (23) verlaufenden Führungsanordnung (45) des Falzgesenkes (5) ein Schieberelement (44) verstellbar angeordnet ist.
- Falzvorrichtung (1) nach Anspruch 1, dadurch gekennzeichnet, dass das Falzgesenk (5) durch einen im Wesentlichen L- förmigen Basiskörper (13) gebildet ist der mit einem Basisschenkel (14) an der Seitenfläche (6) des Biegegesenkes (3) befestigt ist und bevorzugt mit einer Basisfläche (17) auf einer Oberseite (18) der Werkzeugaufnahme (7) abgestützt ist.
- Falzvorrichtung (1) nach Anspruch 2, dadurch gekennzeichnet, dass ein weiterer Schenkel (15) des Basiskörpers (13) parallel erstreckend und in dem Abstand (19) zur Seitenfläche (6) des Biegegesenkes (3) ausgerichtet ist.
- Falzvorrichtung (1) nach Anspruch 1, dadurch gekennzeichnet, dass der Abstand (19) gering größer ist als eine Dicke (28) eines Ansatzes (25) für den Keilfortsatz (26) des Biegestempels (4).
- Falzvorrichtung (1) nach Anspruch 2, dadurch gekennzeichnet, dass im Eintauchschlitz (36) ein in einer Schwenklageranordnung (39) gelagertes Zweiarm- Hebelelement (38) angeordnet ist das in einer zu der Biegeebene (22) senkrecht erstreckenden Verstellebene um eine zur Seitenfläche (30) des Schenkels (15) parallel ausgerichteten Schwenkachse (40) schwenkbar ist.
- Falzvorrichtung (1) nach Anspruch 6, dadurch gekennzeichnet, dass ein von der Schwenkachse (40) in Richtung der Stützfläche (33) auskragender Hebelarm (41) des Zweiarm-Hebelelements (38) in einem Endbereich (43) mit dem Schieberelement (44) über eine Gelenkverbindung (48) verbunden ist.
- Falzvorrichtung (1) nach Anspruch 6, dadurch gekennzeichnet, dass ein von der Schwenkachse (40) in Richtung des Basisschenkels (14) auskragender weiterer Hebelarm (42) des Zweiarm- Hebelelementes (38) in einem Endbereich (50) mit bevorzugt zwei, durch einen Schlitz getrennte Stellnocken (53,54) versehen ist.
- Falzvorrichtung (1) nach Anspruch 8, dadurch gekennzeichnet, dass der die Stellnocken (53,54) aufweisende Hebelarm (42) in dem Endbereich (50) über ein Federelement z.B. eine Spiraldruckfeder (52) einer Federanordnung (51) in Richtung des Biegegesenkes (3) vorgespannt ist.
- Falzvorrichtung (1) nach Anspruch 8, dadurch gekennzeichnet, dass in einer federbelasteten Endstellung des Zweiarm- Hebelelementes (38) die Stellnocken (53,54) die der Seitenfläche (6) des Biegegesenkes (3) zugewandte Seitenfläche (30) des Schenkels (15) des Falzgesenkes (5) überragen.
- Falzvorrichtung (1) nach Anspruch 9, dadurch gekennzeichnet, dass in der federbelasteten Endstellung des Zweiarm- Hebelelementes (38) das Schieberelement (44) in einer den Eintauchschlitz (36) frei gebenden Stellung auf Anschlag an einem Rückwandsteg (64) des Schenkels (15) positioniert ist.
- Falzvorrichtung (1) nach Anspruch 2, dadurch gekennzeichnet, dass das Schieberelement (44) einen im Wesentlichen T- förmigen Querschnitt aufweist.
- Falzvorrichtung (1) nach Anspruch 2, dadurch gekennzeichnet, dass das Schieberelement (44) in Form eines Nutensteins (69) ausgebildet ist.
- Falzvorrichtung (1) nach Anspruch 2, dadurch gekennzeichnet, dass die Führungsanordnung (45) durch beidseits des Eintauchschlitzes (36) erstreckende Führungsbahnen (47) gebildet ist.
- Falzvorrichtung (1) nach Anspruch 2, dadurch gekennzeichnet, dass die Führungsanordnung (45) durch beidseits des Eintauchschlitzes (36) erstreckende Führungsnuten (70) gebildet ist.
- Falzvorrichtung (1) nach Anspruch 1, dadurch gekennzeichnet, dass die Werkzeugaufnahme (7) mit dem Biegegesenk (3) und dem Falzgesenk (5) relativ zum Biegestempel (4) um eine Distanz (61) senkrecht zu der Biegeebene (22), zwischen einer ersten fluchtenden Stellung des Keilfortsatzes (26) mit der V- Nut (12) des Biegegesenkes (3) und einer zweiten Stellung für eine Verstellung des Keilfortsatzes (26) in den Spaltraum (27), verstellbar am Tischbalken aufgelagert ist.
- Falzvorrichtung (1) nach Anspruch 1 oder 16, dadurch gekennzeichnet, dass ein Spannkopf des Biegestempels (4) in einer zu einer ebenen Seitenfläche (29) des Keilfortsatzes (26) senkrecht erstreckenden Ebene (23) eine mit der Stützfläche (33) des Falzgesenkes (5) zusammenwirkende Prägefläche (33) aufweist.
- Falzvorrichtung (1) nach Anspruch 17, dadurch gekennzeichnet, dass eine von der Prägefläche (32) zu einer Keilspitze (34) des Keilfortsatzes (26) gemessene Länge (67) kleiner ist als eine Höhe (20) des Schenkels (15) des Basiskörpers (13) bzw. eine Tiefe (66) eines Spaltraumes (27) zwischen dem Biegestempel (4) und dem Schenkel (15) des Basiskörpers (13).
- Falzvorrichtung (1) nach Anspruch 18, dadurch gekennzeichnet, dass die Länge (67) des Keilfortsatzes (26) größer ist als eine Distanz (68) der Stellnocken (53, 54) von der Stützfläche (33).
- Falzvorrichtung (1) nach Anspruch 8, dadurch gekennzeichnet, dass eine dem Keilfortsatz (26) zugewandte Oberseite (63) der Stellnocken (53, 54) gekrümmt ausgebildet ist.
- Falzvorrichtung (1) nach Anspruch 8 oder 20, dadurch gekennzeichnet, dass ein die Seitenfläche (30) des Schenkels (15) überragender Überstand der Stellnocken (53, 54) kleiner ist als ein Verstellweg des die Stellnocken (53, 54) aufweisenden Hebelarmes (42).
- Falzvorrichtung (1) nach Anspruch 2, dadurch gekennzeichnet, dass ein die Aufnahmekammer (37) begrenzender Rückwandsteg (64) des Schenkels (15) einen Anschlag für das Schieberelement (44) in einer vom Biegegesenk (3) distanzierten Stellung bildet.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0026708A AT505656B1 (de) | 2008-02-19 | 2008-02-19 | Falzvorrichtung für eine biegepresse, insbesondere abkantpresse |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2092992A2 true EP2092992A2 (de) | 2009-08-26 |
| EP2092992A3 EP2092992A3 (de) | 2011-06-08 |
| EP2092992B1 EP2092992B1 (de) | 2012-07-18 |
Family
ID=40427626
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09002334A Not-in-force EP2092992B1 (de) | 2008-02-19 | 2009-02-19 | Falzvorrichtung für eine Biegepresse, insbesondere Abkantpresse |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7997115B2 (de) |
| EP (1) | EP2092992B1 (de) |
| AT (1) | AT505656B1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103878246A (zh) * | 2014-04-08 | 2014-06-25 | 安徽新源精密模具有限公司 | 一种九折工件用的折弯机模具以及该工件的加工方法 |
| AT513741B1 (de) * | 2013-03-28 | 2014-07-15 | Trumpf Maschinen Austria Gmbh | Biegewerkzeuge zum Vorbiegen und Zudrücken |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2012245500B2 (en) | 2011-04-18 | 2015-12-17 | Fyfe Co., Llc | Expandable liner for the protection and strengthening of existing pipes |
| US20120324977A1 (en) * | 2011-06-22 | 2012-12-27 | Wu yong-ping | Stamping tool |
| AT511621B1 (de) | 2011-07-01 | 2013-04-15 | Trumpf Maschinen Austria Gmbh | Falzvorrichtung für eine biegepresse und verfahren zur durchführung einer falzung |
| KR20170015926A (ko) | 2014-06-16 | 2017-02-10 | 파이페 씨오. 엘엘씨 | 파이프의 보수 |
| WO2016009361A1 (en) | 2014-07-14 | 2016-01-21 | Fyfe Co. Llc | Method of reininforcing a pipe with a pipe lining, reinforced pipe and method of waterproofing a reinforced pipe |
| CN104722612B (zh) * | 2015-03-16 | 2016-09-14 | 上海元阳金属制品有限公司 | 折弯机上模折弯间隙调整装置及间隙调整方法 |
| US9993992B2 (en) | 2015-04-17 | 2018-06-12 | Fyfe Co. Llc | Structural fabric useful for lining pipe |
| US10077855B2 (en) | 2015-09-22 | 2018-09-18 | Ina Acquisition Corp. | Method of lining pipe with high strength liner, high strength liner, and pipe lined with high strength liner |
| US11173634B2 (en) | 2018-02-01 | 2021-11-16 | Ina Acquisition Corp | Electromagnetic radiation curable pipe liner and method of making and installing the same |
| US10704728B2 (en) | 2018-03-20 | 2020-07-07 | Ina Acquisition Corp. | Pipe liner and method of making same |
| CN108580773B (zh) * | 2018-06-09 | 2023-05-16 | 江苏华威机械制造有限公司 | 一种液压重锤锻造机及其智能控制方法 |
| CN109226494B (zh) * | 2018-10-31 | 2024-02-06 | 凌云西南工业有限公司 | 一种汽车保险杠配件级进模 |
| CN109821974B (zh) * | 2019-03-22 | 2024-05-07 | 山东小鸭精工机械有限公司 | 卧式扩张机 |
| CN110695229B (zh) * | 2019-10-16 | 2024-08-06 | 一汽奔腾轿车有限公司 | 一种冲压拉延模具定位结构 |
| CN112058980A (zh) * | 2020-09-25 | 2020-12-11 | 安徽鲲鹏装备模具制造有限公司 | 一种宽度自动无级调整的端折弯设备 |
| CN113915458B (zh) * | 2021-11-02 | 2023-04-18 | 英索来欣(苏州)新材料科技有限公司 | 一种真空绝热板芯材 |
| CN114226557B (zh) * | 2021-12-17 | 2024-02-23 | 江苏泽恩汽机车部品制造有限公司 | 一种基于汽车支架冲压模具的侧推折弯机构 |
| CN115193964B (zh) * | 2022-07-08 | 2023-08-01 | 江苏富茹电子科技集团有限公司 | 一种变压器铁芯上夹件冲压成型装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0096211A1 (de) * | 1982-06-07 | 1983-12-21 | Hämmerle AG | Werkzeugeinrichtung für eine Abkantpresse |
| EP0624411A1 (de) * | 1993-05-13 | 1994-11-17 | Hämmerle Ag | Verfahren zum Biegen von Blechen und Abkantpresse zur Durchführung des Verfahrens |
| JPH10137852A (ja) * | 1996-11-11 | 1998-05-26 | Murai Kogyo Kk | 折り曲げ、平押し金型 |
| JP2000176555A (ja) * | 1998-12-18 | 2000-06-27 | Amada Co Ltd | 曲げ加工装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT293823B (de) * | 1969-09-22 | 1971-10-25 | Haemmerle Ag Maschf | Biegebearbeitungseinrichtung |
| US3845655A (en) * | 1972-09-18 | 1974-11-05 | Widder Corp | Press brakes |
| DE2652886A1 (de) * | 1976-11-20 | 1978-05-24 | Weinbrenner Paul Maschbau | Biegebearbeitungseinrichtung |
| JPS61176422A (ja) * | 1985-01-30 | 1986-08-08 | Natl House Ind Co Ltd | 曲げ加工装置 |
| US4691553A (en) * | 1986-03-06 | 1987-09-08 | Barber Stephen C | Safety power tool |
| US4805438A (en) * | 1987-03-05 | 1989-02-21 | Metal Building Components Incorporated | Hemming die fixture for metal presses |
| US4852379A (en) * | 1988-07-15 | 1989-08-01 | Nat Levenberg | Metal forming methods and products formed thereby |
| DE4315706C2 (de) * | 1993-05-13 | 1996-02-01 | Haemmerle Ag | Abkantpressen zur Bildung von Falznuten an Blechprofilen |
| DE4425992C2 (de) * | 1994-07-22 | 1996-11-28 | Roland Man Druckmasch | Maschinenverkleidung für eine Druckmaschine |
-
2008
- 2008-02-19 AT AT0026708A patent/AT505656B1/de not_active IP Right Cessation
-
2009
- 2009-02-18 US US12/388,279 patent/US7997115B2/en not_active Expired - Fee Related
- 2009-02-19 EP EP09002334A patent/EP2092992B1/de not_active Not-in-force
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0096211A1 (de) * | 1982-06-07 | 1983-12-21 | Hämmerle AG | Werkzeugeinrichtung für eine Abkantpresse |
| EP0624411A1 (de) * | 1993-05-13 | 1994-11-17 | Hämmerle Ag | Verfahren zum Biegen von Blechen und Abkantpresse zur Durchführung des Verfahrens |
| JPH10137852A (ja) * | 1996-11-11 | 1998-05-26 | Murai Kogyo Kk | 折り曲げ、平押し金型 |
| JP2000176555A (ja) * | 1998-12-18 | 2000-06-27 | Amada Co Ltd | 曲げ加工装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT513741B1 (de) * | 2013-03-28 | 2014-07-15 | Trumpf Maschinen Austria Gmbh | Biegewerkzeuge zum Vorbiegen und Zudrücken |
| AT513741A4 (de) * | 2013-03-28 | 2014-07-15 | Trumpf Maschinen Austria Gmbh | Biegewerkzeuge zum Vorbiegen und Zudrücken |
| US9868144B2 (en) | 2013-03-28 | 2018-01-16 | Trumpf Maschinen Austria Gmbh & Co. Kg. | Bending tools for pre-bending and hemming |
| CN103878246A (zh) * | 2014-04-08 | 2014-06-25 | 安徽新源精密模具有限公司 | 一种九折工件用的折弯机模具以及该工件的加工方法 |
| CN103878246B (zh) * | 2014-04-08 | 2016-08-17 | 安徽新源精密模具有限公司 | 一种九折工件用的折弯机模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2092992A3 (de) | 2011-06-08 |
| US20100018283A1 (en) | 2010-01-28 |
| AT505656B1 (de) | 2009-03-15 |
| AT505656A4 (de) | 2009-03-15 |
| US7997115B2 (en) | 2011-08-16 |
| EP2092992B1 (de) | 2012-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2092992B1 (de) | Falzvorrichtung für eine Biegepresse, insbesondere Abkantpresse | |
| DE69403932T2 (de) | Bearbeitungsstation mit Stümpfpositionierung und Laserstrahlschweissen von zwei Blechkanten | |
| EP0022122A1 (de) | Biegemaschine | |
| EP0039322A1 (de) | Vorrichtung zum Abkanten von Blechtafeln | |
| EP2540438A1 (de) | Lünette | |
| EP0497778B1 (de) | Vorrichtung zum biegen eines bleches | |
| DE3587327T2 (de) | Abkantpresse. | |
| DE2749025A1 (de) | Einstellbare spannzange | |
| AT507808B1 (de) | Biegepresse mit einem antriebsbalken und elastisch gekuppelten biegebalken | |
| DE3308219C2 (de) | Maschine zum Profilieren von Blechen für die Herstellung von Falzen | |
| DE10240849B4 (de) | Biegematrize in einem Heftapparat | |
| WO1991006383A1 (de) | Verfahren zum gegenläufigen biegen eines bleches | |
| DE4315706C2 (de) | Abkantpressen zur Bildung von Falznuten an Blechprofilen | |
| WO2021013810A1 (de) | Werkzeug und verfahren zum bearbeiten von plattenförmigen werkstücken, insbesondere blechen | |
| EP0246488A2 (de) | Vorrichtung und Verfahren zum Verbinden von Furnierstreifenenden | |
| EP1377395B1 (de) | Biegemaschine, insbesondere gesenk- oder abkantpresse, mit einem verstellbaren unterwerkzeug | |
| DE3120514C2 (de) | Falzschließmaschine | |
| DE202013004278U1 (de) | Vorrichtung zum Verbinden von Blechschalen zu einem Gehäuse eines Werkstücks mittels Falzen an Rändern der Blechschalen | |
| DE2805206C2 (de) | Abbiegewerkzeug zum Herstellen U-förmiger Werkstücke | |
| DE3021332A1 (de) | Vorrichtung zum verbinden wneigstens zweier bauteile durch ein schnitt-umform-verfahren | |
| AT524261B1 (de) | Biegevorrichtung mit Hinteranschlageinheit | |
| DE10104650C1 (de) | Vorrichtung zum Lochen, Stanzen, Prägen, Bördeln oder Fügen von Blechteilen, insbesondere für den Karosseriebau | |
| EP0137146A1 (de) | Rahmenpresse | |
| DE820291C (de) | Maschine zum Abbiegen von Blechen | |
| AT511621B1 (de) | Falzvorrichtung für eine biegepresse und verfahren zur durchführung einer falzung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| 17P | Request for examination filed |
Effective date: 20111207 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 566822 Country of ref document: AT Kind code of ref document: T Effective date: 20120815 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ABP PATENT NETWORK SWISS GMBH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009004105 Country of ref document: DE Effective date: 20120913 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121118 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121018 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121119 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121029 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| 26N | No opposition filed |
Effective date: 20130419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121018 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009004105 Country of ref document: DE Effective date: 20130419 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ABP PATENT NETWORK AG, CH |
|
| BERE | Be: lapsed |
Owner name: TRUMPF MASCHINEN AUSTRIA GMBH & CO. KG. Effective date: 20130228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130219 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130219 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130219 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090219 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130219 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: OTHMARSTRASSE 8, 8008 ZUERICH (CH) |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502009004105 Country of ref document: DE Representative=s name: ABP BURGER RECHTSANWALTSGESELLSCHAFT MBH, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190122 Year of fee payment: 11 Ref country code: CH Payment date: 20190211 Year of fee payment: 11 Ref country code: FR Payment date: 20190109 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20200130 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 566822 Country of ref document: AT Kind code of ref document: T Effective date: 20210219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210219 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20211213 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220203 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009004105 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230219 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230901 |