EP1420908B1 - Rollfalzkopf und verfahren zum falzen eines flansches - Google Patents
Rollfalzkopf und verfahren zum falzen eines flansches Download PDFInfo
- Publication number
- EP1420908B1 EP1420908B1 EP02798687A EP02798687A EP1420908B1 EP 1420908 B1 EP1420908 B1 EP 1420908B1 EP 02798687 A EP02798687 A EP 02798687A EP 02798687 A EP02798687 A EP 02798687A EP 1420908 B1 EP1420908 B1 EP 1420908B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- rollers
- counter
- folding
- flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/02—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/02—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder
- B21D39/021—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder for panels, e.g. vehicle doors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/02—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder
- B21D39/021—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder for panels, e.g. vehicle doors
- B21D39/023—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder for panels, e.g. vehicle doors using rollers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49915—Overedge assembling of seated part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53709—Overedge assembling means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53709—Overedge assembling means
- Y10T29/53787—Binding or covering
- Y10T29/53791—Edge binding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53996—Means to assemble or disassemble by deforming
Definitions
- the invention relates firstly to a Rollfalzkopf and secondly to a method for folding a flange, according to the preamble of claims 1 and 7.
- z. B used in the automotive industry to connect sheets by folding operations together.
- a field of application is z. B. the connection of the frame of a sliding roof with the edge of an opening in the roof of a vehicle.
- WO 00/62955 discloses a folding roller fixed to a connecting section, with which an edge section of a workpiece can be flanged in several steps. For this purpose, the folding roller is moved several times along the edge portion of the workpiece to be beaded, wherein the workpiece edge is crimped in each case in several angular steps.
- EP 1 097 759 A1 shows a roller folding device with two robot arms and a controller for the movement of the robot arms along a predetermined path.
- the robot arms each have a forming roller at their tips.
- One of the two robotic arms partially reshapes the workpiece edge and the other of the two robotic arms completely reshapes the pre-formed workpiece edge.
- EP 0 577 876 A1 discloses a folding device which is attached to a robot arm.
- the folding device comprises a carriage on which the folding roller is arranged.
- a suitable Rollfalzkopf must be adapted to the space available in each case and must not initiate forces during folding in the vehicle body. In addition, as few replacement operations should occur.
- the invention provides for solving the problem a Rollfalzkopf for attachment to a robot arm, with the features of claim 1.
- the two flanges which are to be connected by the folding process, are initially parallel to each other, with one overhanging the other.
- the protruding portion of the one flange is gradually crimped 180 ° around the other flange in several steps.
- the pressure roller of the first roller pair has a conically widening folding section, which is pressed against the protruding section and this bends by about 45 °.
- the counter-roller of this pair of rollers can be performed behind the bent portion, it is rotatably mounted on a further, movable relative to the base carriage.
- the counter-roller of the second pair of rollers takes over the beading by another 45 ° and therefore does not need to be kept movable on the body. Rather, it is immovably stored on the body.
- the two carriages are arranged so as to be movable perpendicular to one another on the base body. This results in a compact design of Rollfalzkopfes.
- each pair of rollers may be formed by a respective pressure roller and a counter-roller, which are assigned only to this pair. With four pairs of rollers this results in eight single roles. In order to reduce the burden of roles, it is provided that a pressure roller different counter rollers for each forming a pair of rollers can be assigned.
- the system of pairs of roles z. B. from two pressure rollers and consist of four counter-rollers, one of the pressure rollers successively interacts with three of the counter-rollers.
- these counter-rollers are coupled to a turret 24 connected to the main body 2.
- the invention relates to a method for folding a flange with the features of claim 7.
- the first pair of rollers can be used for both the first and the final fourth folding step.
- two approaches are possible.
- two Rollfalzköpfe come with different pairs of rollers used.
- a single Rollfalzkopf be used in which the counter-roller of a pair of rollers is interchangeable by means of a changing device, so that a total of four different roller pairs can be displayed.
- FIG. 1 shows a first embodiment of a roller folding head 1.
- This consists of a U-shaped base body 2.
- a flange plate 3 is arranged for attachment to a robot arm.
- a carrier 4 is arranged on a first pneumatically movable carriage 5.
- the T-shaped support 4 has two arms 6, 7, wherein there is a first pressure roller 8 on one arm 6 and a second pressure roller 9 on the other arm 7. With the two pressure rollers 8,9 each interact with a counter-roller 10,11 together.
- the first Counter roller 10, which cooperates with the first pressure roller 8, is mounted on a further carriage 12 which is movably held on the base body 2, wherein the two carriages 5,12 include a right angle.
- the second counter-roller 11 is rotatably mounted directly at the end of a leg of the base body 2. Furthermore, a force-receiving roller 13 is provided on the base body 2.
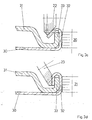
- a second roller-folding head which corresponds to the roller-folding head shown in FIG.
- the second Rollfalzkopf carries a third and a fourth pressure roller 20,21 and a third and fourth counter-roller 22,23, although the fourth counter-roller 23 is held immovably on the base body 2.
- the further carriage 12 is replaced by a wedge-shaped holder.
- a Rollfalzkopf can be used according to Figure 2.
- FIGS 3a to 3d show the connection of a roof 30 with the frame 31 of a sliding roof.
- an opening is recessed, wherein the opening edge is placed to a flange 32 which extends approximately perpendicular to the surface of the roof 30.
- the frame 31 terminates in a web 33 which is parallel to the flange 32.
- the flange 32 is higher than the web 33, whereby a connection between the roof 30 and frame 31 can be made by the protruding part of the flange 32 is bent by 180 ° around the web 33 around. This is done in four folding operations, which are shown in the figures 3a to 3d gradually.
- the protruding part of the flange 32 is bent by about 45 °.
- a pair of roles is provided.
- the first pressure roller 8 interacts with the first counter roller 10.
- the first pressure roller 8 has a conically widening folding section 34, the conicity of which corresponds to the intended bending of the flange 32.
- a cylindrical portion of the first pressure roller 8 abuts against the flange 32.
- the first counter roller 10 runs along the web 33 on the inside. Thus, no forces are introduced into the frame 31 or into the roof 30.
- the second pressure roller 9 cooperates with a second counter roller 11.
- the second pressure roller 9 is a cylinder without a conical section.
- the slightly inclined second counter roller 11, also called folding roller, pushes the flange 32 by a further 45 °.
- a fourth pressure roller 21 or a fourth counter roller 23 is used;
- the fourth pair of rollers is either formed according to Figure 1 at a second Rollfalzkopf or is generated by rotation of the turret 24 according to Figure 2, wherein the fourth pressure roller 21 is again represented by the second pressure roller 9.
- the individual positions are achieved by always the entire Rollfalzkopf 1 is rotated and the carrier 4 is guided by means of the carriage 5 in the respective folding position.
- the invention therefore also relates to a method for folding the flange about the other, parallel thereto flange in at least two successive Steps, wherein at least in the first step, the mutually parallel flanges 32, 33 by moving a movable carriage 5 and arranged on the carriage 5 pressure roller 8, 9 or 20, 21 of the pressure roller 8, 9 or 20, 21 and a counter-roller against each other are pressed and the flange 32 is partially flanged, wherein in at least one subsequent step, the flange 32 is further crimped by a correspondingly aligned counter-roll.
- a tapered portion of the pressure roller takes care of the partial edging of the first step.
- the pressure roller essentially has the task to guide the Rollfalzkopf the flange, it may be a single cylindrical body which rests against the unrebated portion of the flange and rolls it. Each provided with a conical section counter rollers are aligned in each case according to the desired progress in the flanging to the flange.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Roof Covering Using Slabs Or Stiff Sheets (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Body Structure For Vehicles (AREA)
- Manipulator (AREA)
- Press Drives And Press Lines (AREA)
Description
- Die Erfindung bezieht sich zum einen auf einen Rollfalzkopf und zum anderen auf ein Verfahren zum Falzen eines Flansches, gemäß dem Oberbegriff der Ansprüche 1 und 7.
- Derartige Rollfalzköpfe, die mit einem Roboterarm gekoppelt sind und von diesem geführt werden, werden z. B. in der Automobilindustrie eingesetzt, um Bleche durch Falzoperationen miteinander zu verbinden. Ein Einsatzgebiet ist z. B. die Verbindung des Rahmens eines Schiebedaches mit dem Rand einer Öffnung im Dach eines Fahrzeuges.
- Die WO 00/62955 offenbart eine an einem Verbindungsabschnitt befestige Falzrolle, mit der ein Kantenabschnitt eines Werkstücks in mehreren Schritten umgebördelt werden kann. Dazu wird die Falzrolle mehrmals entlang des umzubördelnden Kantenabschnitts des Werkstücks bewegt, wobei die Werkstückkante jeweils in mehreren Winkelschritten umgebördelt wird.
- Die EP 1 097 759 A1 zeigt eine Rollenfalzvorrichtung mit zwei Roboterarmen und einer Steuerung für die Bewegung der Roboterarme entlang eines vorherbestimmten Wegs. Die Roboterarme weisen an ihren Spitzen jeweils eine Umformrolle auf. Einer der beiden Roboterarme formt die Werkstückkante teilweise und der andere der beiden Roboterarme die vorumgeformte Werkstückkante vollständig um.
- Die EP 0 577 876 A1 offenbart eine Falzvorrichtung, die an einem Roboterarm befestigt ist. Die Falzvorrichtung umfasst einen Schlitten, an dem die Falzrolle angeordnet ist.
- Ein geeigneter Rollfalzkopf muss an die jeweils vorliegenden Platzverhältnisse angepasst sein und darf beim Falzen keine Kräfte in die Fahrzeugkarosserie einleiten. Außerdem sollen möglichst wenig Wechseloperationen auftreten.
- Die Erfindung sieht zur Lösung des Problems einen Rollfalzkopf zum Befestigen an einem Roboterarm vor, mit den Merkmalen des Anspruchs 1.
- Da demnach an dem Rollfalzkopf zwei Paar Rollen angeordnet sind, lassen sich zumindest zwei aufeinander folgende Falzoperationen durchführen. Mittels des Schlittens, an dem die Andrückrollen befestigt sind, werden diese in die jeweilige Arbeitsposition verfahren.
- Die beiden Flansche, die durch den Falzvorgang miteinander verbunden werden sollen, stehen zunächst parallel zueinander, wobei der eine den anderen überragt. Der überstehende Abschnitt des einen Flansches wird in mehreren Schritten nach und nach um 180° um den anderen Flansch umgebördelt. Zum Durchführen des ersten Schrittes weist die Andrückrolle des ersten Rollenpaares einen sich konisch aufweitenden Falzabschnitt auf, der gegen den überstehenden Abschnitt gedrückt wird und diesen um etwa 45° umbiegt. Damit die Gegenrolle dieses Rollenpaares hinter den umgebogenen Abschnitt geführt werden kann, ist sie an einem weiteren, gegenüber dem Grundkörper verfahrbaren Schlitten drehbar gelagert. Die Gegenrolle des zweiten Rollenpaares übernimmt die Umbördelung um weitere 45° und braucht daher nicht verfahrbar am Grundkörper gehalten zu werden. Vielmehr ist sie unverschiebbar am Grundkörper gelagert.
- Vorzugsweise sind die beiden Schlitten senkrecht gegeneinander verfahrbar am Grundkörper angeordnet. Dadurch ergibt sich ein kompakter Aufbau des Rollfalzkopfes.
- Zwar kann jedes Rollenpaar von jeweils einer Andrückrolle und einer Gegenrolle gebildet sein, die nur diesem Paar zugeordnet sind. Bei vier Rollenpaaren ergeben sich dadurch acht Einzelrollen. Um den Aufwand an Rollen zu verringern, ist vorgesehen, dass eine Andrückrolle unterschiedlichen Gegenrollen zur Bildung jeweils eines Rollenpaares zuordenbar ist. So kann das System aus Rollenpaaren z. B. aus zwei Andrückrollen und vier Gegenrollen bestehen, wobei eine der Andrückrollen nacheinander mit drei der Gegenrollen zusammenwirkt.
- Vorzugsweise sind diese Gegenrollen mit einem mit dem Grundkörper 2 verbundenen Revolverkopf 24 gekoppelt.
- Ferner bezieht sich die Erfindung auf ein Verfahren zum Falzen eines Flansches mit dem Merkmalen des Anspruchs 7.
- Wie im Ausführungsbeispiel näher erläutert werden soll, lässt sich nämlich das erste Rollenpaar durchaus sowohl für den ersten als auch für den abschließenden vierten Falzschritt nutzen. Prinzipiell sind zwei Vorgehensweisen möglich. Zum einen können zwei Rollfalzköpfe mit unterschiedlichen Rollenpaaren zum Einsatz kommen. Zum anderen kann ein einziger Rollfalzkopf zum Einsatz kommen, bei dem die Gegenrolle eines Rollenpaares mittels einer Wechselvorrichtung austauschbar ist, so dass insgesamt vier unterschiedliche Rollenpaarungen darstellbar sind.
- Die Erfindung wird anhand der in den Figuren dargestellten Ausführungsbeispielen näher erläutert.
- Figur 1 zeigt eine erste Ausführung eines Rollfalzkopfes 1. Dieser besteht aus einem U-förmigen Grundkörper 2. An einem Schenkel des Grundkörpers 2 ist eine Flanschplatte 3 zum Befestigen an einem Roboterarm angeordnet. An der der Flanschplatte 3 gegenüberliegenden Seite des Grundkörpers 2 ist ein Träger 4 an einem ersten pneumatisch verfahrbaren Schlitten 5 angeordnet.
- Der T-förmige Träger 4 hat zwei Arme 6,7, wobei sich auf einem Arm 6 eine erste Andrückrolle 8 und auf dem anderen Arm 7 eine zweite Andrückrolle 9 befindet. Mit den beiden Andrückrollen 8,9 wirken je eine Gegenrolle 10,11 zusammen. Die erste Gegenrolle 10, die mit der ersten Andrückrolle 8 zusammenwirkt, ist an einem weiteren Schlitten 12 gelagert, der verfahrbar am Grundkörper 2 gehalten ist, wobei die beiden Schlitten 5,12 einen rechten Winkel einschließen. Die zweite Gegenrolle 11 ist unmittelbar am Ende eines Schenkels des Grundkörpers 2 drehbar gelagert. Am Grundkörper 2 ist des Weiteren eine Kraftaufnahmerolle 13 vorgesehen.
- Für das weiter unten beschriebene Verfahren zum Falzen eines Flansches wird noch ein zweiter Rollfalzkopf eingesetzt, der dem in der Figur 1 dargestellten Rollfalzkopf entspricht. Der zweite Rollfalzkopf trägt eine dritte und eine vierte Andrückrolle 20,21 sowie eine dritte und vierte Gegenrolle 22,23, wobei allerdings die vierte Gegenrolle 23 unverschiebbar am Grundkörper 2 gehalten wird. Der weitere Schlitten 12 ist dazu durch einen keilförmigen Halter ersetzt.
- Anstelle von zwei Rollfalzköpfen kann auch ein Rollfalzkopf gemäß Figur 2 eingesetzt werden. Bei dieser Ausführung sind die zweite, die dritte und die vierte Gegenrolle 11,22, 23 an einem Revolverkopf 24, der eine Wechseleinrichtung bildet, am Grundkörper 2 angeordnet, wobei die zweite Andrückrolle 9 je nach Stellung des Revolverkopfes 24 mit einem der drei Gegenrollen 11,22, 23 zusammenarbeitet, so dass ein zweites, drittes bzw. viertes Rollenpaar gebildet wird.
- Zur Verdeutlichung der Arbeitsweise der beiden Rollfalzköpfe gemäß Figur 1 bzw. des Rollfalzkopfes mit dem Revolverkopf 24 gemäß Figur 2 wird auf die Figuren 3a bis 3d verwiesen. Diese zeigen die Verbindung eines Daches 30 mit dem Rahmen 31 eines Schiebedaches. Im Dach 30 ist eine Öffnung eingelassen, wobei der Öffnungsrand zu einem Flansch 32 aufgestellt ist, der in etwa senkrecht zur Fläche des Daches 30 verläuft.
- Der Rahmen 31 endet in einem Steg 33, der parallel zum Flansch 32 verläuft. Der Flansch 32 ist höher als der Steg 33, wodurch eine Verbindung zwischen Dach 30 und Rahmen 31 hergestellt werden kann, indem der überstehende Teil des Flansches 32 um 180° um den Steg 33 herumgebogen wird. Dies erfolgt in vier Falzoperationen, die in den Figuren 3a bis 3d nach und nach dargestellt sind. Bei jedem Schritt wird der überstehende Teil des Flansches 32 um ca. 45° umgebogen. Für jeden Schritt ist eine Rollenpaarung vorgesehen.
- Im ersten Schritt gemäß Figur 3a wirkt die erste Andrückrolle 8 mit der ersten Gegenrolle 10 zusammen. Die erste Andrückrolle 8 weist einen konisch sich aufweitenden Falzabschnitt 34 auf, dessen Konizität der beabsichtigten Umbiegung des Flansches 32 entspricht. Ein zylindrischer Abschnitt der ersten Andrückrolle 8 liegt am Flansch 32 an. Um die dadurch in die Karosserie eingeleiteten Kräfte abstützen zu können, läuft die erste Gegenrolle 10 innen am Steg 33 entlang. Es werden somit keine Kräfte in den Rahmen 31 bzw. in das Dach 30 eingeleitet.
- Im zweiten Schritt gemäß Figur 3b arbeitet die zweite Andrückrolle 9 mit einer zweiten Gegenrolle 11 zusammen.
- Die zweite Andrückrolle 9 ist ein Zylinder ohne konischen Abschnitt. Die leicht schräg gestellte zweite Gegenrolle 11, auch Falzrolle genannt, drückt den Flansch 32 um weitere 45° um.
- Im dritten Schritt gemäß Figur 3c kommt entweder ein zweiter Rollfalzkopf zum Einsatz oder ein Rollfalzkopf gemäß Figur 2, wobei der Revolverkopf 24 allerdings um eine Stellung weitergedreht ist, so dass nun die dritte Gegenrolle 22 zum Einsatz kommt. Bei dieser Ausführung ist die dritte Andrückrolle 20 identisch mit der zweiten Andrückrolle 9.
- Bei der abschließenden Operation gemäß Figur 3d kommt eine vierte Andrückrolle 21 bzw. eine vierte Gegenrolle 23 zum Einsatz; die vierte Rollenpaarung ist entweder gemäß Figur 1 an einem zweiten Rollfalzkopf ausgebildet oder wird durch Drehung des Revolverkopfes 24 gemäß Figur 2 erzeugt, wobei die vierte Andrückrolle 21 wiederum durch die zweite Andrückrolle 9 dargestellt ist.
- Die einzelnen Positionen werden erreicht, indem stets der gesamte Rollfalzkopf 1 gedreht wird und der Träger 4 mittels des Schlittens 5 in die jeweilige Falzposition geführt wird.
- Die Erfindung betrifft daher auch ein Verfahren zum Falzen des Flansches um den anderen, parallel dazu stehenden Flansch in zumindest zwei aufeinander folgenden Schritten, wobei zumindest im ersten Schritt die parallel zueinander stehenden Flansche 32, 33 durch Verfahren eines verfahrbaren Schlittens 5 und einer an dem Schlitten 5 angeordneten Andrückrolle 8, 9 oder 20, 21 von der Andrückrolle 8, 9 oder 20, 21 und einer Gegenrolle gegeneinander gedrückt werden und der Flansch 32 zum Teil umgebördelt wird, wobei in mindestens einem folgenden Schritt der Flansch 32 von jeweils einer entsprechend ausgerichteten Gegenrolle weiter umgebördelt wird. Vorzugsweise besorgt ein konisch verlaufender Abschnitt der Andrückrolle die Teilumbördelung des ersten Schritts. Da in den weiteren Schritten die Andrückrolle im Wesentlichen die Aufgabe hat, den Rollfalzkopf am Flansch zu führen, kann es sich um einen einzigen zylindrischen Körper handeln, der an dem nicht umzubördelnden Abschnitt des Flansches anliegt und daran abrollt. Die jeweils mit einem konisch verlaufenden Abschnitt versehenen Gegenrollen werden jeweils entsprechend dem gewünschten Fortschritt bei der Umbördelung zum Flansch ausgerichtet.
-
- 1
- Rollfalzkopf
- 2
- Grundkörper
- 3
- Flanschplatte
- 4
- Träger
- 5
- Schlitten
- 6
- Arm
- 7
- Arm
- 8
- erste Andrückrolle
- 9
- zweite Andrückrolle
- 10
- erste Gegenrolle
- 11
- zweite Gegenrolle
- 12
- Schlitten
- 13
- Kraftaufnahmerolle
- 20
- dritte Andrückrolle
- 21
- vierte Andrückrolle
- 22
- dritte Gegenrolle
- 23
- vierte Gegenrolle
- 24
- Revolverkopf
- 30
- Dach
- 31
- Rahmen
- 32
- Flansch
- 33
- Steg
- 34
- Falzabschnitt
Claims (10)
- Rollfalzkopf zum Befestigen an einem Roboterarm, mit einem Grundkörper (2) gekennzeichnet durch wenigstens zwei Rollenpaare (8, 10; 9, 11 oder 20, 22; 21, 23), wobei jedes der wenigstens zwei Rollenpaare (8, 10; 9, 11 oder 20, 22; 21, 23) aus einer Andrück- und einer Gegenrolle besteht, die zusammenwirken, um einen Flansch (32) entlang einer Falzlinie um einen bestimmten Winkel zu biegen, und einen an dem Grundkörper (2) verfahrbaren Schlitten (5), wobei die Andrückrollen (8, 9 oder 20, 21) drehbar am Schlitten (5) gelagert sind.
- Rollfalzkopf nach Anspruch 1, dadurch gekennzeichnet, dass die zweite Gegenrolle (1) des einen Rollenpaares (9, 11) unverschiebbar am Grundkörper (2) gelagert ist und die erste Gegenrolle (10) des anderen Rollenpaares (8, 16) an einem weiteren, gegenüber dem Grundkörper (2) verfahrbaren Schlitten (12) drehbar gelagert ist.
- Rollfalzkopf nach Anspruch 1, dadurch gekennzeichnet, dass beide Gegenrollen (10, 11) am Grundkörper (2) in unverschiebbaren Lagern drehbar gelagert sind.
- Rollfalzkopf nach Anspruch 2, dadurch gekennzeichnet, dass die beiden Schlitten (5, 12) senkrecht gegeneinander verfahrbar am Grundkörper (2) angeordnet sind.
- Rollfalzkopf nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine Andrückrolle (9) unterschiedlichen Gegenrollen (11, 22, 23) zuordenbar ist.
- Rollfalzkopf nach Anspruch 5, dadurch gekennzeichnet, dass die unterschiedlichen Gegenrollen (11, 22, 23) mit einer mit dem Grundkörper (2) verbundenem Revolverkopf (24) gekoppelt sind.
- Verfahren zum Falzen eines Flansches (32) unter Verwendung eines Rollfalzkopfes gemäß Anspruch 1, wobei die Umbördelung zumindest in zwei aufeinander folgenden Schritten erfolgt, dadurch gekennzeichnet, dass der Flansch (32) um einen anderen Flansch (33) gefalzt wird, wobei zumindest im ersten Schritt die parallel zueinander stehenden Flansche (32, 33) durch Verfahren des verfahrbaren Schlittens (5) und der an dem Schlitten (5) angeordneten Andrückrolle (8, 9 oder 20, 21) von der Andrückrolle (8, 9 oder 20, 21) und der Gegenrolle gegeneinander gedrückt werden und der Flansch (32) zum Teil umgebördelt wird, wobei in mindestens einem folgenden Schritt der Flansch (32) von jeweils einer entsprechend ausgerichteten Gegenrolle weiter umgebördelt wird.
- Verfahren nach dem vorhergehenden Anspruch, dadurch gekennzeichnet, dass ein konisch verlaufender Abschnitt der Andrückrolle (8, 9 oder 20, 21) die Teilumbördelung (21) besorgt.
- Verfahren zum Falzen eines Flansches (32) nach einem der vorhegehenden Ansprüche um 180° in vier Schritten, bei dem mindestens drei unterschiedliche Rollenpaarungen des Rollfalzkopfes zum Einsatz kommen.
- Verfahren nach dem vorhergehenden Anspruch, dadurch gekennzeichnet, dass drei Gegenrollen zur Bildung der mindestens drei unterschiedlichen Rollenpaarungen nacheinander mit einer der Andrückrollen zusammenwirken.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10142698 | 2001-08-31 | ||
| DE10142698 | 2001-08-31 | ||
| PCT/DE2002/003217 WO2003024641A1 (de) | 2001-08-31 | 2002-08-29 | Rollfalzkopf und verfahren zum falzen eines flansches |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1420908A1 EP1420908A1 (de) | 2004-05-26 |
| EP1420908B1 true EP1420908B1 (de) | 2006-06-07 |
Family
ID=7697260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02798687A Expired - Lifetime EP1420908B1 (de) | 2001-08-31 | 2002-08-29 | Rollfalzkopf und verfahren zum falzen eines flansches |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7152292B2 (de) |
| EP (1) | EP1420908B1 (de) |
| JP (1) | JP4485196B2 (de) |
| KR (1) | KR100883320B1 (de) |
| AT (1) | ATE328682T1 (de) |
| DE (2) | DE50207123D1 (de) |
| ES (1) | ES2263848T3 (de) |
| WO (1) | WO2003024641A1 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008068314A2 (de) | 2006-12-08 | 2008-06-12 | Edag Gmbh & Co. Kgaa | Bördelhandgerät |
| DE102007002856A1 (de) | 2007-01-15 | 2008-07-17 | Edag Gmbh & Co. Kgaa | Blechverbund, Verfahren zum Fügen von Blechen und Fügevorrichtung |
| DE102009024344A1 (de) | 2009-06-09 | 2010-12-30 | Edag Gmbh & Co. Kgaa | Verfahren und Werkzeug zum Bördeln eines Werkstücks |
| FR2955509A1 (fr) * | 2010-01-25 | 2011-07-29 | Peugeot Citroen Automobiles Sa | Dispositif d'assemblage de panneaux pour un vehicule automobile. |
| DE202015102477U1 (de) | 2015-05-13 | 2016-08-17 | Kuka Systems Gmbh | Falzwerkzeug |
| CN106363092A (zh) * | 2016-12-02 | 2017-02-01 | 烟台达源自动化科技有限公司 | 一种用于白车身天窗包边的滚轮机构 |
| DE102021130973A1 (de) | 2021-11-25 | 2023-05-25 | Ebz Systec Gmbh | Rollfalzkopf zum Befestigen an einem Roboterarm und System umfassend einen Rollfalzkopf und einen Roboter mit einem Roboterarm |
Families Citing this family (93)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10340509A1 (de) * | 2003-09-03 | 2005-03-31 | Bayerische Motoren Werke Ag | Keiltriebwerkzeug mit zueinander verstellbaren Elementen zum schneidlosen Formen eines Blechwerkstückes in einer Presse |
| ATE375830T1 (de) * | 2004-09-24 | 2007-11-15 | Edag Eng & Design Ag | Bördelvorrichtung und bördelverfahren mit bauteilschutz |
| US7124611B2 (en) | 2004-10-08 | 2006-10-24 | Valiant Corporation | Roller hemming machine |
| DE102005004474B3 (de) | 2005-01-31 | 2006-08-31 | Edag Engineering + Design Ag | Bördelvorrichtung und Bördelverfahren zum Umlegen eines Bördelstegs eines Bauteils um eine Bördelkante |
| DE102005012310B3 (de) * | 2005-03-17 | 2006-10-12 | Daimlerchrysler Ag | Vorrichtung und Verfahren zum Falzen von Blech, insbesondere Karosserieblech |
| DE102005042362B4 (de) * | 2005-09-07 | 2007-06-06 | Audi Ag | Falzvorrichtung für einen Rollfalzkopf einer Rollfalzvorrichtung |
| ES2278538B1 (es) * | 2006-01-25 | 2008-05-01 | Mb Sistemas, S.Coop. | Sistema de engatillado por rodillo. |
| DE102006010469A1 (de) * | 2006-03-07 | 2007-09-13 | GM Global Technology Operations, Inc., Detroit | Bördeleinrichtung sowie Verfahren zum Rollbördeln von Werkstücken |
| DE102006014279A1 (de) | 2006-03-28 | 2007-10-04 | Edag Engineering + Design Ag | Spannvorrichtung zum Aufnehmen und Spannen von Bauteilen |
| EP1949981B1 (de) * | 2007-01-18 | 2015-04-29 | Toyota Motor Corporation | Zusammenbau von Blechteilen |
| DE202007007838U1 (de) * | 2007-06-01 | 2007-09-13 | Edag Engineering + Design Ag | Rollbördelwerkzeug |
| KR100872601B1 (ko) * | 2008-03-14 | 2008-12-08 | (주)우신시스템 | 차량용 패널의 헤밍장치 |
| DE202009005111U1 (de) * | 2009-08-05 | 2010-12-30 | Kuka Systems Gmbh | Falzeinrichtung |
| SE534675C2 (sv) * | 2010-03-19 | 2011-11-15 | Bjarnes System Ab | Anordning för samtidig fastsättning och invikning av klammer för plåttak |
| JP5580682B2 (ja) * | 2010-07-22 | 2014-08-27 | 株式会社ヒロテック | ヘミング装置 |
| JP6675325B2 (ja) | 2014-05-16 | 2020-04-01 | ダイバージェント テクノロジーズ, インコーポレイテッドDivergent Technologies, Inc. | 車両用シャーシ用のモジュール式に形成されたノード及びそれらの使用方法 |
| CA2953815A1 (en) | 2014-07-02 | 2016-01-07 | Divergent Technologies, Inc. | Systems and methods for fabricating joint members |
| JP2019527138A (ja) | 2016-06-09 | 2019-09-26 | ダイバージェント テクノロジーズ, インコーポレイテッドDivergent Technologies, Inc. | アークおよびノードの設計ならびに製作のためのシステムおよび方法 |
| US11155005B2 (en) | 2017-02-10 | 2021-10-26 | Divergent Technologies, Inc. | 3D-printed tooling and methods for producing same |
| US10759090B2 (en) | 2017-02-10 | 2020-09-01 | Divergent Technologies, Inc. | Methods for producing panels using 3D-printed tooling shells |
| CN106825174B (zh) * | 2017-04-05 | 2019-05-10 | 上海德莘汽车工程技术有限公司 | 一种车门包边方法及设备 |
| US10898968B2 (en) | 2017-04-28 | 2021-01-26 | Divergent Technologies, Inc. | Scatter reduction in additive manufacturing |
| US10703419B2 (en) | 2017-05-19 | 2020-07-07 | Divergent Technologies, Inc. | Apparatus and methods for joining panels |
| US11358337B2 (en) | 2017-05-24 | 2022-06-14 | Divergent Technologies, Inc. | Robotic assembly of transport structures using on-site additive manufacturing |
| US11123973B2 (en) | 2017-06-07 | 2021-09-21 | Divergent Technologies, Inc. | Interconnected deflectable panel and node |
| US10919230B2 (en) | 2017-06-09 | 2021-02-16 | Divergent Technologies, Inc. | Node with co-printed interconnect and methods for producing same |
| US10781846B2 (en) | 2017-06-19 | 2020-09-22 | Divergent Technologies, Inc. | 3-D-printed components including fasteners and methods for producing same |
| US10994876B2 (en) * | 2017-06-30 | 2021-05-04 | Divergent Technologies, Inc. | Automated wrapping of components in transport structures |
| US11022375B2 (en) | 2017-07-06 | 2021-06-01 | Divergent Technologies, Inc. | Apparatus and methods for additively manufacturing microtube heat exchangers |
| US10895315B2 (en) | 2017-07-07 | 2021-01-19 | Divergent Technologies, Inc. | Systems and methods for implementing node to node connections in mechanized assemblies |
| US10940609B2 (en) | 2017-07-25 | 2021-03-09 | Divergent Technologies, Inc. | Methods and apparatus for additively manufactured endoskeleton-based transport structures |
| US10751800B2 (en) | 2017-07-25 | 2020-08-25 | Divergent Technologies, Inc. | Methods and apparatus for additively manufactured exoskeleton-based transport structures |
| US10605285B2 (en) | 2017-08-08 | 2020-03-31 | Divergent Technologies, Inc. | Systems and methods for joining node and tube structures |
| US10357959B2 (en) | 2017-08-15 | 2019-07-23 | Divergent Technologies, Inc. | Methods and apparatus for additively manufactured identification features |
| US11306751B2 (en) | 2017-08-31 | 2022-04-19 | Divergent Technologies, Inc. | Apparatus and methods for connecting tubes in transport structures |
| US10960611B2 (en) | 2017-09-06 | 2021-03-30 | Divergent Technologies, Inc. | Methods and apparatuses for universal interface between parts in transport structures |
| US11292058B2 (en) | 2017-09-12 | 2022-04-05 | Divergent Technologies, Inc. | Apparatus and methods for optimization of powder removal features in additively manufactured components |
| US10814564B2 (en) | 2017-10-11 | 2020-10-27 | Divergent Technologies, Inc. | Composite material inlay in additively manufactured structures |
| US10668816B2 (en) | 2017-10-11 | 2020-06-02 | Divergent Technologies, Inc. | Solar extended range electric vehicle with panel deployment and emitter tracking |
| US11786971B2 (en) | 2017-11-10 | 2023-10-17 | Divergent Technologies, Inc. | Structures and methods for high volume production of complex structures using interface nodes |
| US10926599B2 (en) | 2017-12-01 | 2021-02-23 | Divergent Technologies, Inc. | Suspension systems using hydraulic dampers |
| US11110514B2 (en) | 2017-12-14 | 2021-09-07 | Divergent Technologies, Inc. | Apparatus and methods for connecting nodes to tubes in transport structures |
| US11085473B2 (en) | 2017-12-22 | 2021-08-10 | Divergent Technologies, Inc. | Methods and apparatus for forming node to panel joints |
| US11534828B2 (en) | 2017-12-27 | 2022-12-27 | Divergent Technologies, Inc. | Assembling structures comprising 3D printed components and standardized components utilizing adhesive circuits |
| US11420262B2 (en) | 2018-01-31 | 2022-08-23 | Divergent Technologies, Inc. | Systems and methods for co-casting of additively manufactured interface nodes |
| US10751934B2 (en) | 2018-02-01 | 2020-08-25 | Divergent Technologies, Inc. | Apparatus and methods for additive manufacturing with variable extruder profiles |
| US11224943B2 (en) | 2018-03-07 | 2022-01-18 | Divergent Technologies, Inc. | Variable beam geometry laser-based powder bed fusion |
| US11267236B2 (en) | 2018-03-16 | 2022-03-08 | Divergent Technologies, Inc. | Single shear joint for node-to-node connections |
| US11872689B2 (en) | 2018-03-19 | 2024-01-16 | Divergent Technologies, Inc. | End effector features for additively manufactured components |
| US11254381B2 (en) | 2018-03-19 | 2022-02-22 | Divergent Technologies, Inc. | Manufacturing cell based vehicle manufacturing system and method |
| US11408216B2 (en) | 2018-03-20 | 2022-08-09 | Divergent Technologies, Inc. | Systems and methods for co-printed or concurrently assembled hinge structures |
| US11613078B2 (en) | 2018-04-20 | 2023-03-28 | Divergent Technologies, Inc. | Apparatus and methods for additively manufacturing adhesive inlet and outlet ports |
| US11214317B2 (en) | 2018-04-24 | 2022-01-04 | Divergent Technologies, Inc. | Systems and methods for joining nodes and other structures |
| US10682821B2 (en) | 2018-05-01 | 2020-06-16 | Divergent Technologies, Inc. | Flexible tooling system and method for manufacturing of composite structures |
| US11020800B2 (en) | 2018-05-01 | 2021-06-01 | Divergent Technologies, Inc. | Apparatus and methods for sealing powder holes in additively manufactured parts |
| US11389816B2 (en) | 2018-05-09 | 2022-07-19 | Divergent Technologies, Inc. | Multi-circuit single port design in additively manufactured node |
| US10691104B2 (en) | 2018-05-16 | 2020-06-23 | Divergent Technologies, Inc. | Additively manufacturing structures for increased spray forming resolution or increased fatigue life |
| US11590727B2 (en) | 2018-05-21 | 2023-02-28 | Divergent Technologies, Inc. | Custom additively manufactured core structures |
| US11441586B2 (en) | 2018-05-25 | 2022-09-13 | Divergent Technologies, Inc. | Apparatus for injecting fluids in node based connections |
| US11035511B2 (en) | 2018-06-05 | 2021-06-15 | Divergent Technologies, Inc. | Quick-change end effector |
| US11292056B2 (en) | 2018-07-06 | 2022-04-05 | Divergent Technologies, Inc. | Cold-spray nozzle |
| US11269311B2 (en) | 2018-07-26 | 2022-03-08 | Divergent Technologies, Inc. | Spray forming structural joints |
| US10836120B2 (en) | 2018-08-27 | 2020-11-17 | Divergent Technologies, Inc . | Hybrid composite structures with integrated 3-D printed elements |
| US11433557B2 (en) | 2018-08-28 | 2022-09-06 | Divergent Technologies, Inc. | Buffer block apparatuses and supporting apparatuses |
| US11826953B2 (en) | 2018-09-12 | 2023-11-28 | Divergent Technologies, Inc. | Surrogate supports in additive manufacturing |
| US11072371B2 (en) | 2018-10-05 | 2021-07-27 | Divergent Technologies, Inc. | Apparatus and methods for additively manufactured structures with augmented energy absorption properties |
| US11260582B2 (en) | 2018-10-16 | 2022-03-01 | Divergent Technologies, Inc. | Methods and apparatus for manufacturing optimized panels and other composite structures |
| US12115583B2 (en) | 2018-11-08 | 2024-10-15 | Divergent Technologies, Inc. | Systems and methods for adhesive-based part retention features in additively manufactured structures |
| US11504912B2 (en) | 2018-11-20 | 2022-11-22 | Divergent Technologies, Inc. | Selective end effector modular attachment device |
| USD911222S1 (en) | 2018-11-21 | 2021-02-23 | Divergent Technologies, Inc. | Vehicle and/or replica |
| US11449021B2 (en) | 2018-12-17 | 2022-09-20 | Divergent Technologies, Inc. | Systems and methods for high accuracy fixtureless assembly |
| US11529741B2 (en) | 2018-12-17 | 2022-12-20 | Divergent Technologies, Inc. | System and method for positioning one or more robotic apparatuses |
| US10663110B1 (en) | 2018-12-17 | 2020-05-26 | Divergent Technologies, Inc. | Metrology apparatus to facilitate capture of metrology data |
| US11885000B2 (en) | 2018-12-21 | 2024-01-30 | Divergent Technologies, Inc. | In situ thermal treatment for PBF systems |
| US11203240B2 (en) | 2019-04-19 | 2021-12-21 | Divergent Technologies, Inc. | Wishbone style control arm assemblies and methods for producing same |
| US11912339B2 (en) | 2020-01-10 | 2024-02-27 | Divergent Technologies, Inc. | 3-D printed chassis structure with self-supporting ribs |
| US11590703B2 (en) | 2020-01-24 | 2023-02-28 | Divergent Technologies, Inc. | Infrared radiation sensing and beam control in electron beam additive manufacturing |
| US11884025B2 (en) | 2020-02-14 | 2024-01-30 | Divergent Technologies, Inc. | Three-dimensional printer and methods for assembling parts via integration of additive and conventional manufacturing operations |
| US11479015B2 (en) | 2020-02-14 | 2022-10-25 | Divergent Technologies, Inc. | Custom formed panels for transport structures and methods for assembling same |
| US11421577B2 (en) | 2020-02-25 | 2022-08-23 | Divergent Technologies, Inc. | Exhaust headers with integrated heat shielding and thermal syphoning |
| US11535322B2 (en) | 2020-02-25 | 2022-12-27 | Divergent Technologies, Inc. | Omni-positional adhesion device |
| US11413686B2 (en) | 2020-03-06 | 2022-08-16 | Divergent Technologies, Inc. | Methods and apparatuses for sealing mechanisms for realizing adhesive connections with additively manufactured components |
| KR20230035571A (ko) | 2020-06-10 | 2023-03-14 | 디버전트 테크놀로지스, 인크. | 적응형 생산 시스템 |
| US11850804B2 (en) | 2020-07-28 | 2023-12-26 | Divergent Technologies, Inc. | Radiation-enabled retention features for fixtureless assembly of node-based structures |
| US11806941B2 (en) | 2020-08-21 | 2023-11-07 | Divergent Technologies, Inc. | Mechanical part retention features for additively manufactured structures |
| WO2022066671A1 (en) | 2020-09-22 | 2022-03-31 | Divergent Technologies, Inc. | Methods and apparatuses for ball milling to produce powder for additive manufacturing |
| US12083596B2 (en) | 2020-12-21 | 2024-09-10 | Divergent Technologies, Inc. | Thermal elements for disassembly of node-based adhesively bonded structures |
| US11872626B2 (en) | 2020-12-24 | 2024-01-16 | Divergent Technologies, Inc. | Systems and methods for floating pin joint design |
| US11947335B2 (en) | 2020-12-30 | 2024-04-02 | Divergent Technologies, Inc. | Multi-component structure optimization for combining 3-D printed and commercially available parts |
| US11928966B2 (en) | 2021-01-13 | 2024-03-12 | Divergent Technologies, Inc. | Virtual railroad |
| US20220288850A1 (en) | 2021-03-09 | 2022-09-15 | Divergent Technologies, Inc. | Rotational additive manufacturing systems and methods |
| WO2022226411A1 (en) | 2021-04-23 | 2022-10-27 | Divergent Technologies, Inc. | Removal of supports, and other materials from surface, and within hollow 3d printed parts |
| US11865617B2 (en) | 2021-08-25 | 2024-01-09 | Divergent Technologies, Inc. | Methods and apparatuses for wide-spectrum consumption of output of atomization processes across multi-process and multi-scale additive manufacturing modalities |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3015293A (en) * | 1957-06-14 | 1962-01-02 | Fletcher L Parham | Seamer and method |
| US4470186A (en) * | 1981-05-11 | 1984-09-11 | Knudson Gary Art | Reversible seaming apparatus with laterally separable rollers having parallel axes |
| US4726107A (en) * | 1987-07-06 | 1988-02-23 | Knudson Gary Art | Seaming apparatus |
| JP2675347B2 (ja) * | 1988-09-06 | 1997-11-12 | マツダ株式会社 | ヘミング成形装置 |
| DE3916445A1 (de) * | 1989-05-20 | 1990-11-22 | Reinhardt Gmbh Maschbau | Falzmaschine, insbesondere zum verbinden der raender von blechen durch falzen |
| US5267387A (en) * | 1991-08-01 | 1993-12-07 | Triengineering Co., Ltd. | Method for hemming a workpiece having an upturned edge |
| SG44936A1 (en) * | 1992-07-09 | 1997-12-19 | Triengineering Co Ltd | Roller type hemming apparatus |
| DE29606725U1 (de) * | 1996-04-16 | 1996-08-14 | Trumpf Gmbh & Co, 71254 Ditzingen | Maschine zum Umbiegen eines Blechrandes |
| JP3563349B2 (ja) * | 1998-09-08 | 2004-09-08 | トライエンジニアリング株式会社 | ローラー転圧式加工装置及びローラー転圧式加工方法 |
| SE514087C2 (sv) * | 1999-04-19 | 2000-12-18 | Abb Ab | Förfarande vid sammanfogning |
-
2002
- 2002-08-29 DE DE50207123T patent/DE50207123D1/de not_active Expired - Lifetime
- 2002-08-29 KR KR1020047002870A patent/KR100883320B1/ko active IP Right Grant
- 2002-08-29 DE DE20280246U patent/DE20280246U1/de not_active Expired - Lifetime
- 2002-08-29 US US10/487,726 patent/US7152292B2/en not_active Expired - Lifetime
- 2002-08-29 JP JP2003528330A patent/JP4485196B2/ja not_active Expired - Lifetime
- 2002-08-29 ES ES02798687T patent/ES2263848T3/es not_active Expired - Lifetime
- 2002-08-29 EP EP02798687A patent/EP1420908B1/de not_active Expired - Lifetime
- 2002-08-29 AT AT02798687T patent/ATE328682T1/de active
- 2002-08-29 WO PCT/DE2002/003217 patent/WO2003024641A1/de active IP Right Grant
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008068314A3 (de) * | 2006-12-08 | 2008-07-24 | Edag Gmbh & Co Kgaa | Bördelhandgerät |
| WO2008068314A2 (de) | 2006-12-08 | 2008-06-12 | Edag Gmbh & Co. Kgaa | Bördelhandgerät |
| DE102007002856B4 (de) * | 2007-01-15 | 2012-02-09 | Edag Gmbh & Co. Kgaa | Vorrichtung zum Bördeln und Schweißen oder Löten von Bauteilen |
| DE102007002856A1 (de) | 2007-01-15 | 2008-07-17 | Edag Gmbh & Co. Kgaa | Blechverbund, Verfahren zum Fügen von Blechen und Fügevorrichtung |
| WO2008086994A1 (de) | 2007-01-15 | 2008-07-24 | Edag Gmbh & Co. Kgaa | Blechverbund, verfahren zum fügen von blechen und fügevorrichtung |
| DE102009024344A1 (de) | 2009-06-09 | 2010-12-30 | Edag Gmbh & Co. Kgaa | Verfahren und Werkzeug zum Bördeln eines Werkstücks |
| DE102009024344B4 (de) * | 2009-06-09 | 2011-02-24 | Edag Gmbh & Co. Kgaa | Verfahren und Werkzeug zum Bördeln eines Werkstücks |
| FR2955509A1 (fr) * | 2010-01-25 | 2011-07-29 | Peugeot Citroen Automobiles Sa | Dispositif d'assemblage de panneaux pour un vehicule automobile. |
| DE202015102477U1 (de) | 2015-05-13 | 2016-08-17 | Kuka Systems Gmbh | Falzwerkzeug |
| CN106363092A (zh) * | 2016-12-02 | 2017-02-01 | 烟台达源自动化科技有限公司 | 一种用于白车身天窗包边的滚轮机构 |
| CN106363092B (zh) * | 2016-12-02 | 2018-06-15 | 烟台达源自动化科技有限公司 | 一种用于白车身天窗包边的滚轮机构 |
| DE102021130973A1 (de) | 2021-11-25 | 2023-05-25 | Ebz Systec Gmbh | Rollfalzkopf zum Befestigen an einem Roboterarm und System umfassend einen Rollfalzkopf und einen Roboter mit einem Roboterarm |
| EP4186610A1 (de) | 2021-11-25 | 2023-05-31 | Ebz Systec GmbH | Rollfalzkopf zum befestigen an einem roboterarm und system umfassend einen rollfalzkopf und einen roboter mit einem roboterarm |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2263848T3 (es) | 2006-12-16 |
| ATE328682T1 (de) | 2006-06-15 |
| KR20040063115A (ko) | 2004-07-12 |
| EP1420908A1 (de) | 2004-05-26 |
| US20050015955A1 (en) | 2005-01-27 |
| US7152292B2 (en) | 2006-12-26 |
| WO2003024641A1 (de) | 2003-03-27 |
| DE50207123D1 (de) | 2006-07-20 |
| KR100883320B1 (ko) | 2009-02-11 |
| DE20280246U1 (de) | 2004-07-15 |
| JP2005501740A (ja) | 2005-01-20 |
| JP4485196B2 (ja) | 2010-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1420908B1 (de) | Rollfalzkopf und verfahren zum falzen eines flansches | |
| EP1640080B1 (de) | Bördelvorrichtung und Bördelverfahren mit Bauteilschutz | |
| DE60020126T2 (de) | Zusammenbauverfahren | |
| EP2806986B1 (de) | Verfahren und vorrichtung zum verbinden zweier enden metallischer bänder | |
| WO2013127628A1 (de) | Rollfalzkopf, anlage und verfahren zum rollfalzen mit einem tandemrollensatz | |
| EP3154722B1 (de) | Biegepresse mit biegeeinheit sowie verfahren zur umformung | |
| DE102007005354A1 (de) | Paneelbefestigungsverfahren und Paneelglied für ein Kraftfahrzeug | |
| AT514821A1 (de) | Biegepresse und Biegeverfahren | |
| EP1420907B1 (de) | Bördelverfahren zum umlegen einer bördelkante eines werkstücks durch rollfalzen mit wenigstens zwei falzschritten | |
| DE202009005111U1 (de) | Falzeinrichtung | |
| WO2018055184A1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| DE102005012310B3 (de) | Vorrichtung und Verfahren zum Falzen von Blech, insbesondere Karosserieblech | |
| EP3515619A1 (de) | Werkzeug, werkzeugmaschine und verfahren zum bearbeiten von plattenförmigen werkstücken | |
| WO2016037821A1 (de) | Bördeleinheit für ein bördelwerkzeug | |
| DE2531290A1 (de) | Verfahren zum biegen von kettengliedern und kettengliedbiegemaschine zur durchfuehrung des verfahrens | |
| DE102004016385B3 (de) | Rollfalzvorrichtung zum Verbinden der Plattenränder zweier Blechplatten mittels eines Falzrandes | |
| WO2018055180A1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zur bearbeitung von plattenförmigen werkstücken | |
| DE60003947T2 (de) | Verfahren und vorrichtung zur herstellung von dosen | |
| DE102005042362B4 (de) | Falzvorrichtung für einen Rollfalzkopf einer Rollfalzvorrichtung | |
| DE102016119435A1 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zum Bearbeiten von plattenförmigen Werkstücken | |
| WO2021013810A1 (de) | Werkzeug und verfahren zum bearbeiten von plattenförmigen werkstücken, insbesondere blechen | |
| DE60120947T2 (de) | Verfahren und vorrichtung zum biegen von blechstreifen mit zwei einander gegenüberliegenden flanschen | |
| DE10012277C1 (de) | Vorrichtung und Verfahren zum Falzen von Blechen | |
| DE102017115285A1 (de) | Flexibles Falzwerkzeug | |
| DE102004054680B3 (de) | Rollbiegevorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040224 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: QUELL, EWALD Inventor name: HOHMANN, MANFRED Inventor name: BURZLAFF, MARC |
|
| 17Q | First examination report despatched |
Effective date: 20050324 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060607 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060607 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060607 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060607 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060607 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060607 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50207123 Country of ref document: DE Date of ref document: 20060720 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060907 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061107 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2263848 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20060607 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060907 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060829 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060607 |
|
| BECH | Be: change of holder |
Owner name: FFT EDAG PRODUKTIONSSYSTEME G.M.B.H. Effective date: 20120330 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Owner name: FFT EDAG PRODUKTIONSSYSTEME GMBH & CO. KG, DE Effective date: 20120329 Ref country code: FR Ref legal event code: TP Owner name: FFT EDAG PRODUKTIONSSYSTEME GMBH & CO. KG, DE Effective date: 20120329 Ref country code: FR Ref legal event code: CJ Effective date: 20120329 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50207123 Country of ref document: DE Representative=s name: SCHWABE SANDMAIR MARX, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50207123 Country of ref document: DE Representative=s name: SCHWABE SANDMAIR MARX, DE Effective date: 20120713 Ref country code: DE Ref legal event code: R081 Ref document number: 50207123 Country of ref document: DE Owner name: FFT EDAG PRODUKTIONSSYSTEME GMBH & CO. KG, DE Free format text: FORMER OWNER: EDAG GMBH & CO. KGAA, 36039 FULDA, DE Effective date: 20120713 Ref country code: DE Ref legal event code: R082 Ref document number: 50207123 Country of ref document: DE Representative=s name: SCHWABE SANDMAIR MARX PATENTANWAELTE RECHTSANW, DE Effective date: 20120713 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 328682 Country of ref document: AT Kind code of ref document: T Owner name: FFT EDAG PRODUKTIONSSYSTEME GMBH & CO. KG, DE Effective date: 20120920 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: FFT EDAG PRODUKTIONSSYSTEME GMBH & CO. Effective date: 20121107 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20210824 Year of fee payment: 20 Ref country code: AT Payment date: 20210818 Year of fee payment: 20 Ref country code: FR Payment date: 20210823 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20210823 Year of fee payment: 20 Ref country code: DE Payment date: 20210819 Year of fee payment: 20 Ref country code: ES Payment date: 20210917 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50207123 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220905 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20220829 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 328682 Country of ref document: AT Kind code of ref document: T Effective date: 20220829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20220830 Ref country code: CZ Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20220829 |