EP2080618A2 - Druckmaschine mit Saugvorrichtung, Saugvorrichtung und Verfahren zum Wechseln eines Druckbelags - Google Patents
Druckmaschine mit Saugvorrichtung, Saugvorrichtung und Verfahren zum Wechseln eines Druckbelags Download PDFInfo
- Publication number
- EP2080618A2 EP2080618A2 EP08170977A EP08170977A EP2080618A2 EP 2080618 A2 EP2080618 A2 EP 2080618A2 EP 08170977 A EP08170977 A EP 08170977A EP 08170977 A EP08170977 A EP 08170977A EP 2080618 A2 EP2080618 A2 EP 2080618A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- pressure
- suction
- suction cup
- bearing structure
- pressure pad
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F27/00—Devices for attaching printing elements or formes to supports
- B41F27/12—Devices for attaching printing elements or formes to supports for attaching flexible printing formes
- B41F27/1206—Feeding to or removing from the forme cylinder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2227/00—Mounting or handling printing plates; Forming printing surfaces in situ
- B41P2227/60—Devices for transferring printing plates
Definitions
- the invention relates to a suction device for a color transfer serving printing form or another interchangeable coating of a lining carrier of a printing press.
- the USP 4,727,807 suggests for the assembly and disassembly of a printing forme the use of a robot having suction cups on a robot arm for holding the printing forme.
- the robot takes up a lot of space in the press. In addition, he can always handle only a single printing form.
- a suction device for the assembly and disassembly of printing plates is further from the USP 5,806,431 and the USP 5,709,150 known.
- the suction device comprises along an axis side by side a plurality of suction cups and rollers arranged therebetween.
- the nipples are pressed against the printing plates so that the nipples form tight suction chambers with the printing plates.
- the suction chambers are subjected to negative pressure, whereby the suction forces required to hold the printing plates are generated.
- the suction cups provided for each printing plate can each be delivered independently of the suction cups for the other printing forms against the respective printing form and arranged so that they can be shut off.
- an adjusting device is accordingly provided in order to bring about the switching on and off movement.
- a plurality of Saugnapf phenomenon are each arranged with a separate adjusting device for the on and off next to each other along a traverse extending in the axial direction of the respective pressure cylinder.
- printing plate carrier of the printing press is each provided its own suction device.
- the suction device in each case allows simultaneous handling of a plurality of printing forms arranged side by side on the printing form carrier, it is however mechanically complex and still requires comparatively much space directly at the respective printing form carrier.
- a simple and inexpensive suction device for handling a plurality of printing pads, which requires little space.
- the invention relates to a printing press with at least one pressure pad carrier, preferably a color-transmitting printing cylinder, on which a first pressure pad and at least one second pressure pad in an axial direction offset from each other can be attached.
- the at least two pressure linings can be directly adjacent to one another in the axial direction. If a plurality of pressure linings can again be arranged next to one another on the printing form carrier transversely to the axial direction, the second pressure coating can also be offset transversely to the axial direction, in the case of a printing cylinder in the circumferential direction, relative to the first pressure coating.
- the printing press further comprises a suction device arranged opposite the pressure pad carrier. The suction device extends in the axial direction.
- the first suction cup and the second suction cup can be acted upon by the fluidic device independently of one another with the negative pressure or relieved of a negative pressure.
- the suction cups of the suction device are thus fluidly separated from one another per printing pad. Therefore, they need not be mechanically separated by being mechanically independent of each other switched on and off, although this is not to be excluded from the outset.
- one common for the suckers Suction cup bearing structure is preferred on which the first suction cup and the second suction cup and, if present, preferably also further suction cups of the suction device are supported.
- those suction cups which are to receive and hold a pressure pad are evacuated by means of the fluidic device.
- the fluidic device can each be equipped with its own vacuum generator, for example a pump or a pressure reservoir, for the first suction cup and for the second suction cup, wherein the pressure generators can be operated independently of one another. More preferably, however, the negative pressure per suction cup is generated by means of a common pressure generator, and the first suction cup and the second suction cup with fluidic control members are separated from each other.
- the first suction cup and the second suction cup are each passively formed as an elastically deformable suction cup and generate the vacuum itself.
- a suction cup is pressed against the pressure pad of the pressure pad carrier to be supported and thereby resilient compressed. If the suction cup relieved or exerted a direction opposite to the pressing direction tensile force, the suction cup expands due to its elastic restoring forces or at least due to the tensile force again. Its bowl volume increases again accordingly.
- the suction cup or the plurality of suction cups which should or should suck no pressure pad, advantageously ventilated by connection to the environment or active loading with an overpressure, while the suction cup or the suction cups, or a pressure pad is to suck or should be applied to the negative pressure generated by the pressure generator or generated or generate the required negative pressure by elastic compression and subsequent expansion itself.
- the embodiments also apply advantageously to the at least one further suction cup and more preferably to each further suction cup of the suction device.
- the suction connection is fluidly released by increasing the pressure in the bowl volume. This can be accomplished by connecting the cup volume to a pressure reservoir, a pump or a compressor of the fluidic device to pressurize the well volume with an overpressure that is greater than atmospheric pressure. Instead, however, the alternative size of the bowl volume can easily be vented to ambient pressure.
- a simple short circuit with the environment is the simplest and most cost-effective, an active pressurization is a particularly safe solution.
- a fluid conduit opening into the well volume and a fluidic control member associated with the fluid conduit are provided for the fluidic inactivation.
- the fluidic control member can assume a closed position in which it closes the fluid line, so that the suction cup with the pressure pad to be sucked can form the vacuum chamber.
- the fluidic control member may be a two-way control member which is switchable between the closed position and a flow-through position.
- it may also be a continuously variable fluidic control member or a Mehrwege horrglied with more than two different switching positions.
- it may be an electrically or magnetically controllable control valve. The above applies to both an active and a passive suction cup.
- such a fluidic control member may be used to suction the suction cup with a vacuum generator and for to connect the inactivation with the environment or a pressure generator.
- separate fluid lines may be provided per suction cup, in each of which a fluidic control element is arranged. Separate fluid lines is more preferably associated with a common fluidic control member which closes one of the fluid lines in a first switching state and the other opens, and in another switching state reverses the conditions.
- the fluidic control member or the plurality of fluidic control members of the suction device is or are preferably arranged outside of the pressurizable coverable axial portion of the pressure pad carrier. Even more preferably, they are arranged laterally, viewed from the pressure lining carrier, behind a casing of a machine frame.
- the fluid conduit connects the bowl volume to a flow area through which pressure fluid flows, i. H. it branches off from the flow cross-section through, preferably at a point narrowest cross-section.
- the pressurized fluid may advantageously be the pressurized fluid normally present under the usual overpressure at the location of the printing press, in particular compressed air.
- the negative pressure can thus be generated by means of a pressurized fluid by the static pressure of the traversed venturi forms the negative pressure.
- the suction device preferably comprises at least two bearing structures, namely a traverse, which supports the entire suction device, preferably on a frame part of the printing press, and a further bearing structure, which is supported on the traverse and is movable relative to the traverse in the supply and Abstellraum.
- the force required for the closing and stopping movement can be generated mechanically, for example by means of an electric motor, or more preferably fluidically. A pneumatic power generation is then again preferred over a hydraulic one.
- the suction device comprises a roller assigned to the suction cup, with which the suction device can be rolled over the pressure lining when the suction cups are parked, which is particularly advantageous for mounting the pressure lining on the suction pad Pressure pad carrier and when rolling the pressure pad of a cylindrical pressure pad carrier is advantageous.
- the further bearing structure in a preferred embodiment is subdivided into a suction cup bearing structure and a roller bearing structure.
- the suction cup bearing structure and the roller bearing structure are each movable relative to the traverse and relative to each other in the supply and Abstellraum.
- both the suction cup bearing structure and the roller bearing structure are supported directly on the traverse.
- the roller bearing structure rotatably supports the roller about an axis which is transverse to the direction of engagement and disengagement.
- the sucker is attached to the sucker bearing structure, which attachment may be rigid or allow movements of the sucker relative to the sucker bearing structure, such as compression or pivotal movement, as long as performance of the functions of seizing and supporting the pressure pad is ensured.
- all the suction cups of the suction device are supported on the suction cup bearing structure and thus can be switched on and off uniformly.
- the roller bearing structure preferably supports all the rollers of the suction device, so that they are uniformly switched on and off.
- the suction device preferably comprises a plurality of suction cups and also a plurality of associated rollers for handling a single pressure pad. If the suction force of a single suction cup is sufficient to safely lift the pressure pad, however, a single suction cup suffices per pressure pad, and a single roller is generally sufficient.
- the suction device in preferred embodiments comprises at least one suction cup per pressure pad. More preferably, it comprises per pressure pad a suction cup group consisting of at least two suction cups. Furthermore, it should have at least one roller per printing pad, wherein for the application of a uniformly distributed over the pressure pad roller pressure, it is also preferred here when the suction device has a group of rollers distributed over the covering width per printing surface.
- the suction cup groups and / or roller groups can advantageously be controlled separately from one another in order to be able to move them in or against the pressing direction.
- one fluid line each opens into the cup volume of each of the suction cups of the group in order to be able to inactivate each of these suction cups. It may also be sufficient to release the suction connection, only to vent a portion of the suction cups per group or to apply an overpressure.
- the fluid lines can be closed and opened per Saugnapfegi means of individual Fluidik Gambglieder. However, more preferably, the fluid lines per suction cup group lead to a common group line, which can be closed and opened by means of a fluidic control element provided for the group, so that only one single fluidic control element per suction cup group is required.
- the suction device is preferably fixedly mounted in the printing machine, i. integral part of the printing press. However, this is not to say that the suction device can not be dismantled from a location of attachment by means of quick assembly and remounted at another location.
- the invention also relates to a first provided for installation in a printing machine suction device, either for a new or a retrofitted to the suction machine.
- the pressure pad to be handled by means of the suction device can in particular be a printing plate, preferably a printing plate, which is stretched on a forme cylinder or provided for a forme cylinder.
- the suction device can also be used to handle other pressure linings, for example a blanket for or on a blanket cylinder.
- the invention is primarily intended for use in rotary printing presses, and particularly for web presses, preferably in wet offset printing, it is advantageous for use in printing presses generally and not only in the case of presses.
- an adjusting device for the switching on and off of the suction cups or an adjusting device for the loading and unloading of the rollers can advantageously be arranged outside of the axially extending axial portion of the Druckbelagikis, preferably on said traverse.
- the arrangement of the adjusting device or adjusting devices laterally adjacent to the pressure lining carrier reduces the space requirement within the axial section which can be assigned with pressure linings. On the side next to this axial section, the space requirement generally does not play such a critical role.
- This arrangement of the adjusting device or adjusting devices is advantageous, in particular for rotary printing presses, because in this way the suction device can be arranged particularly close to the respective printing gap and obstructs the other work on the respective printing unit less than the conventional suction devices in such an arrangement.
- the suction device, the pressure pads and a clamping device of Druckbelaganks, by means of the pressure pads are fastened to the pressure pad carrier, matched to one another, that the pressure pads can be solved by means of a force exerted by the suction device on a pressure pad end tensile force of the clamping device
- the clamping device comprises per printing forme at least one clamping piece, which has a clamping surface, with which it clamps the pressure forming end in cooperation with a counter-surface.
- the invention preferably provides clamping pieces which, in addition to the clamping surface, have a supporting surface on which the clamping piece in question is supported in the radial direction of the printing cylinder so that the clamping piece can not become wedged with the clamped printing plate end when the printing plate end is pulled out of the clamping channel by means of the suction device ,
- the printing plate end is angled flat and at right angles or even more obtuse, so that it is held by means of the clamping device only frictionally and not additionally also positively in a rear handle and also not bent.
- the direction in which the suction cups are turned on and off is at least substantially parallel to the clamped ends, so that at least essentially only tensile forces act upon release of the printing plates in their respective ends. If the printing plate end is angled at the inclusion of a right angle, the feeding and Abstellides the suction cups advantageously radially to the axis of rotation of the printing cylinder. If the end including an angle greater than 90 ° is angled, it is advantageous if the supply and Abstellraum also has a direction tangential to the printing cylinder directional component.
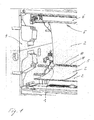
- FIG. 1 shows a view into a printing tower of a wet offset web-fed rotary printing press.
- two printing form cylinder 1 in the exemplary embodiment plate cylinder, two printing units, which are arranged one above the other in the printing tower and work on the same side of the printing tower traversing Bechristbahn.
- the printing form cylinder 1 are each in a conventional manner with a plurality of axially juxtaposed printing plates 2, in the embodiment printing plates, covered.
- the printing forme cylinders 1 are each assigned a suction device 5.
- the further printing forme cylinders of the printing machine is assigned in the same way individually to a suction device 5.
- an eight-printing tower with four printing bridges arranged one above the other for perfecting and correspondingly eight printing forme cylinders 1 at least eight suction devices 5 are thus likewise arranged.
- Each of the suction devices 5 extends over the entire length of the associated printing form cylinder 1 and is able to handle all the printing plates 2 of the associated printing form cylinder 1, namely to keep it sucking. In the following, only one of the suction devices 5 will be described as representative of the others.
- the suction device 5 comprises a traverse 6, which extends over the entire length of the associated printing forme cylinder 1 and is fixedly mounted at its two axial ends on side frame parts 4.
- the traverse 6 forms a slender, elongated, on both sides firmly clamped bearing bar.
- the traverse 6 serves as a carrier for a plurality of suction cups 10 and rollers 11.
- the suction cups 10 and rollers 11 are juxtaposed parallel to the printing form cylinder 1 along the traverse 6, one of the suction cups 10 between two of the rollers 11.
- the suction device 5 is per printing plate 2 equipped with two suction cups 10 and three rollers 11.
- the suction cups 10 and rollers 11 form per printing plate 2 a suction cup / roller group 10, 11.
- the suction device 5 forms axially adjacent suction cup / roller groups 10, 11 in a number of juxtaposed on the plate cylinder 1 printing plates 2 corresponding number ,
- the suction cup / roller groups 10, 11 are movable in and against a pressing direction directed to the respective printing plate 2, i. switched on and off.
- the suction cups 10 are movable relative to the rollers 11 and the rollers 11 relative to the suction cups 10 in and against the pressing direction.
- the pressing direction has at least substantially radially on the axis of rotation of the associated printing forme cylinder 1.
- FIG. 2 shows an axial end portion of the suction device 5 detached from the machine, for example, in a state intended for installation.
- the suction cups 10 are axially stretched, and each form a correspondingly axially elongated bowl volume. In the embodiment, they are oval, each with a straight central portion and semi-circular ends.
- the suction cups 10 are dimensionally and materially elastic. By pressing against the printing plate 1, the suction cups 10 are elastically compressed. If the pressing force is removed, the suction cups 10 expand elastically again.
- the cup volume enclosed between the printing form 2 and the wall of the suction cups 10 is expanded, so that, because of the cup edge contacting the printing plate 2 airtight in the enclosed cup volume, and thereby between the suction cups 10 and the printing plate 2 each sets a certain suction. If a pulling force directed away from the printing form 1, preferably a pulling force directed against the pressing direction, is exerted on the suction cups 10, this can lead to a further increase in volume and thus to an increasing suction force.
- the suction cups 10 are designed according to size, shape and material so that the sum of the suction forces of the suction cups 10 per group sufficient for secure holding a single printing plate 2.
- the suction force per group is further so great that by means of the suction device 5, the respective printing forme 2 can be sucked in at one end and pulled without further tools or manual support from a clamping channel of the plate cylinder 1. If the suction device 5 per printing plate 2 only have a single suction cup, this suction cup would of course be sized so that its suction sufficient for this purpose. With more than two suction cups per group, the individual suction cup may be correspondingly weaker and / or smaller in size.
- Each of the suction cups 10 is connected via a fluid line 12 with the immediate vicinity of the suction device 5.
- the openings of the fluid lines 12 can be seen in the Napfvolumina.
- the fluid lines 12 each open centrally and extend from their mouths in the cup volumes on the shortest path through the attachment region of each of the suction cups 10. For sucking and holding the printing plate 2, the fluid lines 12 are closed.
- the Napfvolumina can be short-circuited via the fluid lines 12 to the environment and thereby deactivated or switched inactive in advance.
- the axes of rotation of the rollers 11 are parallel to the axis of rotation of the associated printing forme cylinder 1, so that they can roll in the mounted state of the suction device 5 in the circumferential direction of the associated printing forme cylinder 1 on the printing plates 2, as for a roll over a printing plate 2 to its attachment and a Transport of the printing form 2 when rolling from the printing form cylinder 1 is desirable.
- the suction device 5 forms a multi-part bearing structure, which consists of the already mentioned traverse 6 and further comprising a roller bearing structure 7 and a suction cup bearing structure 8.
- the traverse 6 is used to attach the suction device 5 in the machine frame.
- the rollers 11 are attached to the common roller bearing structure 7, which is supported on the cross member 6.
- the roller-bearing structure 7 extends over the entire, assignable with printing plates 2 axial length of the plate cylinder 1. It is formed as a rigid beam from which protrude in the pressing direction stator on which the rollers 11 are rotatably mounted.
- the suction cups 10 form a suction cup group.
- the suction cups 10 are supported together on the suction cup bearing structure 8, which extends over the entire axial length of the plate cylinder 1, which is assignable to the printing plates 2.
- the suction cup bearing structure 8 is supported directly on the traverse 6 and relative to this against the printing form cylinder 1 undeliverable and offset from the printing form cylinder 1.
- one of the two bearing structures 7 and 8 could also be supported on the traverse 6 only via the other.
- a separate bearing structure 8 or a separate bearing structure 7 is provided per suction pad group or per roller group, and each of the bearing structures 7 or 8 can be switched on and off independently of the others.
- the suction cup groups each associated with one of the printing plates 2 are separated pneumatically.
- those suction cups 10 which are not intended to suck in printing form 2 are mixed with the environment A (FIG. Fig. 3 ) and thereby set inactive, while the other suction cups 10 are fluidly separated from the environment A for the purpose of sucking and holding the printing form 2 or the plurality of printing plates 2.
- the movements of the bearing structures 7 and 8 are fluidly, preferably pneumatically effected as in the embodiment.
- an adjusting device 15 and for the switching on and off of the bearing structure 8 an adjusting device 16 is provided.
- the adjusting devices 15 and 16 are connected to a compressed air reservoir, as is usually the case in printing presses.
- the bearing structures 7 and 8 are each individually by means of actuators, in the embodiment of the pneumatic cylinder, the adjusting means 15 and 16 moves.
- the control members of the actuators 15 and 16 are preferably two-way valves whose Switching states are controlled by a suitably electronic control.
- the electronic control offers the possibility of manual operation directly at the location of the relevant suction device. 5
- the beam-shaped traverse 6, which extends in the axial direction, and the roller bearing structure 7 are U-profiles, which are open in the direction of the associated printing-plate cylinder 1.
- the U-profile of the traverse 6 takes up the roller bearing structure 7 at least substantially.
- the suction cup bearing structure 8 is accommodated at least in the retracted state in the U-profile of the roller bearing structure 7.
- the suction cup bearing structure 8 may be formed as a U-profile and receive the bearing structure 7. It can also be formed as U-profiles all three bearing structures 6, 7 and 8.
- U-profile should also encompass other trough-shaped profiles, for example a V-profile or an H-profile, although the latter is less preferred since it requires more height.
- at least two of the bearing structures 6, 7 and 8 or, if appropriate, also all three bearing structures 6, 7 and 8 could each be formed as simply elongated plates which are thin radially to the printing form cylinder 1.
- the side legs of the U-profile act advantageously but stiffening.
- the nested arrangement with at least partial overlap allows radially to the printing form cylinder 1 a particularly flat construction of the suction device. 5
- FIG. 3 shows a pneumatic circuit for inactivating a single group of suction cups 10.
- the suction cups 10 are vented by shorting to the environment A, ie the surrounding atmosphere, more specifically vented to ambient pressure.
- the fluid lines 12 branch off from a common group fluid line 13 to the individual suction cups 10 of the group and each open into one of the cup volumes.
- a two-way solenoid valve is arranged as the fluidic control element 14, which closes the group fluid line 13 in one of its two switching states, so that the cup volumes of the suction cup group are fluidically separated from the environment A, and that opens in its other switching state, so that the short circuit to the environment A is established.
- the fluidic control member 14 is controlled by the electronic control mentioned in connection with the adjusting devices 15 and 16 in coordination with the adjusting and control members for the bearing structures 7 and 8.
- the moving actuator of the fluidic control member 14 is biased by a built-in spring in the closed position.
- the change of a printing plate 2 is carried out semi-automatically, namely partially manually by an operator and partially automatically by the printing plate 2 associated suction device 5 according to the operation by the operator on site,
- the operator After the printing form cylinder 1 has been rotated by pressing a button with its single clamping channel or one of several distributed over the cylinder circumference provided clamping channels in a favorable position for manual access, the operator preferably places the leading end of the printing plate 2 in the clamping channel of the plate cylinder 1.
- the further clamping operation namely the winding of the printing form 2 and the placement of the other printing form end by means of the suction device 5 automatically.
- the rollers 11 of the associated suction cup / roller group 10, 11 are pressed against the printing plate 2 by the group for this group 10, 11 or all groups 10, 11 jointly provided roller bearing structure 7 is extended by pressing the operator.
- the printing form cylinder 1 is also rotated forward by pressing a button.
- rollers 11 roll over the printing form 2 and apply them to the surface of the plate cylinder 1.
- the rollers 11 roll over the trailing end of the printing plate 2, so that it is pressed into the clamping channel or another clamping channel of the printing form cylinder 1 and thereby automatically fixed, preferably by clamping.
- the printing form cylinder 1 is rotated to a position in which one of the two ends of the printing form 2 comes to rest radially below the suction device 5, preferably the trailing end of the printing forme 2 in printing operation
- Position located printing form cylinder 1 is pressed by pressing the operator of the abinneden printing form 2 associated group of suction cups 10 against the printing plate 2.
- the suction cups 10 of the group in question or in the preferred storage variant all suction cups 10 are elastically compressed by the pressure of the pressing force. If all the suction cups 10 of the suction device 5 extend together, by means of the fluidic control members 14 those suction cup groups which are to suck in a printing plate 2 are set to active and the others to inactive.
- the previously pressed-on suction cups 10 are moved back against pressing direction again by pressing a button or by automatic sequence control, so that the sucked end of the printing plate 2 is lifted out of the clamping channel.
- the operator takes over the suctioned end and deactivated by pressing a button and thereby effected venting the suction cups 10.
- the printing form cylinder 1 is rotated back while the operator holds the printing form 2 until the leading end of the printing form 2 of the operator can be gripped and pulled out of its clamping channel.
- the suction device 5 does not have passive, but via active suction cups 10 and a vacuum generator, by means of which the Napfvolumina be sucked to suck the printing plates 2 and hold.
- the vacuum generator can be connected to the individual suction cups 10 via the group fluid lines 13 and fluid lines 12.
- suction lines may be provided.
- suction cups 10 which are to receive and hold a printing plate 2 are sucked off, and those suction cups 10, which are not also to exercise a holding function, are acted upon by an overpressure to a suction of a printing plate 2 through the To prevent particular suction cups 10 particularly safe.
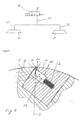
- FIG. 4 shows one of the clamping channels of the plate cylinder 1 in a cross section.
- a clamping device is arranged in the clamping channel, by means of which a leading end 2v of a printing form 2 and a trailing end 2n of the same or another printing form 2 are clamped in the clamping channel.
- the clamping device is described in the German patent application no. 10 2004 042 342.3 described in this regard.
- the trailing end 2n is angled at an angle of slightly more than 90 ° and protrudes with the angled flange at least substantially, ie with a deviation of not more than 20 ° to the radial on the axis of rotation of the plate cylinder 1 in the clamping channel.
- the angled flange of the pressure forming end 2n is flat and is not deformed by the clamping device, but merely clamped frictionally.
- the suction cup bearing structure 8 is deliverable at least substantially parallel to the angled flange against the printing form cylinder 1 and supported by the printing form cylinder 1 ab plausible on the cross member 6.
- the angled flange of the pressure-forming end 2n is clamped by means of a clamping piece 20 of the clamping device movably mounted in the chip channel, which has a clamping surface for linear contact and additionally a support surface contacting the flange and is supported on the support surface radially to the axis of rotation of the plate cylinder 1. More precisely, the clamping piece 20 is guided in a guide 21 of the printing form cylinder 1 at least substantially in the tangential direction. As a result, the clamping piece exerts on the clamped flange of the pressure forming end 2n only one determined by the strength of a spring 22 clamping force. The spring 22 acts in the direction of the guide 21.
- the guide 21 has obliquely to the radial R of the plate cylinder 1 to the outside and includes with the radial R an acute angle ⁇ of more than 45 °; In this sense, the guide extends at least substantially tangentially to the axis of rotation of the plate cylinder 1, so that when pulling out of the flange, an inhibition is prevented.
- the trailing pressure-forming end 2n can be pulled out of the tensioning channel, in particular, solely on account of the suction effect of the suction device 5 and without additional actuation of the clamping device.
- FIG. 5 shows the nested arrangement of the bearing structures 6, 7 and 8 and further details of the suction cups 10.
- the roller bearing structure 7 whose actuator 15 is shown.
- the suction cup bearing structure 8 of the pneumatic actuator of the adjusting device 16 is not shown, the connection with the actuator is only indicated at 18.
- the suction device 5 in particular the suction cup 10 shown as representative of the other, is shown to a printing plate 2 in its delivered position after sucking the trailing end 2n.
- the suction force S acting on the printing form 2 along the axis P-S of the feeding and stopping movement engages in the greatest possible proximity on the angled, trailing end 2n of the printing form 2.
- the distance of the axis P-S to the edge of the trailing end 2n is chosen to be as small as possible.
- the suction cup 10 is designed for this purpose in a special way.
- the pressure surface 2 facing contact surface of the suction cup 10 has at its the angled end 2n facing side of the movement axis P-S a maximum distance a, measured between the movement axis P-S and the outer peripheral edge of the suction cup 10, which is at most 20mm, preferably at most 15mm. Apart from a small distance, the suction cup 10 has at its outer peripheral edge of the edge of the trailing end 2n, the suction force S attacks at a distance a from the edge of the trailing end 2n.
- the thickness d of the contact surface measured transversely to the axial direction P-S of the printing forme cylinder 1 should not be more than 8 mm, preferably not more than 5 mm, at least in the region of the suction cup 10 which is closest to the edge of the trailing end 2n.
- the removability of the printing plate 2 alone by means of the suction device 5 is further beneficial if the angled flange e has the shortest possible length.
- the flange length e should not be more than 14 mm and is preferably at most 10 mm.
- the angled flange closes with the planning in the unloaded state printing form 2 a right angle.
- the suction force S which coincides with the direction of the Abstell Gay, has parallel to the angled flange.
- the extraction of the pressure forming end 2n is further beneficial that when pulling out first the roller bearing structure 7 in direction S by means of the adjusting device 15 is accelerated and in this movement by means of a stop member 17 in a stop contact with the suction cup not yet in motion at this time Bearing structure 8 passes, so that acts on the suction cup bearing structure 8 acting in the direction S impact force.
- the impact force is advantageous for overcoming the static friction acting on the clamped flange of the pressure forming end 2n.
- the stop member 17 shown as an additional element, which is due to the fact that the suction cup bearing structure 8 is wholly or partially received in the roller bearing structure 7, at least in the retracted state. Upon reversal of this arrangement, ie the at least partial reception of the roller bearing structure 7 in the suction cup bearing structure 8 surrounding in such a case, the bottom of the U-profile forming the roller bearing structure 7 would replace the stop element 17.
- the adjusting devices 15 and 16 are arranged on the side of the traverse 6, which faces the bearing structures 7 and 8. Instead, the adjusting devices 15 and 16 or at least one of these adjusting devices 15 and 16 can also be arranged to save space on the same side as the bearing structures 7 and 8 and protrude in the direction of the supply and Abstellterrorism the suction cups 10 and rollers 11 of the traverse 6.
- the suction device 5 is equipped both for the roller bearing structure 7 and for the suction cup bearing structure 8, each with two pneumatic actuators. Depending on one of the actuators is outside of the assignable with printing plates 2 axial section of the plate cylinder 1 in the two axial end portions of the cross member 6 is attached. In the exemplary embodiment, the two pairs of actuators are arranged on both sides of the plate cylinder 1 in the two pin areas. If the printing form cylinders 1 are equipped with bearer rings, as in the exemplary embodiment, the actuators and preferably the further fluidic members of the actuators 15 and 16 are each arranged on the outside of the bearer rings so that they do not overlap the cylinder peripheral surface, in particular in their axial section that can be set with printing plates 2 Take up space. The Fluidik interviewedglieder 14 and optionally further Fluidik interviewedglieder are behind the Formwork of the machine frame 4 is arranged. Between the arranged on both sides of the pressure range actuators 15 and 16 extend only the fluid lines.
- venturi nozzles are formed directly at the suction cups to generate the vacuum by means of the usual air pressure of the on-site air pressure system, either one venturi per suction cup 10 or per suction cup group. Otherwise, for suction devices with active suction cups preferably the above statements apply to the passive suction cups. It takes the place of suction by elastic expansion of the well volumes only the active suction by applying a negative pressure, d. H. by evacuation.
Landscapes
- Hooks, Suction Cups, And Attachment By Adhesive Means (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Supply, Installation And Extraction Of Printed Sheets Or Plates (AREA)
- Screen Printers (AREA)
- Rotary Presses (AREA)
- Handling Of Sheets (AREA)
Abstract
Description
- Die Erfindung betrifft eine Saugvorrichtung für eine der Farbübertragung dienende Druckform oder eines anderen auswechselbaren Belags eines Belagträgers einer Druckmaschine.
- Die
USP 4,727,807 schlägt für die Montage und Demontage einer Druckform die Verwendung eines Roboters vor, der an einem Roboterarm Saugnäpfe zum Halten der Druckform aufweist. Der Roboter beansprucht in der Druckmaschine viel Raum. Außerdem kann er stets nur eine einzige Druckform handhaben. - Eine Saugvorrichtung für die Montage und Demontage von Druckformen ist ferner aus der
USP 5,806,431 und derUSP 5,709,150 bekannt. Die Saugvorrichtung umfasst entlang einer Achse nebeneinander mehrere Sauger und dazwischen angeordnete Rollen. Zum Aufnehmen der Druckformen werden die Sauger an die Druckformen gepresst, so dass die Sauger mit den Druckformen dichte Saugkammern bilden. Die Saugkammern werden mit Unterdruck beaufschlagt, wodurch die zum Halten der Druckformen erforderlichen Saugkräfte erzeugt werden. Um die einzelnen Druckformen unabhängig voneinander handhaben zu können, sind die pro Druckform vorgesehenen Saugnäpfe jeweils unabhängig von den Saugnäpfen für die anderen Druckformen gegen die jeweilige Druckform zustellbar und von dieser abstellbar angeordnet. Pro Druckform ist entsprechend eine Stelleinrichtung vorgesehen, um die Zu-und Abstellbewegung zu bewirken. Längs einer in Achsrichtung des jeweiligen Druckzylinders erstreckten Traverse sind dementsprechend mehrere Saugnapfgruppen je mit einer eigenen Stelleinrichtung für das Zu- und Abstellen nebeneinander angeordnet. Für die mit auswechselbaren Druckformen ausgestatteten Druckformträger der Druckmaschine ist jeweils eine eigene Saugvorrichtung vorgesehen. Die Saugvorrichtung erlaubt zwar jeweils die gleichzeitige Handhabung von mehreren, auf dem Druckformträger nebeneinander angeordneten Druckformen, ist jedoch mechanisch komplex und benötigt, unmittelbar am jeweiligen Druckformträger immer noch vergleichsweise viel Raum. - Es ist eine Aufgabe der Erfindung, eine einfache und preiswerte Saugvorrichtung für die Handhabung mehrerer Druckbeläge zu schaffen, die wenig Platz benötigt. Mittels der Saugvorrichtung soll ein wirtschaftlicher Wechsel von der Farbübertragung dienenden Druckbelägen in einer Druckmaschine möglich sein.
- Die Erfindung betrifft eine Druckmaschine mit wenigstens einem Druckbelagträger, vorzugsweise ein farbübertragender Druckzylinder, auf dem ein erster Druckbelag und wenigstens ein zweiter Druckbelag in einer Achsrichtung versetzt zueinander anbringbar sind. Die wenigstens zwei Druckbeläge können in Achsrichtung unmittelbar nebeneinander anbringbar sein. Falls auf dem Druckformträger quer zu der Achsrichtung nebeneinander nochmals mehrere Druckbeläge angeordnet werden können, kann der zweite Druckbelag auch quer zu der Achsrichtung, im Falle eines Druckzylinders in Umfangsrichtung, relativ zu dem ersten Druckbelag versetzt sein. Die Druckmaschine umfasst ferner eine dem Druckbelagträger gegenüberliegend angeordnete Saugvorrichtung. Die Saugvorrichtung ist in Achsrichtung erstreckt. Sie umfasst einen ersten Saugnapf für den ersten Druckbelag und einen zu dem ersten Saugnapf in Achsrichtung versetzt angeordneten zweiten Saugnapf für den zweiten Druckbelag. Desweiteren ist eine Fluidikeinrichtung vorgesehen, mittels der die Saugnäpfe zum Ansaugen oder Halten der Druckbeläge mit einem Unterdruck beaufschlagbar oder von einem Unterdruck entlastbar sind. Das Wort "oder" wird im üblichen logischen Sinne, d.h. unter Einschluss der Bedeutung von "und" verwendet.
- Nach der Erfindung sind der erste Saugnapf und der zweite Saugnapf mittels der Fluidikeinrichtung unabhängig voneinander mit dem Unterdruck beaufschlagbar oder von einem Unterdruck entlastbar. Die Saugnäpfe der Saugvorrichtung sind somit pro Druckbelag fluidisch voneinander separiert. Sie müssen daher nicht mechanisch separiert sein, indem sie mechanisch unabhängig voneinander zu- und abstellbar sind, obgleich dies nicht von vornherein ausgeschlossen werden soll. Allerdings wird eine für die Saugnäpfe gemeinsame Saugnapf-Lagerstruktur bevorzugt, an welcher der erste Saugnapf und der zweite Saugnapf und, soweit vorhanden, vorzugsweise auch weitere Saugnäpfe der Saugvorrichtung abgestützt sind. Durch eine derartige Lagerung aller dem Druckbelagträger zugeordneten Saugnäpfe wird eine besonders platzsparende Saugvorrichtung erhalten, die darüber hinaus mit einer minimalen Anzahl von Stelleinrichtungen für das Zu- und Abstellen der Saugnäpfe auskommt.
- In einer bevorzugten ersten Ausführungsform werden diejenigen Saugnäpfe, die einen Druckbelag aufnehmen und halten sollen, mittels der Fluidikeinrichtung evakuiert. Die Fluidikeinrichtung kann hierfür für den ersten Saugnapf und für den zweiten Saugnapf je mit einem eigenen Unterdruckerzeuger, beispielsweise einer Pumpe oder einem Druckreservoir, ausgestattet sein, wobei die Druckerzeuger unabhängig voneinander betreibbar sind. Bevorzugter wird der Unterdruck pro Saugnapf jedoch mittels eines gemeinsamen Druckerzeugers erzeugt, und es werden der erste Saugnapf und der zweite Saugnapf mit Fluidiksteuergliedern voneinander separiert.
- In einer vereinfachten zweiten Ausführungsform sind der erste Saugnapf und der zweite Saugnapf passiv je als elastisch verformbarer Saugnapf gebildet und erzeugen den Unterdruck selbst. Wie von Saugnäpfen in anderen Verwendungen bekannt, wird solch ein Saugnapf an den tragend zu haltenden Druckbelag des Druckbelagträgers gepresst und dadurch elastisch komprimiert. Wird der Saugnapf entlastet oder eine der Pressrichtung entgegengerichtete Zugkraft ausgeübt, weitet sich der Saugnapf aufgrund seiner elastischen Rückstellkräfte oder zumindest aufgrund der Zugkraft wieder auf. Sein Napfvolumen vergrößert sich wieder entsprechend. Da der Saugnapf umlaufend dicht an den Druckbelag gepresst wird, vergrößert sich bei der Aufweitung zwar das Napfvolumen, die eingeschlossene Luftmasse bleibt jedoch konstant, so dass sich der Saugnapf an dem Druckbelag festsaugt und ein der sich einstellenden Saugkraft entsprechendes Gewicht anheben kann. Auf eine aktive Evakuierung kann verzichtet werden. Der Preis der Saugvorrichtung und die Betriebskosten werden reduziert.
- Sowohl bei Verwendung der mit einem externen Unterdruckerzeuger arbeitenden aktiven Saugnäpfe als auch bei Verwendung der den Unterdruck selbst erzeugenden passiven Saugnäpfe, wird der Saugnapf oder werden die mehreren Saugnäpfe, der oder die keinen Druckbelag ansaugen soll oder sollen, vorteilhafterweise durch Verbindung mit der Umgebung oder aktive Beaufschlagung mit einem Überdruck belüftet, während der Saugnapf oder die Saugnäpfe, der oder die einen Druckbelag ansaugen soll oder sollen, mit dem per Druckerzeuger erzeugten Unterdruck beaufschlagt werden oder den erforderlichen Unterdruck durch elastische Komprimierung und anschließende Aufweitung selbst erzeugt oder erzeugen.
- Soweit im Folgenden bevorzugte Merkmale der Erfindung nur in Bezug auf einen einzigen Saugnapf beschrieben werden, gelten die Ausführungen vorteilhafterweise auch für den wenigstens einen weiteren Saugnapf und noch bevorzugter für jeden weiteren Saugnapf der Saugvorrichtung.
- Die Saugverbindung wird fluidisch gelöst, indem der Druck in dem Napfvolumen erhöht wird. Dies kann durch Anschluss des Napfvolumens an ein Druckreservoir, eine Pumpe oder einen Kompressor der Fluidikeinrichtung bewerkstelligt werden, um das Napfvolumen mit einem gegenüber Atmosphärendruck erhöhten Überdruck zu beaufschlagen. Stattdessen kann das Napfvolumen in alternativer Ausführung jedoch ganz einfach auf den Umgebungsdruck entlüftet werden. Ein einfacher Kurzschluss mit der Umgebung stellt die einfachste und preiswerteste, eine aktive Druckbeaufschlagung eine besonders sichere Lösung dar. Für die fluidische Inaktivierung sind eine in das Napfvolumen mündende Fluidleitung und ein der Fluidleitung zugeordnetes Fluidiksteuerglied vorgesehen. Für die Aktivierung des Saugnapfs und die Aufrechterhaltung des aktiven Zustands kann das Fluidiksteuerglied eine Schließposition einnehmen, in der es die Fluidleitung schließt, so dass der Saugnapf mit dem anzusaugenden Druckbelag die Unterdruckkammer bilden kann. Das Fluidiksteuerglied kann insbesondere ein Zweiwegesteuerglied sein, das zwischen der Schließposition und einer Durchflussposition hin und her schaltbar ist. Es kann jedoch auch ein kontinuierlich verstellbares Fluidiksteuerglied oder ein Mehrwegesteuerglied mit mehr als zwei unterschiedlichen Schaltpositionen sein. Insbesondere kann es ein elektrisch oder magnetisch steuerbares Regelventil sein. Das vorstehend Gesagte gilt sowohl für einen aktiven als auch für ein passiven Saugnapf. Bei einem aktiven Saugnapf kann solch ein Fluidiksteuerglied dazu verwendet werden, den Saugnapf zum Ansaugen mit einem Unterdruckerzeuger und für die Inaktivierung mit der Umgebung oder einem Druckerzeuger zu verbinden. Für die Erzeugung des Unterdrucks und die Belüftung können pro Saugnapf getrennte Fluidleitungen vorgesehen sein, in denen je ein Fluidiksteuerglied angeordnet ist. Getrennten Fluidleitungen ist bevorzugter ein gemeinsames Fluidiksteuerglied zugeordnet, das in einem ersten Schaltzustand die eine der Fluidleitungen schließt und die andere öffnet, und in einem anderen Schaltzustand die Verhältnisse umkehrt. Das Fluidiksteuerglied oder die mehreren Fluidiksteuerglieder der Saugvorrichtung ist oder sind vorzugsweise außerhalb des mit Druckbelägen belegbaren Axialabschnitts des Druckbelagträgers angeordnet. Noch bevorzugter ist es oder sind sie seitlich, vom Druckbelagträger aus gesehen hinter einer Verschalung eines Maschinengestells angeordnet.
- Bei einem aktiven Saugnapf wird dessen Unterdruck bevorzugterweise mittels einer Venturidüse erzeugt. Die Fluidleitung verbindet das Napfvolumen mit einem Strömungsquerschnitt, durch den Druckfluid strömt, d. h. sie zweigt von dem durchströmten Strömungsquerschnitt ab, vorzugsweise an einer Stelle engsten Querschnitts. Das Druckfluid kann vorteilhafterweise das unter dem üblichen Überdruck am Ort der Druckmaschine normalerweise vorhandene Druckfluid, insbesondere Druckluft, sein. Der Unterdruck kann somit mittels eines unter Überdruck stehenden Fluids erzeugt werden, indem der statische Druck der durchströmten Venturidüse den Unterdruck bildet.
- Die Saugvorrichtung umfasst vorzugsweise wenigstens zwei Lagerstrukturen, nämlich eine Traverse, welche die gesamte Saugvorrichtung abstützt, vorzugsweise an einem Gestellteil der Druckmaschine, und eine weitere Lagerstruktur, die sich an der Traverse abstützt und relativ zu der Traverse in Zu- und Abstellrichtung bewegbar ist. Die für die Zu- und Abstellbewegung erforderliche Kraft kann mechanisch, beispielsweise mittels Elektromotor, oder bevorzugter fluidisch erzeugt werden. Eine pneumatische Krafterzeugung wird dann wiederum gegenüber einer hydraulischen bevorzugt.
- Die Saugvorrichtung umfasst in bevorzugter Ausführung eine dem Saugnapf zugeordnete Rolle, mit der die Saugvorrichtung bei abgestellten Saugnäpfen über den Druckbelag gerollt werden kann, was insbesondere für die Anbringung des Druckbelags auf dem Druckbelagträger und bei einem Abrollen des Druckbelags von einem zylindrischen Druckbelagträger von Vorteil ist.
- Für die Lagerung des Saugnapfs und der Rolle ist die weitere Lagerstruktur in bevorzugter Ausführung unterteilt in eine Saugnapf-Lagerstruktur und eine Rollen-Lagerstruktur. Die Saugnapf-Lagerstruktur und die Rollen-Lagerstruktur sind jeweils relativ zu der Traverse und relativ zueinander in Zu- und Abstellrichtung bewegbar. Vorzugsweise ist sowohl die Saugnapf-Lagerstruktur als auch die Rollen-Lagerstruktur unmittelbar an der Traverse abgestützt. Grundsätzlich ist es jedoch auch möglich, eine der beiden Lagerstrukturen an der anderen, d.h. über die andere an der Traverse abzustützen. Die Rollen-Lagerstruktur lagert die Rolle um eine quer zu der Zu- und Abstellrichtung weisende Achse drehbar. Der Saugnapf ist an der Saugnapf-Lagerstruktur befestigt, wobei die Befestigung starr sein oder Bewegungen des Saugnapfs relativ zu der Saugnapf-Lagerstruktur zulassen kann, beispielsweise ein Einfedern oder eine Schwenkbewegung, solange jedoch die Erfüllung der Funktionen des Festsaugens und Tragens des Druckbelags gewährleistet ist.
- Vorzugsweise sind sämtliche Saugnäpfe der Saugvorrichtung an der Saugnapf-Lagerstruktur abgestützt und somit einheitlich zu- und abstellbar. Die Rollen-Lagerstruktur stützt vorzugsweise sämtliche Rollen der Saugvorrichtung ab, so dass diese einheitlich zu- und abstellbar sind.
- Die Saugvorrichtung umfasst für die Handhabung eines einzelnen Druckbelags vorzugsweise mehrere der Saugnäpfe und auch mehrere zugeordnete Rollen. Falls die Saugkraft eines einzigen Saugnapfs zum sicheren Heben des Druckbelags ausreicht, genügt pro Druckbelag jedoch ein einziger Saugnapf, und grundsätzlich genügt auch eine einzige Rolle.
- Um mehrere nebeneinander auf dem Druckbelagträger aufgespannte Beläge handhaben zu können, umfasst die Saugvorrichtung in bevorzugten Ausführungen pro Druckbelag wenigstens einen Saugnapf. Bevorzugter umfasst sie pro Druckbelag eine aus wenigstens zwei Saugnäpfen bestehende Saugnapfgruppe. Desweiteren sollte sie pro Druckbelag wenigstens eine Rolle aufweisen, wobei für die Aufbringung eines gleichmäßig über den Druckbelag verteilten Rollendrucks es auch hier bevorzugt wird, wenn die Saugvorrichtung pro Druckbelag über die Belagbreite verteilt eine Gruppe von Rollen aufweist. Die Saugnapfgruppen und/oder Rollengruppen können vorteilhafterweise voneinander separat ansteuerbar sein, um sie in oder gegen die Pressrichtung bewegen zu können.
- Sind mehrere Saugnäpfe zu einer Saugnapfgruppe zusammengefasst, so mündet in das Napfvolumen von jedem der Saugnäpfe der Gruppe vorzugsweise je eine Fluidleitung, um jeden dieser Saugnäpfe inaktivieren zu können. Möglicherweise genügt es zum Lösen der Saugverbindung auch, nur einen Teil der Saugnäpfe pro Gruppe zu entlüften oder mit einem Überdruck zu beaufschlagen. Die Fluidleitungen können pro Saugnapfgruppe mittels individueller Fluidiksteuerglieder verschlossen und geöffnet werden. Bevorzugter führen die Fluidleitungen pro Saugnapfgruppe jedoch zu einer gemeinsamen Gruppenleitung, die mittels eines für die Gruppe vorgesehenen Fluidikgesteuerglieds verschlossen und geöffnet werden kann, so dass pro Saugnapfgruppe nur ein einziges Fluidiksteuerglied benötigt wird.
- Die Saugvorrichtung ist in die Druckmaschine vorzugsweise fest eingebaut, d.h. fester Bestandteil der Druckmaschine. Dies soll jedoch nicht heißen, dass die Saugvorrichtung nicht mittels Schnellmontage von einem Ort der Anbringung demontiert und an einem anderen Ort neu montiert werden kann. Die Erfindung betrifft jedoch auch eine für den Einbau in eine Druckmaschine erst vorgesehene Saugvorrichtung, entweder für eine neue oder eine mit der Saugvorrichtung nachzurüstende Maschine.
- Der mittels der Saugvorrichtung zu handhabende Druckbelag kann insbesondere eine Druckform sein, vorzugsweise eine Druckplatte, die auf einen Formzylinder gespannt oder für einen Formzylinder vorgesehen ist. Grundsätzlich kann die Saugvorrichtung jedoch auch zur Handhabung anderer Druckbeläge dienen, beispielsweise eines Gummituchs für einen oder auf einem Gummituchzylinder. Obgleich die Erfindung in erster Linie auf die Verwendung für Rotationsdruckmaschinen und hier besonders für Rollendruckmaschinen, vorzugsweise im Nassoffsetdruck, abzielt, ist sie für den Einsatz bei Druckmaschinen generell und nicht nur bei Rotationen von Vorteil.
- Sind sämtliche Saugnäpfe der Saugvorrichtung an einer gemeinsamen Saugnapf-Lagerstruktur oder sämtliche Rollen an einer gemeinsamen Rollen-Lagerstruktur befestigt, kann eine Stelleinrichtung für das Zu- und Abstellen der Saugnäpfe oder eine Stelleinrichtung für das Zu- und Abstellen der Rollen vorteilhafterweise außerhalb des in Achsrichtung erstreckten Axialabschnitts des Druckbelagträgers angeordnet sein, vorzugsweise auf der genannten Traverse. Die Anordnung der Stelleinrichtung oder Stelleinrichtungen seitlich neben dem Druckbelagträger reduziert den Platzbedarf innerhalb des mit Druckbelägen belegbaren Axialabschnitts nochmals. Seitlich neben diesem Axialabschnitt spielt der Platzbedarf im Allgemeinen keine so kritische Rolle. Vorteilhaft ist diese Anordnung der Stelleinrichtung oder Stelleinrichtungen insbesondere für Rotationsdruckmaschinen, weil hierdurch die Saugvorrichtung besonders nah bei dem jeweiligen Druckspalt angeordnet werden kann und in solch einer Anordnung die sonstigen Arbeiten am jeweiligen Druckwerk weniger als die herkömmlichen Saugvorrichtungen behindert.
- In einer bevorzugten Weiterbildung sind die Saugvorrichtung, die Druckbeläge und eine Klemmeinrichtung des Druckbelagträgers, mittels der die Druckbeläge auf dem Druckbelagträger befestigbar sind, so aufeinander abgestimmt, dass die Druckbeläge allein mittels einer von der Saugvorrichtung auf ein Druckbelagende ausgeübten Zugkraft von der Klemmeinrichtung gelöst werden können. Die Klemmeinrichtung umfasst pro Druckform je wenigstens ein Klemmstück, das eine Klemmfläche aufweist, mit der es im Zusammenwirken mit einer Gegenfläche das Druckformende klemmt. Die Erfindung bevorzugt Klemmstücke, die zusätzlich zu der Klemmfläche eine Stützfläche aufweisen, an der das betreffende Klemmstück in Radialrichtung des Druckzylinders abgestützt ist, so dass sich das Klemmstück mit dem geklemmten Druckformende nicht verkeilen kann, wenn das Druckformende mittels der Saugvorrichtung aus dem Spannkanal gezogen wird. Diesbezüglich ist es ferner vorteilhaft, wenn das Druckformende plan und rechtwinklig oder noch stumpfwinkliger abgewinkelt ist, so dass es mittels der Klemmeinrichtung nur reibschlüssig und nicht zusätzlich auch noch formschlüssig in einem Hintergriff gehalten und auch nicht gebogen wird. Besonders vorteilhaft ist es, wenn die Richtung des Zu- und Abstellens der Saugnäpfe zumindest im Wesentlichen parallel zu den geklemmten Enden ist, so dass bei einem Lösen der Druckformen in deren betreffenden Enden zumindest im Wesentlichen nur Zugkräfte wirken. Falls das Druckformende unter Einschluss eines rechten Winkels abgewinkelt ist, weist die Zu- und Abstellrichtung der Saugnäpfe vorteilhafterweise radial zu der Drehachse des Druckzylinders. Falls das Ende unter Einschluss eines Winkels größer als 90° abgewinkelt ist, ist es vorteilhaft, wenn die Zu- und Abstellrichtung auch eine tangential zum Druckzylinder weisende Richtungskomponente aufweist.
- Auch in den Unteransprüchen und deren Kombinationen werden bevorzugte Merkmale der Erfindung beschrieben.
- Nachfolgend wird ein Ausführungsbeispiel der Erfindung anhand von Figuren erläutert. An dem Ausführungsbeispiel offenbar werdende Merkmale bilden je einzeln und in jeder Merkmalskombination die Gegenstände der Ansprüche und auch die vorstehend beschriebenen Ausführungen vorteilhaft weiter. Es zeigen:
- Figur 1
- einen Blick auf ein Druckwerk einer Druckmaschine mit eingebauter Saugvorrichtung,
- Figur 2
- einen Axialabschnitt der Saugvorrichtung,
- Figur 3
- eine Schaltung für die Deaktivierung einer Saugnapfgruppe der Saugvorrichtung,
- Figur 4
- einen Spannkanal mit einer Klemmeinrichtung für eine klemmende Befestigung eines Druckformendes und
- Figur 5
- die Saugvorrichtung in einem Querschnitt.
-
Figur 1 zeigt einen Blick in einen Druckturm einer im Nassoffset arbeitenden Rollenrotationsdruckmaschine. Zu erkennen sind zwei Druckformzylinder 1, im Ausführungsbeispiel Plattenzylinder, zweier Druckwerke, die übereinander im Druckturm angeordnet sind und auf die gleiche Seite einer den Druckturm durchlaufenden Bedruckbahn arbeiten. Die Druckformzylinder 1 sind je in an sich bekannter Weise mit mehreren axial nebeneinander angeordneten Druckformen 2, im Ausführungsbeispiel Druckplatten, bespannt. - Den Druckformzylindern 1 ist je eine Saugvorrichtung 5 zugeordnet. Den weiteren Druckformzylindern der Druckmaschine ist in gleicher Weise je individuell eine Saugvorrichtung 5 zugeordnet. In beispielsweise einem 8er-Druckturm mit vier übereinander angeordneten Druckbrücken für Schön- und Widerdruck und dementsprechend acht Druckformzylindern 1 sind somit ebenfalls wenigstens acht Saugvorrichtungen 5 angeordnet.
- Jede der Saugvorrichtungen 5 erstreckt sich über die gesamte Länge des zugeordneten Druckformzylinders 1 und ist in der Lage, sämtliche Druckformen 2 des zugeordneten Druckformzylinders 1 zu handhaben, nämlich saugend zu halten. Im folgenden wird stellvertretend für die anderen nur eine einzige der Saugvorrichtungen 5 beschrieben.
- Die Saugvorrichtung 5 umfasst eine Traverse 6, die sich über die gesamte Länge des zugeordneten Druckformzylinders 1 erstreckt und an ihren beiden axialen Enden an Seitengestellteilen 4 fest montiert ist. Die Traverse 6 bildet einen schlanken, langgestreckten, beidseits fest eingespannten Lagerbalken. Die Traverse 6 dient als Träger für mehrere Saugnäpfe 10 und Rollen 11. Die Saugnäpfe 10 und Rollen 11 sind parallel zu dem Druckformzylinder 1 nebeneinander entlang der Traverse 6 aufgereiht, je einer der Saugnäpfe 10 zwischen zwei der Rollen 11. Die Saugvorrichtung 5 ist pro Druckform 2 mit zwei Saugnäpfen 10 und drei Rollen 11 ausgestattet. Die Saugnäpfe 10 und Rollen 11 bilden pro Druckform 2 eine Saugnapf/Rollen-Gruppe 10, 11. Die Saugvorrichtung 5 bildet axial nebeneinander gleiche Saugnapf/Rollen-Gruppen 10, 11 in einer der Anzahl der nebeneinander auf dem Druckformzylinder 1 angeordneten Druckformen 2 entsprechenden Zahl. Die Saugnapf/Rollen-Gruppen 10, 11 sind in und gegen eine auf die jeweilige Druckform 2 gerichtete Pressrichtung bewegbar, d.h. zu- und abstellbar. Die Saugnäpfe 10 sind relativ zu den Rollen 11 und die Rollen 11 relativ zu den Saugnäpfen 10 in und gegen die Pressrichtung bewegbar. Die Pressrichtung weist zumindest im Wesentlichen radial auf die Drehachse des zugeordneten Druckformzylinders 1.
-
Figur 2 zeigt einen axialen Endabschnitt der Saugvorrichtung 5 herausgelöst aus der Maschine, beispielsweise in einem für den Einbau vorgesehenen Zustand. Die Saugnäpfe 10 sind axial gestreckt, und bilden je ein entsprechend axial gestrecktes Napfvolumen. Im Ausführungsbeispiel sind sie oval mit je einem geradem Mittelabschnitt und halbkreisförmigen Enden. Die Saugnäpfe 10 sind form- und materialelastisch. Durch Anpressen an die Druckform 1 werden die Saugnäpfe 10 elastisch komprimiert. Wird die Presskraft weggenommen, weiten die Saugnäpfe 10 sich wieder elastisch auf. Durch die Aufweitung wird das zwischen der Druckform 2 und der Wandung der Saugnäpfe 10 eingeschlossene Napfvolumen expandiert, so dass sich wegen des luftdicht die Druckform 2 kontaktierenden Napfrands im eingeschlossenen Napfvolumen ein Unterdruck und dadurch zwischen den Saugnäpfen 10 und der Druckform 2 je eine bestimmte Saugkraft einstellt. Wird auf die Saugnäpfe 10 eine von der Druckform 1 weggerichtete Zugkraft, vorzugsweise eine gegen die Pressrichtung gerichtete Zugkraft, ausgeübt, kann dies zu einer weiteren Volumenvergrößerung und somit zu einer sich verstärkenden Saugkraft führen. Die Saugnäpfe 10 sind nach Größe, Form und Material so gestaltet, dass die Summe der Saugkräfte der Saugnäpfe 10 pro Gruppe zum sicheren Halten einer einzelnen Druckform 2 ausreicht. Die Saugkraft pro Gruppe ist ferner so groß, dass mittels der Saugvorrichtung 5 die jeweilige Druckform 2 an einem Ende angesaugt und ohne weiteres Werkzeug oder manuelle Unterstützung aus einem Spannkanal des Druckformzylinders 1 gezogen werden kann. Würde die Saugvorrichtung 5 pro Druckform 2 nur über einen einzigen Saugnapf verfügen, wäre dieser Saugnapf natürlich so zu bemessen, das seine Saugkraft hierfür ausreicht. Bei mehr als zwei Saugnäpfen pro Gruppe kann der einzelne Saugnapf entsprechend schwächer und/oder kleiner dimensioniert sein. - Jeder der Saugnäpfe 10 ist über eine Fluidleitung 12 mit der unmittelbaren Umgebung der Saugvorrichtung 5 verbunden. In
Figur 2 sind die Mündungen der Fluidleitungen 12 in den Napfvolumina zu erkennen. Die Fluidleitungen 12 münden je zentral und erstrecken sich von ihren Mündungen in den Napfvolumina auf kürzestem Wege durch den Befestigungsbereich jedes der Saugnäpfe 10. Zum Ansaugen und Halten der Druckform 2 sind die Fluidleitungen 12 geschlossen. Die Napfvolumina können über die Fluidleitungen 12 mit der Umgebung kurzgeschlossen und dadurch deaktiviert oder im Vorhinein inaktiv geschaltet werden. - Die Drehachsen der Rollen 11 sind zu der Drehachse des zugeordneten Druckformzylinders 1 parallel, so dass sie im montierten Zustand der Saugvorrichtung 5 in Umfangsrichtung des zugeordneten Druckformzylinders 1 auf dessen Druckformen 2 abrollen können, wie dies für ein Überrollen einer Druckform 2 zu deren Befestigung und einen Transport der Druckform 2 beim Abrollen von dem Druckformzylinder 1 wünschenswert ist.
- Die Saugvorrichtung 5 bildet eine mehrteilige Lagerstruktur, die aus der bereits genannten Traverse 6 und ferner aus einer Rollen-Lagerstruktur 7 und einer Saugnapf-Lagerstruktur 8 besteht. Die Traverse 6 dient der Befestigung der Saugvorrichtung 5 in dem Maschinengestell. Die Rollen 11 sind an der gemeinsamen Rollen-Lagerstruktur 7 befestigt, die an der Traverse 6 abgestützt ist. Die Rollen-Lagerstruktur 7 erstreckt sich über die gesamte, mit Druckformen 2 belegbare axiale Länge des Druckformzylinders 1. Sie ist als in sich steifer Balken gebildet, von dem in Pressrichtung Ständer abragen, an dem die Rollen 11 drehgelagert sind. Innerhalb der Saugnapf/Rollen-Gruppen 10, 11 bilden die Saugnäpfe 10 eine Saugnapfgruppe. Die Saugnäpfe 10 sind gemeinsam an der Saugnapf-Lagerstruktur 8 abgestützt, die sich über die gesamte axiale Länge des Druckformzylinders 1 erstreckt, die mit den Druckformen 2 belegbar ist. Die Saugnapf-Lagerstruktur 8 ist unmittelbar an der Traverse 6 abgestützt und relativ zu dieser gegen den Druckformzylinder 1 zustellbar und von dem Druckformzylinder 1 abstellbar. Gleiches gilt für die Rollen-Lagerstruktur 7. Anstatt die beiden Lagerstrukturen 7 und 8 wie bevorzugt unmittelbar an der Traverse 6 abzustützen, könnte auch die eine der beiden Lagerstrukturen 7 und 8 erst über die andere an der Traverse 6 abgestützt sein. Obgleich weniger bevorzugt, soll dennoch nicht ausgeschlossen sein, dass pro Saugnapfgruppe oder pro Rollengruppe je eine separate Lagerstruktur 8 oder eine separate Lagerstruktur 7 vorgesehen ist und jede der Lagerstrukturen 7 oder 8 unabhängig von den anderen zu- und abstellbar ist.
- Um nur diejenigen Saugnäpfe 10 zu aktivieren, die eine der Druckformen 2 ansaugen und halten sollen, werden die je einer der Druckformen 2 zugeordneten Saugnapfgruppen pneumatisch separiert. Für die pneumatische Separation werden diejenigen Saugnäpfe 10, die keine Druckform 2 ansaugen sollen, mit der Umgebung A (
Fig. 3 ) kurzgeschlossen und dadurch auf inaktiv gesetzt, während die anderen Saugnäpfe 10 zum Zwecke des Ansaugens und Haltens der Druckform 2 oder der mehreren Druckformen 2 von der Umgebung A fluidisch getrennt werden. - Die Bewegungen der Lagerstrukturen 7 und 8 werden fluidisch, bevorzugt wie im Ausführungsbeispiel pneumatisch bewirkt. Für das Zu- und Abstellen der Lagerstruktur 7 ist eine Stelleinrichtung 15 und für das Zu- und Abstellen der Lagerstruktur 8 ist eine Stelleinrichtung 16 vorgesehen. Die Stelleinrichtungen 15 und 16 sind an ein Druckluftreservoir angeschlossen, wie es bei Druckmaschinen vor Ort üblicherweise vorhanden ist. Die Lagerstrukturen 7 und 8 werden jeweils individuell mittels Aktuatoren, im Ausführungsbeispiel Pneumatikzylinder, der Stelleinrichtungen 15 und 16 bewegt. Die Steuerglieder der Stelleinrichtungen 15 und 16 sind vorzugsweise Zweiwegeventile, deren Schaltzustände von einer zweckmäßigerweise elektronischen Steuerung gesteuert werden. Die elektronische Steuerung bietet die Möglichkeit der manuellen Bedienbarkeit unmittelbar am Ort der betreffenden Saugvorrichtung 5.
- Um die Saugvorrichtung 5 in Pressrichtung flach zu halten, sind die balkenförmig in Achsrichtung erstreckte Traverse 6 und die Rollen-Lagerstruktur 7 U-Profile, die in Richtung auf den zugeordneten Druckformzylinder 1 offen sind. In einem eingefahrenen Zustand nimmt das U-Profil der Traverse 6 die Rollen-Lagerstruktur 7 zumindest im Wesentlichen auf. Die Saugnapf-Lagerstruktur 8 ist zumindest im eingefahrenen Zustand in dem U-Profil der Rollen-Lagerstruktur 7 aufgenommen. Alternativ kann anstatt der Rollen-Lagerstruktur 7 die Saugnapf-Lagerstruktur 8 als U-Profil gebildet sein und die Lagerstruktur 7 aufnehmen. Es können auch alle drei Lagerstrukturen 6, 7 und 8 als U-Profile geformt sein. Mit dem Begriff "U-Profil" sollen auch andere trogförmige Profile umfasst sein, beispielsweise ein V-Profil oder ein H-Profil, obgleich letzteres weniger bevorzugt ist, da es mehr Höhe beansprucht. Grundsätzlich könnten wenigstens zwei der Lagerstrukturen 6, 7 und 8 oder gegebenenfalls auch alle drei Lagerstrukturen 6, 7 und 8 je als einfach nur langgestreckte, radial zu dem Druckformzylinder 1 dünne Platten gebildet sein. Die Seitenschenkel des U-Profils wirken vorteilhafterweise jedoch versteifend. Es muss auch nicht grundsätzlich die Traverse 6 eine der beiden anderen Lagerstrukturen 7 und 8 oder beide anderen Lagerstrukturen 7 und 8 aufnehmen. Vielmehr kann die Traverse 6 grundsätzlich auch von einer der anderen Lagerstrukturen 7 und 8 oder beiden anderen Lagerstrukturen 7 und 8 aufgenommen werden. Die geschachtelte Anordnung mit zumindest teilweiser Überlappung ermöglicht radial zum Druckformzylinder 1 eine besonders flache Bauweise der Saugvorrichtung 5.
-
Figur 3 zeigt eine Pneumatikschaltung für die Inaktivierung einer einzelnen Gruppe von Saugnäpfen 10. Die Saugnäpfe 10 werden durch Kurzschluss mit der Umgebung A, d.h. der umgebenden Atmosphäre, entlüftet, genauer gesagt: auf Umgebungsdruck belüftet. Die Fluidleitungen 12 zweigen von einer gemeinsamen Gruppenfluidleitung 13 zu den einzelnen Saugnäpfen 10 der Gruppe ab und münden je in einem der Napfvolumina. In der Gruppenfluidleitung 13 ist als Fluidiksteuerglied 14 ein Zweiwege-Magnetventil angeordnet, das in dem einen seiner beiden Schaltzustände die Gruppenfluidleitung 13 schließt, so dass die Napfvolumina der Saugnapfgruppe von der Umgebung A fluidisch getrennt sind, und das in seinem anderen Schaltzustand öffnet, so dass der Kurzschluss mit der Umgebung A hergestellt ist. Das Fluidiksteuerglied 14 wird von der im Zusammenhang mit den Stelleinrichtungen 15 und 16 genannten elektronischen Steuerung in Abstimmung mit den Stell- und Steuergliedern für die Lagerstrukturen 7 und 8 gesteuert. Das bewegte Stellorgan des Fluidikgesteuerglieds 14 wird von einer eingebauten Feder in die Schließstellung vorbelastet. - Mittels der Saugvorrichtung 5 wird der Wechsel einer Druckform 2 halbautomatisch durchgeführt, nämlich teilweise manuell von einer Bedienperson und teilweise automatisch durch die der Druckform 2 zugeordnete Saugvorrichtung 5 entsprechend der Bedienung durch die Bedienperson vor Ort,
- Nachdem der Druckformzylinder 1 per Tastendruck mit seinem einzigen Spannkanal oder einem von mehreren über den Zylinderumfang verteilt vorgesehenen Spannkanälen in eine für den manuellen Zugang günstige Position gedreht wurde, platziert die Bedienperson vorzugsweise das vorlaufende Ende der Druckform 2 im Spannkanal des Druckformzylinders 1. Der weitere Spannvorgang, nämlich das Aufwickeln der Druckform 2 und das Plazieren des anderen Druckformendes erfolgt mittels der Saugvorrichtung 5 automatisch. Hierfür werden die Rollen 11 der zugeordneten Saugnapf/Rollen-Gruppe 10, 11 gegen die Druckform 2 gepresst, indem die für diese Gruppe 10, 11 oder alle Gruppen 10, 11 gemeinsam vorgesehene Rollen-Lagerstruktur 7 per Tastendruck der Bedienperson ausgefahren wird. Desweiteren wird der Druckformzylinder 1 ebenfalls per Tastendruck vorwärts gedreht. Bei dem Vorwärtsdrehen rollen die Rollen 11 über die Druckform 2 und legen diese an die Oberfläche des Druckformzylinders 1 an. Die Rollen 11 überrollen das nachlaufende Ende der Druckform 2, so dass es in den Spannkanal oder einen weiteren Spannkanal des Druckformzylinders 1 hineingedrückt und dadurch automatisch befestigt wird, vorzugsweise klemmend.
- Für den Ausbau der Druckform 2 wird der Druckformzylinder 1 in eine Position gedreht, in der eines der beiden Enden der Druckform 2 radial unter der Saugvorrichtung 5 zu liegen kommt, vorzugsweise das im Druckbetrieb nachlaufende Ende der Druckform 2. Mit dem in Position befindlichen Druckformzylinder 1 wird per Tastendruck der Bedienperson die der abzunehmenden Druckform 2 zugeordnete Gruppe der Saugnäpfe 10 gegen die Druckform 2 gepresst. Die Saugnäpfe 10 der betreffenden Gruppe oder in der bevorzugten Lagerungsvariante alle Saugnäpfe 10 werden durch den Druck der Presskraft elastisch komprimiert. Falls alle Saugnäpfe 10 der Saugvorrichtung 5 gemeinsam ausfahren, sind mittels der Fluidikgesteuerglieder 14 diejenigen Saugnapfgruppen, die eine Druckform 2 ansaugen sollen, auf aktiv und die anderen auf inaktiv gesetzt. Anschließend werden wieder per Tastendruck oder per automatischer Ablaufsteuerung die zuvor angepressten Saugnäpfe 10 gegen die Pressrichtung zurück bewegt, so dass das angesaugte Ende der Druckform 2 aus dem Spannkanal gehoben wird. Das angesaugte Druckformende hängt nun an der Saugvorrichtung 5. Die Bedienperson übernimmt das angesaugte Ende und deaktiviert per Tastendruck und dadurch bewirkter Entlüftung die Saugnäpfe 10. Der Druckformzylinder 1 wird zurückgedreht, während die Bedienperson die Druckform 2 hält, bis das vorlaufende Ende der Druckform 2 von der Bedienperson gegriffen und aus seinem Spannkanal gezogen werden kann.
- In einer alternativen Ausführung verfügt die Saugvorrichtung 5 nicht über passive, sondern über aktive Saugnäpfe 10 und einen Unterdruckerzeuger, mittels dem die Napfvolumina abgesaugt werden, um die Druckformen 2 anzusaugen und zu halten. Der Unterdruckerzeuger kann über die Gruppenfluidleitungen 13 und Fluidleitungen 12 mit den einzelnen Saugnäpfen 10 verbunden sein. Alternativ können zusätzlich zu den Entlüftungsleitungen 12 und 13 Absaugleitungen vorgesehen sein. Desweiteren kann alternativ zu einem einfachen Kurzschluss mit der Umgebung auch eine Beaufschlagung der Saugnäpfe 10 mit einem Überdruck gegenüber dem Umgebungsdruck vorgesehen sein. Besonders bevorzugt wird es, wenn diejenigen Saugnäpfe 10, die eine Druckform 2 aufnehmen und halten sollen, abgesaugt werden, und diejenigen Saugnäpfe 10, die nicht gleichzeitig ebenfalls eine Haltefunktion ausüben sollen, mit einem Überdruck beaufschlagt werden, um ein Ansaugen einer Druckform 2 durch die betreffenden Saugnäpfe 10 besonders sicher zu verhindern.
-
Figur 4 zeigt einen der Spannkanäle des Druckformzylinders 1 in einem Querschnitt. In dem Spannkanal ist eine Klemmeinrichtung angeordnet, mittels der ein vorlaufendes Ende 2v einer Druckform 2 und ein nachlaufendes Ende 2n der gleichen oder einer anderen Druckform 2 klemmend im Spannkanal befestigt sind. Die Klemmeinrichtung wird in der deutschen Patentanmeldung Nr.10 2004 042 342.3 beschrieben, die diesbezüglich in Bezug genommen wird. Das nachlaufende Ende 2n ist unter Einschluss eines Winkels von etwas über 90° abgewinkelt und ragt mit dem abgewinkelten Flansch zumindest im Wesentlichen, d.h. mit einer Abweichung von nicht mehr als 20° zur Radialen auf die Drehachse des Druckformzylinders 1 in den Spannkanal. Der abgewinkelte Flansch des Druckformendes 2n ist plan und wird durch die Klemmeinrichtung nicht verformt, sondern lediglich reibschlüssig geklemmt. Die Saugnapf-Lagerstruktur 8 ist zumindest im Wesentlichen parallel zu dem abgewinkelten Flansch gegen den Druckformzylinder 1 zustellbar und von dem Druckformzylinder 1 abstellbar an der Traverse 6 abgestützt. Nach dem Festsaugen der Saugnäpfe 10, die der Druckform 2 mit dem Druckformende 2n zugeordnet sind, wird der abgewinkelte Flansch bei der Abstellbewegung der Saugnäpfe 10 deshalb zumindest im Wesentlichen nur auf Zug beansprucht. - Der abgewinkelte Flansch des Druckformendes 2n wird mittels eines in dem Spankanal bewegbar gelagerten Klemmstücks 20 der Klemmeinrichtung geklemmt, das eine den Flansch kontaktierende Klemmfläche für linienförmigen Kontakt und zusätzlich eine Stützfläche aufweist und an der Stützfläche radial zu der Drehachse des Druckformzylinders 1 abgestützt ist. Genauer gesagt ist das Klemmstück 20 in einer Führung 21 des Druckformzylinders 1 zumindest im Wesentlichen in tangentialer Richtung geführt. Im Ergebnis übt das Klemmstück auf den geklemmten Flansch des Druckformendes 2n nur eine durch die Stärke einer Feder 22 bestimmte Klemmkraft aus. Die Feder 22 wirkt in Richtung der Führung 21. Die Führung 21 weist schräg zu der Radialen R des Druckformzylinders 1 nach außen und schließt mit der Radialen R einen spitzen Winkel α von mehr als 45° ein; in diesem Sinne verläuft die Führung zumindest im Wesentlichen tangential zu der Drehachse des Druckformzylinders 1, so dass bei dem Herausziehen des Flansches eine Hemmung verhindert wird.
- Das nachlaufende Druckformende 2n kann insbesondere allein aufgrund der Saugwirkung der Saugvorrichtung 5 und ohne zusätzliche Betätigung der Klemmeinrichtung aus dem Spannkanal gezogen werden.
-
Figur 5 zeigt die geschachtelte Anordnung der Lagerstrukturen 6, 7 und 8 und weitere Einzelheiten zu den Saugnäpfen 10. Für die Rollen-Lagerstruktur 7 ist deren Stelleinrichtung 15 dargestellt. Für die Saugnapf-Lagerstruktur 8 ist der pneumatische Aktuator der Stelleinrichtung 16 nicht dargestellt, die Verbindung mit deren Aktuator ist bei 18 lediglich angedeutet. - Die Saugvorrichtung 5, insbesondere der stellvertretend für die anderen dargestellte Saugnapf 10, ist zu einer Druckform 2 in seiner zugestellten Position nach dem Ansaugen des nachlaufenden Endes 2n dargestellt. Die längs der Achse P-S der Zu- und Abstellbewegung auf die Druckform 2 wirkende Saugkraft S greift in größtmöglicher Nähe am abgewinkelten, nachlaufenden Ende 2n der Druckform 2 an. Der Abstand der Achse P-S zur Kante des nachlaufenden Endes 2n wird so klein als möglich gewählt. Der Saugnapf 10 ist hierfür in besonderer Weise gestaltet. Die der Druckform 2 zugewandte Kontaktfläche des Saugnapfs 10 weist an ihrer dem abgewinkelten Ende 2n zugewandten Seite von der Bewegungsachse P-S einen größten Abstand a auf, gemessen zwischen der Bewegungsachse P-S und dem äußeren Umfangsrand des Saugnapfs 10, der höchstens 20mm, vorzugsweise höchstens 15mm beträgt. Abgesehen von einem geringen Abstand, den der Saugnapf 10 an seinem äußeren Umfangsrand von der Kante des nachlaufenden Endes 2n aufweist, greift die Saugkraft S im Abstand a von der Kante des nachlaufenden Endes 2n an. Die quer zur Achsrichtung P-S des Druckformzylinders 1 gemessene Dicke d der Kontaktfläche sollte zumindest in dem Bereich des Saugnapfs 10, welcher der Kante des nachlaufenden Endes 2n am nächsten ist, nicht mehr als 8mm, vorzugsweise nicht mehr 5mm betragen.
- Der Abnehmbarkeit der Druckform 2 allein mittels der Saugvorrichtung 5 ist des weiteren förderlich, wenn der abgewinkelte Flansch eine möglichst geringe Länge e aufweist. Die Flanschlänge e sollte nicht mehr als 14 mm betragen und beträgt vorzugsweise höchstens 10 mm. Der abgewinkelte Flansch schließt mit der im unbelasteten Zustand planen Druckform 2 einen rechten Winkel ein. Die Saugkraft S, die mit der Richtung der Abstellbewegung zusammenfällt, weist parallel zu dem abgewinkelten Flansch. Wenn das nachlaufende Ende 2n aus dem Spannkanal des Druckformzylinders 1 gezogen wird, wirken im abgewinkelten Flansch daher zumindest im Wesentlichen, im Idealfall ausschließlich, Zugkräfte.
- Dem Herausziehen des Druckformendes 2n ist ferner förderlich, dass bei dem Herausziehen zuerst die Rollen-Lagerstruktur 7 in Richtung S mittels der Stelleinrichtung 15 beschleunigt wird und bei dieser Bewegung mittels eines Anschlagelements 17 in einen Anschlagkontakt mit der zu diesem Zeitpunkt noch nicht in Bewegung befindlichen Saugnapf-Lagerstruktur 8 gelangt, so dass auf die Saugnapf-Lagerstruktur 8 eine in die Richtung S wirkende Stoßkraft wirkt. Die Stoßkraft ist vorteilhaft, um die auf den geklemmten Flansch des Druckformendes 2n wirkende Haftreibung zu überwinden. In
Figur 5 ist das Anschlagelement 17 als zusätzliches Element dargestellt, was darauf zurückzuführen ist, dass die Saugnapf-Lagerstruktur 8 gänzlich oder zu einem Teil in der Rollen-Lagerstruktur 7 aufgenommen ist, zumindest im eingefahrenen Zustand. Bei Umkehrung dieser Anordnung, d.h. der zumindest teilweisen Aufnahme der Rollen-Lagerstruktur 7 in der in solch einem Fall umgebenden Saugnapf-Lagerstruktur 8, würde der Boden des die Rollen-Lagerstruktur 7 bildenden U-Profils das Anschlagelement 17 ersetzen. - In den
Figuren 1 und2 sind die Stelleinrichtungen 15 und 16 auf der Seite der Traverse 6 angeordnet, die den Lagerstrukturen 7 und 8 gegenüberliegt. Stattdessen können die Stelleinrichtungen 15 und 16 oder wenigstens eine dieser Stelleinrichtungen 15 und 16 auch platzsparend zur gleichen Seite wie die Lagerstrukturen 7 und 8 angeordnet sein und in Richtung der Zu- und Abstellbewegung der Saugnäpfe 10 und Rollen 11 von der Traverse 6 abragen. - Die Saugvorrichtung 5 ist sowohl für die Rollen-Lagerstruktur 7 als auch für die Saugnapf-Lagerstruktur 8 mit je zwei pneumatischen Aktuatoren ausgestattet. Je einer der Aktuatoren ist außerhalb des mit Druckformen 2 belegbaren Axialabschnitts des Druckformzylinders 1 in den beiden axialen Endbereichen der Traverse 6 angebracht. Im Ausführungsbeispiel sind die beiden Paare von Aktuatoren beidseits des Druckformzylinders 1 in dessen beiden Zapfenbereichen angeordnet. Sind die Druckformzylinder 1 mit Schmitzringen ausgerüstet, wie im Ausführungsbeispiel, so sind die Aktuatoren und vorzugsweise die weiteren Fluidikglieder der Stelleinrichtungen 15 und 16 jeweils außen seitlich der Schmitzringe angeordnet, so dass sie über der Zylinderumfangsfläche, insbesondere in deren mit Druckformen 2 belegbaren Axialabschnitt, keinen Platz beanspruchen. Die Fluidiksteuerglieder 14 und gegebenenfalls weitere Fluidiksteuerglieder sind hinter der Verschalung des Maschinengestells 4 angeordnet. Zwischen den beidseits des Druckbereichs angeordneten Stelleinrichtungen 15 und 16 verlaufen nur die Fluidleitungen.
- Bei Verwendung von aktiven statt passiven Saugnäpfen 10 sind unmittelbar bei den Saugnäpfen 10 Venturidüsen gebildet, um den Unterdruck mittels des üblichen Luftdrucks der vor Ort vorhandenen Luftdruckanlage zu erzeugen, entweder eine Venturidüse pro Saugnapf 10 oder pro Saugnapfgruppe. Ansonsten gelten für Saugvorrichtungen mit aktiven Saugnäpfen vorzugsweise die vorstehenden Ausführungen zu den passiven Saugnäpfen. Es tritt an die Stelle des Ansaugens durch elastisches Aufweiten der Napfvolumina nur das aktive Ansaugen durch Beaufschlagung mit einem Unterdruck, d. h. durch Evakuieren.
Claims (20)
- Druckmaschine mit einem Druckbelagträger (1), auf dem ein erster Druckbelag (2) und ein zweiter Druckbelag (2) in einer Achsrichtung versetzt zueinander anbringbar sind, und mit einer Saugvorrichtung (5) umfassend:a) einen ersten Saugnapf (10) für den ersten Druckbelag (2),b) einen zu dem ersten Saugnapf (10) in Achsrichtung versetzt angeordneten zweiten Saugnapf (10) für den zweiten Druckbelag (2)c) und eine Fluidikeinrichtung (12-14), mittels der die Saugnäpfe (10) unabhängig voneinander mit einem Unterdruck beaufschlagbar oder von einem Unterdruck entlastbar sind.
- Druckmaschine nach dem vorhergehenden Anspruch, ferner umfassend eine in Achsrichtung erstreckte Traverse (6) und eine an der Traverse (6) abgestützte Saugnapf-Lagerstruktur (8), an der wenigstens einer der Saugnäpfe (10) gehalten ist und die relativ zu der Traverse (6) gegen den Druckbelagträger (1) zustellbar und von dem Druckbelagträger (1) abstellbar ist.
- Druckmaschine nach dem vorhergehenden Anspruch, dadurch gekennzeichnet, dass die Traverse (6) in Querschnitt ein zum Druckbelagträger (1) offenes Profil aufweist, vorzugsweise ein trogförmiges Profil, in dem die Saugnapf-Lagerstruktur (8) in einer von dem Druckbelagträger (1) abgestellten Position zumindest über einen größeren Teil ihrer in Zu- und Abstellrichtung (P, S) gemessenen Höhe aufgenommen ist.
- Druckmaschine nach einem der zwei vorhergehenden Ansprüche, ferner umfassend eine Saugnapf-Stelleinrichtung (16) für das Zustellen und Abstellen der Saugnapf-Lagerstruktur (8), wobei die Saugnapf-Stelleinrichtung (16) in bevorzugter Ausführung in Achsrichtung außerhalb eines die Druckbeläge (2) aufnehmenden Axialabschnitts des Druckbelagträgers (1) angeordnet ist.
- Druckmaschine nach dem vorhergehenden Anspruch, ferner umfassend eine Steuerung, welche die Saugnapf-Stelleinrichtung (16) und die Fluidikeinrichtung (12-14) für ein Abnehmen des ersten Druckbelags (2) so steuert, dass die Saugnäpfe (10) gemeinsam zugestellt werden und von dem ersten Saugnapf (10) und dem zweiten Saugnapf (10) nur der erste Saugnapf (10) mit Unterdruck beaufschlagt wird.
- Druckmaschine nach einem der zwei vorhergehenden Ansprüche, ferner umfassend eine Steuerung, welche die Saugnapf-Stelleinrichtung (16) und die Fluidikeinrichtung (12-14) für ein Abnehmen des ersten Druckbelags (2) so steuert, dass die Saugnäpfe (10) gemeinsam zugestellt werden und der zweite Saugnapf (10) mit der Umgebung (A) verbunden oder mit einem Überdruck beaufschlagt wird, während der erste Saugnapf (10) den ersten Druckbelag (2) ansaugt.
- Druckmaschine nach einem der fünf vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Saugnäpfe (10) gemeinsam an der Saugnapf-Lagerstruktur (8) gehalten und mit der Saugnapf-Lagerstruktur (8) einheitlich zu- und abstellbar sind.
- Druckmaschine nach einem der vorhergehenden Ansprüche, ferner umfassend
eine erste Rolle (11) für den ersten Druckbelag (2),
eine zweite Rolle (11) für den zweiten Druckbelag (2),
eine in Achsrichtung erstreckte Traverse (6)
und eine an der Traverse (6) abgestützte Rollen-Lagerstruktur (7), an der wenigstens eine der Rollen (11) gehalten ist und die relativ zu der Traverse (6) gegen den Druckbelagträger (1) zustellbar und von dem Druckbelagträger (1) abstellbar ist. - Druckmaschine nach dem vorhergehenden Anspruch, ferner umfassend eine Rollen-Stelleinrichtung (15) für das Zustellen und Abstellen der Rollen-Lagerstruktur (7), wobei die Rollen-Stelleinrichtung (15) in bevorzugter Ausführung in Achsrichtung außerhalb eines die Druckbeläge (2) aufnehmenden Axialabschnitts des Druckbelagträgers (1) angeordnet ist.
- Druckmaschine nach einem der zwei vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Traverse (6) im Querschnitt ein zum Druckbelagträger (1) offenes Profil aufweist, vorzugsweise ein trogförmiges Profil, in dem die Rollen-Lagerstruktur (7) in einer von dem Druckbelagträger (1) abgestellten Position zumindest über einen größeren Teil ihrer in Zu- und Abstellrichtung (P, S) gemessenen Höhe aufgenommen ist.
- Druckmaschine nach einem der vorhergehenden Ansprüche in Kombination mit Anspruch 2 und Anspruch 8, dadurch gekennzeichnet, dass die Rollen-Lagerstruktur (7) ein Anschlagelement (17) aufweist, mit dem sie bei einer Abstellbewegung im Falle einer zugestellten Saugnapf-Lagerstruktur (8) gegen die noch zugestellte Saugnapf-Lagerstruktur (8) in einen Anschlagkontakt gelangt.
- Druckmaschine nach einem der vorhergehenden Ansprüche in Kombination mit Anspruch 2 und Anspruch 8, dadurch gekennzeichnet, dass wenigstens eines aus Rollen-Lagerstruktur (7) und Saugnapf-Lagerstruktur (8) ein zum Druckbelagträger (1) offenes Profil aufweist, in dem das andere aus Rollen-Lagerstruktur (7) und Saugnapf-Lagerstruktur (8) in einer von dem Druckbelagträger (1) abgestellten Position zumindest über einen größeren Teil seiner in Zu- und Abstellrichtung (P, S) gemessenen Höhe aufgenommen ist.
- Druckmaschine nach einem der vorhergehenden Ansprüche in Kombination mit Anspruch 2 und Anspruch 8, dadurch gekennzeichnet, dass die Traverse (6), die Rollen-Lagerstruktur (7) und die Saugnapf-Lagerstruktur (8) in einer von dem Druckbelagträger (1) abgestellten Position der Rollen-Lagerstruktur (7) und der Saugnapf-Lagerstruktur (8) ineinander geschachtelt sind und einander zumindest über einen größeren Teil ihrer in Zu- und Abstellrichtung (P, S) gemessenen Höhen überlappen.
- Druckmaschine nach einem der vorhergehenden Ansprüche in Kombination mit einem der Ansprüche 2 und 8, dadurch gekennzeichnet, dass die Traverse (6) nicht bewegbar installiert ist.
- Druckmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass jeder der Druckbeläge (2) an einem Ende (2n) einen abgewinkelten, zumindest in einem unbelasteten Zustand planen Flansch aufweist, mit dem der jeweilige Druckbelag (2) in einem Spannkanal des Druckbelagträgers (1) geklemmt auf dem Druckbelagträger befestigbar ist, wobei der Flansch in dem Spannkanal vorzugsweise nur reibschlüssig geklemmt wird, und dass die Saugnäpfe (10) in eine Richtung (S) abstellbar sind, die zumindest im Wesentlichen parallel zu dem Flansch weist, so dass bei einem Lösen des jeweiligen Druckbelags (2) in dessen Flansch zumindest im Wesentlichen nur Zugkräfte wirken.
- Druckmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Druckbelagträger (1) ein Druckformzylinder ist und jeder der Druckbeläge (2) einen abgewinkelten Flansch aufweist, mit dem er in einem Spannkanal des Druckbelagträgers (1) geklemmt auf dem Druckbelagträger (1) befestigbar ist, und dass in dem Spannkanal eine Klemmeinrichtung angeordnet ist, die für die in dem Spannkanal klemmbaren Druckbelag (2) je wenigstens ein Klemmstück (20) umfasst, das eine gegen den Flansch des jeweiligen Druckbelags (2) wirkende Klemmkontaktfläche und zusätzlich eine Stützfläche aufweist und an der Stützfläche in Radialrichtung des Druckbelagträgers (1) abgestützt ist, um ein Verkeilen des geklemmten Flansches bei einem Abnehmen des jeweiligen Druckbelags (2) zu verhindern.
- Druckmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Saugnäpfe (10) elastisch veformbar sind und sich nach einer das jeweilige Napfvolumen verringernden Verformung durch elastische Aufweitung an dem zugeordneten Druckbelag (2) festsaugen.
- Druckmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Fluidikeinrichtung (12-14) in die Saugnäpfe (10) mündende Fluidleitungen (12, 13) und Fluidiksteuerglieder (14) für die Fluidleitungen (12, 13) umfasst und dass die Fluidiksteuerglieder (14) die Fluidleitungen (12, 13) zum Ansaugen der Druckbeläge (2) schließen oder mit einem Unterdruckerzeuger verbinden und für eine Reduzierung der Saugkraft öffnen, wobei die Fluidiksteuerglieder (14) vorzugsweise jeweils magnetisch oder elektrisch betätigbare Mehrwegeventile sind.
- Druckmaschine nach dem vorhergehenden Anspruch, dadurch gekennzeichnet, dass die Fluidleitungen (12, 13) die Saugnäpfe (10) für die Reduzierung des Unterdrucks mit einem Druckerzeuger oder der Umgebung (A) verbinden.
- Verfahren zum Abnehmen eines Druckbelags (2) von einem Druckbelagträger (1) einer Druckmaschine, vorzugsweise mittels einer Saugvorrichtung (5) nach einem der vorhergehenden Ansprüche, bei dema) ein geklemmtes Ende (2n) des Druckbelags (2) mittels eines zugeordneten Saugnapfs (10) aus einer Klemmverbindung mit dem Druckbelagträger (1) gelöst wird,b) ein gegenüberliegendes Ende des Druckbelags (2) anschließend per Hand gelöst wirdc) und der Druckbelag (2) per Hand von dem Druckbelagträger (1) abgenommen wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004023434A DE102004023434A1 (de) | 2004-05-10 | 2004-05-10 | Rotationsdruckmaschine mit Saugvorrichtung, Saugvorrichtung und Verfahren zum Wechseln einer Druckform |
| EP05740752A EP1753621B8 (de) | 2004-05-10 | 2005-05-06 | Druckmaschine mit saugvorrichtung, saugvorrichtung und verfahren zum wechseln eines druckbelags |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05740752.0 Division | 2005-05-06 | ||
| EP05740752A Division EP1753621B8 (de) | 2004-05-10 | 2005-05-06 | Druckmaschine mit saugvorrichtung, saugvorrichtung und verfahren zum wechseln eines druckbelags |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2080618A2 true EP2080618A2 (de) | 2009-07-22 |
| EP2080618A3 EP2080618A3 (de) | 2010-07-21 |
Family
ID=34967163
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05740752A Revoked EP1753621B8 (de) | 2004-05-10 | 2005-05-06 | Druckmaschine mit saugvorrichtung, saugvorrichtung und verfahren zum wechseln eines druckbelags |
| EP08170977A Withdrawn EP2080618A3 (de) | 2004-05-10 | 2005-05-06 | Druckmaschine mit Saugvorrichtung, Saugvorrichtung und Verfahren zum Wechseln eines Druckbelags |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05740752A Revoked EP1753621B8 (de) | 2004-05-10 | 2005-05-06 | Druckmaschine mit saugvorrichtung, saugvorrichtung und verfahren zum wechseln eines druckbelags |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20080190311A1 (de) |
| EP (2) | EP1753621B8 (de) |
| AT (1) | ATE416921T1 (de) |
| DE (2) | DE102004023434A1 (de) |
| DK (1) | DK1753621T3 (de) |
| ES (1) | ES2318488T3 (de) |
| WO (1) | WO2005110754A1 (de) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004042342B4 (de) * | 2004-09-01 | 2008-02-14 | Maschinenfabrik Wifag | Spanneinrichtung für einen Spannkanal eines Zylinderkörpers, Druckformzylinder und Verfahren zur Herstellung |
| DE102004052020B8 (de) * | 2004-10-26 | 2013-07-04 | Wifag Maschinenfabrik Ag | Druckformmanipulator |
| DE502005009939D1 (de) | 2004-10-26 | 2010-09-02 | Wifag Maschf Ag | Druckformmanipulator |
| DE102005029167A1 (de) | 2005-06-23 | 2006-12-28 | Maschinenfabrik Wifag | Druckzylinderbelag, Kombination aus Druckzylinder und Druckzylinderbelag sowie Druckzylinder mit klemmend befestigtem Druckzylinderbelag |
| DE102005042756A1 (de) | 2005-09-08 | 2007-03-29 | Maschinenfabrik Wifag | Druckformspeicher, Druckwerk mit Druckformspeicher und Verfahren zum Wechseln von Druckformen |
| DE102005055116A1 (de) * | 2005-11-18 | 2007-05-24 | Maschinenfabrik Wifag | Druckformzuordnungseinrichtung in einer Rotationsdruckmaschine |
| DE102006061295A1 (de) * | 2006-09-01 | 2008-03-20 | Koenig & Bauer Aktiengesellschaft | Verfahren zum registerhaltigen Montieren einer biegsamen Druckform auf einem Formzylinder einer Rotationsdruckmaschine |
| DE202006020088U1 (de) * | 2006-11-22 | 2007-12-27 | Man Roland Druckmaschinen Ag | Handhabungsvorrichtung einer Druckmaschine |
| DE102007000639B3 (de) * | 2007-03-02 | 2008-08-07 | Koenig & Bauer Aktiengesellschaft | Vorrichtung mit mehreren selektiv betätigbaren Funktionseinheiten |
| DE102008010598A1 (de) * | 2008-02-22 | 2009-08-27 | Manroland Ag | Handhabungsvorrichtung einer Druckmaschine |
| DE102010042114B4 (de) | 2010-10-07 | 2014-11-20 | Koenig & Bauer Aktiengesellschaft | Druckformwechselsystem einer Druckeinheit sowie Logistiksystem einer Druckerei umfassend ein Druckformwechselsystem |
| DE102010042117B4 (de) | 2010-10-07 | 2015-05-28 | Koenig & Bauer Aktiengesellschaft | Druckformwechselsystem einer Druckeinheit sowie Verfahren zum Aufbringen einer oder mehrerer Druckformen auf einem Formzylinder der Druckeinheit |
| DE102010042100A1 (de) | 2010-10-07 | 2012-04-12 | Koenig & Bauer Aktiengesellschaft | Transportsystem in einer Druckeinheit für den Transport mindestens einer neu auf einem Formzylinder der Druckeinheit aufzubringenden Druckform sowie Druckeinheit mit einem Transportsystem |
| DE102010042094B4 (de) | 2010-10-07 | 2015-11-19 | Koenig & Bauer Ag | Trägerelement zur manuellen und/oder automatischen Beförderung mehrerer Druckformen, Transportsystem in einer Druckerei mit einem Trägerelement sowie Verwendung eines Trägerelementes in einem Transportsystem einer Druckerei |
| DE102010042091A1 (de) | 2010-10-07 | 2012-04-12 | Koenig & Bauer Aktiengesellschaft | Speichereinrichtung sowie Verfahren zur Bereitstellung mehrerer neu in einer Druckeinheit auf mindestens einen Formzylinder aufzubringender Druckformen |
| EP2582523B1 (de) | 2010-10-07 | 2014-06-11 | Koenig & Bauer Aktiengesellschaft | Druckeinheit einer druckmaschine mit einer speichereinrichtung sowie verfahren zum bereitstellen mehrerer neu aufzubringender druckformen |
| CN103260885B (zh) | 2010-10-07 | 2014-10-15 | 柯尼格及包尔公开股份有限公司 | 具有运输系统的印刷单元以及印刷厂中的后勤系统 |
| DE102010042111B4 (de) | 2010-10-07 | 2015-03-26 | Koenig & Bauer Aktiengesellschaft | Druckformwechselsystem einer Druckeinheit sowie Logistiksytem einer Druckerei umfassend ein Druckformwechselsystem |
| WO2012045495A1 (de) | 2010-10-07 | 2012-04-12 | Koenig & Bauer Aktiengesellschaft | Druckformwechselsystem einer druckeinheit, logistiksystem in einer druckerei sowie verfahren zum aufbringen einer oder mehrerer druckformen auf einen formzylinder einer druckeinheit |
| WO2013000505A1 (de) | 2011-06-28 | 2013-01-03 | Wifag Maschinenfabrik Ag | Vereinzelung einer druckplatte aus einem plattenbündel |
| DE102012202533B3 (de) * | 2012-02-20 | 2013-06-20 | Koenig & Bauer Aktiengesellschaft | Verfahren, Vorrichtung und System zur Bereitstellung eines Satzes von in einer Druckmaschine neu aufzulegender Druckformen |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4727807A (en) | 1985-09-30 | 1988-03-01 | Tokyo Kikai Seisakusho | Apparatus for automatically mounting and removing printing plates in rotary printing press |
| US5709150A (en) | 1994-01-17 | 1998-01-20 | Koenig & Bauer-Albert Aktiengesellschaft | Device for assembling, dismantling and transporting easily bent, arc-shaped objects with folded suspension edges |
| US5806431A (en) | 1996-05-24 | 1998-09-15 | Koenig & Bauer-Albert Aktiengesellschaft | Method and apparatus for axially positioning a printing plate |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3584866A (en) * | 1968-05-27 | 1971-06-15 | Ropak Mfg Co | Magnetic conveyor |
| CH610241A5 (de) * | 1977-02-07 | 1979-04-12 | Sisenca Sa | |
| DE7804881U1 (de) * | 1978-02-18 | 1978-08-17 | Hazet-Werk Hermann Zerver Gmbh & Co Kg, 5630 Remscheid | Vorrichtung zum transport scheibenfoermiger gegenstaende |
| DE3724878A1 (de) * | 1987-07-28 | 1989-02-09 | Manfred Klein | Hubsauger fuer eine transporteinrichtung |
| DE4116491C1 (de) * | 1991-05-21 | 1992-06-17 | Heidelberger Druckmaschinen Ag, 6900 Heidelberg, De | |
| DE4214047A1 (de) * | 1992-04-29 | 1993-11-04 | Heidelberger Druckmasch Ag | Halteeinrichtung fuer eine zu verschiebende platte |
| DE4424903C2 (de) * | 1994-01-17 | 1998-08-27 | Koenig & Bauer Albert Ag | Vorrichtung zur Montage, Demontage und Transport von leicht biegbaren, bogenförmigen Gegenständen mit Einhängeabkantungen |
| JP2929508B2 (ja) * | 1994-01-17 | 1999-08-03 | ケーニツヒ ウント バウエル−アルバート アクチエンゲゼルシヤフト | フック縁部を備えた容易にたわみ可能なシート状の対象物の取り付け、取り外し及び搬送のための装置 |
| DE4408025A1 (de) * | 1994-03-10 | 1995-09-14 | Koenig & Bauer Ag | Druckwerk für eine Mehrfarbenrollenrotationsdruckmaschine |
| DE19531024B4 (de) * | 1994-11-16 | 2005-01-27 | Kabushiki Kaisha Tokyo Kikai Seisakusho | Vorrichtung und Verfahren zum Anbringen einer Druckplatte auf einem Plattenzylinder einer Rotationsdruckpresse |
| DE19549707B4 (de) * | 1994-11-16 | 2005-03-03 | Kabushiki Kaisha Tokyo Kikai Seisakusho | Apparat und Verfahren zum Verriegeln einer Druckplatte einer Rotationsdruckpresse |
| JP2691974B2 (ja) * | 1994-11-16 | 1997-12-17 | 株式会社東京機械製作所 | 刷版支持装置及び刷版着脱装置 |
| DE19947221B4 (de) * | 1999-10-01 | 2010-09-30 | Koenig & Bauer Aktiengesellschaft | Druckplattenkassette |
| US6439117B1 (en) * | 2000-05-17 | 2002-08-27 | Heidelberger Druckmaschinen Ag | Printing press with multi-plate plate cylinder |
-
2004
- 2004-05-10 DE DE102004023434A patent/DE102004023434A1/de not_active Withdrawn
-
2005
- 2005-05-06 EP EP05740752A patent/EP1753621B8/de not_active Revoked
- 2005-05-06 WO PCT/EP2005/004937 patent/WO2005110754A1/de active Application Filing
- 2005-05-06 DE DE502005006215T patent/DE502005006215D1/de active Active
- 2005-05-06 AT AT05740752T patent/ATE416921T1/de not_active IP Right Cessation
- 2005-05-06 US US11/596,167 patent/US20080190311A1/en not_active Abandoned
- 2005-05-06 EP EP08170977A patent/EP2080618A3/de not_active Withdrawn
- 2005-05-06 DK DK05740752T patent/DK1753621T3/da active
- 2005-05-06 ES ES05740752T patent/ES2318488T3/es active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4727807A (en) | 1985-09-30 | 1988-03-01 | Tokyo Kikai Seisakusho | Apparatus for automatically mounting and removing printing plates in rotary printing press |
| US5709150A (en) | 1994-01-17 | 1998-01-20 | Koenig & Bauer-Albert Aktiengesellschaft | Device for assembling, dismantling and transporting easily bent, arc-shaped objects with folded suspension edges |
| US5806431A (en) | 1996-05-24 | 1998-09-15 | Koenig & Bauer-Albert Aktiengesellschaft | Method and apparatus for axially positioning a printing plate |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1753621B1 (de) | 2008-12-10 |
| ES2318488T3 (es) | 2009-05-01 |
| DK1753621T3 (da) | 2009-04-14 |
| ATE416921T1 (de) | 2008-12-15 |
| WO2005110754A1 (de) | 2005-11-24 |
| EP1753621B8 (de) | 2009-06-03 |
| DE102004023434A1 (de) | 2005-12-08 |
| EP1753621A1 (de) | 2007-02-21 |
| US20080190311A1 (en) | 2008-08-14 |
| EP2080618A3 (de) | 2010-07-21 |
| DE502005006215D1 (de) | 2009-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1753621B1 (de) | Druckmaschine mit saugvorrichtung, saugvorrichtung und verfahren zum wechseln eines druckbelags | |
| EP1461207B1 (de) | Verfahren zum betrieb eines farbwerkes oder feuchtwerkes in einer druckmaschine | |
| DE102008044228B4 (de) | Druckeinheit mit mindestens einem an ihrer mindestens einen Bedienseite angeordneten Druckformmagazin mit einem diesem Druckformmagazin zugeordneten Formzylinder | |
| DE19804269A1 (de) | Vorrichtung zum Auftragen einer Flüssigkeit auf einen Bedruckstoffbogen, insbesondere Druck, oder Lackierwerk, in einer Bogenrotationsdruckmaschine | |
| WO2008025584A1 (de) | Formzylinder einer druckmaschine mit mehreren in seiner axialrichtung aufeinander folgenden abschnitten an seiner mantelfläche sowie druckwerk mit diesem formzylinder | |
| EP1542873B1 (de) | Zylinder einer druckmaschine | |
| WO2008064960A1 (de) | Verfahren zum betreiben einer druckeinheit mit mindestens einem druckwerk und ein druckwerk zur durchführung des verfahrens | |
| EP1050407A1 (de) | Reinigungsvorrichtung für die graphische Industrie | |
| EP1530516B1 (de) | Vorrichtungen zum andrücken eines aufzugs an einen zylinder einer druckmaschine | |
| WO2004020203A1 (de) | Verfahren zum wechseln mindestens einer druckform und druckmaschine mit mehreren formzylindern | |
| DE102011109085A1 (de) | Bogenstanz- und/oder - prägestation mit druckluftbetätigtem Schließrahmen | |
| EP2323850B1 (de) | Farbwerk einer druckmaschine | |
| EP1530514A1 (de) | Verfahren und vorrichtung zum montieren eines aufzugs auf einem zylinder einer druckmaschine | |
| EP3615338B1 (de) | Druckwerk zum bedrucken bogenförmigen bedruckstoffs, blechdruckmaschine mit einem derartigen druckwerk sowie verfahren zum aufziehen von aufzügen auf druckwerkzylindern eines druckwerks einer bogenverarbeitenden druckmaschine | |
| DE102007000918A1 (de) | Bremsvorrichtung zum Bogenbremsen an einer Bogendruckmaschine | |
| DE102017207050A1 (de) | Druckwerk zum Bedrucken bogenförmigen Bedruckstoffs sowie Blechdruckmaschine mit einem derartigen Druckwerk | |
| DE102006050568B3 (de) | Vorrichtung zum Andrücken eines Aufzugs an einen Zylinder | |
| DE102017207052B4 (de) | Vorrichtung zum Aufziehen eines Aufzuges auf einem Druckwerkszylinder eines Druckwerks und Vorrichtung zum Wechseln eines Aufzuges an einem Druckwerkzylinder | |
| EP2415604B1 (de) | Vorrichtung zum Abführen einer Druckform von einem Formzylinder einer Druckeinheit | |
| EP2415603B1 (de) | Zuführeinrichtung zum Zuführen einer zumindest an ihrem in Produktionsrichtung vorlaufenden Ende eine einen abgekanteten Einhängeschenkel aufweisende Druckform zu einem Formzylinder einer Druckeinheit | |
| DD215277A1 (de) | Pressroller | |
| DE102008044227A1 (de) | Verfahren und Vorrichtung zur Übergabe mindestens einer Druckform von einer ersten Speichereinrichtung an eine zweite Speichereinrichtung | |
| WO1991008109A1 (de) | Bogenrotationsoffsetdruckmaschine | |
| EP1964677A2 (de) | Vorrichtung mit mehreren selektiv betätigbaren Funktionseinheiten | |
| EP1900525A2 (de) | Vorrichtung zum Montieren einer Druckform auf einen Formzylinder einer Druckmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20081208 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1753621 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41F 27/00 20060101AFI20100616BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B41F 27/00 20060101AFI20110316BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: DENNSTEDT, WOLFGANG Inventor name: ZAHND, ANDREAS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20111201 |