EP1685932B1 - Verfahren und Vorrichtung zur Herstellung einer Leichtbauplatte, sowie Leichtbauplatte - Google Patents
Verfahren und Vorrichtung zur Herstellung einer Leichtbauplatte, sowie Leichtbauplatte Download PDFInfo
- Publication number
- EP1685932B1 EP1685932B1 EP06001750A EP06001750A EP1685932B1 EP 1685932 B1 EP1685932 B1 EP 1685932B1 EP 06001750 A EP06001750 A EP 06001750A EP 06001750 A EP06001750 A EP 06001750A EP 1685932 B1 EP1685932 B1 EP 1685932B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- core layer
- layer
- covering layer
- building board
- lightweight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/36—Linings or coatings, e.g. removable, absorbent linings, permanent anti-stick coatings; Linings becoming a non-permanent layer of the moulded article
- B28B7/364—Linings or coatings, e.g. removable, absorbent linings, permanent anti-stick coatings; Linings becoming a non-permanent layer of the moulded article of plastic material or rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/14—Producing shaped prefabricated articles from the material by simple casting, the material being neither forcibly fed nor positively compacted
- B28B1/16—Producing shaped prefabricated articles from the material by simple casting, the material being neither forcibly fed nor positively compacted for producing layered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B19/00—Machines or methods for applying the material to surfaces to form a permanent layer thereon
- B28B19/0015—Machines or methods for applying the material to surfaces to form a permanent layer thereon on multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B23/00—Arrangements specially adapted for the production of shaped articles with elements wholly or partly embedded in the moulding material; Production of reinforced objects
- B28B23/0006—Arrangements specially adapted for the production of shaped articles with elements wholly or partly embedded in the moulding material; Production of reinforced objects the reinforcement consisting of aligned, non-metal reinforcing elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B5/00—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping
- B28B5/02—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping on conveyors of the endless-belt or chain type
- B28B5/026—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping on conveyors of the endless-belt or chain type the shaped articles being of indefinite length
- B28B5/027—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping on conveyors of the endless-belt or chain type the shaped articles being of indefinite length the moulding surfaces being of the indefinite length type, e.g. belts, and being continuously fed
Definitions
- the invention relates to a multi-layer lightweight concrete board made of a core layer and at least one cover layer and a method and an apparatus for producing such a lightweight board.
- a general problem with the use of cementitious lightweight panels under humid ambient conditions is the high capillary water absorption due to the capillary channels and capillary openings in the cementitious stone matrix formed during the hydraulic setting process. This water absorption leads to swelling of the plates and expansion cracks of the cementitious material and concomitantly to loss of strength and chipping to the destruction of the attached to the lightweight board, such. an applied tiled surface.
- the frost resistance of such cementitious lightweight panels is very low.
- shrinkage cracks are formed in the cement-stone matrix. These result from the fact that part of the mixing water is absorbed into the matrix but not chemically bound. Evaporation of this unbound capillary water from the already hardened product and the resulting stresses can cause cracks (shrinkage cracks) if the shrinkage stresses are greater than the tensile strengths of the cement matrix. These shrinkage cracks can additionally increase the capillary water absorption of the cement-stone matrix.
- One from the DE 197 04 961 C2 known lightweight board consists of a core layer of lightweight concrete, which is on both sides with a cover layer, in which different lengths, alkali-resistant textile glass fibers are introduced, is occupied.
- a cover layer in which different lengths, alkali-resistant textile glass fibers are introduced, is occupied.
- Into the core layer blown clay beads of fired expanded clay granules and, as reinforcement, alkali-resistant fibers, for example glass and / or synthetic fibers, are introduced as lightweight aggregate, whereby the bond between cover layer and core layer is improved.
- the clay beads in the core layer reduce the water absorbency of the lightweight board due to their closed-pore structure.
- a multilayer lightweight panel for use particularly in humid environments and a method of making the same consisting of a core layer of concrete, preferably lightweight concrete, consisting of hydrated cement and aggregates, and two disposed on the two major surfaces of the core layer compared to this thinner, cover layers also based on cement with an integrated reinforcement fabric, for example, with a alkali-resistant coated glass fiber fabric, which reduces the water absorption of the core layer.
- an integrated reinforcement fabric for example, with a alkali-resistant coated glass fiber fabric, which reduces the water absorption of the core layer.
- additives for the relatively light and porous core layer for example, perlite, vermiculite, bulking slag or expandable shale are used, preferably in a ratio of 2: 1 to the volume of the cement content.
- the topcoat may contain to a lesser extent fine additives such as sand or fine bulking slag. Due to its weather resistance, the lightweight panel is in accordance with the US Pat. No. 3,284,980 used in the construction of walls and swimming pools. However, the water absorption of such a lightweight board with about 10 wt .-% is still relatively high.
- the lightweight panel is manufactured according to the US 3,284,980 by placing a fabric layer in a suitably polyethylene-coated mold and applying a mixture of the topcoat material over it, which is a suitable one Has consistency to penetrate the tissue. Then, a mixture of the core material is applied, the surface of which is smoothed and applied thereon another layer of fabric and on this another layer of cement slurry and additives. In order to retain the moisture during the subsequent hardening, a further polyethylene layer or the like is applied to the last layer or the plate is steam-hardened. Thereafter, the hardened plate is removed from the mold.
- a cement-based multilayer lightweight panel and a method of making the same, which also comprises a core layer of hydrated cement and lightweight aggregates and two, on the two major surfaces of the core layer, compared to this substantially thinner, cementitious-based facing layers with integrated reinforcing mesh, wherein at least the cement portions of the core layer are rendered hydrophobic by the addition of suitable hydrophobizing agents, so that the capillary water absorption of the lightweight board is less than 1 kg / m 2 within 24 h.
- hydrophobing agents have become according to the DE 198 04 325 C2
- Metal stearates in particular zinc, calcium and / or aluminum stearates, and oleates, in particular sodium oleates, have proven to be particularly suitable, since they enter into chemical interactions with the cement content and lead, for example, to the formation of metal soaps.
- the proportion of hydrophobing agent based on the solid portion of the core layer to be hydrophobized is less than 1 wt .-%.
- a particularly effective distribution of the hydrophobizing agents in the cement matrix is also according to the DE 198 04 325 C2 achieved at a relatively low water content in the core layer.
- lightweight aggregates such as perlite, vermiculite, in particular in expanded form, such as expanded slate, foam glass or crushed expanded clay, which can likewise be rendered hydrophobic, are used to absorb the water to reduce the lightweight panel even further.
- the cement content of the two outer layers arranged on the main surfaces of the core layer of the lightweight building board can also be rendered hydrophobic.
- the reinforcing fabric of the cover layers is for example a glass fiber fabric, which is provided with an alkali-resistant coating, for example made of plastic.
- the lightweight board is in accordance with the DE 198 04 325 C2 applied to a first cover layer of inserted in a cement slurry glass fiber fabric a mixture of the core material and this covered with a second cover layer of inserted into cement slurry glass fiber fabric. Subsequently, the plates are cut to a desired size.
- a first continuous tissue for example a glass fiber fabric
- a metered deposition of the mortar on the fabric is effected by means of a scraping blade or a measuring device.
- the fabric is applied to a plurality of abutting conveyor plates lying on a conveyor belt, wherein the mortar is pressed by means of a pull rod as far into the interstices of the fabric that a certain amount remains on top of the fabric.
- the core material is made of a lightweight concrete made of cement and light aggregate placed on the impregnated fabric and optionally compacted by means of one or more successively arranged distributor and connected to the first fabric.
- a second layer of mortar soaked with mortar is applied to the core layer and pressed in analogous to the first layer of tissue.
- the strand thus formed is cut in a cutting device transversely to the conveying direction between the abutting support plates into individual plates, which are then stacked and cured for further densification and bonding of the layers.
- the generated strand of plate passes through for curing a hardness channel, is then divided into individual plates and stored in stack form in a maturing warehouse.
- shrinkage cracks in the covering layer can occur, which on the one hand lead to an increase in water absorption and, on the other hand, can impair the connection of the cementstone to the reinforcing fabric, so that the composite of the reinforcing fabric is disturbed by the cement-stone matrix and Strength of the lightweight panel can sink. Also, the deposits applied to the top layer can flake off due to the shrinkage cracks.
- the different matrix structure of the core layer and the cover layer due to the different physical and chemical properties, in particular the different moduli of elasticity and strength properties cause the composite of the two layers, especially under load, in particular at temperature fluctuations, and under the influence of moisture between the layers occurring voltages can be affected.
- the DE 29 46 225 A1 discloses a method and apparatus for the continuous production of fiber reinforced, hydraulically bonded molded articles having a lower core layer and at least one outer layer disposed on a major surface of the core layer.
- a network and hydraulically bondable material are first applied to a first endless carrier moving continuously in a main conveying direction.
- a second, continuously moving in a secondary conveying direction Endloslect also a network and hydraulically bondable material is applied first.
- the individual layers produced on the endless substrates are also processed in such a way that the networks are distributed in the hydraulically bindable material, wherein the water is partly sucked off.
- the network may be, for example, a fibrillated, apertured film which is withdrawn from a supply roll.
- the two endless carriers move synchronously and have an opposite direction of movement.
- the second endless carrier is arranged above the first endless carrier.
- the layer produced on the second endless carrier is placed on the layer formed on the first carrier via a deflection roller, so that a layer strand is produced.
- the produced layer strand is then removed from the first endless carrier and fed to a device in which it is brought into its final shape, for example by cutting, and finally guided via a curing system to a storage room.
- the EP 1 454 726 A1 discloses a method and apparatus for producing reinforced concrete slabs.
- the apparatus comprises a first conveyor belt for producing the uncured plates, a second conveyor belt for drying the plates and an outlet for removing the plates. Between the second conveyor belt and the outlet there is a device for completely wrapping the individual plates with a plastic film. The wrapping serves to facilitate the complete setting of the plates in a short time during storage of the plates.
- the object of the invention is to provide a method for producing a multi-layer lightweight cement board with a core layer and at least one cover layer, are ensured by means of consistently good, controllable or controllable hydration conditions, and can be produced by the lightweight panels, which on the surface of the cover layer have almost no visible pores.
- Another object of the invention is to provide an apparatus for producing such a lightweight board, by means of which also consistently good, controllable or controllable hydration conditions are ensured, and means which also lightweight panels can be produced, which have almost no visible pores on the surface of the cover layer.
- the object of the invention is also to provide a lightweight board that can be produced under reproducible, controllable and controllable hydration conditions, in particular, the drying of the lightweight board during manufacture should be avoided. Furthermore, the lightweight panels should be easily stackable and handleable.
- a multilayer lightweight board which can be produced according to the invention or has a core layer and at least one, preferably two cover layers, which are or are arranged on one or on the main surfaces of the core layer, and cover the core layer. In relation to the core layer, the cover layers are also significantly thinner.
- the lightweight panel is essentially to modify the cover layer with mechanical / physical means such that it is physically more resistant than the core layer.
- the cover layer expediently consists essentially of a solid mortar matrix made of cement stone and at least one in particular closed-cell and / or closed-pored lightweight aggregate into which at least one reinforcement z.
- Closed-cell means expanded body with a closed outer surface. Closed pore is a body that has closed pores.
- the closed-cell lightweight aggregate is, in particular, unbroken expanded glass granules in the form of micro-glass hollow spheres or expanded glass beads.
- Closed-cell lightweight aggregates are, for example, broken or unbroken expanded clay granules in the form of expanded clay beads or expanded clay granules of fired clay granules.
- the lightweight aggregate used here preferably has a particle size of 0 to 5 mm, preferably from 0.5 to 2 mm.
- the reinforcing agent or reinforcing agent integrated in the solid mortar matrix is preferably a glass fiber fabric, preferably of E glass or AR glass, which is expediently provided with an alkali-resistant coating, or a fabric of plastic with a mesh width of preferably 2 to 8 mm, preferably 4 to 6.5 mm, and multifilaments having a width of preferably 0.5 to 1.5 mm, preferably 0.6 to 0.7 mm and a thickness of preferably 0.1 to 0.5 mm, preferably 0.15 to 0.3 mm or monofilaments with a diameter of preferably 0.1 to 0.5 mm, preferably 0.15 to 0.3 mm.
- a reinforcing agent is generally a textile fabric with lattice-like and / or lattice-like openings, for example a nonwoven fabric, e.g. a spunbond and / or in general, for example, a network, braid, knitted or knitted fabric.
- reinforcing agent but also z.
- fibers scrims, nonwovens, mats, paper, metal mesh, perforated films or the like can be used.
- the fresh mortar of the top layer expediently contains other conventional additives such as pozzolans, such as fly ash, in particular Hard coal fly ash and / or blastfurnace slag and / or microsilica, and / or conventional additives such as air entrainers and / or flow agents, for example polycarboxylate ethers and / or stabilizers such as methyl cellulose and / or dispersing agents, such as a terpolymer of ethylene, vinyl laurate and vinyl chloride.
- pozzolans such as fly ash, in particular Hard coal fly ash and / or blastfurnace slag and / or microsilica
- air entrainers and / or flow agents for example polycarboxylate ethers and / or stabilizers such as methyl cellulose and / or dispersing agents, such as a terpolymer of ethylene, vinyl laurate and vinyl chloride.
- a cement Portland cement is suitably used.
- compositions of fresh mortars for preferred outer layers are given below: raw material [Wt .-%] especially Portland cement 20-35 25-32 pozzolan 0-35 25-32 water 20-35 25-32 expanded glass granulate 7-20 10-15 superplasticizer 0-1 0.2-0.5 stabilizer 0-0.5 0.1-0.3 dispersant 0-4 2-3.5 Air-entraining agents 0-0.5 0.2-0.4
- a water / solid value w / f of 0.35 to 0.6, preferably from 0.4 to 0.5 is set, so that the fresh mortar for the application of the cover layer is easily flowable and sprayable and a slump of preferably 21 to 24 cm, preferably 21.5 to 23 cm according to DIN.
- compositions of hardened outer layers are given below: raw material [Wt .-%] especially Portland cement stone 30-60 40-50 pozzolan 0-50 30-40 expanded glass granulate 5-30 10-20 tissue 0.5-3 0.5-1
- the sum of the fraction of closed-cell and / or closed-cell lightweight aggregate, in particular of expanded glass granules and the tissue fraction in the hardened outer layers, is preferably 8 to 20% by weight, preferably 10 to 15% by weight.
- the proportion of air pores in the hardened outer layers resulting from the expedient use of the air entraining agent is preferably 5 to 30% by volume, preferably 8 to 15% by volume.
- the core layer of the inventive lightweight panel or construction according to the invention consists essentially of cement, suitably Portland cement stone and preferably at least one, in particular a closed-cell and / or closed-cell lightweight aggregate, wherein for the core layer in particular unbroken expanded clay beads and / or expanded clay grains having a grain size of preferably 0 to 5 mm, preferably from 0 to 2 mm and the following particle size distribution.
- customary additives such as pozzolans, for example fly ash, in particular hard coal fly ash and / or blastfurnace slag and / or microsilica, and / or conventional additives such as air-entraining agents and / or dispersing agents, e.g. a terpolymer of ethylene, vinyl laurate and vinyl chloride and / or flow agents, for example polycarboxylate ethers.
- pozzolans for example fly ash, in particular hard coal fly ash and / or blastfurnace slag and / or microsilica
- air-entraining agents and / or dispersing agents e.g. a terpolymer of ethylene, vinyl laurate and vinyl chloride and / or flow agents, for example polycarboxylate ethers.
- raw material [Wt .-%] especially Portland cement 15-25 18-22 pozzolan 0-25 18-22 water 10-20 12-18 expanded clay granules 30-50 35-45 Air-entraining agents , 0-0.5 0.1-0.3 superplasticizer 0-1 0.2-0.5 dispersant 0-4 1-2
- a water / solids value w / f of 0.15 to 0.3, preferably 0.2 to 0.25 is set, so that the fresh concrete for the core layer expediently has a soil-moist consistency and a low slump, for example, 16 to 18 cm according to DIN.
- compositions of hardened core layers of the lightweight building panel according to the invention which can be produced or specified according to the invention are specified.
- raw material [Wt .-%] especially Portland cement stone 20-40 25-35 pozzolan 0-40 20-30 expanded clay granules 30-60 40-50
- the proportion of closed-cell and / or closed-cell lightweight aggregate, in particular to expanded granules in the hardened core layer is preferably 40 to 60% by weight, preferably 45 to 55% by weight.
- the proportion of air pores in the hardened core layer resulting from the proper use of the air entraining agent is 10 to 50% by volume, preferably 15 to 25% by volume.
- both the core layer and the cover layer may additionally be hydrophobed, preferably with silicone oil or silane / siloxane-based water repellents, in particular with in each case the adjuvants, in particular the closed-cell and / or closed-cell aggregates such as the expanded glass granules and / or the expanded clay granules be rendered hydrophobic mixing with the cement content and optionally the additives and additives.
- the proportion of hydrophobing agent in the topcoat fresh mortar is from 0.1 to 0.5 wt%, preferably from 0.2 to 0.3 wt%, and in the fresh concrete for the core layer from 0.1 to 0.5 Wt .-%, preferably 0.2 to 0.3 wt .-%.
- the proportion of hydrophobizing agent is suitably 0.1 to 0.7 wt .-%, preferably 0.3 to 0.5 wt .-% in the top layer and 0.1 to 0.6 wt .-%, preferably 0.3 to 0.4 wt .-% in the core layer.
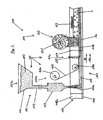
- Fig.1 consists essentially of a core layer 2, which is preferably covered on both sides with a cover layer 3a, 3b.
- the cover layers 3a, 3b each have a matrix of cement stone 5 and unbroken expanded glass granulate 6 and a reinforcement fabric 7 with warp threads 4 and weft threads (not illustrated) integrated in the matrix.
- the core layer 2 essentially consists of a matrix of cement stone 8 and unbroken expanded clay granules 9 embedded in the cement paste 8.
- both the cover layers 3a, 3b and the core layer 2 have air pores 10, 11.
- the cover layers 3a, 3b have a thickness of 1 to 3 mm, preferably of 1.3 to 2 mm, and the core layer has a thickness of 5 to 100 mm, preferably of 8 to 60 mm.
- the apparent density of the lightweight panel according to the invention can be produced between 500 and 1200 kg / m 3 , preferably between 600 and 1050 kg / m 3 .
- Illustrated device 100 according to the invention for producing a multilayer lightweight board according to the invention essentially has a main supporting conveyor track z. B. a main belt line 101 with a moving in a main feed direction A with a main feed speed V A main conveyor belt 114 and lying on the conveyor belt 114, in cross-section U-shaped forms 115 and arranged above the main belt line 101 and parallel to this Crowband Sounds 102 with a to Main conveyor belt 114 guided parallel supporting secondary conveyor track in the form of a plastic film web 127, which opposite to one of the main feed direction A.
- Sub-feed direction B and with a magnitude of the main feed rate V A corresponding sub-feed speed V B is stretched transported with suitable drive means.
- the film web 127 is supported and / or driven on its underside by suitable means, such as rollers and / or another conveyor belt and / or sheets.
- suitable means such as rollers and / or another conveyor belt and / or sheets.
- the thickness of the plastic film web 127 is preferably 0.1 to 0.3 mm and its width preferably corresponds to the width of the molds 115.
- the lying on the conveyor belt 114 and transported by these forms 115 have two side walls 116 a, a bottom wall 116 b, and two end edges 117 and are open to the front and rear, where they are arranged one behind the other on the conveyor belt 114 of the belt line 101 that they with their front edges 117 abut each other.
- the side walls 116a are expediently exchangeable, for example, by being attached to the bottom wall 116b by means of rails.
- the molds 115 can be adapted to the corresponding thickness of the lightweight building board to be produced.
- the molds 115 are preferably made of metal, preferably of steel and in particular of stainless steel, and have a preferred wall thickness of 3 to 5 mm.
- the molds 115 preferably have a length of 2000 to 3000 mm, preferably 2500 to 2700 mm and z. Example, a width of 1000 to 1500 mm, preferably 1200 to 1300 mm.
- a first cover layer generating device 103 for generating and applying a first cover layer 3a of the lightweight board is arranged on the mold bottom 116b. Also arranged above the main conveyor belt 114 and arranged downstream of the first cover layer generating device 103 in the main feed direction A is a core layer generating device 104 for producing and applying the core layer 2 to the first cover layer 3a.
- auxiliary belt line 102 arranged above the main belt line 101.
- This has in sub-scanning direction B successively arranged first above the film web 127, a second cover layer generating means 105 for generating and applying the second cover layer 3b on the prestressed Kunststoffstofstofffolienbahn 127 and a deflection and -auflege Rhein 106 for applying the second cover layer 3b on the core layer 2 wherein the cover layer deflecting and laying device 106 downstream in the feed direction A of the core layer generating means 104 and disposed above the main conveyor belt 114.
- the auxiliary belt line 102 is thus integrated into the main belt road 101.
- the first cover layer generating device 103 essentially comprises a first injection device 103a with a storage container 111 in which the premixed fresh mortar 110 is kept ready for the cover layer 3a, and at the pumping lines 112 above the bottom wall 116b and over the entire width of the molds, for example 115 and transversely to the main feed direction A oscillating spray head 113 is connected.
- the first cover layer generating device 103 in the main feed direction A downstream of the injection device 103a has a first reinforcement means feeder z. B. a first fabric applicator 103 b consisting essentially of a first fabric roll 118 a, on which a first reinforcement z. B. a first fabric tape 119 is wound, and a preferably obliquely below the fabric roll 118a and expediently according to the thickness of the first cover layer 3a spaced from the bottom wall 116b Auflegeolle 118b over which the first fabric tape 119 is guided under bias.
- Both the direction of rotation and the rotational speed of the two rollers 118a and 118b corresponds expediently the main feed direction A or the main feed speed V A.
- a first indenting device 103c Downstream of the fabric application device 103b is a first indenting device 103c, which has a pressure rail 120 which can be moved up and down, the pressure rail 120 preferably being arranged so that it can be moved down to half the thickness of the first cover layer 3a away from the bottom wall 116b.
- the core layer generating device 104 Downstream of the push-in device 103c in the main feed direction A, the core layer generating device 104 is provided, which has a rotary valve 122 for applying the freshly mixed fresh concrete 121 of the core layer 2 to the first cover layer 3a and one e.g. Transversely to the main feed direction A across the width of the molds 115 oscillating, the rotary valve 122 downstream doctor device 123 for uniform distribution of the fresh concrete 121 on the first cover layer 3a has.
- the doctor device 123 is preferably arranged above the first cover layer 3a at a distance from the desired thickness of the core layer 2.
- the second covering layer generating device 105 arranged above the plastic film web 127 which is drawn off from a supply roll 128, essentially comprises a second spraying device 105a for spraying the fresh mortar 110 of the second covering layer 3b onto the plastic film web 127 by means of a second likewise transverse to the two advancing directions A and B and over the width of the plastic film web 127 oscillating spray head 125, which is supplied, for example, in turn via pumping lines of fresh mortar from a reservoir (not shown).
- the cover layer generating device 105 has a subordinate feed direction B of the second injection device 105a subordinate reinforcement means z. B.
- a second tissue applicator 105b which essentially a second fabric roll 130a with wound fabric tape 131 and a suitably obliquely below the second fabric roll 130a and above the plastic film web 127 arranged Auflegerolle 130b, via which the second fabric tape 131 is also performed under bias as a reinforcing means.
- the cover layer generating device 105 has a second push-in device 105c, in particular in the form of a second pressure rail 132 that can be moved up and down to integrate the fabric strip 131 into the cover layer 3b, which is preferably up to half the thickness of the first cover layer (3a) of the plastic film web (127 ) spaced is arranged lowered down.
- the deflecting and laying device 106 Downstream of the push-in device 105c in the secondary feed direction B is the deflecting and laying device 106, which essentially consists of a driven deflection roller. 133 and a pressure roller 134, around which a tensioned, preferably driven by the guide roller 133 pressing belt 135 rotates at main feed speed V A.
- the deflection roller 133 is arranged above the conveyor belt 114 in such a way that its distance from the surface of the core layer 2 corresponds approximately to the thickness of the second cover layer 3b or is somewhat smaller.
- the pressure roller 134 adjoining the deflection roller 133 in the main feed direction A is expediently arranged at a slightly smaller distance than the deflection roller 133 from the core layer surface.
- the pumpable, sprayable and flowable, premixed and expediently kept ready in the reservoir 111 fresh mortar 110 for the production of the first cover layer 3a is the across the pumping lines 112 transverse to the main feed direction A oscillating, stationary first spray head 113 and injected with a compressed air jet in a thin layer in the moving in the main direction A forms 115, wherein the layer thickness on the oscillating speed, the feed rate of the belt and / or the flow rate of the mortar through the spray head 113th is adjustable.
- the endless fabric tape 119 for the first cover layer 3a is peeled off from the fabric roll 118 and deposited on the mold layer 115 in the mold 115 with slight prestressing. Expediently, the fabric band 119 is pressed into the fresh mortar 110 for embedding with the compressor rail 120 which can be moved up and down.
- the premixed, preferably earth-moist fresh concrete 121 for the core layer is applied via the rotary valve 122 to the first cover layer 3a located in the mold 115 and preferably distributed uniformly with the doctor rod 123 oscillating transversely to the main feed direction A.
- the pumpable, sprayable and flowable fresh mortar 110 is also pre-mixed, for example, kept ready in a storage container and pumped via pumping lines into the second spray head 125 oscillating transversely to the secondary feed direction B and moved to the auxiliary feed direction B, with suitable means prestressed plastic film 127 sprayed.
- the plastic film web 127 is withdrawn from a supply roll 128.
- the second fabric tape 131 is drawn off under prestress into the mortar layer for the second cover layer 3b, passed over the preferably driven laying roller 130b, first deposited on the mortar layer and then expediently embedded and integrated by means of the pressure rail 132 in this.
- the second cover layer 3b is mirror-inverted or inversely and preferably parallel or simultaneously generated to the core layer 2 such that it is arranged with its lightweight panel surface to be formed at the bottom, in particular on the plastic film web 127.
- the plastic film web 127 together with the second cover layer 3b of fresh mortar 110 and fabric belt 131 applied thereon is deflected downwards by 180 °, for example, by 180 °, so that the direction of movement and the speed of the plastic film web are deflected via the deflection roller 133 rotating at the main feed speed V A of the belt line 101 127 corresponds to the cover layer 3b after the deflection roller 133 of the main feed direction A and the main feed speed V A and the plastic film web 127 is above the second cover layer 3b and the second cover layer 3b is arranged with their lightweight board outer surface to uppermost.
- the plastic film web 127 together with the cover layer 3b is placed on the core layer 2 located in the mold via the deflection roller 133 and expediently pressed against the core layer 2 by means of the pressure roller 134 and the pressure belt 135.
- the generated endless plate strand along the end edges 117 of the molds 115 for example, by means of a cutting wheel divided into individual plates.
- the individual forms of the strip line are removed, stacked one above the other and fed to a setting channel, in which they for example 5-15 hours at eg 40-50 ° C for Lingering (not shown).
- the plastic film web is removed from the second cover layer and removed the lightweight board from the mold.
- the plastic film web is used, inter alia, by covering the surface of the second cover layer during the setting process to keep the water necessary for the hydration in the lightweight board or to protect the building board blank from drying out too quickly.
- the lightweight panels are stored in a dryer at e.g. Dried 50-60 ° C.
- the molds are cleaned and re-fed to the belt line.
- the lightweight panel with the high tissue content of z Due to the preferred structure of the lightweight panel with the high tissue content of z.
- water-impermeable fibers in particular the high Glasmaschinegewebeanteil and the closed-cell expanded glass granules in the top layer to obtain a lightweight board whose water absorbency or - capacity is sufficiently low even without the addition of hydrophobing agent, especially because both the tissue and the closed-cell expanded glass granules absorb no water ,
- the high proportion of glass fiber fabric and expanded glass granulate in the cover layer allows a low water / solid value w / f during production, with the result that shrinkage cracks, in particular in the cover layer, can be almost completely avoided.
- the cement and expanded glass granules in the top layer form a solid mortar matrix in which the reinforcing fabric is firmly embedded and anchored so as to form a strong bond is formed, which also remains under load and moisture influence.
- the lightweight board has a relatively homogeneous, almost monolithic matrix structure with correspondingly homogeneous low moduli of elasticity, which under stress and moisture influence between the core layer and the outer layers occurring stresses in the structure can be reduced without cracking, so that ensures a good connection between the core layer and cover layer becomes.
- the water absorption capacity of the lightweight board can be additionally reduced by the use of the closed-cell and / or closed-pore Blähtongranulats in the core layer, which absorbs little water in particular compared to conventional open-poredchtzuditen.
- both surfaces of the cover layers on the one hand due to the closed-cell lightweight aggregate and, on the other hand, due to the production in the metal molds and on the plastic film web, have virtually no visible pores and are relatively planar. This results from the fact that the cement paste can easily flow past due to the relatively smooth surface of the closed-cell lightweight aggregate and forms a thin layer of cement paste on the respective surface due to gravity.
- the surfaces are characterized also relatively abrasion resistant. Even a thin plaster can be applied to these surfaces without any problems and without any problems.
- the production of a lightweight board with the method according to the invention is thus very simple and inexpensive.
- the parallel or simultaneous generation of the second cover layer with opposite feed direction saves a great deal of time and strip length.
- the inventive method has been described with reference to a lightweight panel with a special layer structure.
- this layer structure is not important. Rather, according to the inventive method, multilayer lightweight panels, which have only one cover layer, can be produced by first applying the core layer and then a cover layer. Furthermore, it is also possible to dispense with the introduction of a reinforcing means or to introduce other than described reinforcing means into the covering layer. Accordingly, the structure of the device according to the invention can be adapted.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Laminated Bodies (AREA)
- Producing Shaped Articles From Materials (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
- Panels For Use In Building Construction (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL06001750T PL1685932T3 (pl) | 2005-01-28 | 2006-01-27 | Sposób i urządzenie do wytwarzania lekkiej płyty budowlanej oraz lekka płyta budowlana |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005004149A DE102005004149A1 (de) | 2005-01-28 | 2005-01-28 | Leichtbauplatte sowie Vorrichtung und Verfahren zu ihrer Herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1685932A1 EP1685932A1 (de) | 2006-08-02 |
| EP1685932B1 true EP1685932B1 (de) | 2010-05-05 |
Family
ID=36129412
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06001750A Expired - Lifetime EP1685932B1 (de) | 2005-01-28 | 2006-01-27 | Verfahren und Vorrichtung zur Herstellung einer Leichtbauplatte, sowie Leichtbauplatte |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1685932B1 (enExample) |
| JP (1) | JP2006205734A (enExample) |
| AT (1) | ATE466706T1 (enExample) |
| DE (2) | DE102005004149A1 (enExample) |
| DK (1) | DK1685932T3 (enExample) |
| PL (1) | PL1685932T3 (enExample) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103009459A (zh) * | 2012-12-25 | 2013-04-03 | 青岛科瑞新型环保材料有限公司 | 真空绝热保温板表面滚涂砂浆的全自动生产线 |
| DE202015002567U1 (de) * | 2015-04-10 | 2015-12-03 | Bruno Stupp | Multifunktionelle hydrophobe Betonplatten aus recyceltem Glas |
| US12594691B2 (en) * | 2022-04-06 | 2026-04-07 | Godelmann Gmbh & Co. Kg | Method of and device for producing concrete blocks |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2146018T3 (pl) * | 2008-07-18 | 2012-09-28 | Daw Se | Prefabrykowana ścianka i sposób jej wytwarzania |
| TR200809735A2 (tr) * | 2008-12-23 | 2009-03-23 | Güç Maki̇ne Elek. Elektroni̇k San. Ve Ti̇c. Ltd. Şti̇.@ | İzoleli hafif beton panel |
| DE102009022407B4 (de) | 2009-05-25 | 2025-05-28 | Benita von Gersdorff | Verwendung von Bauelementen sowie Verbund von Bauelementen |
| DE102009047917B4 (de) * | 2009-10-01 | 2015-08-27 | Fermacell Gmbh | Mehrschichtige, gekrümmte Leichtbauplatte sowie Verfahren zu ihrer Herstellung |
| DE202010006518U1 (de) | 2010-05-06 | 2010-08-05 | Fermacell Gmbh | Trockenestrich-Gefälleelement sowie Bodenaufbau mit derartigen Gefälleelementen |
| DE202010007596U1 (de) | 2010-06-04 | 2010-09-02 | Thumag Ag | Bauelement |
| DE102010023726A1 (de) * | 2010-06-14 | 2011-12-15 | Xella Baustoffe Gmbh | Bauplatte sowie Verfahren und Vorrichtung zur Herstellung der Bauplatte |
| DE102012105633A1 (de) * | 2012-06-27 | 2014-01-16 | Vereinigte Holzbaubetriebe Wilhelm Pfalzer & Hans Vogt Gmbh & Co | Platte |
| DE102014019352B3 (de) | 2014-12-22 | 2016-05-19 | Fermacell Gmbh | Brandschutzplatte, Verfahren zu deren Herstellung und deren Verwendung |
| DE102016117032A1 (de) | 2015-09-10 | 2017-03-16 | Technische Universität Dresden | Deckschichtbauelement und Trockenbausystem |
| KR101655084B1 (ko) * | 2016-03-28 | 2016-09-07 | 주식회사 소노마코리아 | 연속 순차형 다층 콘크리트 패널 제조장치 |
| CN109676769B (zh) * | 2018-12-28 | 2023-01-13 | 湖北山色新材料科技有限公司 | 一种软瓷生产用边角修整装置 |
| CN110860425B (zh) * | 2019-12-23 | 2023-09-08 | 安徽思普特新型材料有限公司 | 一种线条涂装装置及其涂装方法 |
| PL452217A1 (pl) * | 2025-05-31 | 2026-02-02 | Politechnika Warszawska | Dwuwarstwowy prefabrykat betonowy o obniżonym śladzie węglowym i podwyższonej trwałości |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0958905A1 (en) * | 1998-05-18 | 1999-11-24 | Edwin Tobias Bucher | Method for obtaining shiny-surfaced objects using a cementitious material |
| ES2208100A1 (es) * | 2001-11-16 | 2004-06-01 | Associated Property Investiments L.L.C. | Perfeccionamientos en el objeto de la patente 200102539 por "instalcion para fabricar piezas de hormigon armado". |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3284980A (en) | 1964-07-15 | 1966-11-15 | Paul E Dinkel | Hydraulic cement panel with low density core and fiber reinforced high density surface layers |
| US4203788A (en) | 1978-03-16 | 1980-05-20 | Clear Theodore E | Methods for manufacturing cementitious reinforced panels |
| AU528009B2 (en) | 1978-11-21 | 1983-03-31 | Stamicarbon B.V. | Sheet of fibre-reinforced hydraulically bindable material |
| US4434119A (en) | 1980-03-03 | 1984-02-28 | Teare John W | Method for producing concrete panels |
| DE3840377A1 (de) * | 1988-11-30 | 1990-05-31 | Baehre & Greten | Verfahren und vorrichtung zum herstellen von bauplatten |
| DE4416160A1 (de) * | 1994-05-09 | 1995-11-16 | Durapact Glasfaserbetontechn | Verfahren und Vorrichtung zur kontinuierlichen Herstellung faserverstärkter Formkörper aus hydraulisch abbindbaren Massen |
| GB2316693B (en) * | 1996-08-29 | 2000-05-31 | Bpb Plc | Building board |
| DE19704961C2 (de) | 1997-02-10 | 2003-04-24 | Aestuver Sued Bauplatten Gmbh | Verbundbauplatten |
| DE19804325C2 (de) | 1998-02-04 | 2000-02-10 | Perlite Gmbh | Monolithische Bauplatte auf Zementbasis und Verfahren zu ihrer Herstellung |
| FR2824552B1 (fr) * | 2001-05-14 | 2004-04-02 | Lafarge Platres | Procede et dispositif pour la formation de couches denses dans un pate de platre |
| PL199342B1 (pl) | 2001-11-16 | 2008-09-30 | Associated Property Invest Llc | Instalacja do produkcji elementów z betonu zbrojonego |
-
2005
- 2005-01-28 DE DE102005004149A patent/DE102005004149A1/de not_active Withdrawn
-
2006
- 2006-01-27 AT AT06001750T patent/ATE466706T1/de active
- 2006-01-27 EP EP06001750A patent/EP1685932B1/de not_active Expired - Lifetime
- 2006-01-27 DE DE502006006878T patent/DE502006006878D1/de not_active Expired - Lifetime
- 2006-01-27 PL PL06001750T patent/PL1685932T3/pl unknown
- 2006-01-27 DK DK06001750.6T patent/DK1685932T3/da active
- 2006-01-30 JP JP2006021267A patent/JP2006205734A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0958905A1 (en) * | 1998-05-18 | 1999-11-24 | Edwin Tobias Bucher | Method for obtaining shiny-surfaced objects using a cementitious material |
| ES2208100A1 (es) * | 2001-11-16 | 2004-06-01 | Associated Property Investiments L.L.C. | Perfeccionamientos en el objeto de la patente 200102539 por "instalcion para fabricar piezas de hormigon armado". |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103009459A (zh) * | 2012-12-25 | 2013-04-03 | 青岛科瑞新型环保材料有限公司 | 真空绝热保温板表面滚涂砂浆的全自动生产线 |
| DE202015002567U1 (de) * | 2015-04-10 | 2015-12-03 | Bruno Stupp | Multifunktionelle hydrophobe Betonplatten aus recyceltem Glas |
| US12594691B2 (en) * | 2022-04-06 | 2026-04-07 | Godelmann Gmbh & Co. Kg | Method of and device for producing concrete blocks |
Also Published As
| Publication number | Publication date |
|---|---|
| DE502006006878D1 (de) | 2010-06-17 |
| DK1685932T3 (da) | 2010-08-30 |
| DE102005004149A1 (de) | 2006-08-03 |
| PL1685932T3 (pl) | 2010-10-29 |
| EP1685932A1 (de) | 2006-08-02 |
| JP2006205734A (ja) | 2006-08-10 |
| ATE466706T1 (de) | 2010-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1685932B1 (de) | Verfahren und Vorrichtung zur Herstellung einer Leichtbauplatte, sowie Leichtbauplatte | |
| EP0258734B1 (de) | Bauplatte im Schichtenaufbau und Verfahren zu ihrer Herstellung | |
| DE69809447T2 (de) | Zementhaltige bauplatte mit verstärkten kanten | |
| DE69917719T2 (de) | Verfahren zum Herstellen einer Gipsfaserplatte mit verbesserter Schlagfestigkeit | |
| DE60209911T2 (de) | Platte auf basis eines zementbindemittels | |
| EP0673733A2 (de) | Verfahren zur Herstellung einer porösen, mineralischen Leicht-Dämmplatte | |
| DE102013007800B4 (de) | Trockenmörtelplatte sowie Verfahren und Verwendung einer Vorrichtung zu deren Herstellung | |
| EP1212266A1 (de) | Mehrschichtverbundmaterial aus zementgebundenem beton und polymergebundenem beton und verfahren zu seiner herstellung | |
| DD141031A5 (de) | Verfahren zur herstellung von teilen aus wasserhaertendem werkstoff | |
| DE3216072A1 (de) | Bauwerksbauteil | |
| DE2524147B2 (de) | Verfahren zum Herstellen von Leichtbauplatten aus einem porösen Zuschlagstoff und Gips | |
| EP0665195B1 (de) | Leichtmörtel und seine Verwendung | |
| DE202018105725U1 (de) | Verbundplatte mit Leichtbeton | |
| DE102008055110B4 (de) | Holzzementplatte | |
| WO1995030520A1 (de) | Verfahren und vorrichtung zur kontinuierlichen herstellung faserverstärkter formkörper aus hydraulisch abbindbaren massen | |
| DE102017112282A1 (de) | Trockenmörtelformkörper, vorzugsweise Trockenmörtelplatte, sowie Verfahren zu dessen Herstellung | |
| EP0625088B1 (de) | Verfahren zur herstellung von verbundplatten | |
| DE19839295C2 (de) | Wärmedämmverbundsystem und Verfahren zum Herstellen eines Wärmeverbundsystems | |
| DE3840377A1 (de) | Verfahren und vorrichtung zum herstellen von bauplatten | |
| EP4196451B1 (de) | Wärmedämmputzsystem und verfahren zu dessen herstellung | |
| WO2010145928A1 (de) | Mehrschichtige baufertigplatte und verfahren zu seiner herstellung | |
| EP0950033A1 (de) | Verfahren zur herstellung von umhüllten zuschlagstoffen für konstruktionsbeton zur verbesserung der frisch- und/oder festbetoneigenschaften | |
| EP1686220B1 (de) | Leichtbauplatte | |
| DE2319069B2 (de) | Verfahren zur herstellung von estrichen aus anorganischen bindemitteln im fliessverfahren | |
| AT242581B (de) | Verfahren und Vorrichtung zum Aufbringen von Deckschichten auf Isolierplatten und mehrschichtige Isolierplatte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070123 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20080215 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B28B 23/00 20060101ALI20090512BHEP Ipc: B28B 1/16 20060101ALI20090512BHEP Ipc: B28B 19/00 20060101ALI20090512BHEP Ipc: B28B 7/36 20060101ALI20090512BHEP Ipc: B28B 5/02 20060101AFI20090512BHEP |
|
| RTI1 | Title (correction) |
Free format text: METHOD AND DEVICE FOR THE PRODUCTION OF A LIGHTWEIGHT BUILDING BOARD AND LIGHTWEIGHT BUILDING BOARD |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FERMACELL GMBH |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502006006878 Country of ref document: DE Date of ref document: 20100617 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100816 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100905 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100806 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110208 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006006878 Country of ref document: DE Effective date: 20110207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100805 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502006006878 Country of ref document: DE Representative=s name: PATENT- UND RECHTSANWAELTE DR. SOLF & ZAPF, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502006006878 Country of ref document: DE Owner name: JAMES HARDIE EUROPE GMBH, DE Free format text: FORMER OWNER: FERMACELL GMBH, 47259 DUISBURG, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502006006878 Country of ref document: DE Representative=s name: DR. SOLF & ZAPF PATENT- UND RECHTSANWAELTE, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502006006878 Country of ref document: DE Representative=s name: DR. SOLF & ZAPF PATENT- UND RECHTSANWALTS PART, DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: JAMES HARDIE EUROPE GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: FERMACELL GMBH Effective date: 20190521 |
|
| REG | Reference to a national code |
Ref country code: LU Ref legal event code: HC Owner name: JAMES HARDIE EUROPE GMBH; DE Free format text: FORMER OWNER: FERMACELL GMBH Effective date: 20190718 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: HC Owner name: JAMES HARDIE EUROPE GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGEMENT DE NOM DU PROPRIETAIRE; FORMER OWNER NAME: FERMACELL GMBH Effective date: 20190712 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: JAMES HARDIE EUROPE GMBH, DE Free format text: FORMER OWNER: FERMACELL GMBH, DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: HC Ref document number: 466706 Country of ref document: AT Kind code of ref document: T Owner name: JAMES HARDIE EUROPE GMBH, DE Effective date: 20190716 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230523 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20241220 Year of fee payment: 20 Ref country code: NL Payment date: 20241214 Year of fee payment: 20 Ref country code: PL Payment date: 20241216 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20241205 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20241209 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20250114 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20241203 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20250113 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250201 Year of fee payment: 20 Ref country code: AT Payment date: 20241227 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250115 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20241210 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: H14 Free format text: ST27 STATUS EVENT CODE: U-0-0-H10-H14 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260127 Ref country code: DE Ref legal event code: R071 Ref document number: 502006006878 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20260126 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EUP Expiry date: 20260127 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20260127 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20260126 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 466706 Country of ref document: AT Kind code of ref document: T Effective date: 20260127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20260127 |