EP1862214A2 - Verfahren und Vorrichtung zur Beleimung von Fasern im Bereich eines Blasrohrs - Google Patents
Verfahren und Vorrichtung zur Beleimung von Fasern im Bereich eines Blasrohrs Download PDFInfo
- Publication number
- EP1862214A2 EP1862214A2 EP07010867A EP07010867A EP1862214A2 EP 1862214 A2 EP1862214 A2 EP 1862214A2 EP 07010867 A EP07010867 A EP 07010867A EP 07010867 A EP07010867 A EP 07010867A EP 1862214 A2 EP1862214 A2 EP 1862214A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- fibers
- component
- binder
- constriction
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N1/00—Pretreatment of moulding material
- B27N1/02—Mixing the material with binding agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F25/00—Flow mixers; Mixers for falling materials, e.g. solid particles
- B01F25/30—Injector mixers
- B01F25/31—Injector mixers in conduits or tubes through which the main component flows
- B01F25/313—Injector mixers in conduits or tubes through which the main component flows wherein additional components are introduced in the centre of the conduit
- B01F25/3131—Injector mixers in conduits or tubes through which the main component flows wherein additional components are introduced in the centre of the conduit with additional mixing means other than injector mixers, e.g. screens, baffles or rotating elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F25/00—Flow mixers; Mixers for falling materials, e.g. solid particles
- B01F25/40—Static mixers
- B01F25/42—Static mixers in which the mixing is affected by moving the components jointly in changing directions, e.g. in tubes provided with baffles or obstructions
- B01F25/43—Mixing tubes, e.g. wherein the material is moved in a radial or partly reversed direction
- B01F25/433—Mixing tubes wherein the shape of the tube influences the mixing, e.g. mixing tubes with varying cross-section or provided with inwardly extending profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F25/00—Flow mixers; Mixers for falling materials, e.g. solid particles
- B01F25/40—Static mixers
- B01F25/42—Static mixers in which the mixing is affected by moving the components jointly in changing directions, e.g. in tubes provided with baffles or obstructions
- B01F25/43—Mixing tubes, e.g. wherein the material is moved in a radial or partly reversed direction
- B01F25/433—Mixing tubes wherein the shape of the tube influences the mixing, e.g. mixing tubes with varying cross-section or provided with inwardly extending profiles
- B01F25/4335—Mixers with a converging-diverging cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F25/00—Flow mixers; Mixers for falling materials, e.g. solid particles
- B01F2025/91—Direction of flow or arrangement of feed and discharge openings
- B01F2025/913—Vortex flow, i.e. flow spiraling in a tangential direction and moving in an axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F23/00—Mixing according to the phases to be mixed, e.g. dispersing or emulsifying
- B01F23/20—Mixing gases with liquids
- B01F23/21—Mixing gases with liquids by introducing liquids into gaseous media
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F23/00—Mixing according to the phases to be mixed, e.g. dispersing or emulsifying
- B01F23/50—Mixing liquids with solids
- B01F23/57—Mixing high-viscosity liquids with solids
Definitions
- the invention relates to a process for the gluing of fibers with at least one component of a binder for the production of moldings from the glued with the binder fibers, in particular fiberboard, with the features of the preamble of independent claim 1 and an apparatus for performing a Such method having the features of the preamble of independent claim 8.
- a critical issue in the production of molded articles from binder-bonded fibers is the sizing of the fibers, i. H. the application of the binder to the fibers because, especially with a large relative surface area of the fibers and a small amount of binder, which is cost-prohibitive, it is difficult to evenly distribute the relatively small amount of binder over the fibers.
- This problem is particularly evident in the production of medium-density fiberboard, i. so-called MDF boards, come to light.
- MDF boards medium-density fiberboard
- the gluing of the fibers took place in so-called tray mixers, but fiber agglomerates and caking occurred, which resulted in uneven fiber gluing. This was especially evident in an undesirable formation of glue spots on the surfaces of the finished fiberboard.
- the uneven Faserbeleimung does not occur when, as in a method having the features of the preamble of independent claim 1 or in a device with the features of the preamble of independent claim 8, the gluing of the fibers in the blowpipe takes place.
- the binder is sprayed onto the fibers, that is sprayed through a nozzle, while suspended in water vapor from a refiner through the blowpipe to a Dryer be led.
- the water vapor suspending the fibers is formed in the transfer of the fibers from the refiner, in which they were digested under the action of moisture and elevated pressure and temperature from a starting material, with partial relaxation of the increased pressure in the blowpipe are passed.
- the partial relaxation of the pressure leads, in addition to the desired separation of the fibers by way of a pressure disintegration, also to an evaporation of the moisture from the digestion to water vapor.
- the dryer following the blowpipe is used to adjust the fiber moisture to a desired residual dimension.
- the turbulence in the blowpipe and at the exit of the blower pipe discharging into the dryer provide a thorough mixing of the fibers which results in a sufficiently even distribution of the binder over the entirety of the fibers. In a Blasrohrbeleimung occur accordingly no glue spots on the fiberboard produced.
- a disadvantage of the known Blasrohrbeleimung is the increased consumption of binder, which is about 11 to 13% binder / atro fibers above the binder consumption of Trogmischerbeleimung of about 9 to 11%, if the same mechanical properties of the fiberboards produced are achieved.
- binder which is about 11 to 13% binder / atro fibers above the binder consumption of Trogmischerbeleimung of about 9 to 11%
- a method having the features of the preamble of independent claim 1 and an apparatus having the features of independent claim 8 are known in which a mixing work performed by the hydrogen suspension of the fibers flowing through statically arranged mixing tools is monitored and set to a minimum value becomes.
- This minimum amount of mixing work ensures minimum mixing of the fibers during or after the binder is applied to them.
- the binder consumption To reduce this, because the quality of the gluing and thus also the quality of the fiberboard depending on the gluing of the fibers is stabilized and it is therefore possible to dispense with binder surcharges to ensure a certain minimum quality over quality variations.
- a substantial reduction of the binder consumption is not achieved by basically maintaining the usual pressure curve over the blowpipe.
- an apparatus for continuously mixing relatively small amounts of a finely divided component with a carrier moved by an air flow is known. It is provided that the carrier moved by the air flow passes through a mixing tube to which a spraying device is assigned.
- the nozzles can be arranged on the axis of the mixing tube and aligned in the conveying direction through the mixing tube.
- the mixing tube may be formed narrowed in the region of the spray nozzle. Specifically, it is about the gluing of Spangut, wherein for generating the air flow through the support tube, a fan is provided.
- the Blasrohrbeleimung of fibers also deals with the DE 1 632 450 A Not.
- the invention has for its object to provide a method having the features of the preamble of independent claim 1 and an apparatus having the features of the preamble of independent claim 8, with which despite gluing the Fibers in the area of the blowpipe a significant savings in binder with constant quality of the molded body produced over known methods of gluing in the blowpipe is possible.
- the object of the invention is achieved by a method having the features of independent claim 1 and by an apparatus having the features of independent claim 8.
- Preferred embodiments of the new method are described in the dependent claims 2 to 7, while the dependent claims 9 to 13 relate to preferred embodiments of the new device.
- fibers can also be glued with the method according to the invention or the apparatus according to the invention in order to produce other shaped bodies by curing the binder from the glued fibers.
- the fibers suspended in the water vapor are passed through a nozzle-shaped constriction of the blow tube, wherein the component of the binder is sprayed onto the fibers in the region of the constriction on the axis of the blow tube in the main direction of movement of the fibers.
- the component of the binder is sprayed onto the fibers from behind as they pass through the throat of the blowpipe.
- the component of the binder Due to the fine atomization of the component of the binder coupled with the strong mixing of the atomized component of the binder with the fibers, the component of the binder is very finely and evenly distributed over the fibers. This very favorable fine distribution of the component of the binder makes it possible to significantly reduce the binder consumption without sacrificing the quality of the molded body produced compared to known methods for gluing the fibers in the blowpipe. It should be noted that a reduction of the binder consumption of only one percentage point binder / atro fibers, for example, in the production of medium-density fiberboard already means a very significant cost reduction.
- the nozzle-shaped constriction of the blower tube according to the invention can already be provided at the outlet of the refiner releasing the fibers under pressure release into the blowpipe and there even replace a possibly existing valve, which is referred to in the prior art as a blow valve.
- the nozzle-shaped constriction may also be provided at the other end of the blowpipe, d. H. at the entrance of the adjoining the blower dryer.
- the suspension of the fibers suspended in the steam together with the component of the binder is injected into the dryer.
- occurring at the entrance of the dryer pressure release of the steam suspension can be used for additional mixing of the component of the binder with the fibers.
- the gluing of the fibers with the component of the binder can also be done at any other point of the blowpipe and especially where in the course of the blow tube in conventional methods, the gluing of the fibers.
- the component of the binder viewed in the direction of movement of the fibers, is sprayed onto the fibers shortly after the narrowest point of the narrowing.
- the constriction of the blowpipe including a nozzle used for injecting the component of the binder, may be designed to result in the arrangement of a two-fluid nozzle with external mixing in which the hydrogen suspension of the fibers forms the conveying or atomizing medium from which the component of the binder is atomized.
- a very fine atomization of the component of the binder is achieved without an additional conveying or atomizing medium when the component is sprayed on is used on the fibers.
- a well-suited atomizing medium under suitable pressure is available in more than sufficient amount for the fine atomization of the component of the binder.
- the component of the binder may even be comparatively viscous. However, if required, it can also be adjusted with a suitable solvent to a viscosity which is favorable for carrying out the new process.
- the fine atomization of the component of the binder in the new method in very small drops can be supported by the fact that the component is vorzerstäubt in their Aufdüsen before hitting the steam suspension of the fibers.
- an atomization of the component of the binder by the nozzle used for its jetting is meant an atomization of the component of the binder by the nozzle used for its jetting.
- the binder may be a one-component binder such that the binder component moistened in the region of the throat of the blowpipe is the sole component of the binder.
- a multicomponent binder Its components can be jointly sprayed through a nozzle in the region of a constriction of the blowpipe on the fibers; a plurality of constrictions of the blowpipe may be provided to sequentially jet the components of the binder onto the fibers; or another component may also be applied to the fibers after the dryer following the blowpipe. This is especially true if a pre-reaction of the components of the binder before a hot pressing of the glued fibers to the desired moldings to be avoided. In this case, the further component of the binder is applied as late as possible in front of a hot press used for this purpose on the fibers.
- a pressure ratio across the throat of the blowpipe can be adjusted within the typical range of> 1 to 4 in the new method.
- the pressure ratio is the quotient of the pressure in the blowpipe before the constriction and the pressure in the blowpipe after the use. Even beyond 4 going pressure conditions are basically conceivable, but difficult to achieve in the blowpipe existing systems and not required for the success of the new process.
- the constriction of the blowpipe by the nozzle used for spraying the component of the binder is to be taken into account in the pressure ratio which arises over the constriction of the blowpipe.
- the cross section of the blowpipe can be constant even over the constriction, wherein the free cross section in the region of the constriction is temporarily narrowed exclusively through the nozzle for atomizing the binder.
- the device according to the invention comprises a nozzle-shaped constriction of the blower tube, through which the fibers suspended in the steam pass, wherein the nozzle for spraying the component of the binder is arranged in the region of the constriction on the axis of the blowpipe that they the component of the binder in the main direction of movement of the fibers aufdüst on the fibers.
- the preferred embodiments of the device according to the invention essentially correspond to those of the method according to the invention.
- the position of the nozzle for spraying the component of the binder to the position of a constriction of the blowpipe in the direction of the axis of the blowpipe is adjustable.
- the effective constriction of the blower tube changes and, on the other hand, the location of the meeting of the component of the binder with the water vapor suspension of the fibers.
- the degree of atomization of the component of the binder is variable.
- the device according to the invention can have a swirl body in the nozzle used for spraying the component.
- Fig. 1 device 1 is used for gluing of here not as such illustrated fibers that pass from a refiner 2 in a blowpipe 3.
- the fibers are digested from a feedstock, typically woodchip, under the action of water under elevated pressure and elevated temperature.
- they are discharged with partial relaxation of the pressure prevailing in the refiner 2 overpressure in the blowpipe 3, wherein the water used for the digestion of the fibers evaporates substantially to water vapor.
- the resulting volume expansion results in the fibers suspended in the water vapor entering the blowpipe 3 at high speed and passing therethrough.
- a blowing valve which is usually provided at the outlet of the refiner 2 is omitted.
- the blowpipe 3 has at its input a constriction 4, in the region of which the free cross section of the blower tube 3 is reduced below the free cross section of a connecting piece 5 of the refiner 2 or at least can be reduced.
- the narrowing of the free cross section the blower tube 3 is effected on the one hand by a body 6 which is arranged in the blower tube 3 and in which a conically tapered section of its free cross section adjoins a cylindrical section 8 of its free cross section in the direction away from the refiner 2.
- a nozzle 9 which is arranged on the axis 10 of the blower tube 3, and which serves for spraying a binder 11, which is indicated here only by an arrow, on the coming of the refiner 2 fibers.
- the mouth 12 of the nozzle 9 is directed away from the refiner 2 and it is located in front of the narrowest point of a constricted by the conical portion 7 of the body 6 constriction 13 of the free cross section of the blowpipe 3, but after a narrowest point of the constriction 4 of the free Cross-section of the blower tube 3, which is additionally restricted by the nozzle 9.
- the binder 11 For optimum utilization of the binder 11, ie for realizing a fiberboard made of the glued fibers in relation to a desired quality, it is necessary to distribute the binder as homogeneously as possible over the fibers. This in turn requires the finest possible atomization of the binder. This atomization is effected in the device 1 according to FIG. 1 only in part by a swirl 14 in the nozzle 9 and the nozzle 9 or the pressure drop at its mouth 12. Another essential part of the atomization of the binder 11 is based on the water vapor suspension of the fiber particles which strikes the binder 11 at its high rate of expansion.
- Suitable binders are all binders customary in the field of production of shaped bodies of glued fibers, in particular binders containing NCO groups, which are used in particular for the production of medium-density fiberboard on a large scale and which lead to fibreboards of high quality, but with the disadvantage of relatively high costs.
- the body 6 is displaceable along the axis 10 of the blower tube 3 along its wall 15, which is indicated by double arrows 16.
- the total existing constriction 4 of the blower tube 3 and on the other hand, the position of the mouth 12 of the nozzle is varied relative to the narrowest point of the taper 13 of the body 6. This has both effects on the pressure drop when the fibers exit the refiner 2 into the blower tube 3 and also on the degree of atomization of the binder 11 by the expanding steam suspension of the fibers.
- a device 1 corresponding to FIG. 1 for gluing the fibers can also be formed somewhere in the course of the blower tube 3 from a body 6 which constricts the cross section of the blower tube 3 and together with a nozzle 9 for atomizing the binder 11, which leads to the constriction 4 of the blower tube 3 contributes, be trained.
- the body 6 can be displaceable relative to the nozzle 9 along the axis 10 of the blower tube 3 in order to provide a variable parameter for optimizing the function of the device 1.
- a device 1 arranged in the course of the blower tube 3 differs in terms of its function from the specific embodiment according to FIG. 1 in that a water vapor suspension of the fibers already enters the region of the constriction 4 and is thereby accelerated and also compressed again.
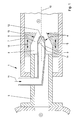
- the embodiment of the apparatus 1 for gluing fibers illustrated in FIG. 2 differs from that according to FIG. 1 in that it is not provided at the beginning, but at the end of the blower tube 3, specifically where the fibers from the blower tube 23 enter into a dryer 17 not shown here to reduce the fiber moisture content of the fibers.
- the body 6 is seated on an end piece 18 of the blower tube 3, the nozzle 9 protruding into the body 6.
- the hydrogen suspension of the fibers from the blower tube 3 is accelerated and compressed in the region of the constriction 4, wherein the pressure increase at the end of the constriction 4 in the dryer 17 degrades again with additional acceleration of the steam suspension.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf ein Verfahren zur Beleimung von Fasern mit zumindest einer Komponente eines Bindemittels für die Herstellung von Formkörpern aus der mit dem Bindemittel verleimten Fasern, insbesondere von Faserplatten, mit den Merkmalen des Oberbegriffs des unabhängigen Patentanspruchs 1 und auf eine Vorrichtung zur Durchführung eines solchen Verfahrens mit den Merkmalen des Oberbegriffs des unabhängigen Patentanspruchs 8.
- Ein kritischer Punkt bei der Herstellung von Formkörpern aus mit einem Bindemittel verleimten Fasern ist die Beleimung der Fasern, d. h. das Aufbringen des Bindemittels auf die Fasern, weil es insbesondere bei einer großen relativen Oberfläche der Fasern und einer aus Kostengründen möglicht kleinen Menge an Bindemittel schwierig ist, das relativ wenige Bindemittel gleichmäßig über die Fasern zu verteilen. Besonders deutlich tritt diese Problematik bei der Herstellung von mitteldichten Faserplatten, d.h. sogenannten MDF-Platten, zutage. Zu Beginn der Herstellung von MDF-Platten erfolgte die Beleimung der Fasern in sogenannten Trogmischern, wobei jedoch Faseragglomerate und -anbackungen auftraten, aus denen eine ungleichmäßige Faserbeleimung resultierte. Diese zeigte sich vor allem in einer unerwünschten Ausbildung von Leimflecken an den Oberflächen der fertigen Faserplatten.
- Die ungleichmäßige Faserbeleimung tritt nicht auf, wenn wie bei einem Verfahren mit den Merkmalen des Oberbegriffs des unabhängigen Patentanspruchs 1 bzw. in einer Vorrichtung mit den Merkmalen des Oberbegriffs des unabhängigen Patentanspruchs 8 die Beleimung der Fasern in dem Blasrohr erfolgt. Bei dieser Vorgehensweise, die heute bei der Beleimung von Fasern für die Herstellung von MDF-Platten am Weitesten verbreitet ist, wird das Bindemittel auf die Fasern gedüst, d.h. durch eine Düse aufgesprüht, während diese in Wasserdampf suspendiert von einem Refiner durch das Blasrohr zu einem Trockner geführt werden. Der die Fasern suspendierende Wasserdampf entsteht bei der Übergabe der Fasern aus dem Refiner, in dem sie unter Einwirkung von Feuchtigkeit sowie erhöhtem Druck und erhöhter Temperatur aus einem Ausgangsmaterial aufgeschlossen wurden, unter teilweiser Entspannung des erhöhten Drucks in das Blasrohr übergeben werden. Die teilweise Entspannung des Drucks führt neben der gewünschten Vereinzelung der Fasern auf dem Wege einer Druckdesintegration auch zu einem Verdampfen der Feuchtigkeit aus dem Aufschluss zu Wasserdampf. Der dem Blasrohr nachfolgende Trockner dient zur Einstellung der Faserfeuchte auf ein gewünschtes Restmaß. Die Turbulenzen in dem Blasrohr und am Ausgang des in den Trockner mündenden Blasrohrs sorgen für eine Durchmischung der Fasern, die in eine ausreichend gleichmäßige Verteilung des Bindemittels über die Gesamtheit der Fasern resultiert. Bei einer Blasrohrbeleimung treten entsprechend normalerweise keine Leimflecken an den hergestellten Faserplatten auf.
- Ein Nachteil der bekannte Blasrohrbeleimung ist der erhöhte Verbrauch an Bindemittel, der mit etwa 11 bis 13 % Bindemittel/atro Fasern über dem Bindemittelverbrauch der Trogmischerbeleimung von ungefähr 9 bis 11 % liegt, wenn gleiche mechanische Eigenschaften der hergestellten Faserplatten erreicht werden. Trotz umfangreicher Untersuchungen konnten die Gründe für diesen erhöhten Verbrauch an Bindemittel bislang nicht eindeutig geklärt werden. Einer der Gründe ist möglicherweise die Übertragung der Energie großer Turbulenzen in dem Blasrohr auf immer kleinere Turbulenzelemente, welche eine wirklich optimale Leimverteilung über die Gesamtheit der Faser nicht gewährleisten.
- Aus der
DE 103 41 960 A1 sind ein Verfahren mit den Merkmalen des Oberbegriffs des unabhängigen Patentanspruchs 1 und eine Vorrichtung mit den Merkmalen des unabhängigen Patentanspruchs 8 bekannt, bei denen eine Mischarbeit, die von der durch statisch angeordnete Mischwerkzeuge hindurch strömenden Wasserstoffsuspension der Fasern geleistet wird, überwacht und auf einen Mindestwert eingestellt wird. Dieser Mindestwert der Mischarbeit stellt eine Mindestdurchmischung der Fasern sicher, während oder nachdem das Bindemittel auf diese aufgedüst wird/wurde. Mit dieser Maßnahme ist es zwar möglich, den Bindemittelverbrauch etwas zu senken, weil die Qualität der Beleimung und damit auch die von der Beleimung der Fasern abhängige Qualität der Faserplatten stabilisiert wird und es deshalb möglich ist, auf Bindemittelzuschläge zur Sicherstellung einer bestimmten Mindestqualität über Qualitätsschwankungen hinweg zu verzichten. Eine wesentliche Reduktion des Bindemittelverbrauchs wird aber unter grundsätzlichem Beibehalt des üblichen Druckverlaufs über das Blasrohr nicht erreicht. - Aus der
EP 0 078 960 A1 sind ein Verfahren und eine Vorrichtung zum Beleimen von teilchenförmigem Gut, insbesondere von Spänen, bekannt. Zur Erzielung einer optimalen Beleimung ohne großen anlagenmäßigen Aufwand wird vorgeschlagen, die ohnehin vorhandene pneumatischen Gutförderung beim Beleimen zu benutzen, indem mindestens eine Leimsprühdüse in wenigstens einem Abschnitt der Rohre der Guttransportvorrichtung angeordnet ist und die in Form eines Schleiers transportierten Teilchen mittels der Leimsprühdüse besprüht werden. Für die pneumatische Gutförderung wird dabei ein Mitteldruckgebläse für einen Luftdruck von 0,2 bis 0,8 bar (200 bis 800 hPa) eingesetzt. Mit der Beleimung von Fasern in einem Blasgang zwischen einem Refiner und einem Trockner, in dem ein deutlich höherer Druck von nahe dem Refiner typischerweise über 10 bar vorliegt, beschäftigt sich dieEP 0 078 960 A1 nicht. - Aus der
DE 1 632 450 A ist eine Vorrichtung zum kontinuierlichen Mischen relativ kleiner Mengen einer feinteiligen Komponente mit einem durch einen Luftstrom bewegten Trägerstoff bekannt. Hierbei ist vorgesehen, dass das von dem Luftstrom bewegte Trägerstoff ein Mischrohr passiert, dem eine Bedüsungseinrichtung zugeordnet ist. Dabei können die Düsen auf der Achse des Mischrohrs angeordnet und in der Förderrichtung durch das Mischrohr ausgerichtet sein. Weiterhin kann das Mischrohr im Bereich der Sprühdüse verengt ausgebildet sein. Konkret geht es um die Beleimung von Spangut, wobei zur Erzeugung des Luftstroms durch das Trägerrohr ein Ventilator vorgesehen ist. Mit der Blasrohrbeleimung von Fasern befasst sich auch dieDE 1 632 450 A nicht. - Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren mit den Merkmalen des Oberbegriffs des unabhängigen Patentanspruchs 1 und eine Vorrichtung mit den Merkmalen des Oberbegriffs des unabhängigen Patentanspruchs 8 aufzuzeigen, mit denen trotz Beleimung der Fasern im Bereich des Blasrohrs eine signifikante Einsparung an Bindemittel bei gleich bleibender Qualität der hergestellten Formkörper gegenüber bekannten Verfahren der Beleimung im Blasrohr möglich ist.
- Die Aufgabe der Erfindung wird durch ein Verfahren mit den Merkmalen des unabhängigen Patentanspruchs 1 und durch eine Vorrichtung mit den Merkmalen des unabhängigen Patentanspruchs 8 gelöst. Bevorzugte Ausführungsformen des neuen Verfahrens sind in den abhängigen Patentansprüchen 2 bis 7 beschrieben, während die abhängigen Patentansprüche 9 bis 13 bevorzugte Ausführungsformen der neuen Vorrichtung betreffen.
- Bei der Beschreibung der Erfindung wird wie bereits bei der Würdigung des Stands der Technik teilweise speziell auf die Beleimung von Fasern für die Herstellung von Faserplatten, insbesondere mitteldichten Faserplatten Bezug genommen werden. Es ist aber festzuhalten, dass dies nur eine, wenn auch besonders vorteilhafte Möglichkeit der Anwendung der vorliegenden Erfindung ist. Grundsätzlich können mit dem erfindungsgemäßen Verfahren bzw. der erfindungsgemäßen Vorrichtung auch Fasern beleimt werden, um andere Formkörper durch Aushärten des Bindemittels aus den beleimten Fasern herzustellen.
- Bei dem neuen Verfahren werden die in dem Wasserdampf suspendierten Fasern durch eine düsenförmige Verengung des Blasrohrs geführt, wobei die Komponente des Bindemittels im Bereich der Verengung auf der Achse des Blasrohrs in der Hauptbewegungsrichtung der Fasern auf die Fasern aufgedüst wird. Die Komponente des Bindemittels wird von hinten auf die Fasern aufgedüst, während diese durch die Verengung des Blasrohrs hindurch treten. Dadurch kommt es nicht nur zu einer intensiven Durchmischung der Komponente des Bindemittels und der Fasern beim Austreten der Suspension aus dem Bereich der Verengung aufgrund der dabei auftretenden Turbulenzen; die durch die Verengung beschleunigte Strömung der Suspension führt auch zu einer vorteilhaften Zerstäubung der Komponente des Bindemittels, die signifikant über die Zerstäubung der Komponente hinausgeht, welche darauf beruht, dass auch die Komponente in das Blasrohr eingedüst wird. Indem das Eindüsen der Komponente des Bindemittels auf der Achse des Blasrohrs erfolgt, gelangt die Komponente in das Zentrum der Suspension und damit in den Bereich der durch die Verengung am Stärksten beschleunigten Strömung der Suspension. Zudem wird ein unerwünschter Kontakt der Komponente des Bindemittels mit der Wandung des Blasrohrs möglichst weitgehend vermieden. In Folge der feinen Zerstäubung der Komponente des Bindemittels gepaart mit der starken Durchmischung der zerstäubten Komponente des Bindemittels mit den Fasern wird die Komponente des Bindemittels sehr fein und gleichmäßig über die Fasern verteilt. Diese sehr günstige feine Verteilung der Komponente des Bindemittels erlaubt es, den Bindemittelverbrauch ohne Einbußen bei der Qualität der hergestellten Formkörper gegenüber bekannten Verfahren zur Beleimung der Fasern in dem Blasrohr signifikant zu reduzieren. Dabei ist zu berücksichtigen, dass eine Reduktion des Bindemittelverbrauchs von nur einem Prozentpunkt Bindemittel/atro Fasern beispielsweise bei der Herstellung von mitteldichten Faserplatten bereits eine ganz erhebliche Kostenreduktion bedeutet.
- Die erfindungsgemäße düsenförmige Verengung des Blasrohrs kann bereits am Ausgang des die Fasern unter Druckentspannung in das Blasrohr abgebenden Refiners vorgesehen sein und dort sogar ein möglicherweise vorhandenes Ventil, das im Stand der Technik als Blasventil bezeichnet wird, ersetzen. Die düsenförmige Verengung kann aber auch am anderen Ende des Blasrohrs vorgesehen sein, d. h. am Eingang des an das Blasrohr anschließenden Trockners. In diesem Fall wird die Suspension der in dem Wasserdampf suspendierten Fasern zusammen mit der Komponente des Bindemittels in den Trockner eingedüst. Dabei kann eine am Eingang des Trockners auftretende Druckentspannung der Wasserdampfsuspension zur zusätzlichen Durchmischung der Komponente des Bindemittels mit den Fasern genutzt werden. Das Beleimen der Fasern mit der Komponente des Bindemittels kann aber auch an jedem anderen Punkt des Blasrohrs erfolgen und insbesondere dort, wo im Verlauf des Blasrohrs bei herkömmlichen Verfahren die Beleimung der Fasern erfolgt.
- Besonders bevorzugt ist es, wenn die Komponente des Bindemittels in der Bewegungsrichtung der Fasern betrachtet kurz nach dem engsten Punkt der Verengung auf die Fasern aufgedüst wird. Die Verengung des Blasrohrs kann einschließlich einer für das Eindüsen der Komponente des Bindemittels verwendeten Düse dabei so ausgestaltet sein, dass sich die Anordnung einer Zweistoffdüse mit Außenmischung ergibt, bei der die Wasserstoffsuspension der Fasern das Förder- oder Zerstäubungsmedium ausbildet, von dem die Komponente des Bindemittels zerstäubt wird. So wird eine sehr feine Zerstäubung der Komponente des Bindemittels erreicht, ohne dass ein zusätzliches Förder- bzw. Zerstäubungsmedium beim Aufdüsen der Komponente auf die Fasern eingesetzt wird. Mit der Wasserdampfsuspension der Fasern steht ein gut geeignetes Zerstäubungsmedium unter geeignetem Druck in für die Feinzerstäubung der Komponente des Bindemittels mehr als ausreichender Menge zur Verfügung. Die Komponente des Bindemittels kann sogar vergleichsweise viskos sein. Sie kann aber bei Bedarf auch mit einem geeigneten Lösungsmittel auf eine für die Durchführung des neuen Verfahrens günstige Viskosität eingestellt werden.
- Die feine Zerstäubung der Komponente des Bindemittels bei dem neuen Verfahren in sehr kleine Tropfen kann dadurch unterstützt werden, dass die Komponente bei ihrem Aufdüsen vor dem Auftreffen auf die Wasserdampfsuspension der Fasern vorzerstäubt wird. Hiermit ist eine Zerstäubung der Komponente des Bindemittels durch die zu ihrem Aufdüsen verwendete Düse gemeint.
- Bei dem neuen Verfahren kann das Bindemittel ein Einkomponentenbindemittel sein, so dass die in dem Bereich der Verengung des Blasrohrs aufgedüste Komponente des Bindemittels die einzige Komponente des Bindemittels ist. Es kann aber auch ein Mehrkomponentenbindemittel zum Einsatz kommen. Dessen Komponenten können gemeinsam durch eine Düse im Bereich der einen Verengung des Blasrohrs auf die Fasern aufgedüst werden; es können mehrere Verengungen des Blasrohrs vorgesehen sein, um die Komponenten des Bindemittels nacheinander auf die Fasern aufzudüsen; oder eine weitere Komponente kann auch nach dem an das Blasrohr anschließenden Trockner auf die Fasern aufgebracht werden. Dies gilt insbesondere dann, wenn eine Vorreaktion der Komponenten des Bindemittels vor einem heißen Verpressen der beleimten Fasern zu den gewünschten Formkörpern vermieden werden soll. In diesem Fall ist die weitere Komponente des Bindemittels möglichst spät vor einer hierzu eingesetzten Heißpresse auf die Fasern aufzubringen.
- Ein Druckverhältnis über der Verengung des Blasrohrs kann bei dem neuen Verfahren innerhalb eines typischen Bereichs von >1 bis 4 eingestellt werden. Dabei ist das Druckverhältnis der Quotient aus dem Druck in dem Blasrohr vor der Verengung und dem Druck in dem Blasrohr nach der Verendung. Selbst über 4 hinaus gehende Druckverhältnisse sind grundsätzlich denkbar, aber in dem Blasrohr vorhandener Anlagen schwer realisierbar und für den Erfolg des neuen Verfahrens auch nicht erforderlich.
- Bei dem sich über der Verengung des Blasrohrs einstellenden Druckverhältnis ist neben einer Einschnürung des Querschnitts des Blasrohrs selbst die Verengung des Blasrohrs durch die zum Aufdüsen der Komponente des Bindemittels verwendete Düse zu berücksichtigen. So kann der Querschnitt des Blasrohrs selbst über die Verengung hinweg konstant sein, wobei der freie Querschnitt im Bereich der Verengung ausschließlich durch die Düse zum Aufdüsen des Bindemittels vorübergehend verengt wird.
- Die erfindungsgemäße Vorrichtung umfasst eine düsenförmige Verengung des Blasrohrs, durch die die in dem Wasserdampf suspendierte Fasern hindurch treten, wobei die Düse zum Aufdüsen der Komponente des Bindemittels so im Bereich der Verengung auf der Achse des Blasrohrs angeordnet ist, dass sie die Komponente des Bindemittels in der Hauptbewegungsrichtung der Fasern auf die Fasern aufdüst.
- Die bevorzugten Ausführungsformen der erfindungsgemäßen Vorrichtung entsprechen im Wesentlichen denjenigen des erfindungsgemäßen Verfahrens. Zusätzlich ist darauf hinzuweisen, dass es besonders bevorzugt ist, wenn die Lage der Düse zum Aufdüsen der Komponente des Bindemittels zu der Lage einer Einschnürung des Blasrohrs in Richtung der Achse des Blasrohrs einstellbar ist. Bei dieser Einstellung der Lage verändert sich einerseits die effektive Verengung des Blasrohrs und andererseits der Ort des Zusammentreffens der Komponente des Bindemittels mit der Wasserdampfsuspension der Fasern. So ist insbesondere der Zerstäubungsgrad der Komponente des Bindemittels variierbar.
- Zum Vorzerstäuben der Komponente des Bindemittels vor ihrem Auftreffen auf die Wasserdampfsuspension der Fasern kann die erfindungsgemäße Vorrichtung einen Drallkörper in der zum Aufdüsen der Komponente verwendeten Düse aufweisen.
- Vorteilhafte Weiterbildungen der Erfindung ergeben sich aus den Patentansprüchen, der Beschreibung und den Zeichnungen. Die in der Beschreibungseinleitung genannten Vorteile von Merkmalen und von Kombinationen mehrerer Merkmale sind lediglich beispielhaft und können alternativ oder kumulativ zur Wirkung kommen, ohne dass die Vorteile zwingend von erfindungsgemäßen Ausführungsformen erzielt werden müssen. Weitere Merkmale sind den Zeichnungen - insbesondere den dargestellten Geometrien und den relativen Abmessungen mehrerer Bauteile zueinander sowie deren relativer Anordnung und Wirkverbindung - zu entnehmen. Die Kombination von Merkmalen unterschiedlicher Ausführungsformen der Erfindung oder von Merkmalen unterschiedlicher Patentansprüche ist ebenfalls abweichend von den gewählten Rückbeziehungen der Patentansprüche möglich und wird hiermit angeregt. Dies betrifft auch solche Merkmale, die in separaten Zeichnungen dargestellt sind oder bei deren Beschreibung genannt werden. Diese Merkmale können auch mit Merkmalen unterschiedlicher Patentansprüche kombiniert werden. Ebenso können in den Patentansprüchen aufgeführte Merkmale für weitere Ausführungsformen der Erfindung entfallen.
- Im Folgenden wird die Erfindung anhand in den Figuren dargestellter bevorzugter Ausführungsbeispiele weiter erläutert und beschrieben.
- Fig. 1
- zeigt einen Längsschnitt durch eine Vorrichtung zum Beleimen von Fasern, die aus einem Refiner in ein Blasrohr eintreten; und
- Fig. 2
- zeigt eine Vorrichtung zum Beleimen von Fasern, die aus einem Blasrohr in einen Trockner zur Reduzierung der Faserfeuchte eintreten.
- Die in Fig. 1 skizzierte Vorrichtung 1 dient zum Beleimen von hier nicht als solchen dargestellten Fasern, die aus einem Refiner 2 in ein Blasrohr 3 übertreten. In dem Refiner 2 und diesem vorgeschalteten Einrichtungen werden die Fasern aus einem Ausgangsmaterial, typischerweise Holzhackschnitzen, unter Einwirkung von Wasser unter erhöhtem Druck und erhöhter Temperatur aufgeschlossen. Um die aufgeschlossenen Fasern zu vereinzeln, werden sie unter teilweiser Entspannung des in dem Refiner 2 herrschenden Überdrucks in das Blasrohr 3 abgegeben, wobei das zum Aufschluss der Fasern eingesetzte Wasser im Wesentlichen zu Wasserdampf verdampft. Die hieraus resultierende Volumenexpansion resultiert dahinein, dass die Fasern in dem Wasserdampf suspendiert mit hoher Geschwindigkeit in das Blasrohr 3 ein und durch dieses hindurch treten. Bei der Vorrichtung 1 gemäß Fig. 1 ist ein üblicherweise am Ausgang des Refiners 2 vorgesehenes Blasventil weggelassen. Stattdessen weist das Blasrohr 3 an seinem Eingang eine Verengung 4 auf, in deren Bereich der freie Querschnitt des Blasrohrs 3 unter den freien Querschnitt eines Anschlussstutzens 5 des Refiners 2 reduziert ist oder zumindest reduzierbar ist. Die Verengung des freien Querschnitts des Blasrohrs 3 wird einerseits durch einen Körper 6 bewirkt, der in dem Blasrohr 3 angeordnet ist und bei dem sich in der Richtung von dem Refiner 2 weg ein sich kegelförmig verjüngender Abschnitt seines freien Querschnitts an einem zylinderförmigen Abschnitt 8 seines freien Querschnitts anschließt. Eine weitere Komponente der Verengung 4 trägt eine Düse 9 bei, die auf der Achse 10 des Blasrohrs 3 angeordnet ist, und die zum Aufdüsen eines Bindemittels 11, das hier nur durch einen Pfeil angedeutet ist, auf die von dem Refiner 2 kommenden Fasern dient. Dabei ist die Mündung 12 der Düse 9 von dem Refiner 2 weg gerichtet und sie liegt vor dem engsten Punkt einer durch den kegelförmigen Bereich 7 des Körpers 6 bewirkten Einschnürung 13 des freien Querschnitts des Blasrohrs 3, aber nach einem engsten Punkt der Verengung 4 des freien Querschnitts des Blasrohrs 3, der zusätzlich von der Düse 9 eingeschränkt wird. Für eine optimale Ausnutzung des Bindemittels 11, d. h. zum Realisieren eines in Bezug auf eine gewünschte Qualität von aus den beleimten Fasern hergestellten Faserplatten, ist eine möglichst homogene Verteilung des Bindemittels über die Fasern erforderlich. Diese wiederum setzt eine möglichst feine Zerstäubung des Bindemittels voraus. Diese Zerstäubung wird bei der Vorrichtung 1 gemäß Fig. 1 nur zu einem Teil durch einen Drall 14 in der Düse 9 und die Düse 9 bzw. den Druckabfall an ihrer Mündung 12 bewirkt. Ein weiterer wesentlicher Teil der Zerstäubung des Bindemittels 11 beruht auf der mit ihrer hohen Expansionsgeschwindigkeit auf das Bindemittel 11 auftreffenden Wasserdampfsuspension der Faserteilchen. Die sich nach der Verengung 4 in dem Blasrohr 3 ausbildenden Turbulenzen sorgen darüber hinaus für eine gute Durchmischung des fein zerstäubten Bindemittels mit den Fasern, so dass letztlich eine derart gleichmäßige Verteilung des Bindemittels über die Fasern erreicht wird, dass sie gegenüber üblicher Beleimung der Fasern im Blasrohr eine signifikante Einsparung an Bindemittel erlaubt. Als Bindemittel kommen dabei alle im Bereich der Herstellung Formkörpern aus beleimten Fasern üblichen Bindemittel in Frage, insbesondere NCO-Gruppen aufweisende Bindemittel, wie sie speziell für die Herstellung von mitteldichten Faserplatten in großem Umfang eingesetzt werden und welche zwar zu Faserplatten hoher Qualität führen, aber mit dem Nachteil relativ hoher Kosten verbunden sind. Bei der Vorrichtung 1 gemäß Fig. 1 ist der Körper 6 längs der Achse 10 des Blasrohrs 3 entlang dessen Wandung 15 verschieblich, was durch Doppelpfeile 16 angedeutet ist. Hierdurch wird einerseits die insgesamt vorhandene Verengung 4 des Blasrohrs 3 und andererseits die Lage der Mündung 12 der Düse relativ zu dem engsten Punkt der Verjüngung 13 des Körpers 6 variiert. Dies hat sowohl Einflüsse auf den Druckabfall beim Austreten der Fasern aus dem Refiner 2 in das Blasrohr 3 als auch auf den Grad der Zerstäubung des Bindemittels 11 durch die sich expandierende Wasserdampfsuspension der Fasern.
- Eine Fig. 1 entsprechende Vorrichtung 1 zum Beleimen der Fasern kann auch irgendwo im Verlauf des Blasrohrs 3 aus einem Körper 6, der den Querschnitt des Blasrohrs 3 einschnürt und gemeinsam mit einer Düse 9 zum Aufdüsen des Bindemittels 11, die zu der Verengung 4 des Blasrohrs 3 beiträgt, ausgebildet sein. Auch dabei kann der Körper 6 längs der Achse 10 des Blasrohrs 3 gegenüber der Düse 9 verschieblich sein, um einen variierbaren Parameter zur Optimierung der Funktion der Vorrichtung 1 bereitzustellen. Eine im Verlauf des Blasrohrs 3 angeordnete Vorrichtung 1 unterscheidet sich aber insoweit bezüglich ihrer Funktion von der konkreten Ausführungsform gemäß Fig. 1, dass in den Bereich der Verengung 4 bereits eine Wasserdampfsuspension der Fasern eintritt und dabei beschleunigt und auch wieder verdichtet wird.
- Die in Fig. 2 dargestellte Ausführungsform der Vorrichtung 1 zum Beleimen von Fasern unterscheidet sich von derjenigen gemäß Fig. 1 dadurch, dass sie nicht am Anfang, sondern am Ende des Blasrohrs 3 vorgesehen ist, und zwar dort, wo die Fasern aus dem Blasrohr 23 in einen hier nicht weiter dargestellten Trockner 17 zum Reduzieren der Faserfeuchte der Fasern eintreten. Hier sitzt der Körper 6 auf einem Endstück 18 des Blasrohrs 3, wobei die Düse 9 in den Körper 6 hinein vorsteht. Bei der Vorrichtung 1 gemäß Fig. 2 wird die Wasserstoffsuspension der Fasern aus dem Blasrohr 3 im Bereich der Verengung 4 beschleunigt und komprimiert, wobei sich die Druckerhöhung am Ende der Verengung 4 in den Trockner 17 hinein unter zusätzlicher Beschleunigung der Wasserdampfsuspension wieder abbaut. Hierdurch werden hohe Geschwindigkeiten der allseitig auf das Bindemittel 11, das aus der Öffnung 12 der Düse 9 austritt, auftreffenden Wasserstoffsuspension erreicht, was zu einer sehr feinen Zerstäubung des Bindemittels 11 führt. Die beim Eintreten der schnellen Wasserdampfsuspension in dem Trockner 17 erzeugten Turbulenzen dienen zudem zu einer intensiven Durchmischung des Bindemittels 11 mit den Fasern.
-
- 1
- Vorrichtung
- 2
- Refiner
- 3
- Blasrohr
- 4
- Verengung
- 5
- Anschlussstutzen
- 6
- Körper
- 7
- Kegelförmiger Bereich
- 8
- Zylindrischer Bereich
- 9
- Düse
- 10
- Achse
- 11
- Bindemittel
- 12
- Öffnung
- 13
- Einschnürung
- 14
- Drallkörper
- 15
- Wandung
- 16
- Doppelpfeil
- 17
- Trockner
- 18
- Endstück
Claims (13)
- Verfahren zum Beleimen von Fasern mit mindestens einer Komponente eines Bindemittels für die Herstellung von Formkörpern aus den mit dem Bindemittel verleimten Fasern, insbesondere von Faserplatten, wobei die Fasern in Wasserdampf suspendiert durch ein Blasrohr hindurchgeführt werden, das sich von einem die Fasern in heißem und feuchtem Zustand unter Druckentspannung in das Blasrohr abgebenden Refiner zu einem an das Blasrohr anschließenden Trockner für die Fasern erstreckt, und wobei die Komponente des Bindemittels im Bereich des Blasrohrs auf die Fasern aufgedüst wird, dadurch gekennzeichnet, dass in dem Wasserdampf suspendierten Fasern durch eine düsenförmige Verengung (4) des Blasrohrs (3) geführt werden, wobei die Komponente des Bindemittels (11) im Bereich der Verengung (4) auf der Achse (10) des Blasrohrs (3) in der Hauptbewegungsrichtung der Fasern auf die Fasern aufgedüst wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die düsenförmige Verengung (4) am Ausgang des Refiners (2) oder am Eingang des Trockners (17) vorgesehen ist.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Komponente des Bindemittels (11) vor dem engsten Punkt der Verengung (4) auf die Fasern aufgedüst wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Komponente des Bindemittels (11) ohne ein zusätzliches Zerstäubungsmedium auf die Fasern aufgedüst wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Komponente des Bindemittels (11) beim Aufdüsen vor dem Auftreffen auf die Wasserdampfsuspension der Fasern vorzerstäubt wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Bindemittel (11) ein Mehrkomponentenbindemittel ist, wobei eine weitere Komponente des Bindemittels nach einem an das Blasrohr (3) anschließenden Blasrohr (17) auf die Fasern aufgebracht wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass ein Druckverhältnis über der Verengung (4) des Blasrohrs (3) in dem Bereich von >1 bis 4 eingestellt wird.
- Vorrichtung zum Beleimen von Fasern mit mindestens einer Komponente eines Bindemittels für die Herstellung von Formkörpern aus den mit dem Bindemittel verleimten Fasern, mit einem Blasrohr, das sich von einem die Fasern in heißem und feuchtem Zustand unter Druckentspannung in das Blasrohr abgebenden Refiner zu einem an das Blasrohr anschließenden Trockner für die Fasern erstreckt, und mit einer Düse zum Aufdüsen der Komponente des Bindemittels auf die in Wasserdampf suspendierten und in der Wasserdampfsuspension durch das Blasrohr hindurch geführten Fasern, dadurch gekennzeichnet, dass eine düsenförmige Verengung (4) des Blasrohrs (3) vorgesehen ist, durch die die in dem Wasserdampf suspendierten Fasern hindurch treten und dass die Düse (9) so im Bereich der Verengung (4) auf der Achse (10) des Blasrohrs (3) angeordnet ist, dass sie die Komponente des Bindemittels (11) in der Hauptbewegungsrichtung der Fasern auf die Fasern aufdüst.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass die düsenförmige Verengung (4) am Ausgang des Refiners (2) oder am Eingang des Trockners (17) vorgesehen ist.
- Vorrichtung nach Anspruch 8 oder 9, dadurch gekennzeichnet, dass eine Mündung (12) der Düse (9) nach dem engsten Punkt der Verengung (4) vorgesehen ist.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass die düsenförmige Verengung (14) und die Düse (9) für die Komponente des Bindemittels (11) eine Zweistoffdüse mit Außenmischung ausbilden, bei der die Wasserdampfsuspension der Fasern als Zerstäubungsmedium dient.
- Vorrichtung nach einem der Ansprüche 8 bis 11, dadurch gekennzeichnet, dass die Lage der Düse (9) zur Lage einer Einschnürung (13) des Blasrohrs (3) in Richtung der Achse (10) des Blasrohrs (3) einstellbar ist.
- Vorrichtung nach einem der Ansprüche 8 bis 12, dadurch gekennzeichnet, dass die Düse (9) für die Komponente des Bindemittels (11) einen Drallkörper (14) zum Vorzerstäuben der Komponente des Bindemittels (11) aufweist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006026124A DE102006026124A1 (de) | 2006-06-03 | 2006-06-03 | Verfahren und Vorrichtung zur Beleimung von Partikeln im Bereich eines Blasrohrs |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1862214A2 true EP1862214A2 (de) | 2007-12-05 |
| EP1862214A3 EP1862214A3 (de) | 2008-07-02 |
Family
ID=38458043
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07010867A Withdrawn EP1862214A3 (de) | 2006-06-03 | 2007-06-01 | Verfahren und Vorrichtung zur Beleimung von Fasern im Bereich eines Blasrohrs |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1862214A3 (de) |
| DE (1) | DE102006026124A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202008015419U1 (de) | 2008-11-21 | 2010-04-22 | Epple, Albrecht, Dr. | Vorrichtung zur Beleimung von Fasern in einem Blasrohr |
| EP2213431A3 (de) * | 2009-01-29 | 2010-10-27 | Dieffenbacher GmbH + Co. KG | Verfahren zum Betreiben einer Anlage zur Herstellung von Faser-, MDF, HDF, Holzwerkstoff- oder Kunststoffplatten aus Fasern oder faserähnlichem Material |
| WO2011036200A1 (de) * | 2009-09-23 | 2011-03-31 | Siempelkamp Maschinen- Und Anlagenbau Gmbh & Co. Kg | Verfahren zur herstellung von kartonähnlichen faserplatten aus holzfasern |
| CN114514101A (zh) * | 2019-09-30 | 2022-05-17 | 安德里茨股份公司 | 在纤维材料上涂抹胶水的设备和方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015201464B4 (de) | 2015-01-28 | 2016-10-20 | Brav-O-Tech Gmbh | Vorrichtung und Verfahren zum Beleimen von Partikeln |
| DE102015212798B4 (de) | 2015-07-08 | 2017-02-02 | Brav-O-Tech Gmbh | Vorrichtung und Verfahren zum Benetzen von Partikeln |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1632450A1 (de) | 1968-02-10 | 1970-12-10 | Draiswerke Gmbh | Vorrichtung zum kontinuierlichen Mischen relativ kleiner Mengen einer feinteiligen Komponente mit einem durch einen Luftstrom bewegten Traegerstoff |
| EP0078960A1 (de) | 1981-11-05 | 1983-05-18 | Ag Bayer | Verfahren und Vorrichtung zum Beleimen von teilchenförmigem Gut,. insbesondere von Spänen |
| DE10341960A1 (de) | 2003-09-11 | 2005-04-14 | Glunz Ag | Mischverfahren und statischer Mischer, insbesondere zur Beleimung von lignocellulosehaltigen Fasern mit einem Bindemittel |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1208294B (de) * | 1963-02-13 | 1966-01-05 | Gubela Chemie K G | Vorrichtung zum Mischen bzw. Verbinden von gasfoermigen, fluessigen oder festen Komponenten, insbesondere von Fluessigkeiten |
| US6082713A (en) * | 1998-10-03 | 2000-07-04 | Komax Systems, Inc. | Steam injection heater |
-
2006
- 2006-06-03 DE DE102006026124A patent/DE102006026124A1/de not_active Withdrawn
-
2007
- 2007-06-01 EP EP07010867A patent/EP1862214A3/de not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1632450A1 (de) | 1968-02-10 | 1970-12-10 | Draiswerke Gmbh | Vorrichtung zum kontinuierlichen Mischen relativ kleiner Mengen einer feinteiligen Komponente mit einem durch einen Luftstrom bewegten Traegerstoff |
| EP0078960A1 (de) | 1981-11-05 | 1983-05-18 | Ag Bayer | Verfahren und Vorrichtung zum Beleimen von teilchenförmigem Gut,. insbesondere von Spänen |
| DE10341960A1 (de) | 2003-09-11 | 2005-04-14 | Glunz Ag | Mischverfahren und statischer Mischer, insbesondere zur Beleimung von lignocellulosehaltigen Fasern mit einem Bindemittel |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202008015419U1 (de) | 2008-11-21 | 2010-04-22 | Epple, Albrecht, Dr. | Vorrichtung zur Beleimung von Fasern in einem Blasrohr |
| EP2213431A3 (de) * | 2009-01-29 | 2010-10-27 | Dieffenbacher GmbH + Co. KG | Verfahren zum Betreiben einer Anlage zur Herstellung von Faser-, MDF, HDF, Holzwerkstoff- oder Kunststoffplatten aus Fasern oder faserähnlichem Material |
| CN101863067B (zh) * | 2009-01-29 | 2015-09-09 | 迪芬巴赫有限两合公司 | 制造纤维板、mdf、hdf、木质材料板或塑料板的设备及操作该设备的方法 |
| WO2011036200A1 (de) * | 2009-09-23 | 2011-03-31 | Siempelkamp Maschinen- Und Anlagenbau Gmbh & Co. Kg | Verfahren zur herstellung von kartonähnlichen faserplatten aus holzfasern |
| CN114514101A (zh) * | 2019-09-30 | 2022-05-17 | 安德里茨股份公司 | 在纤维材料上涂抹胶水的设备和方法 |
| CN114514101B (zh) * | 2019-09-30 | 2023-03-28 | 安德里茨股份公司 | 在纤维材料上涂抹胶水的设备和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102006026124A1 (de) | 2007-12-06 |
| EP1862214A3 (de) | 2008-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102006013567B4 (de) | Verfahren und Vorrichtung zum Aufbringen von Bindemittel auf Partikel, insbesondere Fasern, die durch einen Blasgang gefördert werden | |
| DE4040242A1 (de) | Verfahren und vorrichtung zur herstellung von feinstfasern aus thermoplastischen polymeren | |
| EP0728562B1 (de) | Verfahren und Vorrichtung zum Benetzen von Partikeln mit einem Fluid | |
| EP1862214A2 (de) | Verfahren und Vorrichtung zur Beleimung von Fasern im Bereich eines Blasrohrs | |
| EP2213431A2 (de) | Verfahren zum Betreiben einer Anlage zur Herstellung von Faser-, MDF, HDF, Holzwerkstoff- oder Kunststoffplatten aus Fasern oder faserähnlichem Material | |
| DE1962448A1 (de) | Verfahren und Einrichtung zur Herstellung von Trockenmilch od.dgl. | |
| DE10153593A1 (de) | Verfahren und Vorrichtung zum Benetzen von Holzfasern mit einem Bindemittelfluid | |
| DE69607514T2 (de) | Klebevorrichtung für Faserplattenherstellungsanlagen, und Anlage in welcher sie angewandt wird | |
| DE10247413B4 (de) | Anlage zum Beleimen von Fasern für die Herstellung von Faserplatten, insbesondere MDF-Platten oder dergleichen Holzwerkstoffplatten | |
| EP0522309B1 (de) | Verfahren zur Herstellung von Faserplatten aus stückigen Holzpartikeln und Isocyanat als Bindemittel | |
| DE202008015419U1 (de) | Vorrichtung zur Beleimung von Fasern in einem Blasrohr | |
| DE10247414B4 (de) | Anlage zum Beleimen von Fasern für die Herstellung von Faserplatten, insbesondere MDF-Platten o. dgl. Holzwerkstoffplatten | |
| EP1470864B1 (de) | Zweistoffsprühdüse | |
| DE3137109C2 (de) | ||
| EP3250352A2 (de) | Vorrichtung und verfahren zum beleimen von partikeln | |
| DE102016010539B3 (de) | Verfahren und Vorrichtung zum Beleimen von zur Herstellung von Faserplatten vorgesehenen, getrockneten Fasern | |
| EP1514592A1 (de) | Verfahren und Vorrichtung zum statischen Mischen, insbesondere zur Beleimung von lignocellulosehaltigen Fasern mit einem Bindemittel | |
| DE68902404T2 (de) | Blasenduese zum zerfasern von material. | |
| DE10226820B3 (de) | Verfahren und Vorrichtung zum Beleimen von zur Herstellung von Faserplatten vorgesehenen, getrockneten Fasern | |
| WO2012034646A1 (de) | Verfahren und einrichtung zur nassbeleimung von holzfasern | |
| AT244011B (de) | Verfahren zum Herstellen von Fasern aus zähflüssigen Massen und Vorrichtung zum Durchführen des Verfahrens | |
| DE19655254B4 (de) | Zweistoffdüse | |
| DE3117682C2 (de) | Verfahren und Vorrichtung zum kontinuierlichen Beleimen von Holzspänen und anderen lignozellulosehaltigen Partikeln | |
| DE102017103458B4 (de) | Vorrichtung und Verfahren zum Benetzen eines Materialstroms mit einem Bindemittel und einem System zur Herstellung von Werkstoffplatten | |
| DE3619857A1 (de) | Verfahren und vorrichtung zur zerstaeubung von fluessigen und/oder pastoesen und/oder pulverfoermigen medien, insbesondere von fluessigkeiten mit teilchen, beispielsweise abrasiven teilchen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20081230 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20090310 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20101020 |