EP1344655A2 - Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren insbesondere für Kleinauflagen - Google Patents
Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren insbesondere für Kleinauflagen Download PDFInfo
- Publication number
- EP1344655A2 EP1344655A2 EP03005238A EP03005238A EP1344655A2 EP 1344655 A2 EP1344655 A2 EP 1344655A2 EP 03005238 A EP03005238 A EP 03005238A EP 03005238 A EP03005238 A EP 03005238A EP 1344655 A2 EP1344655 A2 EP 1344655A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- blocks
- glue
- block
- brochures
- transport
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C11/00—Casing-in
- B42C11/04—Machines or equipment for casing-in or applying covers to books
- B42C11/045—Folding end sheets, attaching end sheets to book blocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/08—Conveying between operating stations in machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C9/00—Applying glue or adhesive peculiar to bookbinding
- B42C9/0006—Applying glue or adhesive peculiar to bookbinding by applying adhesive to a stack of sheets
- B42C9/0012—Applying glue or adhesive peculiar to bookbinding by applying adhesive to a stack of sheets with a roller
- B42C9/0018—Applying glue or adhesive peculiar to bookbinding by applying adhesive to a stack of sheets with a roller for binding stacks of sheets one at the time
Definitions
- the invention relates to a device for producing perfect bindings from Blocks and brochures, especially for short runs according to the generic term of Claim 1 and a method for producing perfect bindings of blocks and brochures especially for short runs according to the generic term of Claim 10.
- the block To produce adhesive-bound blocks for hardcover, the block must be made accordingly bookbinding type from the back and be provided with a cover sheet. Often the back processing is not carried out if it is e.g. B. um thread-stitched blocks, thread sealing or perfo binding. In any case the back glued and then rebated.
- the end sheets are usually in front of the actual transport system Adhesive binding device inserted in the feed transport. Because of the milling on Back, the end sheets are increased by the milling dimension compared to the back fed, glue-coated near the back fold edge and pressed against the block. This procedure often results in glue contamination and crookedness Sticking the end sheets brought about.
- the end sheets must be increased by one certain tolerances are set higher so that they are not cut during milling become.
- the feed area of the perfect binding device is extended if there is an attachment option considerable and thus the total length of the system. That is special completely unacceptable in the short run.
- Another weak point of known devices of the type mentioned is general also the delivery device, especially in compact adhesive binding systems, because the freshly glued blocks often out of the transport system onto a slide with which they are brought from the vertical to the horizontal position. at other versions, they are placed on a longitudinal conveyor on which they be transported helically into the horizontal position. The fresh blocks are warped diagonally and the back glue is used accordingly.
- slow-running Perfect binding devices therefore often uses a cross-pile delivery device, in which the blocks are pushed out at right angles to the transport direction, so that they are stacked on their backs.
- this display allows no inline coupling with a subsequent machine or drying section.
- the opening of the bond is made by handing over the Blocks in staple car prevents the side in the area of side sizing Hold the block together.
- the envelope material is thicker.
- the present invention is based on the described prior art Underlying the task, a better quality and more economical processing of
- the device according to the invention is a linearly arranged system with a step-by-step block transport by a reciprocating Transport device.
- Two opposite, belonging to the transport device Clamping rails, which are guided in a suitable manner, clamp through one opening and closing movement of the blocks or stack of paper layers to be transported.
- the individual blocks are passed through the processing stations in at least two steps transported the device, always a certain area of the Clamping rails of the corresponding processing station is assigned and therefore its shape can be adjusted.
- the blocks according to the invention by an additional holding device held in the position reached. This creates at least two movement phases and at least two standstill phases during the transportation of one Block.
- the automatically supplied or manually inserted blocks are stored in the Entry position clamped by the clamping rails, in the first step over the Back processing transports to the first standstill position, in which the Apply the end sheets, if necessary the supply of folding strips and that
- the area of the clamping rails that clamps the block for the first step can designed for transport over the milling machine so that the block is only one has little notice. This ensures an optimally straight milling surface. For the side gluing and the pressing of the fold strips and the cover bothers not a small display, as it would with conventional perfect binding devices, because the part of the clamping rails thus formed during these machining operations is not engaged.
- the block In the first standstill position, the block is held by a holding device, while the actual block transport device returns to its starting position running back.
- This holding device is from the design to that in this position coordinated operations taking place.
- the end leaves are only known at this point in a manner known per se Fed by rotary feeder after the block back has already been milled is. You will be precise by a stop plate under the block back aligned flush with the block back.
- the gluing of the back is carried out by a under the back across the direction of transport glue roller moved back and forth of the block by one glue stroke.
- the amount of glue applied is determined by a scraper. On the return stroke the glue pool is lowered a little to keep the glue roller in contact with the Avoid block backs that may have a fold strip.
- the scraper which determines the amount of glue applied, is released.
- By the backward rotating Glue roller is used to wash away glue contamination on the scraper.
- Applying and removing the glue film to the head and foot of the blocks can be done by simple Scraper can be reached on the glue roller.
- the glue line on the block back can be designed much more precisely than with gluing in the direction of transport with cyclically controlled scrapers, as is known in the prior art is.
- the relatively slow movement of the glue roller avoids the build-up of undefined Back pressure that can lead to glue inlets in the block.
- Soiling on the glue scraper, leaving a narrow glue-free trace on the glue roller generate, do not lead to non-sticking of as with longitudinal gluing Scroll and interrupt the back glue in the direction of stress.
- a double roller in the glue pool can also be used for gluing with hot melt adhesives can be arranged, each of the two rollers having a different thickness Can apply glue film.
- Double gluing can also be carried out
- Return stroke of a glue roller can be achieved by z. B. in the preliminary stroke thin glue film with close contact to the block back and a thicker on the return stroke Glue film is applied with a larger distance from the glue roller to the block back. The Lowering movement of the glue unit on the return stroke is used to create the distance the glue roller is limited to the block back.
- the application of the fold strip is movement-related with the back gluing coupled.
- a swiveling suction plate connected to the glue unit takes the cut to length and press it against the end of the glue stroke Block spine area.
- the felling material is fed in the same way as for cross-felling common.
- the web material is driven by rollers and by a certain amount corresponding to the width of the fold strip Amount transported, fed to a cross cutting device and there cut.
- the fold strip to be cut is already removed from the Suction plate fixed.
- the block is again through the clamping rails of the transport device recorded, via the side gluing to the second standstill position transported and handed over there in a gradually rotating star boom.
- the block is now clamped by another area of the clamping rails, where the side gluing is not hindered and by appropriate design Space for the envelope when pressed is created.
- the star boom with star-shaped block clamps takes over Block for pressing on the envelope or the stripe.
- the envelope is pressed on in a manner known per se on Back and then to the sides.
- the lateral pressure is finally when the Clamping rails have left the pressing area in the return stroke and thus the Envelope can be attached to the block without strong bending and the side Do not tear open the adhesive after loosening the side pressure rails becomes.
- the block with envelope is removed by swiveling the star jib pivoted out the feed area of the transport device and thereby from the vertical almost brought into the horizontal position.
- the new block can meanwhile be fed.
- the deposited block is from the export bracket the star boom released and put on an export belt where he spine is transported ahead and there is an inline coupling with subsequent machines can.
- the display device is at an ergonomically convenient height for manual acceptance arranged.
- the bracketed shelf of the single block protects the fresh glue on the back and avoids cracks in the glue film and deformation of the block.
- the envelope is fed from the opposite direction, so that it turns out For reasons of accessibility and clarity, the ways of block and envelope Do not cross and overlap until the merge position.
- the envelopes can also be created at an ergonomically favorable height.
- the envelope is aligned exactly to the block position when the individual block is at a standstill, whereby a high positional accuracy can be achieved.
- the transport device gradually transports a single block 1 with the back and forth clamping rails 1a, the upper guide 1b and the lower guide 1c.
- the stroke in the transport direction is generated in each case via rack drives 2, each in a rack 3 on the clamping rails Intervene 1a.
- the clamping stroke of the clamping rails 1 a is generated by eccentric rollers 4.
- the transport movements are absolutely synchronous on both sides of the block.
- one of the two side clamping rails is used 1a, for example the right side seen in the top view in the transport direction adjusted, which is illustrated in the representations by the adjustment path s.
- the blocks are in the import position A increased by hand.
- the increase can take place with the forward stroke and return stroke running, as soon as the previous block has left the position.
- the block On the way from position A to position B, the block overflows a processing unit to create a straight block back, in the present embodiment the milling device 34.
- the processing tools are for reasons of space saving roller-shaped for milling, leveling and notching.
- a front sheet V is pulled through a suction bar 6 isolated and via a roller 7, which runs against a drum 8, and belt 9 transported further, whereby it is passed through a plate 10.
- the back sheet reaches the height of the block back with its back, when the clamping rails 1a have opened.
- End sheet positioned on both sides of the block exactly at back height and held by the auxiliary clips 12 which e.g. by pneumatic, not shown Aids can be operated.
- the alignment plate 11 belongs to the glue station and provides the cover and the scraper one in its entirety with 13 designated gluing unit.
- the gluing unit 13 with a glue roller 14 is taken along a guide 15 by a drive 16 the block back moves (stroke h1), the glue roller 14 a synchronous Rotates so that your surface rolls against the block back and transfers the glue.
- the glue film thickness is adjusted by moving the plate 11 (Scraper) set. Applying and removing the adhesive film on the head and foot can be done by Release the glue roller at the appropriate points by not shown narrow scrapers that can be moved along the glue roller length can be reached.
- the glue tank can be heated to process hot melt adhesives.
- the glue roller 14 can Return stroke another e.g. Apply thicker glue film.
- the glue film thickness will determined by the return scraper 11a and the reduction h2 takes place to the extent that the correct distance between the roller and the block back is created.
- a suction plate 17 is pivotally arranged, the cut to length Folds strips and at the end of the gluing stroke h1 on the block back presses.
- the felling material F comes from the roll through a roller 18 with counter rolls 19 of the cutting device 20 with the knife 20a with the help of not shown simple drive means supplied, the transport stroke being cut off Length corresponds.
- the suction plate 17 holds the fold strip when the cut is made.
- the block with back glue, provided with end sheets and fold strips is in Position B clamped again by the clamping rails 1a and in position C transported.
- the belt 9 is released via a simple actuation, not shown.
- This second area of the clamping rails is designed so that a larger one Notice of the block occurs, so that the side gluing during the stroke from B to C. can be done. It is expediently carried out by known nozzle application devices 21st
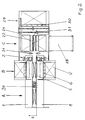
- the envelope lying on the table 23 is through a guide 24 and not shown stops aligned and is from a pressure table 25 and Pressure rails 26 pressed on the block back.
- the pressure table 25 does this a vertical movement h3 driven by a rack and pinion drive 27.
- the pressure rails 26 and the pressure table 25 move back and the block is by pivoting the star boom 22 by a division ⁇ about the axis of rotation 22c brought into a position slightly inclined to the horizontal. To achieve the desired angle of inclination is given a five-fold division.
- the Clip 22b opens and the block slides on the inclined surface of clip 22a on a delivery belt 28.
- the block can also be made from Clip 22 are pushed onto the tape 28.
- the star boom receives a quadruple division and the display direction is then exactly horizontal.
- the envelopes are placed in a feeder 29, separated by suction pads 30, in in a manner known per se, creasing rollers 31 are fed and transported further into the position C. where the envelope is aligned.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Making Paper Articles (AREA)
Abstract
Description
- Fig. 1
- eine Seitenansicht der erfindungsgemäßen Vorrichtung,
- Fig. 2
- eine Draufsicht auf die erfindungsgemäße Vorrichtung,
- Fig. 3
- einen Schnitt durch die Vorsatzblattanlege-, Fälzelstreifenzuführ- und Beleimstation und
- Fig. 4
- eine Schnitt durch Andrückstation und die Auslagevorrichtung
Claims (18)
- Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren insbesondere für Kleinauflagen mit einer mit Klemmschienen zur Festlegung der Blocks bzw. Broschüren versehenen Transportvorrichtung für den Durchlauf der zu bindenden Blocks bzw. Papierlagenstapel durch die Vorrichtung, einer Bearbeitungseinheit zur Erstellung eines geraden Blockrückens, einer Leimstation zum Leimauftrag auf den Block- bzw. Papierstapelrücken und einer Auslagevorrichtung zur Ausgabe der fertig verleimten Blocks bzw. Papierlagenstapels, dadurch gekennzeichnet, dass die Transportvorrichtung (1a, 1b, 1c) eine separate Halteeinrichtung zur Festlegung des in der Leimstation in Bearbeitung befindlichen Blocks bzw Papierlagenstapels während des Rücklaufes der Klemmschienen in die Aufnahmeposition für einen neuen Block bzw. Papierlagenstapel aufweist.
- Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren nach Anspruch 1, dadurch gekennzeichnet, dass die Halteeinrichtung mindestens zwei die Block- bzw. Papierlagenstapelflachseiten in ihrem dem bearbeiteten Blockrücken abgewandten oberen Bereich klemmenden Halteklammern (5) aufweist.
- Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass in Transportrichtung der Blocks bzw. Papierlagenstapel gesehen an die Bearbeitungseinheit zur Erstellung des geraden Blockrückens anschließend eine Zuführeinheit für Vorsatzblätter zur Anlage an die Vorder- und Rückseite des Blocks bzw. Papierlagenstapels angeordnet ist, wobei die Zufüreinheit die Vorsatzblätter bündig zur Rückenkante des Blocks bzw. Papierlagenstapels ausrichtet.
- Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren nach Anspruch 1, dadurch gekennzeichnet, dass die Leimstation ein quer zur Transportrichtung bewegbares Leimwerk (13) mit mindestens einer Leimwalze (14) aufweist, wobei die Leimwalze (14) durch die Querbewegung des Leimwerkes (13) angetrieben wird, so dass sie am Blockrücken abwälzt, und wobei die Leimdicke insgesamt durch die Einstellung eines über die ganze Länge der Walze reichenden Schabers (11) festlegbar ist.
- Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren nach Anspruch 4, dadurch gekennzeichnet, dass die Leimwalze (13) auf Ihrer Länge verstellbar zwei Schaber aufweist, die die Walzenoberfläche an den Stellen für Kopf und Fuß des Blocks freischaben.
- Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Leimstation eine Züführstation für Fälzelstreifen mit einer Schneideinrichtung (20) und einem Saugtisch (17) zugeordnet ist, an der die Fälzelstreifen auf Länge geschnitten und anschließend dem Saugtisch (17) zugeführt werden, der nach dem Beleimungsvorgang unter den Blockrücken in Position gebracht wird und durch eine Hubbewegung den Fälzelstreifen an den beleimten Blockrücken drückt.
- Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Auslagevorrichtung einen Ausleger (22) mit sternförmig angeordneten Klammerstationen (22a, 22b) aufweist, die den Block aus dem Längstransport übernehmen und nach erfolgtem Andrücken von Umschlag oder Fälzelstreifen geklammert niederlegen.
- Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Klemmschienen (1a) der Transportvorrichtung (1a, 1b, 1c) mindestens zwei in Transportrichtung hintereinander angeordnete Bereiche unterschiedlicher Gestaltung aufweisen, wobei die Bereiche einen den unterschiedlichen Gegebenheiten der Bearbeitungsstationen angepassten Aushang aufweisen.
- Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Bearbeitungseinheit zur Erstellung eines geraden Blockrückens als Frässtation (34) ausgebildet ist, wobei die Fräsbearbeitung mit walzenförmigen Werkzeugen erfolgt.
- Verfahren zur Herstellung von Klebebindungen von Blocks und Broschüren insbesondere für Kleinauflagen mit einer Vorrichtung gemäß Anspruch 1, bei dem die Blocks und Broschüren mittels einer mit Klemmschienen zur Festlegung der Blocks bzw. Broschüren versehenen Transportvorrichtung durch die Vorrichtung geführt werden, wobei zunächst in einer Bearbeitungseinheit ein gerader Blockrücken hergestellt wird, anschließend an einer Leimstation auf den Block- bzw. Papierstapelrücken ein Leimauftrag erfolgt und nach Fertigstellung der Verleimung durch eine Auslagevorrichtung die fertig verleimten Blocks bzw. Papierlagenstapel ausgegeben werden, dadurch gekennzeichnet, dass der Transport durch die Vorrichtung in mindestens zwei Schritten durch eine in Transportrichtung gesehen Vor- und Zurückbewegung der die Blocks seitlich links und rechts klemmenden Klemmschienen (1a) erfolgt, die Blocks während des Transportrückhubes der Klemmschienen (1a) von einer separaten Halteeinrichtung (5) übernommen werden und dabei eine Transportstillstandsphase durchlaufen, in der der Beleimvorgang des Buchrückens erfolgt und dass sowohl in der Bewegung wie auch im Stillstand des Transports Bearbeitungsvorgänge am Block durchgeführt werden.
- Verfahren zur Herstellung von Klebebindungen von Blocks und Broschüren nach Anspruch 10 dadurch gekennzeichnet, dass das Anlegen von Vorsatzblättern an den die Vorder- und Rückseite des Blocks nach der Herstellung des geraden Blockrückens erfolgt, wobei die Rückenkante der Vorsatzblätter vollständig bündig zur Rückenkante des Blocks ausgerichtet wird.
- Verfahren zur Herstellung von Klebebindungen von Blocks und Broschüren nach Anspruch 10 oder 11, dadurch gekennzeichnet, dass die Rückenbeleimung des Blocks quer zur Transportrichtung durch ein quer zur Transportrichtung bewegbares Leimwerk (13) mit mindestens einer Leimwalze (14) erfolgt, wobei die Leimwalze (14) durch die Querbewegung des Leimwerkes (13) angetrieben wird, so dass sie am Blockrücken abwälzt, und dass die Leimdicke insgesamt durch die Einstellung eines über die ganze Länge der Walze reichenden Schabers (11) festgelegt wird.
- Verfahren zur Herstellung von Klebebindungen von Blocks und Broschüren nach einem der Ansprüche 10 bis 12, dadurch gekennzeichnet, dass während des Beleimungsvorganges Fälzelstreifen auf Länge geschnitten und anschließend einem Saugtisch (17) zugeführt werden, der mit der Beleimungsbewegung unter den Blockrücken in Position gebracht wird und durch eine Hubbewegung den Fälzelstreifen an den beleimten Blockrücken drückt.
- Verfahren zur Herstellung von Klebebindungen von Blocks und Broschüren nach einem der Ansprüche 10 bis 13, dadurch gekennzeichnet, dass die Auslage der Blocks mittels der Auslagevorrichtung durch einen Ausleger (22) mit sternförmig angeordneten Klammern (22a, 22b) erfolgt, die den Block aus dem Längstransport übernehmen und nach erfolgtem Andrücken von Umschlag oder Fälzelstreifen geklammert niederlegen.
- Verfahren zur Herstellung von Klebebindungen von Blocks und Broschüren nach einem der Ansprüche 10 bis 14, dadurch gekennzeichnet, dass eine Umschlagzufuhr an die Blocks aus entgegengesetzter Richtung zum Blocktransport erfolgt.
- Verfahren zur Herstellung von Klebebindungen von Blocks und Broschüren nach Anspruch 12, dadurch gekennzeichnet, dass durch eine zweifache Querhubbewegung der Leimwalze (14) ein zweifacher Leimauftrag erfolgen kann, wobei die Leimdicke von einem Hub zum Nächsten durch Verstellen des Schabers (11) variiert werden kann.
- Verfahren zur Herstellung von Klebebindungen von Blocks und Broschüren nach Anspruch 12, dadurch gekennzeichnet, dass ein zweifacher z.B. ein dünner und ein dicker Leimauftrag durch zwei in Richtung des Beleimquerhubes hintereinander angeordnete Walzen mit unterschiedlicher Schabereinstellung vorgenommen wird.
- Verfahren zur Herstellung von Klebebindungen von Blocks und Broschüren nach einem der Ansprüche 10 bis 17, dadurch gekennzeichnet, dass bei Betrieb der Vorrichtung ohne Zuführung von Fälzelstreifen beim Beleimungsvorhub und Beleimungsrückhub ein zweifacher in der Dicke unterschiedlicher Leimauftrag aufgebracht werden kann, wobei die Leimfilmdicke durch einen Vorlaufschaber und einen Rücklaufschaber bestimmt wird und das Absenken des Leimwerks beim Rückhub der Leimauftragsstärke angepasst wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10210843A DE10210843A1 (de) | 2002-03-12 | 2002-03-12 | Klebebinder für die Herstellung von Blocks und Broschüren insbesondere für Kleinauflagen |
| DE10210843 | 2002-03-12 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1344655A2 true EP1344655A2 (de) | 2003-09-17 |
| EP1344655A3 EP1344655A3 (de) | 2005-08-03 |
| EP1344655B1 EP1344655B1 (de) | 2007-07-11 |
| EP1344655B8 EP1344655B8 (de) | 2007-10-17 |
Family
ID=27762878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03005238A Expired - Lifetime EP1344655B8 (de) | 2002-03-12 | 2003-03-10 | Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren insbesondere für Kleinauflagen |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6966553B2 (de) |
| EP (1) | EP1344655B8 (de) |
| DE (2) | DE10210843A1 (de) |
| ES (1) | ES2289197T3 (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2113392A1 (de) | 2008-04-30 | 2009-11-04 | Müller Martini Holding AG | Klebebinder zur Verarbeitung von Buchblocks sowie Verfahren zum Klebebinden |
| DE102008046191A1 (de) | 2008-08-06 | 2010-02-11 | Dgr-Graphic Gmbh | Transportsystem für Klebebinder |
| EP1902854A3 (de) * | 2006-09-15 | 2011-05-25 | Wohlenberg Buchbindesysteme GmbH | Vorrichtung und Verfahren zur Druckweiterverarbeitung |
| DE102010012308A1 (de) | 2010-03-23 | 2011-09-29 | Horst Rathert | Buchtransportklammer für Klebebinder |
| DE102010022618A1 (de) | 2010-06-04 | 2011-12-08 | Horst Rathert | Klebebinder insbesondere für hochqualitative Kleinauflagen |
| EP2275278A3 (de) * | 2009-07-10 | 2012-06-06 | Sigloch Maschinenbau GmbH & Co. KG | Querfälzelaggregat und Verfahren zum Anbringen eines Fälzels damit |
| EP2517892A1 (de) | 2011-04-29 | 2012-10-31 | Müller Martini Holding AG | Vorrichtung und Verfahren zur Herstellung von gebundenen, einen Fälzelstreifen oder einen Umschlag aufweisenden Buchblocks |
| EP2072276A3 (de) * | 2007-12-22 | 2013-10-16 | Kolbus GmbH & Co. KG | Vorrichtung zum Bewegen eines Druckproduktes |
| CN104723718A (zh) * | 2013-12-24 | 2015-06-24 | 赵中奎 | 胶装机不停机边胶截胶长度调整装置 |
| CN111231538A (zh) * | 2020-03-19 | 2020-06-05 | 杭州富阳五豪办公设备制造有限公司 | 基准免调整胶装机及其使用方法 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4584627B2 (ja) * | 2004-05-28 | 2010-11-24 | キヤノンファインテック株式会社 | 画像形成処理システム |
| EP1655148B1 (de) * | 2004-11-08 | 2008-06-25 | Müller Martini Holding AG | Einrichtung zum Klebebinden von Druckprodukten zu Druckerzeugnissen |
| CN102107566B (zh) * | 2005-06-15 | 2013-10-16 | 立志凯株式会社 | 纸摞运送装置 |
| JP4451815B2 (ja) * | 2005-06-15 | 2010-04-14 | ニスカ株式会社 | シート束搬送装置及びこれを用いた製本装置 |
| US7677855B2 (en) * | 2005-09-02 | 2010-03-16 | Powis Parker, Inc. | Conditioned sheets for binding and method/apparatus for making same |
| JP4345786B2 (ja) * | 2006-08-30 | 2009-10-14 | コニカミノルタビジネステクノロジーズ株式会社 | 製本装置及び画像形成システム |
| US7992857B2 (en) * | 2006-12-27 | 2011-08-09 | Max Co., Ltd. | Paper sheet handling device |
| US8083455B2 (en) * | 2007-02-16 | 2011-12-27 | Quad/Tech, Inc. | Cover applier system |
| US8147643B1 (en) | 2008-06-06 | 2012-04-03 | Chicago Tag & Label, Inc. | Bar code label book single pass manufacturing process |
| DE102008033184B4 (de) * | 2008-07-15 | 2018-02-15 | Dgr-Graphic Gmbh | Verfahren zur Herstellung von klebegebundenen Druckerzeugnissen und Klebebinder |
| US8210512B2 (en) * | 2009-09-03 | 2012-07-03 | Mueller Martini Holding Ag | Arrangement for the timed processing of a printed product with the aid of a transfer device |
| ITMI20100189U1 (it) * | 2010-06-04 | 2011-12-05 | Revicart S R L | Apparecchiatura di trasferimento per un fine linea di una macchina piegaincolla. |
| DE102011018509A1 (de) * | 2011-04-23 | 2012-10-25 | Kolbus Gmbh & Co. Kg | Vorrichtung zum Zuführen von Buchblocks zu einer Buchbindemaschine |
| USD668288S1 (en) * | 2011-09-12 | 2012-10-02 | Innostar Technology Pte Ltd | Bookbinding machine |
| JP6140517B2 (ja) * | 2013-04-30 | 2017-05-31 | 理想科学工業株式会社 | 製本装置 |
| CN104827799B (zh) * | 2015-04-20 | 2017-05-24 | 东莞市长和兴印刷机械有限公司 | 一种胶装笔记本生产线 |
| JP2018012205A (ja) * | 2016-07-19 | 2018-01-25 | ホリゾン・インターナショナル株式会社 | 製本装置 |
| US10272711B2 (en) | 2017-09-11 | 2019-04-30 | Lightning Source LLC | System and apparatus for book block binding and method thereof |
| CN109532266B (zh) * | 2019-01-07 | 2024-03-29 | 嘉兴赛涛办公用品股份有限公司 | 一种热熔封套自动成型机 |
| JP6694194B1 (ja) * | 2019-11-07 | 2020-05-13 | ホリゾン・インターナショナル株式会社 | 用紙束供給装置 |
| CN113787850B (zh) * | 2021-09-18 | 2022-08-02 | 乐清市成冠机电有限公司 | 一种胶装机 |
| CN114772336B (zh) * | 2022-05-11 | 2023-07-18 | 江苏美嘉包装有限公司 | 一种天地盒机及封面机纸品粘合伺服纠偏系统 |
| CN115284765B (zh) * | 2022-06-22 | 2023-08-01 | 安徽宣城海峰印刷包装有限公司 | 一种用于书本印刷品的刷胶装置 |
| US12521885B2 (en) * | 2023-09-21 | 2026-01-13 | Knauf Gips Kg | Robotic wallboard dunnage placement system |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2163812A (en) * | 1937-11-16 | 1939-06-27 | Smyth Mfg Co | Method of treating unbound books |
| US2605739A (en) * | 1947-08-26 | 1952-08-05 | Florez Company Inc De | Machine for applying adhesive to the binding edges of books |
| US2572243A (en) * | 1949-10-18 | 1951-10-23 | Deflorez Company Inc | Pressure applicator for plastic bindings of hard cased books |
| CH420050A (de) * | 1962-02-20 | 1966-09-15 | Martini Buchbinderei Maschinen | Verfahren und Vorrichtung zum Binden von Bündeln, bestehend aus Einzelblättern bzw. aus gefalzten Bogen, nach dem Klebebindeprinzip |
| GB1234611A (de) * | 1968-06-19 | 1971-06-09 | ||
| CH616112A5 (de) * | 1977-07-19 | 1980-03-14 | Grapha Holding Ag | |
| JPS5973998A (ja) * | 1982-10-08 | 1984-04-26 | ラ−デナ−・マシ−ネンフアブリツク・アウグスト・コルブス・ゲ−エムベ−ハ−・ウント・コンパニ・カ−ゲ− | 無線とじ製本機械の挾み装置へのブツクブロツク送給装置 |
| FR2630046B1 (fr) * | 1988-04-14 | 1990-08-31 | Ordibel | Procede et dispositif de commande d'une machine a relier des liasses de feuilles par brochage |
| JP3046976B2 (ja) * | 1992-05-27 | 2000-05-29 | ホリゾン・インターナショナル株式会社 | 製本機用排出装置 |
| FR2718681B1 (fr) * | 1994-04-15 | 1996-05-31 | Bourg Sa Cp | Machine de finition pour des feuilles imprimées. |
| EP0790139B1 (de) * | 1996-02-17 | 2000-03-15 | Horizon International Inc. | Vorrichtung zum Zuführen von Papier für eine Buchbindemaschine |
| EP0847874B1 (de) * | 1996-12-13 | 2001-08-01 | Grapha-Holding Ag | Verfahren zum Ueberwachen des Leimauftrages auf einen Rücken eines in einer Buchbindemaschine bearbeiteten und durch Kleben gebundenen Buchblockes sowie Vorrichtung zur Durchführung des Verfahrens |
| DE59907727D1 (de) * | 1999-09-17 | 2003-12-18 | Grapha Holding Ag | Leimwerk zum Auftragen eines Klebstoffes auf den Rücken oder angrenzende Bereiche eines vorbeigefürten Buchblockes. |
| DE19947375A1 (de) * | 1999-10-01 | 2001-04-12 | Kolbus Gmbh & Co Kg | Umschlaganlegevorrichtung für Buchbindemaschine |
| US6685416B2 (en) * | 2001-07-11 | 2004-02-03 | Dynic Corporation | Bookbinding device and method |
-
2002
- 2002-03-12 DE DE10210843A patent/DE10210843A1/de not_active Withdrawn
-
2003
- 2003-03-10 EP EP03005238A patent/EP1344655B8/de not_active Expired - Lifetime
- 2003-03-10 ES ES03005238T patent/ES2289197T3/es not_active Expired - Lifetime
- 2003-03-10 DE DE50307634T patent/DE50307634D1/de not_active Expired - Lifetime
- 2003-03-11 US US10/385,537 patent/US6966553B2/en not_active Expired - Lifetime
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1902854A3 (de) * | 2006-09-15 | 2011-05-25 | Wohlenberg Buchbindesysteme GmbH | Vorrichtung und Verfahren zur Druckweiterverarbeitung |
| EP2072276A3 (de) * | 2007-12-22 | 2013-10-16 | Kolbus GmbH & Co. KG | Vorrichtung zum Bewegen eines Druckproduktes |
| EP2457738A1 (de) | 2008-04-30 | 2012-05-30 | Müller Martini Holding AG | Verfahren zum Klebebinden von Buchblocks mit Vorsatzbogen |
| US8047522B2 (en) | 2008-04-30 | 2011-11-01 | Mueller Martini Holding Ag | Clamp for perfect binder and perfect binding method |
| EP2113392A1 (de) | 2008-04-30 | 2009-11-04 | Müller Martini Holding AG | Klebebinder zur Verarbeitung von Buchblocks sowie Verfahren zum Klebebinden |
| DE102008046191A1 (de) | 2008-08-06 | 2010-02-11 | Dgr-Graphic Gmbh | Transportsystem für Klebebinder |
| EP2275278A3 (de) * | 2009-07-10 | 2012-06-06 | Sigloch Maschinenbau GmbH & Co. KG | Querfälzelaggregat und Verfahren zum Anbringen eines Fälzels damit |
| DE102010012308A1 (de) | 2010-03-23 | 2011-09-29 | Horst Rathert | Buchtransportklammer für Klebebinder |
| DE102010022618A1 (de) | 2010-06-04 | 2011-12-08 | Horst Rathert | Klebebinder insbesondere für hochqualitative Kleinauflagen |
| EP2517892A1 (de) | 2011-04-29 | 2012-10-31 | Müller Martini Holding AG | Vorrichtung und Verfahren zur Herstellung von gebundenen, einen Fälzelstreifen oder einen Umschlag aufweisenden Buchblocks |
| CN104723718A (zh) * | 2013-12-24 | 2015-06-24 | 赵中奎 | 胶装机不停机边胶截胶长度调整装置 |
| CN104723718B (zh) * | 2013-12-24 | 2016-07-27 | 赵中奎 | 胶装机不停机边胶截胶长度调整装置 |
| CN111231538A (zh) * | 2020-03-19 | 2020-06-05 | 杭州富阳五豪办公设备制造有限公司 | 基准免调整胶装机及其使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1344655B1 (de) | 2007-07-11 |
| ES2289197T3 (es) | 2008-02-01 |
| US6966553B2 (en) | 2005-11-22 |
| DE50307634D1 (de) | 2007-08-23 |
| EP1344655A3 (de) | 2005-08-03 |
| US20030185654A1 (en) | 2003-10-02 |
| DE10210843A1 (de) | 2003-10-09 |
| EP1344655B8 (de) | 2007-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1344655A2 (de) | Vorrichtung zur Herstellung von Klebebindungen von Blocks und Broschüren insbesondere für Kleinauflagen | |
| EP2113392B1 (de) | Transportvorrichtung zur Verarbeitung von Buchblocks mit Klebebinder | |
| DE2948877C2 (de) | Doppeltragwalzen-Wickelmaschine | |
| EP2508353A2 (de) | Maschine zum Herstellen von Büchern, insbesondere Fotobüchern und/oder Bildbänden | |
| DE3241477A1 (de) | Verfahren und vorrichtung zum einbinden eines buches | |
| EP2508352A2 (de) | Vorrichtung zum Zusammenfügen von Buchblock und Buchdecke | |
| DE68902945T2 (de) | Verfahren und vorrichtung zum steuern einer maschine zum binden von blaetterstapeln mittels klebebindung. | |
| EP0275521B1 (de) | Vorsatzklebeeinrichtung für Klebebindemaschine | |
| EP2088005A1 (de) | Einrichtung zur Herstellung von aus Buchblock und Umschlag gebildeten, klebegebundenen Büchern | |
| EP2517892B1 (de) | Vorrichtung und Verfahren zur Herstellung von gebundenen, einen Fälzelstreifen oder einen Umschlag aufweisenden Buchblocks | |
| DE2122238A1 (de) | Verfahren und Maschine zum Binden von Büchern | |
| EP3406456B1 (de) | Klebebinder | |
| DE69713371T2 (de) | Vorrichtung zum miteinanderverbinden von flachen gegenständen | |
| DE3031370A1 (de) | Duenn-buch, verfahren zu seiner herstellung sowie vorrichtung zur durchfuehrung des verfahrens | |
| EP4034390A1 (de) | Vorrichtung und verfahren zur automatisierten herstellung von bucheinbanddecken und/oder schachteldecken | |
| EP2165847B1 (de) | Verfahren und Vorrichtung zum Herstellen von Druckerzeugnissen | |
| DE1266624B (de) | Verfahren zum Herstellen der Naht an einem mit einem Klebestreifen verbundenen Schlauchstueck fuer eine Faltschachtel | |
| DE102010022618A1 (de) | Klebebinder insbesondere für hochqualitative Kleinauflagen | |
| EP3059092B1 (de) | Vorrichtung zum herstellen klebegebundener druckerzeugnisse | |
| DE4322656A1 (de) | Bindevorrichtung und -verfahren | |
| EP2275278B1 (de) | Querfälzelaggregat und Verfahren zum Anbringen eines Fälzels damit | |
| CH414544A (de) | Verfahren zum Binden von Büchern auf Klebebindemaschinen und Klebebindemaschine zur Durchführung des Verfahrens | |
| DE1952111C3 (de) | Vorrichtung zum Falten, Schneiden und Herstellen von dünnen Buchern oder Heften aus dünnem oder flexiblem Material, wie Papier od dgl | |
| DE10015485A1 (de) | Einrichtung zum Anbringen eines Umschlags an einem Block | |
| EP2388149B1 (de) | Vorrichtung zum Ablängen und Zuführen von Rückeneinlagen für eine Buchdeckenmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20060201 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE ES GB IT LI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50307634 Country of ref document: DE Date of ref document: 20070823 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: MUELLER MARTINI MARKETING AG Free format text: RATHERT, HORST#STIFTSALLEE 120#32425 MINDEN (DE) -TRANSFER TO- MUELLER MARTINI MARKETING AG#UNTERE BRUEHLSTRASSE 13#4800 ZOFINGEN (CH) |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: MUELLER MARTINI MARKETING AG |
|
| RIN2 | Information on inventor provided after grant (corrected) |
Inventor name: MUELLER MARTINI MARKETING AG |
|
| RIN2 | Information on inventor provided after grant (corrected) |
Inventor name: RATHERT, HORST |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20071011 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2289197 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20080414 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20140307 Year of fee payment: 12 Ref country code: IT Payment date: 20140326 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140320 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: MUELLER MARTINI HOLDING AG, CH Free format text: FORMER OWNER: MUELLER MARTINI MARKETING AG, CH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50307634 Country of ref document: DE Representative=s name: LEINWEBER & ZIMMERMANN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 50307634 Country of ref document: DE Owner name: MUELLER MARTINI HOLDING AG, CH Free format text: FORMER OWNER: MUELLER MARTINI MARKETING AG, ZOFINGEN, CH |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150310 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150311 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220328 Year of fee payment: 20 Ref country code: CH Payment date: 20220318 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50307634 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |