EP1982942A1 - Procédé d'embobinage de bande - Google Patents
Procédé d'embobinage de bande Download PDFInfo
- Publication number
- EP1982942A1 EP1982942A1 EP08013213A EP08013213A EP1982942A1 EP 1982942 A1 EP1982942 A1 EP 1982942A1 EP 08013213 A EP08013213 A EP 08013213A EP 08013213 A EP08013213 A EP 08013213A EP 1982942 A1 EP1982942 A1 EP 1982942A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- laying
- ratio
- winding
- spool
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
- B65H54/74—Driving arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/38—Arrangements for preventing ribbon winding ; Arrangements for preventing irregular edge forming, e.g. edge raising or yarn falling from the edge
- B65H54/381—Preventing ribbon winding in a precision winding apparatus, i.e. with a constant ratio between the rotational speed of the bobbin spindle and the rotational speed of the traversing device driving shaft
- B65H54/383—Preventing ribbon winding in a precision winding apparatus, i.e. with a constant ratio between the rotational speed of the bobbin spindle and the rotational speed of the traversing device driving shaft in a stepped precision winding apparatus, i.e. with a constant wind ratio in each step
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/37—Tapes
Definitions
- the invention relates to a method for winding a continuously fed tape on a spool while rotating the spool and reciprocating the tape by means of a traversing device over the entire length of the spool at a laying angle, each time the spool diameter has increased by a bestimmmten value , the laying ratio, that is the ratio between the reel speed and the reciprocating motion (double stroke) of the traversing device, is changed stepwise.
- Such a method for winding a continuously fed tape is referred to in the art as "stepped precision winding" and is for example from the DE 41 12 768 A , of the DE 42 23 271 C1 and the EP 0 561 188 the latter gives a detailed overview of various types of coil shapes.
- the winding of the tape takes place in winding machines on cylindrical or conical coil cores, wherein the feed rate of the tape is relatively constant on the spool core, as given by the winder upstream banding machines.
- the laying angle ⁇ is set.
- a stepped precision winding is a hybrid of two basic winding methods of how the fed tape can be wound on a spool core, namely the "wild winding” and the "precision winding".
- V variable laying ratio
- An advantage of the wild winding is the simple structure of the necessary for their production winding machine, which in Fig. 3 is shown in side view and plan view. This may in the simplest case comprise a motor 10 which drives a drive roller 11, which in turn acts on the circumference of the spool 12 and drives it at a constant peripheral speed, so that the belt 19 is wound at a constant linear speed.
- the winding spindle 18 of the spool 12 may be free-running.
- the motor 10 drives a traversing mechanism 13 via a transmission gear, consisting of pulleys 15, 16 and a belt 17 running over the two pulleys, so that the traversing belt guide 14, through which the belt 19 runs, moves at a constant lifting speed (traversing stroke). and moved.
- a transmission gear consisting of pulleys 15, 16 and a belt 17 running over the two pulleys
- the precision winding in turn is characterized by a constant installation ratio over the entire growing coil diameter, which in turn means that the laying angle decreases with increasing coil diameter.
- a precision winding with a laying ratio V 35 entered as a straight line.
- the advantage of precision winding is the achievement of a coil with constant packing density of the strip material on the coil independent of the coil diameter.
- the disadvantage of the precision winding is that - starting from an initial laying angle at the beginning of winding the strip material on an empty bobbin - the laying angle with increasing bobbin diameter is ever smaller and eventually so small (it theoretically approaches zero), that the winding is unstable becomes.
- the structure of a winding machine for generating a precision winding is in Fig.
- This winder comprises a motor 20 which rotates a winding spindle 21.
- a winding spindle 21 On the winding spindle 21 is rotatably a coil core 26, on which a tape 27 is wound to form a coil 22.
- a traversing device 23 is connected via a spur gear 25 with the winding spindle 21.
- the traversing device 23 has rotational / translational means, not shown, for reciprocating the traversing belt guide 24 in traversing strokes. Due to the direct rotary drive of the winding spindle 21, the speed of the motor 20 must be steadily reduced with increasing diameter of the forming coil 22, since the réellespulende tape is fed from a banding device with a constant linear velocity.
- stepped precision winding has been proposed in the past.
- This winding method is based on the idea that the laying ratio between predefined limit diameters of a bobbin is kept constant and is gradually changed to a different value when a respective limit diameter is reached, the values of the laying ratios being chosen such that a graph of the laying ratio over the bobbin diameter is approximately follows the graph of a wild winding for a given laying angle.
- the advantage of stepped precision winding is that, on the one hand, "image windings" are avoided, since the abrupt change in the laying ratio represents a "picture disturbance measure".
- the laying angle is not much smaller than the initial laying angle even with increasing coil diameter.
- any irregularity of the coil structure can have fatal consequences that lead as the least effect to the breakage of the tape when pulling off the coil, in the worst case, the destruction of a part of the machine , Such damage is caused by imbalance on irregular coils, by vibration of the bands during peeling, which gradually alsschaukelt, etc. Furthermore, irregular coils heat quickly when pulling off the tapes and thereby lead to fatigue and weakening of the strip material, especially if it is is about stretched plastic tape.
- the present invention provides such an improved stepped precision winding method, which is characterized in that the stepwise change of the laying ratio changes it by substantially integral steps.
- the reason for unsatisfactory buildup of coils in stepped precision winding is the sudden change in the layer pattern of the tapes resulting from the stepwise change in the laying ratio, which is a discontinuity for the overall structure of the coil. In the worst case, these altered layer images accumulate and lead to the mentioned irregularities or uneven packing density.
- the layer pattern remains essentially unchanged even after the stepwise change of the laying ratio, so that a coil with an outstanding construction, ie a regular appearance and a high packing density, results.
- a gradual change in the laying ratio by substantially integral steps should be understood to mean that the fractional part of the laying ratio changes at most by 0.1, preferably at most 0.03, more preferably at most 0.01 at each change.
- each time the ratio is changed the fractional part of this ratio is changed to the extent that there is a constant partial coverage with an underlying band track, as will be explained below with reference to an example. This achieves a very stable coil construction.
- laying ratio i. a laying ratio without comma
- picture windings set on the coil In order to exclude image windings which render the coil structure unstable, it is further proposed according to the invention to select the laying conditions such that their fractional part is at least two digits.
- coils with plastic tapes it is preferred for coils with plastic tapes to choose the laying ratios close to 0 or 0.50 or 0.33 or 0.25, whereby the reversal points of the tape at the end of the coil after one, two, three or four double strokes of the traversing belt guide come close to each other again.
- the laying ratio can each be changed so that results in a forward or backward tape laying or is maintained.
- the coil is driven by its own engine and the traversing device also by its own motor and the change of the installation ratio electronically by gradually changing the ratio of the speeds of both motors to each other.
- motors that are constructed as three-phase drives with frequency converter, or as DC drives.
- the current coil diameter can be calculated with high precision from a nominal / actual comparison of linear belt speed and coil speed.
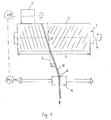
- a winding machine for carrying out the method according to the invention which in Fig. 1 is shown in simplified form, has at least one, but usually a plurality of drivable winding spindles 1 in a pivot bearing.
- a non-illustrated spool core is rotatably attached, is wound onto the strip material 5.
- the strip material 5 is fed at substantially constant linear velocity from a banding device.
- banding devices are known per se and not part of the invention, so that no further explanation is required.
- Each winding spindle 1 or the tape spool 2 which builds up on the spool core is rotated by a contact roller 3, which is rotatable about its own axis and is in circumferential contact with the spool 2 and is driven by a motor M1. Furthermore, a reciprocating over the length of the winding spindle reciprocating device 4 is provided, which has a loop-shaped traversing belt guide 6, through which the tape 5 passes and which the band 5 in a laying angle ⁇ on the coil 2 supplies.
- the laying angle ⁇ is defined as the angle between the supplied belt 5 and a normal S on the coil axis A.
- the winding length L is that axial length in which the winding spindle 1 is wound with the belt 5.
- the Bewicklungsle L corresponds to the coil length and two Bewicklungsdorfn represent the length of a double stroke of the traversing device 4.
- the winder is operated in a stepped precision winding process. This means that, starting from a start laying angle when winding the tape onto a spool core, a certain laying ratio is initially maintained (as a result of which the laying angle changes). When the diameter of the bobbin reaches a predetermined value, the laying ratio is gradually set to a new value, and this in turn is maintained until the bobbin diameter is increased to another predetermined value, whereupon the laying ratio is again set to a new value stepwise.
- the adjustment of the laying ratio is made by an "electronic gear", that is, an electronic control of the ratio of the speeds of the motor 2 driving the coil 2 and a motor M2 reciprocating the traversing device 4.
- the virtual “gear ratio" of the two engines becomes electronic When reaching a certain diameter again and again gradually changed by the traversing M2 is given a changed speed.
- the drives M1, M2 are preferably three-phase drives with frequency converter, or DC drives.
- the instantaneous bobbin diameter is calculated, for example, from a nominal / actual comparison of the thread linear speed and the bobbin rotational speed.
- Fig. 2 shows the graph SPW the step-shaped course in the step precision winding, according to the invention, the laying ratio is changed stepwise by substantially integral steps.
- the change in the laying ratio is only after every 10 mm bobbin diameter increase, from 125 mm bobbin diameter only every 15 mm bobbin diameter increase, and finally from 155 mm bobbin diameter only every 20 mm bobbin diameter increase.
- Table 1 shows the winding ratios of the graph SPW, wherein in column 1 the respective coil diameters are indicated, in which a change in the laying ratio to the values in column 2 takes place.
- Column 3 shows the advance percentage of the laying ratio, which indicates how many complete revolutions the coil performs per double stroke of the traversing device.
- Column 4 shows the fractional part of the laying ratio, from which the offset angle shown in column 6 can be calculated, which indicates by how many degrees the reversal point of the belt is offset after a double stroke of the traversing device with respect to the previous reversal point.
- Column 5 shows the post-decimal difference between successive laying ratios. It can be seen that this difference in the decimal point is in the thousandth range, ie, that the changes in the installation ratio are substantially integer.
- the fractional part of all laying conditions was chosen so that at least two decimal places are provided in each case; in fact, the laying conditions, with the exception of the coil diameter of 125 mm, even have three decimal places.
- the fractional part is close to 0.5 (actually between 0.557 and 0.514), so that after two double strokes of the traversing device the point of reversal of the belt comes to lie again close to the previous reversal point.
- Further preferred value ranges for the fractional part of the laying ratio are close to 0 or 0.33 or 0.25. However, none of these values should themselves be used, since otherwise image windings would occur with each double stroke or after three or four double strokes of the traversing device.
- Fig. 5 schematically shows a coil 2 from the front side, which consists of strip material which is wound on a spool core 8 with a Verlegeparty having a decimal portion of slightly more than 0.25, for example, 0.26. From this an offset angle of just over 90 ° can be calculated.
- the band material is deposited on the bobbin on each double stroke of the traversing device so that the reversal point shifts by approximately 90 ° on the circumference of the coil, resulting in a sequence of reversal points 30 ⁇ 31 ⁇ 32 ⁇ 33 ⁇ 34 results as shown by the dashed arrows. It can be seen that the reversal point 34 is close to the reversal point 30, ie that after four double strokes of the traversing device, the band layers come to lie next to one another.
- FIGS. 6 to 9 When winding tapes on spools, the following configurations of superimposed tape tracks may result in the FIGS. 6 to 9 are shown. These configurations depend on the laying ratio, the laying angle ⁇ , the width b of the tapes 5 and their axial offset d.
- Fig. 6 The bands lie exactly edge to edge.
- Fig. 7 The bands are in between with a gap.
- FIGS. 8 and 9 The band tracks partially overlap, as is preferred according to the invention. This results in Fig. 8 a reverse-running conveyor belt laying and in Fig. 9 a forward belt conveyor.
- the skilled person can determine the required laying ratio V from a desired offset d.
- the offset d In practice, it has proven useful for a construction of a coil with excellent stability, the offset d to be chosen so that an overlap of the ribbon of about a 1 ⁇ 2 ribbon width b sets (see FIGS. 8 and 9 ).
- a negative sign of the offset means "forward" routing.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Winding Of Webs (AREA)
- Winding Filamentary Materials (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0077003A AT502782B1 (de) | 2003-05-19 | 2003-05-19 | Bandaufwickelverfahren |
| EP04731851A EP1625091B2 (fr) | 2003-05-19 | 2004-05-10 | Procede de bobinage de bande |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04731851A Division EP1625091B2 (fr) | 2003-05-19 | 2004-05-10 | Procede de bobinage de bande |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1982942A1 true EP1982942A1 (fr) | 2008-10-22 |
Family
ID=33437390
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04731851A Expired - Lifetime EP1625091B2 (fr) | 2003-05-19 | 2004-05-10 | Procede de bobinage de bande |
| EP08013213A Withdrawn EP1982942A1 (fr) | 2003-05-19 | 2004-05-10 | Procédé d'embobinage de bande |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04731851A Expired - Lifetime EP1625091B2 (fr) | 2003-05-19 | 2004-05-10 | Procede de bobinage de bande |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US7762491B2 (fr) |
| EP (2) | EP1625091B2 (fr) |
| CN (1) | CN100503407C (fr) |
| AR (1) | AR044354A1 (fr) |
| AT (2) | AT502782B1 (fr) |
| BR (1) | BRPI0410774A (fr) |
| CL (1) | CL2004001073A1 (fr) |
| DE (1) | DE502004008321D1 (fr) |
| EG (1) | EG23976A (fr) |
| MX (1) | MXPA05012075A (fr) |
| RU (1) | RU2309108C2 (fr) |
| WO (1) | WO2004101415A1 (fr) |
| ZA (1) | ZA200508822B (fr) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2382483T3 (es) * | 2006-09-06 | 2012-06-08 | Mitsubishi Rayon Co., Ltd. | Paquete de fibra de carbono y método para fabricar dicho paquete |
| DE102008008083A1 (de) * | 2008-01-28 | 2009-07-30 | Wilhelm Stahlecker Gmbh | Verfahren und Vorrichtung zum Herstellen von Kreuzwickelspulen |
| BR112013014870B8 (pt) * | 2010-12-22 | 2021-04-06 | Pirelli | método para controlar o armazenamento de um elemento semiacabado elementar, e, dispositivo de armazenamento e alimentação para um elemento semiacabado elementar |
| JP2012250810A (ja) * | 2011-06-02 | 2012-12-20 | Murata Machinery Ltd | 糸巻取装置 |
| CN102437366B (zh) * | 2011-12-09 | 2014-04-16 | 上海步科自动化股份有限公司 | 一种电池卷绕装置及其卷绕控制方法 |
| WO2014075072A1 (fr) | 2012-11-12 | 2014-05-15 | Gonzalez Juan Alberto Galindo | Ensemble fil et câble |
| CZ304508B6 (cs) * | 2013-12-23 | 2014-06-04 | Technická univerzita v Liberci | Převíjecí zařízení |
| JP6267580B2 (ja) * | 2014-05-14 | 2018-01-24 | Tmtマシナリー株式会社 | 糸巻取装置及びマーキング形成方法 |
| WO2018062375A1 (fr) * | 2016-09-29 | 2018-04-05 | 日立金属株式会社 | Bobine de ruban métallique et son procédé de fabrication |
| ES2872075T3 (es) | 2018-07-17 | 2021-11-02 | Starlinger & Co Gmbh | Dispositivo de enrollado de cintas |
| WO2020075383A1 (fr) * | 2018-10-09 | 2020-04-16 | Tmtマシナリー株式会社 | Dispositif d'enroulement de fil et procédé d'enroulement de fil |
| JP7361569B2 (ja) * | 2019-10-29 | 2023-10-16 | 宇部エクシモ株式会社 | 巻糸パッケージ及びその製造方法 |
| CN111142206A (zh) * | 2020-02-26 | 2020-05-12 | 西安西古光通信有限公司 | 一种光缆阻水带绕包装置及其使用方法 |
| CN112125057B (zh) * | 2020-10-15 | 2021-07-16 | 浙江正洪纺织科技股份有限公司 | 一种智能制造的防止纱线松散且能调整张力的收卷装置 |
| CN114715723B (zh) * | 2022-02-21 | 2024-12-27 | 浙江精工集成科技股份有限公司 | 用于碳纤维卷绕成型的收丝装置及碳纤维卷绕成型方法 |
| CN116135760B (zh) * | 2023-04-14 | 2023-06-23 | 广东包庄科技有限公司 | 一种收卷优化方法、装置、电子设备及存储介质 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2032929A5 (fr) * | 1969-03-07 | 1970-11-27 | Sarcem Productions Sa | |
| JPS6194975A (ja) * | 1985-09-27 | 1986-05-13 | Tanaka Seiki Kk | 巻線機におけるトラバース速度制御装置 |
| EP0194524A2 (fr) * | 1985-03-05 | 1986-09-17 | B a r m a g AG | Procédé de bobinage |
| DE3920374A1 (de) * | 1989-06-22 | 1991-01-03 | Schlafhorst & Co W | Verfahren und wickeleinrichtung zum herstellen einer kreuzspule mit stufenpraezisionswicklung |
| DE4112768A1 (de) | 1991-04-19 | 1992-10-22 | Hacoba Textilmaschinen | Verfahren zum wickeln von kreuzspulen |
| DE4223271C1 (fr) | 1992-07-17 | 1993-06-24 | Neumag - Neumuenstersche Maschinen- Und Anlagenbau Gmbh, 2350 Neumuenster, De | |
| EP0561188A1 (fr) | 1992-03-16 | 1993-09-22 | Georg Sahm Gmbh & Co. Kg | Procédé pour le bobinage en enroulement croisé de précision d'un matériau en forme de bande ou de fil |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3638872A (en) * | 1968-03-28 | 1972-02-01 | Du Pont | Process for winding a yarn package |
| CH603469A5 (fr) † | 1975-11-05 | 1978-08-15 | Rieter Ag Maschf | |
| DE3049573A1 (de) * | 1980-12-31 | 1982-07-29 | Fritjof Dipl.-Ing. Dr.-Ing. 6233 Kelkheim Maag | Vorrichtung zur herstellung von garnspulen |
| US4394986A (en) † | 1981-05-13 | 1983-07-26 | Toray Industries, Inc. | Yarn winding apparatus |
| US4504021A (en) † | 1982-03-20 | 1985-03-12 | Barmag Barmer Maschinenfabrik Ag | Ribbon free wound yarn package and method and apparatus for producing the same |
| US4504024A (en) * | 1982-05-11 | 1985-03-12 | Barmag Barmer Maschinenfabrik Ag | Method and apparatus for producing ribbon free wound yarn package |
| DE3627879C2 (de) * | 1986-08-16 | 1995-09-28 | Barmag Barmer Maschf | Verfahren zum Aufwickeln von Fäden |
| SU1601059A1 (ru) * | 1988-05-05 | 1990-10-23 | Ташкентский Институт Текстильной И Легкой Промышленности | Способ намотки нити |
| IT1227912B (it) * | 1988-12-23 | 1991-05-14 | Savio Spa | Procedimento ed apparecchio per pilotare la distribuzione del filo sull'impacco in formazione in un gruppo di raccolta per fili sintetici |
| DE3918846A1 (de) * | 1989-06-09 | 1990-12-13 | Maag Fritjof | Praezisionskreuzspule, verfahren zu deren herstellung und spuleinrichtung dafuer |
| WO1998033735A1 (fr) * | 1997-02-05 | 1998-08-06 | Plant Engineering Consultants, Inc. | Procede et appareil de bobinage de precision |
| DE19817111A1 (de) † | 1997-04-24 | 1998-11-05 | Barmag Barmer Maschf | Verfahren zum Aufwickeln eines Fadens zu einer zylindrischen Kreuzspule |
-
2003
- 2003-05-19 AT AT0077003A patent/AT502782B1/de not_active IP Right Cessation
-
2004
- 2004-05-10 BR BRPI0410774-8A patent/BRPI0410774A/pt not_active Application Discontinuation
- 2004-05-10 ZA ZA200508822A patent/ZA200508822B/en unknown
- 2004-05-10 CN CNB2004800138622A patent/CN100503407C/zh not_active Expired - Fee Related
- 2004-05-10 RU RU2005139552/12A patent/RU2309108C2/ru not_active IP Right Cessation
- 2004-05-10 EP EP04731851A patent/EP1625091B2/fr not_active Expired - Lifetime
- 2004-05-10 EP EP08013213A patent/EP1982942A1/fr not_active Withdrawn
- 2004-05-10 MX MXPA05012075A patent/MXPA05012075A/es active IP Right Grant
- 2004-05-10 AT AT04731851T patent/ATE411964T1/de not_active IP Right Cessation
- 2004-05-10 WO PCT/AT2004/000162 patent/WO2004101415A1/fr not_active Ceased
- 2004-05-10 DE DE502004008321T patent/DE502004008321D1/de not_active Expired - Lifetime
- 2004-05-10 US US10/557,752 patent/US7762491B2/en not_active Expired - Fee Related
- 2004-05-14 AR ARP040101671A patent/AR044354A1/es active IP Right Grant
- 2004-05-17 CL CL200401073A patent/CL2004001073A1/es unknown
-
2005
- 2005-11-15 EG EGNA2005000729 patent/EG23976A/xx active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2032929A5 (fr) * | 1969-03-07 | 1970-11-27 | Sarcem Productions Sa | |
| EP0194524A2 (fr) * | 1985-03-05 | 1986-09-17 | B a r m a g AG | Procédé de bobinage |
| JPS6194975A (ja) * | 1985-09-27 | 1986-05-13 | Tanaka Seiki Kk | 巻線機におけるトラバース速度制御装置 |
| DE3920374A1 (de) * | 1989-06-22 | 1991-01-03 | Schlafhorst & Co W | Verfahren und wickeleinrichtung zum herstellen einer kreuzspule mit stufenpraezisionswicklung |
| DE4112768A1 (de) | 1991-04-19 | 1992-10-22 | Hacoba Textilmaschinen | Verfahren zum wickeln von kreuzspulen |
| EP0561188A1 (fr) | 1992-03-16 | 1993-09-22 | Georg Sahm Gmbh & Co. Kg | Procédé pour le bobinage en enroulement croisé de précision d'un matériau en forme de bande ou de fil |
| DE4223271C1 (fr) | 1992-07-17 | 1993-06-24 | Neumag - Neumuenstersche Maschinen- Und Anlagenbau Gmbh, 2350 Neumuenster, De |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004101415A1 (fr) | 2004-11-25 |
| EP1625091A1 (fr) | 2006-02-15 |
| HK1092446A1 (zh) | 2007-02-09 |
| CN100503407C (zh) | 2009-06-24 |
| AR044354A1 (es) | 2005-09-07 |
| DE502004008321D1 (de) | 2008-12-04 |
| US20070164145A1 (en) | 2007-07-19 |
| EP1625091B1 (fr) | 2008-10-22 |
| MXPA05012075A (es) | 2006-02-22 |
| RU2309108C2 (ru) | 2007-10-27 |
| ZA200508822B (en) | 2007-07-25 |
| AT502782A1 (de) | 2007-05-15 |
| CN1802301A (zh) | 2006-07-12 |
| EP1625091B2 (fr) | 2011-09-07 |
| EG23976A (en) | 2008-02-25 |
| ATE411964T1 (de) | 2008-11-15 |
| AT502782B1 (de) | 2008-07-15 |
| BRPI0410774A (pt) | 2006-06-27 |
| CL2004001073A1 (es) | 2005-03-18 |
| RU2005139552A (ru) | 2006-06-10 |
| US7762491B2 (en) | 2010-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1625091B1 (fr) | Procede de bobinage de bande | |
| DE3332382C2 (fr) | ||
| DE68907875T2 (de) | Verfahren zum Kontrollieren der Fadenführung auf einem Wickel in einer Aufspulvorrichtung für synthetische Fäden. | |
| DE2649780A1 (de) | Wickelmaschine fuer textilgarne mit reibwalzenantrieb der kreuzspule | |
| EP0256411B1 (fr) | Méthode pour embobiner des fils | |
| EP0256383B1 (fr) | Méthode pour embobiner des fils | |
| DE3401530A1 (de) | Praezisionsspule, sowie verfahren und vorrichtung zu deren herstellung | |
| EP1600414B1 (fr) | Procédé et dispositif de bobinage pour une machine textile produisant des bobines à spires croisées | |
| EP1175364B1 (fr) | Procede et dispositif pour enrouler un fil continu | |
| EP2595907B1 (fr) | Procédé de fabrication d'une bobine textile et poste de travail pour mettre en oeuvre le procédé | |
| DE69114151T2 (de) | Apparat zum Aufwickeln von Spulen aus mehrsträngigen Kabeln. | |
| EP0055849A2 (fr) | Procédé et dispositif de bobinage de fil | |
| EP1151950A2 (fr) | Procédé de fonctionnement d'une machine textile pour la fabrication de bobines à spires croisées | |
| WO2007057109A1 (fr) | Procede pour eviter l'enroulage en ruban | |
| EP1514824B1 (fr) | Bobine croiséé et procédé pour la fabrication d'une telle bobine | |
| DE112004000172B4 (de) | Garnwickelverfahren und Garnwickelvorrichtung | |
| EP0710616A1 (fr) | Procédé et dispositif pour enrouler des fils | |
| EP1481930B1 (fr) | Enrouleuse | |
| DE102008032654A1 (de) | Verfahren und Vorrichtung zur Bildstörung beim Aufwickeln eines Fadens | |
| EP1125879A2 (fr) | Dispositif pour la formation d'une réserve de fil et/ou d'un enroulement décalé | |
| DE4024218A1 (de) | Verfahren und einrichtung zum herstellen einer kreuzspule | |
| DE2406641A1 (de) | Aufwickelvorrichtung mit automatischem wechsel von huelsen | |
| EP1222133A2 (fr) | Procede et dispositif pour enrouler un fil sur une bobine | |
| EP0401781A1 (fr) | Bobine croisée enroulée avec précision, méthode pour la production et dispositif à cet effet | |
| DE69317108T2 (de) | Aufwickelmaschine für viele fäden |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080723 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1625091 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20090423 |