EP1786577B1 - Verfahren zum walzen eines metallbands - Google Patents
Verfahren zum walzen eines metallbands Download PDFInfo
- Publication number
- EP1786577B1 EP1786577B1 EP05782864A EP05782864A EP1786577B1 EP 1786577 B1 EP1786577 B1 EP 1786577B1 EP 05782864 A EP05782864 A EP 05782864A EP 05782864 A EP05782864 A EP 05782864A EP 1786577 B1 EP1786577 B1 EP 1786577B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- metal strip
- rolling
- strip
- roller
- differential value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/68—Camber or steering control for strip, sheets or plates, e.g. preventing meandering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2273/00—Path parameters
- B21B2273/04—Lateral deviation, meandering, camber of product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/14—Guiding, positioning or aligning work
- B21B39/16—Guiding, positioning or aligning work immediately before entering or after leaving the pass
Definitions
- the invention relates to a method and apparatus for reducing band saber when rolling a metal strip.
- a generic method is eg off JP-A-59118216 known.
- band sabers This refers to lateral deviations from the straightness of the strip in the longitudinal direction.
- the band saw can lead to process disturbances during the rolling process but also during later process steps, which has a negative effect on throughput and productivity.
- the causes of a non-parallel position of the rolling rolls are versatile.
- here are the different springing of the two framework stands under rolling load, an off-center position of the metal strip with respect to the roll center and different strengths of the rolling stock over the bandwidth, especially due to temperature differences of importance.
- the invention has for its object to provide a method and an apparatus that effectively reduces the formation of a tape measure when rolling metal bands. This object is achieved by the method according to claim 1.
- the essence of the invention is based on the assumption that, in particular, the geometry of the roll gap is responsible for the formation of a tieback.
- the geometry of the roll gap can be changed and thus the formation of a tieback can be reduced.
- the adjustment of the nip takes place unevenly across the width of the metal strip, i. in the longitudinal direction of the roller.
- Under rolling mill is understood according to the invention a system of at least one rolling roll and its storage.
- metal tape is understood to mean any shape of a metallic semifinished product (also in the raw state) whose length is greater than the width.
- these include slabs and slabs, flat billets and wide steel, etc. understood.
- the position of the band edge (s) can be determined by optical measuring devices.
- the position can also be determined by means of side guides, which are in constant contact with at least one band edge and follow a transverse movement of the band edge (s).
- the metal strip is guided on at least one side guide in front of the rolling stand and a side guide behind the rolling stand and measured the compressive forces in the side guides.
- the geometry of the roll gap may be changed.
- the metal strip is continuously guided on the side guide (s). This can react very quickly to changing conditions that would otherwise cause the emergence of a gangbeam. An exact control of the adjustable rolling stand is therefore possible without simultaneous thickness profile measurement.
- continuous guidance of the metal strip on the side guide (s) is understood to mean that the edges of the metal strip abut substantially on the side guide (s) at all times and thus are in constant contact with them.
- this should not be understood as lateral guides, which only come into contact with the deviations of the strip edges from their desired position and thus limit their deflection.
- a particular advantage of the two-sided arrangement of side guides is that a non-constant width of the band over its length due to the simultaneous increase or decrease of the compressive forces in the two side guides, which in turn can result in the difference to zero, not disadvantageous effect.
- the difference value can be determined, for example, by pressing the side guide (movable in the transverse direction of the metal strip) against the edge with a defined (path-dependent) contact pressure and at a movement of the band edge, the increase or decrease (difference value) of this contact force is determined.
- An influence on the measured values by a non-constant bandwidth can be avoided in this case, for example, that this is measured in the strip running direction in front of the rolling mill and is compensated by control technology.
- the target value for the control of the roller is a differential value of the determined compressive forces of zero.
- a difference value from zero means that the metal band runs perfectly straight without band saber.
- An embodiment of the invention provides for arranging at least one lateral guide with pressure force measurement on each side of the belt in front of and behind the rolling stand. By taking into account the at least four determined values for the compressive force, a bending moment can be calculated which gives a value for the control of the roller independently of the relative position of the metal strip within the guide.
- a plurality of rolling stands or one or more rolling stands and other devices of any kind between the side guide pairs may be arranged.
- any influence of an asymmetrical course in the calculation of the difference value can be taken into account, so that an adapted control of the roll (s) of the rolling stand can take place.
- the side guides may be supported to compensate for corresponding movements of the strip edges, thus compensating for the differential value of the compressive force by an asymmetric progression of the strip between the side guides.
- the side guides are designed in the form of guide rollers. These allow permanent contact with the metal strip, without causing high frictional forces and / or damage to the strip edges.
- the method according to the invention can be used particularly advantageously during hot rolling of metal strip.
- the corresponding device can be arranged in a roughing a hot rolling mill, since there is the crossflow obstruction due to the larger strip thickness and the higher temperature compared to the finishing line is sufficiently low.
- the metal strip can thus be passed as saber-free as possible to the finishing mill.
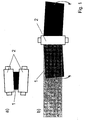
- Fig. 1 the emergence of a tieback due to a wedge-shaped roll gap is shown.
- a metal strip 1 with a wedge-shaped thickness profile is formed over the metal strip width.
- the invention now proposes to provide vertical guide rollers 3 which are arranged in pairs (one per side of the metal strip 1) in front of and behind the pair of rollers and are in constant contact with it by their transversal displacement of the band.
- the pressure force exerted by the metal strip 1 on the respective guide roller 3, is determined by a measuring device, not shown.
- the metal strip 1 rotates on both sides of the roll pair in mutually opposite directions (in the embodiment of FIGS Fig. 2 or 3 towards the operator side). This increases the force which is measured by the two operator-side guide rollers 3. To the same extent, the forces measured by the guide rollers 3 of the drive side AS decrease.
- the geometry of the roll gap is corrected accordingly, so that a band saw, which arises due to non-parallel alignment of the rollers 2, is effectively reduced.
- the formation of a belt and other influences by actively influencing the roll gap geometry can be influenced or reduced by the inventive device and the corresponding method.
- Fig. 3 an embodiment of the device according to the invention is shown, which is functional to that of the Fig. 2 is identical, but has a plurality of guide rollers with force measuring devices, which are arranged uniformly on both sides of the belt and in front of and behind the pair of rolling rollers. Due to the large number of measuring points, the accuracy of the measurement and thus the influence of the tape measure can be significantly increased.
- an improved guidance of the metal strip can be achieved by increasing the number of guide rollers.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
Description
- Die Erfindung betrifft ein Verfahren sowie eine Vorrichtung zur Verringerung von Bandsäbeln beim Walzen eines Metallbands. Ein gattungsgemäßes Verfahren ist z.B. aus
JP-A-59118216 - Eines der bei der Metallbanderzeugung, insbesondere bei der Warmbanderzeugung ungelösten Probleme ist das Auftreten von sogenannten Bandsäbeln. Damit werden seitliche Abweichungen von der Geradheit des Bandes in Längsrichtung bezeichnet. Der Bandsäbel kann zu Prozeßstörungen während des Walzvorganges aber auch während späterer Prozeßschritte führen, was sich negativ auf den Durchsatz sowie auf die Produktivität auswirkt.
- Um den negativen Einfluß von Bandsäbeln auf nachfolgende Verarbeitungsprozesse zu reduzieren ist es bekannt, das Metallband durch Seitenführungen, die beidseitig vor und/oder hinter einem Walzgerüst angeordnet sind, zwangszuführen. Dadurch kann verhindert werden, daß das Metallband in nicht zulässigem Maße seitlich verläuft.
- Durch die Zwangsführung des Metallbandes wird zwar der Bandsäbel und damit die negativen Auswirkungen, die dieser auf nachfolgende Prozesse haben könnte, verhindert. Die Ursachen, die zum Auftreten von Bandsäbeln führen, werden dadurch jedoch nicht behoben, so daß das Problem nicht in seinem Ursprung beseitigt wird.
- Untersuchungen haben gezeigt, daß insbesondere eine nicht-parallele Ausrichtung der Arbeitswalzen und der Walzkraft zur Ausbildung von Bandsäbeln führt. Das Walzen des Bands in einem nicht-parallelen, also keiligen Walzspalt führt zu einem ungleichförmigen Dickenprofil des Bands und gleichzeitig aufgrund der plastischen Verformung des Bands durch die Walzrolle zu einer unterschiedlichen Ausbildung der Bandlänge über der Bandbreite. Die unterschiedlichen Bandlängen führen wiederum zu einer Rotation des Bandes auf dem Rollgang und zu einem Bandsäbel.
- Die Ursachen für eine nicht-parallele Lage der Walzrollen sind vielseitig. Unter anderem sind hierbei die unterschiedliche Auffederung der beiden Gerüstständer unter Walzlast, eine außermittige Lage des Metallbands in Bezug auf die Walzenmitte und unterschiedliche Festigkeiten des Walzguts über der Bandbreite, insbesondere bedingt durch Temperaturunterschiede von Bedeutung.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren sowie eine Vorrichtung zu schaffen, die die Entstehung eines Bandsäbels beim Walzen von Metallbändern wirksam verringert. Diese Aufgabe wird durch das Verfahren nach Anspruch 1 gelöst.
- Der Kern der Erfindung beruht auf der Annahme, daß insbesondere die Geometrie des Walzspalts für die Entstehung eines Bandsäbels verantwortlich ist. Durch eine entsprechende Ansteuerung der Walze innerhalb eines Walzgerüsts kann die Geometrie des Walzspalts verändert und damit die Ausbildung eines Bandsäbels verringert werden.
- Dazu ist vorgesehen, die Position von mindestens einer Kante des Metallbands und/oder eine Druckkraft, die diese Kante(n) auf ein angrenzendes Bauteil ausübt, vor und hinter einem Walzgerüst zu messen, um anhand eines Wertes für das Biegemoment, das sich aus dem Differenzwert der Messergebnisse der Seitenführung vor dem Walzgerüst und dem Differenzwert der Seitenführung hinter dem Walzgerüst ergibt, die Geometrie des Walzspalts zu verändern, beispielsweise indem mindestens eine Walze des Walzgerüsts angesteuert und verstellt wird.
- Vorteilhafterweise erfolgt die Verstellung des Walzspalts ungleichförmig über der Breite des Metallbands, d.h. in Längsrichtung der Walze.
- Auf diese Weise kann eine unbeabsichtigte nicht-parallele Ausrichtung der Arbeitswalze(n), wie sie aus den oben genannten Gründen entstehen kann, durch aktive Ansteuerung ausgeglichen werden.
- Unter Walzgerüst wird erfindungsgemäß ein System aus mindestens einer Walzrolle und dessen Lagerung verstanden.
- Unter Metallband soll erfindungsgemäß jede Form eines metallischen Halbzeugs (auch im Rohzustand) verstanden werden, dessen Länge größer als die Breite ist. Insbesondere werden darunter Brammen und Vorbrammen, Flachknüppel und Breitstahl, etc. verstanden.
- Beispielsweise kann die Position der Bandkante(n) durch optische Meßgeräte bestimmt werden. Alternativ kann die Position auch anhand von Seitenführungen bestimmt werden, die im ständigen Kontakt mit mindestens einer Bandkante stehen und einer Querbewegung der Bandkante(n) folgen.
- In einer Alternative der vorliegenden Erfindung wird das Metallband an mindestens einer Seitenführung vor dem Walzgerüst und einer Seitenführung hinter dem Walzgerüst geführt und die Druckkräfte in den Seitenführungen gemessen. Somit kann beim Auftreten eines Differenzwerts der Druckkräfte in den Seitenführungen die Geometrie des Walzspalts verändert werden.
- In einer vorteilhaften Weiterbildung wird das Metallband kontinuierlich an der/den Seitenführung(en) geführt. Dadurch kann sehr schnell auf sich ändernde Bedingungen reagiert werden, die ansonsten die Entstehung eines Bandsäbels nach sich ziehen würden. Eine exakte Steuerung des verstellbaren Walzgerüsts ist folglich auch ohne gleichzeitige Dickenprofilmessung möglich.
- Unter "kontinuierlicher Führung" des Metallbands an der/den Seitenführung(en) wird im Sinne der Erfindung verstanden, daß die Kanten des Metallbands im wesentlichen jederzeit an der/den Seitenführung(en) anliegen und somit in ständigem Kontakt mit diesen stehen. Insbesondere sollen darunter nicht Seitenführungen verstanden werden, die erst beim Abweichen der Bandkanten aus ihrer Sollage mit diesen in Kontakt kommen und somit deren Ablenkung begrenzen.
- Vorteilhaft kann es sein, das Metallband vor und/oder hinter dem Walzgerüst beidseitig an mindestens einer Seitenführung zu führen. Der Differenzwert für die Druckkräfte ergibt sich dann auf einfache Weise aus den zwei gemessenen Werten.
- Ein besonderer Vorteil der beidseitigen Anordnung von Seitenführungen liegt darin, daß sich eine nicht-konstante Breite des Bands über dessen Länge aufgrund der gleichzeitigen Erhöhung bzw. Verringerung der Druckkräfte in den beiden Seitenführungen, die sich in der Differenz wiederum zu Null ergeben kann, nicht nachteilig auswirkt.
- Bei einer alternativen Ausführungsform mit nur einer einseitigen Führung des Metallbands vor und/oder hinter dem Walzgerüst kann der Differenzwert beispielsweise dadurch ermittelt werden, daß die (in Querrichtung des Metallbands bewegliche) Seitenführung mit einer definierten (wegabhängigen) Anpreßkraft auf die Kante gedrückt wird und bei einer Bewegung der Bandkante die Zu- oder Abnahme (Differenzwert) dieser Anpreßkraft ermittelt wird.
- Ein Einfluß auf die Meßwerte durch eine nicht-konstante Bandbreite kann in diesem Fall beispielsweise dadurch vermieden werden, daß diese in Bandlaufrichtung vor dem Walzgerüst gemessen wird und regelungstechnisch ausgeglichen wird.
- In einer vorteilhaften Weiterbildung gilt als Zielwert für die Ansteuerung der Walze ein Differenzwert der ermittelten Druckkräfte von Null. Ein Differenzwert von Null bedeutet demnach, daß das Metallband vollkommen gerade ohne Bandsäbel verläuft. Hierbei können Druckkraftunterschiede in den Seitenführungen auf beiden Seiten des Metallbands, die durch eine asymmetrische Position oder einen Schräglauf des Metallbands zwischen den Führungen entstehen, ebenfalls mathematisch oder regelungstechnisch herausgefiltert werden.
- Eine Ausführungsform der Erfindung sieht vor, vor und hinter dem Walzgerüst mindestens jeweils eine Seitenführung mit Druckkraftmessung auf jeder Seite des Bandes anzuordnen. Durch ein Inbezugsetzen der mindestens vier ermittelten Werte für die Druckkraft kann ein Biegemoment errechnet werden, das unabhängig von der relativen Position des Metallbands innerhalb der Führung einen Wert für die Ansteuerung der Walze ergibt.
- Bei dieser Ausführungsform können selbstverständlich auch mehrere Walzgerüste oder ein oder mehrere Walzgerüste und weitere Vorrichtungen beliebiger Art zwischen den Seitenführungspaaren angeordnet sein.
- In einer alternativen Ausführungsform kann jedoch vorgesehen sein, lediglich vor oder hinter dem Walzgerüst mindestens zwei Seitenführungen vorzusehen, die einen entsprechenden Differenzwert für die Druckkraft bilden.
- Durch eine Bestimmung der Position des Bandes in Relation zu der oder den Walzen des Walzengerüsts kann ein eventueller Einfluß eines asymmetrischen Verlaufs bei der Berechnung des Differenzwerts berücksichtigt werden, so daß eine angepaßte Ansteuerung der Walze(n) des Walzgerüsts erfolgen kann.
- Alternativ können die Seitenführungen so gelagert werden, daß sie entsprechende Bewegungen der Bandkanten ausgleichen und somit eine Beeinflussung des Differenzwerts für die Druckkraft durch einen asymmetrischem Verlauf des Bands zwischen den Seitenführungen ausgleichen.
- In einer vorteilhaften Ausführungsform sind die Seitenführungen in Form von Führungsrollen ausgebildet. Diese ermöglichen einen permanenten Kontakt mit dem Metallband, ohne daß hohe Reibungskräfte und/oder Beschädigungen der Bandkanten entstehen.
- Das erfindungsgemäße Verfahren kann besonders vorteilhaft beim Warmwalzen von Metallband eingesetzt werden. Insbesondere kann die entsprechende Vorrichtung in einer Vorstraße einer Warmwalzstraße angeordnet werden, da dort die Querflußbehinderung aufgrund der größeren Banddicke sowie der höheren Temperatur im Vergleich zur Fertigstraße ausreichend gering ist. Das Metallband kann somit möglichst säbelfrei an die Fertigstraße übergeben werden.
- Die Erfindung wird nachfolgend anhand eines Ausführungsbeispiels näher erläutert. In den Zeichnungen zeigt:
- Fig. 1
- die Entstehung eines Bandsäbels aufgrund einer nicht-parallelen Ausrichtung eines Walzenpaares in einem Querschnitt (a) sowie einer Draufsicht (b);
- Fig. 2
- eine Ausführungsform einer erfindungsgemäßen Vorrichtung zum Walzen von Metallbändern in einer Draufsicht und
- Fig. 3
- eine alternative Ausführungsform einer erfindungsgemäßen Vorrichtung zum Walzen von Metallbändern.
- In
Fig. 1 wird die Entstehung eines Bandsäbels aufgrund eines keilförmigen Walzspalts gezeigt. - Durch den nicht-parallelen Walzspalt des Walzenpaares entsteht ein Metallband 1 mit einem keilförmigen Dickenprofil über der Metallbandbreite.
- Dies führt aufgrund der plastischen Verformung gleichzeitig zu einer ungleichförmigen Längenausdehnung des Metallbands 1 über der Breite. Die unterschiedlichen Längenausdehnungen wiederum begründen eine Geradheitsabweichung des Metallbands 1 in Längsrichtung, so daß das Metallband 1 auf beiden Seiten der Walzen 2 des Walzenpaares aus dem ideal geraden Verlauf in zueinander entgegengesetzter Richtung heraus rotiert.
- In einer Ausführungsform sieht die Erfindung nun vor, vertikale Führungsrollen 3 vorzusehen, die paarweise (jeweils eine pro Seite des Metallbands 1) vor und hinter dem Walzenpaar angeordnet sind und durch ihre Verschiebbarkeit in Querrichtung des Bands im ständigen Kontakt mit diesem stehen. Die Druckkraft, die das Metallband 1 auf die jeweilige Führungsrolle 3 ausübt, wird über eine nicht dargestellte Meßvorrichtung bestimmt.
- Bei einem ideal geraden Verlauf des Metallbands 1 ohne Bandsäbel ergibt die Summe der Kräfte auf der Bedienerseite BS den gleichen Wert wie die Summe der Kräfte auf der Antriebsseite AS.
- Sobald aufgrund eines nicht-parallelen Walzspalts ein Bandsäbel entsteht, rotiert das Metallband 1 auf beiden Seiten des Walzenpaares in zueinander entgegengesetzter Richtung (im Ausführungsbeispiel der
Fig. 2 oder3 in Richtung der Bedienerseite). Dadurch erhöht sich die Kraft, die von den beiden bedienerseitigen Führungsrollen 3 gemessen werden. In gleichem Maße nehmen die Kräfte, die von den Führungsrollen 3 der Antriebsseite AS gemessen werden, ab. - Anhand dieser Kraftdifferenz zwischen Bedienerseite BS und Antriebsseite AS kann ein Rückschluß auf die Größe des Bandsäbels gezogen werden. Der somit erhaltene Differenzwert wird zur Ansteuerung der zueinander verstellbaren Walzen 2 verwendet.
- Durch die Ansteuerung der verstellbaren Walzen 2 wird die Geometrie des Walzspalts entsprechend korrigiert, so daß ein Bandsäbel, der aufgrund einer nicht-parallelen Ausrichtung der Walzen 2 entsteht, wirksam verringert wird.
- Gleichsam kann durch die erfindungsgemäße Vorrichtung sowie das entsprechende Verfahren die Entstehung eines Bandsäbels und anderer Einflüsse durch aktive Beeinflussung der Walzspaltgeometrie beeinflußt bzw. verringert werden.
- In
Fig. 3 ist eine Ausführung der erfindungsgemäßen Vorrichtung dargestellt, die funktionell zu derjenigen derFig. 2 identisch ist, jedoch eine Vielzahl von Führungsrollen mit Kraftmeßvorrichtungen aufweist, die gleichmäßig auf beiden Bandseiten sowie vor und hinter dem Walzrollenpaar angeordnet sind. Durch die Vielzahl der Meßstellen kann die Genauigkeit der Messung und somit die Beeinflussung des Bandsäbels deutlich erhöht werden. - Ferner kann durch eine Erhöhung der Anzahl der Führungsrollen eine verbesserte Führung des Metallbands erreicht werden.
Claims (7)
- Verfahren zum Verringern von Bandsäbeln beim Walzen eines Metallbands (1) mit folgenden Schritten:- Führen des Metallbands (1) an mindestens einer Seitenführung (3) vor und hinter einem Walzgerüst; und- Messen der Druckkräfte in den Seitenführungen (3) und/oder die Position der Seitenführungen zur Bestimmung eines Differenzwerts und dabei Messen der Druckkraft auf ein angrenzendes Bauteil von mindestens einer Kante des Metallbands vor und hinter einem Walzgerüst; gekennzeichnet durch:- Anpassen der Walzspaltgeometrie zur Verringerung des Bandsäbels anhand eines Werts für das Biegemoment, das sich aus dem Differenzwert der Meßergebnisse der Seitenführung(en) (3) vor dem Walzgerüst und dem Differenzwert der Seitenführung(en) (3) hinter dem Walzgerüst ergibt.
- Verfahren nach Anspruch 1, gekennzeichnet durch eine ungleichförmige Verstellung des Walzspalts in Längsrichtung der Walze (2).
- Verfahren nach Anspruch 1 oder 2, gekennzeichnet durch die kontinuierliche Führung des Metallbands (1) an den Seitenführungen (3).
- Verfahren nach einem der Ansprüche 1 bis 3, gekennzeichnet durch ein beidseitiges Führen des Metallbands (1) vor und/oder hinter dem Walzgerüst.
- Verfahren nach einem der Ansprüche 1 bis 4, gekennzeichnet durch eine Anpassung der Walzspaltgeometrie mit einem Zielwert für den Differenzwert der Druckkräfte von Null.
- Verfahren nach einem der Ansprüche 1 bis 5, gekennzeichnet durch die Ansteuerung der Walze (2) anhand eines Differenzwerts der Seitenführungen (3) vor oder hinter dem Walzgerüst in Verbindung mit einer Bestimmung des Bandverlaufs relativ zur Walze (2).
- Verfahren nach einem der vorhergehenden Ansprüche, gekennzeichnet durch das Warmwalzen des Metallbands (1).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004043790A DE102004043790A1 (de) | 2004-09-08 | 2004-09-08 | Verfahren und Vorrichtung zum Walzen eines Metallbands |
| PCT/EP2005/009627 WO2006027238A1 (de) | 2004-09-08 | 2005-09-08 | Verfahren und vorrichtung zum walzen eines metallbands |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1786577A1 EP1786577A1 (de) | 2007-05-23 |
| EP1786577B1 true EP1786577B1 (de) | 2009-11-04 |
Family
ID=35427588
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05782864A Revoked EP1786577B1 (de) | 2004-09-08 | 2005-09-08 | Verfahren zum walzen eines metallbands |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1786577B1 (de) |
| AT (1) | ATE447447T1 (de) |
| DE (2) | DE102004043790A1 (de) |
| WO (1) | WO2006027238A1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006059709A1 (de) | 2006-12-18 | 2008-06-19 | Siemens Ag | Walzverfahren für ein Band |
| DE102007001539A1 (de) | 2007-01-10 | 2008-07-17 | Siemens Ag | Steuerverfahren für ein Walzgerüst zum Walzen eines Bandes |
| DE102008007247A1 (de) * | 2007-09-13 | 2009-03-19 | Siemens Aktiengesellschaft | Betriebsverfahren für eine Walzstraße mit Krümmungserkennung |
| WO2018095717A1 (de) | 2016-11-24 | 2018-05-31 | Primetals Technologies Germany Gmbh | Bandlageregelung mit kraftbegrenzter anstellung von seitenführungen an das metallband und korrektur der walzenanstellung |
| EP3599038A1 (de) * | 2018-07-25 | 2020-01-29 | Primetals Technologies Austria GmbH | Verfahren und vorrichtung zur ermittlung der seitlichen bandkontur eines laufenden metallbandes |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3116278A1 (de) * | 1981-04-24 | 1982-11-11 | Betriebsforschungsinstitut VDEh - Institut für angewandte Forschung GmbH, 4000 Düsseldorf | Vorrichtung zum steuern der lage des bandlaufs beim walzen |
| JPS5945011A (ja) * | 1982-09-07 | 1984-03-13 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延材の蛇行防止方法及び装置 |
| JPS59118216A (ja) * | 1982-12-25 | 1984-07-07 | Sumitomo Metal Ind Ltd | 板キヤンバ制御方法 |
| JPS59127915A (ja) * | 1983-01-07 | 1984-07-23 | Sumitomo Metal Ind Ltd | 板キヤンパ制御方法 |
| JPS59189011A (ja) * | 1983-04-12 | 1984-10-26 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延材の蛇行及び横曲り制御方法及びその装置 |
| JPS59191510A (ja) * | 1983-04-13 | 1984-10-30 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延材の蛇行制御方法及び装置 |
-
2004
- 2004-09-08 DE DE102004043790A patent/DE102004043790A1/de not_active Withdrawn
-
2005
- 2005-09-08 AT AT05782864T patent/ATE447447T1/de not_active IP Right Cessation
- 2005-09-08 WO PCT/EP2005/009627 patent/WO2006027238A1/de active Application Filing
- 2005-09-08 EP EP05782864A patent/EP1786577B1/de not_active Revoked
- 2005-09-08 DE DE502005008450T patent/DE502005008450D1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE502005008450D1 (de) | 2009-12-17 |
| DE102004043790A1 (de) | 2006-03-09 |
| ATE447447T1 (de) | 2009-11-15 |
| WO2006027238A1 (de) | 2006-03-16 |
| EP1786577A1 (de) | 2007-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1781429B1 (de) | Verfahren zum richten eines metallbandes und richtmaschine | |
| EP2477764B1 (de) | Verfahren und vorrichtung zum kontinuierlichen streckbiegerichten von metallbändern | |
| EP1896200B1 (de) | Verfahren und vorrichtung zur gezielten beeinflussung der vorbandgeometrie in einem vorgerüst | |
| EP1955786B1 (de) | Verfahren zum Planieren von Metallbändern | |
| EP3253505B1 (de) | Verfahren und vorrichtung zum prägewalzen eines bandes | |
| EP1786577B1 (de) | Verfahren zum walzen eines metallbands | |
| DE4310547C2 (de) | Verfahren und Vorrichtung zum Verhindern der seitlichen Verbiegung einer sich längs erstreckenden, gewalzten Bramme | |
| EP3544751B1 (de) | Bandlageregelung mit kraftbegrenzter anstellung von seitenführungen an das metallband und korrektur der walzenanstellung | |
| AT509831B1 (de) | Verfahren und vorrichtung zur minimierung des bandzugs eines walzgutes | |
| DE3622926C2 (de) | Kontinuierliches mehrstufiges Walzwerk | |
| DE2856525A1 (de) | Verfahren und vorrichtung zur verarbeitung mit matrizenwalzen bzw. praegerollen | |
| EP0976466A2 (de) | Verfahren und Vorrichtung zum Herstellen eines Rohres aus Bandmaterial | |
| EP2741870B1 (de) | Walzanlage und verfahren zum walzen | |
| DE10037867A1 (de) | Verfahren zum flexiblen Walzen eines Metallbandes | |
| DE19962754A1 (de) | Verfahren zum flexiblen Walzen eines Metallbandes | |
| DE69201395T2 (de) | Streckrollen-Richtmaschine. | |
| DE69105291T2 (de) | Verfahren und Vorrichtung zur Korrektur einer Biegung in Breitenrichtung im Endbereich eines warmgewalzten, plattenförmigen Produktes. | |
| EP3826781B1 (de) | Verfahren und vorrichtung zur ermittlung der seitlichen bandkontur oder der position der bandkanten eines laufenden metallbandes | |
| DE69109945T2 (de) | Umkehrbares Walzverfahren. | |
| DE69612225T2 (de) | Verfahren und Vorrichtung zum Richten von flachen metallischen Produkten sowie Blechen, Metallbanden | |
| DE3245031C2 (de) | ||
| DE19903926A1 (de) | Verfahren und Anlage zum Umformen von Metallband | |
| EP3873685B1 (de) | Walzlinie | |
| AT510957B1 (de) | Verfahren und vorrichtung zum herstellen eines metallischen bandes | |
| DE202019106037U1 (de) | Anlage zur Herstellung von Profilen aus einem Metallband |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20070206 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070608 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: METHOD FOR MILLING A METAL STRIP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VDEH-BETRIEBSFORSCHUNGSINSTITUT GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502005008450 Country of ref document: DE Date of ref document: 20091217 Kind code of ref document: P |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20091104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100304 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100304 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100204 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 |
|
| 26 | Opposition filed |
Opponent name: SIEMENS AKTIENGESELLSCHAFT Effective date: 20100722 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100205 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20101125 Year of fee payment: 6 |
|
| BERE | Be: lapsed |
Owner name: VDEH-BETRIEBSFORSCHUNGSINSTITUT G.M.B.H. Effective date: 20100930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100908 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110531 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R064 Ref document number: 502005008450 Country of ref document: DE Ref country code: DE Ref legal event code: R103 Ref document number: 502005008450 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100908 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 20110718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100908 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R107 Ref document number: 502005008450 Country of ref document: DE Effective date: 20120112 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MA03 Ref document number: 447447 Country of ref document: AT Kind code of ref document: T Effective date: 20110718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: LU Free format text: LAPSE BECAUSE OF REVOCATION BY EPO Effective date: 20100908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091104 |