EP1122003A1 - Vorrichtung zum Giessen eines Formteils - Google Patents
Vorrichtung zum Giessen eines Formteils Download PDFInfo
- Publication number
- EP1122003A1 EP1122003A1 EP01100652A EP01100652A EP1122003A1 EP 1122003 A1 EP1122003 A1 EP 1122003A1 EP 01100652 A EP01100652 A EP 01100652A EP 01100652 A EP01100652 A EP 01100652A EP 1122003 A1 EP1122003 A1 EP 1122003A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- upper core
- undercut
- slide
- molded part
- casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000465 moulding Methods 0.000 title claims description 10
- 238000005266 casting Methods 0.000 claims abstract description 40
- 238000003780 insertion Methods 0.000 claims abstract description 25
- 230000037431 insertion Effects 0.000 claims abstract description 25
- 150000001875 compounds Chemical class 0.000 claims abstract description 14
- 239000007788 liquid Substances 0.000 claims abstract description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 8
- 229910052782 aluminium Inorganic materials 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 230000001154 acute effect Effects 0.000 claims description 2
- 239000000463 material Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 230000035508 accumulation Effects 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000002996 emotional effect Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000003716 rejuvenation Effects 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/22—Moulds for peculiarly-shaped castings
- B22C9/28—Moulds for peculiarly-shaped castings for wheels, rolls, or rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0405—Rotating moulds
Definitions
- the invention relates to a device for casting a molded part according to the preamble of claim 1.
- Such a device can be used in particular for casting aluminum existing moldings such as car rims can be provided.
- These devices have a casting mold, which consists essentially of a Lower core, an upper core and several sliders exist.
- the upper core is viewed from above along an insertion direction moving towards the lower core.
- the sliders are on the side Upper and lower core driven, so that between the sliders, the upper core and a cavity is created in the lower core into which the liquid casting compound, preferably liquid aluminum is poured.
- the molded part corresponding to the shape of the cavity essentially has between the sliders and the upper core side walls and a between the upper core and lower core lying on the front wall Open back.
- the upper core becomes Direction of insertion again moved up and over the rear opening of the Molding removed from this.
- the molded part can be removed after removing the slide detached from the lower core and removed.
- the inner diameter tapers so that the upper core can be detached from the molded part of the molded part to the front wall continuously. Correspondingly rejuvenated the outer diameter of the upper core continuously towards the front end.
- the upper core would protrude outwards on a lateral surface local cross-sectional broadening, so the inside of the Side wall of the molded part have a corresponding recess., Which the Cross-sectional broadening encloses. This would make the upper core of the Molded part held and could therefore no longer be detached from the molded part become.
- Undercut areas can be due to the shape of the molded part to be achieved be required, for example, to perform specific functions of the molded part guarantee. In addition, such undercut areas can also cause considerable Material savings can be achieved. To such undercut areas To work into the molded parts, they would have to be after the casting process can also be edited.
- the invention has for its object a device of the aforementioned Kind in such a way that during the casting process in the respective Molding undercut areas can be generated.
- the device according to the invention has an actuating element which can be displaced in the direction of insertion, to which an undercut slide is coupled via a crossmember such that, by displacing the actuating element, the undercut slide runs in a bore in the upper core which runs at a predetermined angle to the direction of insertion.
- the undercut slide is in a first end position during the casting process lying with its front end laterally over the lateral surface of the Core.
- the front end lies during the removal of the upper core of the undercut slide in a second end position and closes with the
- the outer surface of the upper core is flush or lies behind the outer surface.
- undercut slide By means of the undercut slide according to the invention, predetermined Defining the inside of the molded part creates defined undercut areas become.
- the size and shape of the undercut areas can be determined by a suitable choice of the front end of the undercut slide in a simple manner be specified.
- Several undercut slides can also be particularly advantageous be provided for generating several undercut areas.
- An essential advantage of the device according to the invention is that that the undercut areas are incorporated into the molded part during the casting process can be removed without removing the upper core the interior of the molding would be hindered.
- the undercut slide is above the actuating element Casting process moved to its first end position, in which the front end of the undercut slide protrudes over the outer surface of the upper core. Accordingly, a is on the inside of the molding during the casting process corresponding undercut area generated.
- the undercut slide becomes move into a second end position via the actuating element, so that the front end of the undercut valve no longer has the outer surface protrudes from the upper core.
- the upper core can move from the The molded part can be removed.
- the traverse causes the linear movement of the actuating element in also implemented a linear movement of the undercut slide, wherein the movement of the undercut slide is not parallel to the direction of insertion, in which the actuator is moved, but in a predetermined Angle to this is done.
- This angle depends on the design of the traverse and is preferably in the range between 90 ° and 180 °.
- the undercut slide has a parallel can be moved to the insertion direction movable actuator.
- the actuating element can simply be attached to the movement mechanisms be coupled to move the upper core, which is also in the direction of insertion is moved.
- the movement mechanism for deflecting the background slide can thus be implemented with little construction and cost.
- the invention Device used for manufacturing car rim which preferably consists of Aluminum.
- the undercut areas are preferably in the area the connection of the spokes to the rim base of the car rim.
- undercut areas do not cause any unwanted Accumulations of material arise and thus a void formation largely is avoided, thereby reducing reject rates in the production of Car rims can be significantly reduced.
- the car rim has an im substantially constant wall thickness. This leads to an improved casting behavior and also to an improved distribution of forces over the car rim, so that this also significantly increases the stability of the car rim is increased.
- Figure 1 shows a device 1 for casting molded parts 2.
- these molded parts 2 are formed by car rims and are preferably made of aluminum.
- the device 1 has a lower core 3, an upper core 4 and several Slider 5, which form a mold for the molded part 2 to be created.
- the casting mold has a cavity corresponding to the shape of the molded part 2 in which a liquid casting compound, preferably liquid aluminum is poured.
- the lower core 3 sits on a base plate 6 and forms the lower part the mold.
- the lower core 3 is firmly anchored to the base plate 6.
- the upper core 4 and the slider 5 are slidably arranged.
- the upper core 4 is attached to a holding plate 7.
- the holding plate 7 with the Upper core 4 is arranged displaceably in an insertion direction, the Insertion direction in the present embodiment in the vertical direction runs.
- the upper core 4 is in the vertical direction lowered to the lower core 3.
- several are in the circumferential direction the device 1 side by side slide 5 in the horizontal direction towards the lower core 3 and upper core 4.
- the slider 5 are in sections as shown in Figure 1 on the Upper core 4 and lower core 3 close together, so that the formed from these components Casting mold has a cavity in which the aluminum is poured becomes. This cavity is from interfaces of the upper core 4, the Lower core 3 and the slider 5 are formed.
- the liquid aluminum is in via an insertion opening 8 in the lower core 3 in introduced the cavity of the mold.
- This insertion opening 8 is in the vertical axis of symmetry of the device 1 and the molded part 2.
- the molded part 2 formed by the car rim is essentially rotationally symmetrical trained to the axis of symmetry.
- the device accordingly also has 1 has an essentially rotationally symmetrical structure.
- the substantially cylindrical side wall is located of the molded part 2 between the slider 5 and the lateral surface of the Upper core 4.
- the front wall of the molded part 2 lies between the upper core 4 and lower core 3.
- several spokes are provided, which in the edge area of the Open the front wall into a rim well.
- Molded part 2 removed from the device 1.
- the upper core 4, which protrudes over the open back of the molded part 2 in its interior moved upwards in the vertical direction until the inner sides of the molded part 2 exposed.
- the slides 5 are moved laterally away from the outer walls, so that the molded part 2 can be removed.
- the inside diameter of the molded part 2 tapers essentially continuously towards the front wall.
- Undercut areas 9 are provided in the area of the connection of the rim bed to the spokes the car rim, which is adjacent to the side wall of the molded part 2, several Undercut areas 9 are provided.
- the undercut areas 9 extend refer to the areas of the inside of the side wall of the molded part 2, which are adjacent to the rim base, so that they lead to local cross-sectional widening of the interior of the molded part 2.
- These undercut areas 9 are with several undercut slides during the casting process 10 generated at predetermined intervals in the circumferential direction of the upper core 4 are arranged.
- Each undercut slide 10 is connected to an actuating element via a crossmember 11 coupled.
- the actuating element essentially comprises a column 12, which is attached to the cross member 11, the column 12 preferably on the Traverse 11 is screwed on.
- the longitudinal axis of the cylindrical column 12 runs in the vertical direction.
- the front end of the column 12 is on the Traverse 11 attached.
- the rear end of the column 12 is on a tension plate 13 attached.
- the tension plate 13 is arranged horizontally on the holding plate 7 stored on which the upper core 4 is attached.
- At the top of the pull plate 13 opens a cylinder 14.
- the tension plate 13 By means of the cylinder 14, the tension plate 13 are moved in the vertical direction, which also means that on the tension plate 13 attached columns 12 exert a corresponding vertical movement.
- the undercut slide 10 is guided in a bore 15 of the upper core 4.
- the longitudinal axis of the undercut slide 10 and thus also the longitudinal axis the bore 15 run at an angle ⁇ to the vertical insertion direction, which is in the range between 90 ° and 180 °. In the present embodiment the angle ⁇ is about 135 °.
- the undercut slide 10 is movably coupled to the crossbar 11, the cross member 11 itself is firmly connected to the column 12.
- This coupling causes a movement of the column 12 in the vertical direction implemented via the crossbar 11 so that the undercut slide 10 in the Hole 15 is shifted.
- the undercut slide 10 can move over the deflection the column 12 shifted between a first and second end position become.
- the undercut slide 10 Before the start of the casting process, the undercut slide 10 is in its first End position shifted. In this first end position the front end of the Undercut slide 10 over the outer surface of the upper core 4 and fills the undercut area 9 of the cavity, in which the casting compound is filled will, from.
- This first end position is in Figure 1 for the two undercut slide 10 shown. With one lying in the first end position Undercut slide 10 is the back of the crossbar coupled to this 11 on a right-angled shoulder 16 of the upper core 4.
- the Traverse 11 has a right-angled, adapted to shoulder 16 of upper core 4 Recess 17 on, so that the cross member 11 with this recess 17 sits positively on the shoulder 16 of the upper core 4.
- the casting compound With the undercut slides 10 located in these end positions the casting compound is poured into the cavity.
- the undercut slide 10 lies with its rear part close to the wall of the bore 15. So is ensures that the casting compound does not fall into the Gap between undercut slide 10 and the adjacent part of the upper core 4 can penetrate. Since each undercut slide 10 with its Free end protruding above the upper core 4 into the respective undercut area 9 protrudes, this undercut area 9 becomes during the casting process not filled with casting compound.
- the casting compound solidifies to the molded part 2, whereupon the Upper core 4 by lifting it vertically over the open back the molded part 2 is removed.
- the undercut slides 10 in are removed before the upper core 4 is removed shifted their second end position.
- the tension plate 13 with the Columns 12 shifted upwards in the vertical direction.
- the directions of movement the columns 12 are identified in FIG. 1 by the first arrows 18.
- the crossbeams 11 coupled to the columns 12 are inclined upwards emotional.
- the directions of movement of the trusses 11 are with second arrows 19 marked.
- the rear step slider 10 in the bores 15 in the longitudinal direction into the interior of the Upper core 4 shifted.
- the directions of movement of the undercut slide 10 are identified in FIG. 1 by third arrows 20.
- Each undercut slide 10 is so long inside the upper core 4th moved until it is in its second end position.
- In this second End position is the front end of the undercut slide 10 behind the Shell surface of the upper core 4.
- Figure 1 is the outer edge 21 of the front end of an undercut slide 10 located in the second end position marked with a dashed line.
- An undercut slide 10 in the second end position does not stand more about the outside of the upper core 4, so that the respective undercut area 9 remains free.
- the upper core 4 of the molded part 2 can easily be lifted off.
- the undercut slide 10 has a guide element for coupling to the cross member 11 22, which engages in a guide groove 23 of the crossmember 11.
- the longitudinal axis of the guide groove 23 in the crossmember 11 runs in an acute manner Angle ⁇ to the vertical direction of insertion, in which the column 12 is moved.
- the angle ⁇ is preferably approximately 45 °.
- the longitudinal axis of the guide groove 23 extends perpendicular to the longitudinal axis the traverse 11. The vertical movement of the column 12 becomes the guide element 22 moves along the guide groove 23.
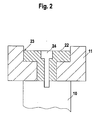
- FIG. 2 shows the structure of the guide element 22 and the guide groove 23.
- the guide element 22 has a T-shaped cross section and is on a surface segment of the undercut slide 10 is screwed on.
- the cross section the guide groove 23 in the cross member 11 is also T-shaped and adapted to the cross section of the guide element 22.
- the guide element is used to couple the undercut slide 10 to the crossmember 11 22 inserted from above into the T-shaped guide groove 23.
- the undercut slide 10 is guided from below to the crossbar 11, so that the surface segment of the undercut slide 10 at the bottom of the Guide groove 23 abuts. Then a screw 24 is inserted into the guide element 22 axially penetrating bore 15 is inserted and on the undercut slide 10 screwed tight. In this way, the undercut slide 10 secured against detachment from the crossmember 11. The screw 24 will tightened only so that the guide element 22 in the guide groove 23 can be moved.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
Die Erfindung betrifft eine Vorrichtung (1) zum Gießen von Formteilen (2), mit einer Gießform, welche einen Unterkern (3), einen Oberkern (4) und Schieber (5) aufweist, die in einer ersten Endposition liegend einen Hohlraum umschließen, in welchen eine flüssige Gießmasse einbringbar ist, wobei zur Entnahme eines aus der erstarrten Gießmasse bestehenden Formteils (2) der an dessen Innenseite anliegende Oberkern (4) in einer Einführrichtung verschiebbar ist. An ein in der Einführrichtung verschiebbares Betätigungselement ist über eine Traverse (11) ein Hinterschnittschieber (10) so gekoppelt, dass durch Verschieben des Betätigungselements der Hinterschnittschieber (10) in einer in einem vorgegebenen Winkel zur Einführrichtung verlaufenden Bohrung (15) im Oberkern (4) verläuft, wobei während des Gießvorgangs der Hinterschnittschieber (10) in einer ersten Endposition liegend mit seinem Vorderende seitlich über die Mantelfläche des Oberkerns (4) hervorsteht und wobei während der Entname des Oberkerns (4) das Vorderende des Hinterschnittschiebers (10) in einer zweiten Endposition liegend mit der Mantelfläche des Oberkerns (4) bündig abschließt oder hinter der Mantelfläche liegt. <IMAGE>
Description
Die Erfindung betrifft eine Vorrichtung zum Gießen eines Formteils gemäß
dem Oberbegriff des Anspruchs 1.
Eine derartige Vorrichtung kann insbesondere zum Gießen von aus Aluminium
bestehenden Formteilen wie zum Beispiel Autofelgen vorgesehen sein.
Diese Vorrichtungen weisen eine Gießform auf, die im wesentlichen aus einem
Unterkern, einem Oberkern sowie mehreren Schiebern bestehen.
Zur Erstellung der Gießform wird der Oberkern von oben entlang einer Einführrichtung
auf den Unterkern zu bewegt. Die Schieber werden seitlich an den
Ober- und Unterkern gefahren, so dass zwischen den Schiebern, dem Oberkern
und dem Unterkern ein Hohlraum entsteht, in welche die flüssige Gießmasse,
vorzugsweise flüssiges Aluminium, eingegossen wird.
Das der Form des Hohlraums entsprechende Formteil weist im wesentlichen
zwischen den Schiebern und dem Oberkern liegende Seitenwände sowie eine
zwischen dem Oberkern und Unterkern liegende Frontwand auf und ist zur
Rückseite hin offen.
Nachdem die Gießmasse zu dem Formteil erstarrt ist, wird der Oberkern in
Einführrichtung wieder nach oben bewegt und über die rückseitige Öffnung des
Formteils von diesem entfernt. Das Formteil kann nach Entfernen der Schieber
vom Unterkern abgelöst und entnommen werden.
Bei dem Herauslösen des Oberkerns vom Formteil gleitet die Außenwand des
Oberkerns entlang der Innenseite des Formteils.
Damit der Oberkern vom Formteil ablösbar ist, verjüngt sich der Innendurchmesser
des Formteils zur Frontwand hin kontinuierlich. Entsprechend verjüngt
sich der Außendurchmesser des Oberkerns zum Vorderende hin kontinuierlich.
Würde der Oberkern dagegen an einer Mantelfläche eine nach außen hervorstehende
lokale Querschnittsverbreiterung aufweisen, so würde die Innenseite der
Seitenwand des Formteils eine entsprechende Ausnehmung aufweisen., die die
Querschnittsverbreiterung umschließt. Damit würde der Oberkern an dem
Formteil festgehalten und könnte somit nicht mehr von dem Formteil abgelöst
werden.
Oftmals ist es jedoch wünschenswert, an der Innenseite des Formteils derartige
Ausnehmungen oder allgemein Hinterschnittbereiche zu generieren. Derartige
Hinterschnittbereiche können aufgrund der zu erzielenden Form des Formteils
gefordert werden, beispielsweise um spezifische Funktionen des Formteils zu
gewährleisten. Zudem können durch derartige Hinterschnittbereiche auch erhebliche
Materialeinsparungen erzielt werden. Um derartige Hinterschnittbereiche
in die Formteile einzuarbeiten, müssten diese nach dem Gießvorgang
zusätzlich bearbeitet werden.
Derartige zusätzliche Fertigungsschritte bedingen jedoch einen unerwünschten
zusätzlichen maschinellen und personellen Aufwand, wodurch die Herstellkosten
derartiger Formteile beträchtlich erhöht werden.
Der Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung der eingangs genannten
Art so auszubilden, dass bei dem Gießvorgang in dem jeweiligen
Formteil Hinterschnittbereiche erzeugt werden können.
Zur Lösung dieser Aufgabe sind die Merkmale des Anspruchs 1 vorgesehen.
Vorteilhafte Ausführungsformen und zweckmäßige Weiterbildungen der Erfindung
sind in den Unteransprüchen beschrieben.
Die erfindungsgemäße Vorrichtung weist ein in der Einführrichtung verschiebbares Betätigungselement auf, an welches über eine Traverse ein Hinterschnittschieber so gekoppelt ist, dass durch Verschieben des Betätigungselements der Hinterschnittschieber in einer in einem vorgegebenen Winkel zur Einführrichtung verlaufenden Bohrung im Oberkern verläuft.
Die erfindungsgemäße Vorrichtung weist ein in der Einführrichtung verschiebbares Betätigungselement auf, an welches über eine Traverse ein Hinterschnittschieber so gekoppelt ist, dass durch Verschieben des Betätigungselements der Hinterschnittschieber in einer in einem vorgegebenen Winkel zur Einführrichtung verlaufenden Bohrung im Oberkern verläuft.
Während des Gießvorgangs steht der Hinterschnittschieber in einer ersten Endposition
liegend mit seinem Vorderende seitlich über die Mantelfläche des
Oberkerns hervor. Während der Entnahme des Oberkerns liegt das Vorderende
des Hinterschnittschiebers in einer zweiten Endposition und schließt mit der
Mantelfläche des Oberkerns bündig ab oder liegt hinter der Mantelfläche.
Mittels des erfindungsgemäßen Hinterschnittschiebers können an vorgegebenen
Stellen der Innenseite des Formteils definierte Hinterschnittbereiche erzeugt
werden. Die Größe und Form der Hinterschnittbereiche kann durch eine
geeignete Wahl des Vorderendes des Hinterschnittschiebers auf einfach Weise
vorgegeben werden. Besonders vorteilhaft können auch mehrere Hinterschnittschieber
zur Erzeugung mehrerer Hinterschnittbereiche vorgesehen sein.
Ein wesentlicher Vorteil der erfindungsgemäßen Vorrichtung besteht darin,
dass die Hinterschnittbereiche während des Gießvorgangs in das Formteil eingearbeitet
werden können, ohne dass dadurch die Entnahme des Oberkerns aus
dem Innenbereich des Formteils behindert würde.
Hierzu wird der Hinterschnittschieber über das Betätigungselement vor dem
Gießvorgang in seine erste Endposition verschoben, in welcher das Vorderende
des Hinterschnittschiebers über die Mantelfläche des Oberkerns hervorsteht.
Dem gemäß wird bei dem Gießvorgang an der Innenseite des Formteils ein
entsprechender Hinterschnittbereich erzeugt.
Nachdem die Gießmasse zu dem Formteil erstarrt ist, wird der Hinterschnittschieber
über das Betätigungselement in eine zweite Endposition verfahren, so
dass das Vorderende des Hinterschnittschiebers nicht mehr über die Mantelfläche
des Oberkerns hervorsteht. Somit kann der Oberkern ohne Widerstand vom
Formteil abgezogen werden.
Ein weiterer wesentlicher Vorteil der Erfindung ist darin zu sehen, dass der
Hinterschnittschieber über die Traverse an das Betätigungselement gekoppelt
ist. Durch die Traverse wird die lineare Bewegung des Betätigungselements in
eine ebenfalls lineare Bewegung des Hinterschnittschiebers umgesetzt, wobei
die Bewegung des Hinterschnittschiebers nicht parallel zur Einführrichtung, in
welcher das Betätigungselement bewegt wird, sondern in einem vorgegebenen
Winkel hierzu erfolgt. Dabei hängt dieser Winkel von der Ausbildung der Traverse
ab und liegt vorzugsweise im Bereich zwischen 90° und 180°.
Besonders vorteilhaft hierbei ist, dass der Hinterschnittschieber über ein parallel
zur Einführrichtung bewegliches Betätigungselement bewegt werden kann.
Das Betätigungselement kann dabei einfach an die Bewegungsmechanismen
zur Bewegung des Oberkerns gekoppelt werden, welcher ebenfalls in der Einführrichtung
bewegt wird.
Der Bewegungsmechanismus zur Auslenkung des Hintergrundschiebers kann
somit mit geringem Konstruktions- und Kostenaufwand realisiert werden.
In einer besonders vorteilhaften Ausführungsform wird die erfindungsgemäße
Vorrichtung zur Herstellung Autofelge verwendet, welche vorzugsweise aus
Aluminium besteht.
Die Hinterschnittbereiche befinden sich in diesem Fall vorzugsweise im Bereich
der Anbindung der Speichen an das Felgenbett der Autofelge.
Damit wird eine erhebliche Gewichtsreduzierung derartiger Autofelgen erzielt,
wobei die Reduzierung je nach Ausbildung der Felge im Bereich 400 g bis
1000 g liegt. Dies bedeutet eine erhebliche Material- und Kosteneinsparung.
Weiterhin ist vorteilhaft, dass durch die Hinterschnittbereiche keine unerwünschten
Materialanhäufungen entstehen und damit eine Lunkerbildung weitgehend
vermieden wird, wodurch die Ausschussquoten bei der Produktion von
Autofelgen erheblich reduziert werden.
Durch das Einbringen von Hinterschnittbereichen weist die Autofelge eine im
wesentlichen konstante Wandstärke auf. Dies führt zu einem verbesserten
gießtechnischen Verhalten und zudem zu einer verbesserten Kräfteverteilung
über die Autofelge, so dass dadurch auch die Stabilität der Autofelge erheblich
erhöht wird.
Die Erfindung wird im nachstehenden anhand der Zeichnungen erläutert. Es
zeigen:
- Figur 1:
- Querschnitt durch einen Teil der erfindungsgemäßen Vorrichtung zum Gießen eines Formteils mit an jeweils eine Traverse gekoppelten Hinterschnittschiebern.
- Figur 2:
- Querschnitt durch eine Traverse gemäß Figur 1 längs der mit A gekennzeichneten Linie mit einem an die Traverse gekoppelten Hinterschnittschieber.
Figur 1 zeigt eine Vorrichtung 1 zum Gießen von Formteilen 2. Im vorliegenden
Ausführungsbeispiel sind diese Formteile 2 von Autofelgen gebildet und
bestehen vorzugsweise aus Aluminium.
Die Vorrichtung 1 weist einen Unterkern 3, einen Oberkern 4 und mehrere
Schieber 5 auf, die eine Gießform für das zu erstellende Formteil 2 bilden. Dabei
weist die Gießform einen der Form des Formteils 2 entsprechenden Hohlraum
auf, in welchen eine flüssige Gießmasse, vorzugsweise flüssiges Aluminium
eingegossen wird.
Der Unterkern 3 sitzt auf einer Grundplatte 6 auf und bildet den unteren Teil
der Gießform. Der Unterkern 3 ist dabei fest mit der Grundplatte 6 verankert.
Demgegenüber sind der Oberkern 4 und die Schieber 5 verschiebbar angeordnet.
Der Oberkern 4 ist an einer Halteplatte 7 befestigt. Die Halteplatte 7 mit dem
Oberkern 4 ist in einer Einführrichtung verschiebbar angeordnet, wobei die
Einführrichtung im vorliegenden Ausführungsbeispiel in vertikaler Richtung
verläuft. Zur Bildung der Gießform wird der Oberkern 4 in vertikaler Richtung
auf den Unterkern 3 abgesenkt. Zudem werden mehrere in Umfangsrichtung
der Vorrichtung 1 nebeneinander liegende Schieber 5 in horizontaler Richtung
auf den Unterkern 3 und Oberkern 4 zu bewegt.
Die Schieber 5 liegen dabei wie in Figur 1 dargestellt abschnittsweise an dem
Oberkern 4 und Unterkern 3 dicht an, so dass die aus diesen Komponenten gebildete
Gießform einen Hohlraum aufweist, in welchen das Aluminium eingegossen
wird. Dieser Hohlraum ist dabei von Grenzflächen des Oberkerns 4, des
Unterkerns 3 und der Schieber 5 gebildet.
Das flüssige Aluminium wird über eine Einführöffnung 8 im Unterkern 3 in
den Hohlraum der Gießform eingeführt. Diese Einführöffnung 8 liegt in der
vertikal verlaufenden Symmetrieachse der Vorrichtung 1 und des Formteils 2.
Das von der Autofelge gebildete Formteil 2 ist im wesentlichen rotationssymmetrisch
zur Symmetrieachse ausgebildet. Entsprechend weist auch die Vorrichtung
1 einen im wesentlichen rotationssymmetrischen Aufbau auf.
Wie aus Figur 1 ersichtlich liegt die im wesentlichen zylindrische Seitenwand
des Formteils 2 zwischen den Schiebern 5 und der seitlichen Mantelfläche des
Oberkerns 4. Die Frontwand des Formteils 2 liegt zwischen dem Oberkern 4
und Unterkern 3. Dabei sind bei dem von der Autofelge gebildeten Formteil 2
in der Frontwand mehrere Speichen vorgesehen, welche im Randbereich der
Frontwand in ein Felgenbett einmünden.
Nachdem die Gießmasse in dem Hohlraum zum Formteil 2 erstarrt ist, wird das
Formteil 2 aus der Vorrichtung 1 entnommen. Hierzu wird zunächst der Oberkern
4, der über die offene Rückseite des Formteils 2 in dessen Innenraum ragt
in vertikaler Richtung nach oben bewegt, bis die Innenseiten des Formteils 2
freiliegen. Zudem werden die Schieber 5 seitlich von den Außenwänden wegbewegt,
so dass das Formteil 2 entnommen werden kann.
Damit der Oberkern 4 aus dem Innern des Formteils 2 abgezogen werden kann,
verjüngt sich der Innendurchmesser des Formteils 2 im wesentlichen kontinuierlich
zur Frontwand hin.
Erfindungsgemäß sind im Bereich der Anbindung des Felgenbetts an die Speichen
der Autofelge, welcher an die Seitenwand des Formteils 2 angrenzt, mehrere
Hinterschnittbereiche 9 vorgesehen. Die Hinterschnittbereiche 9 erstrecken
sich jeweils auf die Bereiche der Innenseite der Seitenwand des Formteils 2,
welche an das Felgenbett angrenzen, so dass diese zu lokalen Querschnittsverbreiterungen
des Innenraums des Formteils 2 führen. Diese Hinterschnittbereiche
9 werden während des Gießvorgangs mit mehreren Hinterschnittschiebern
10 erzeugt, die in vorgegebenen Abständen in Umfangsrichtung des Oberkerns
4 angeordnet sind.
Jeder Hinterschnittschieber 10 ist über eine Traverse 11 an ein Betätigungselement
gekoppelt. Das Betätigungselement umfasst im wesentlichen eine Säule
12, die an der Traverse 11 befestigt ist, wobei die Säule 12 vorzugsweise an der
Traverse 11 angeschraubt ist. Die Längsachse der zylindrischen Säule 12 verläuft
in vertikaler Richtung. Die Säule 12 ist mit der vorderen Stirnseite an der
Traverse 11 befestigt. Die hintere Stirnseite der Säule 12 ist an einer Zugplatte
13 befestigt. Die Zugplatte 13 ist horizontal angeordnet an der Halteplatte 7
gelagert, an welcher der Oberkern 4 befestigt ist. An der Oberseite der Zugplatte
13 mündet ein Zylinder 14 aus. Mittels des Zylinders 14 kann die Zugplatte
13 in vertikaler Richtung bewegt werden, womit auch die an der Zugplatte
13 befestigten Säulen 12 eine entsprechende Vertikalbewegung ausüben.
Der Hinterschnittschieber 10 ist in einer Bohrung 15 des Oberkerns 4 geführt.
Die Längsachse des Hinterschnittschiebers 10 und damit auch die Längsachse
der Bohrung 15 verlaufen in einem Winkel α zur vertikalen Einführrichtung,
der im Bereich zwischen 90° und 180° liegt. Im vorliegenden Ausführungsbeispiel
beträgt der Winkel α etwa 135°.
Der Hinterschnittschieber 10 ist dabei beweglich an die Traverse 11 gekoppelt,
wobei die Traverse 11 selbst fest mit der Säule 12 verbunden ist.
Durch diese Kopplung wird eine Bewegung der Säule 12 in vertikaler Richtung
über die Traverse 11 so umgesetzt, dass der Hinterschnittschieber 10 in der
Bohrung 15 verlaufend verschoben wird.
Erfindungsgemäß kann dabei der Hinterschnittschieber 10 über die Auslenkbewegung
der Säule 12 zwischen einer ersten und zweiten Endposition verschoben
werden.
Vor Beginn des Gießvorgangs wird der Hinterschnittschieber 10 in seine erste
Endposition verschoben. In dieser ersten Endposition steht das Vorderende des
Hinterschnittschiebers 10 über die Mantelfläche des Oberkerns 4 hervor und
füllt den Hinterschnittbereich 9 des Hohlraums, in welchen die Gießmasse eingefüllt
wird, aus. Diese erste Endposition ist in Figur 1 für die beiden Hinterschnittschieber
10 dargestellt. Bei einem in der ersten Endposition liegenden
Hinterschnittschieber 10 liegt die Rückseite der an diese gekoppelten Traverse
11 auf einem rechtwinklig ausgebildeten Absatz 16 des Oberkerns 4 auf. Die
Traverse 11 weist eine an den Absatz 16 des Oberkerns 4 angepasste rechtwinklige
Ausnehmung 17 auf, so dass die Traverse 11 mit dieser Ausnehmung
17 formschlüssig auf dem Absatz 16 des Oberkerns 4 aufsitzt.
Bei den in diesen Endpositionen befindlichen Hinterschnittschiebern 10 wird
die Gießmasse in den Hohlraum eingegossen. Der Hinterschnittschieber 10
liegt mit seinem hinteren Teil dicht an der Wand der Bohrung 15 an. Somit ist
gewährleistet, dass die Gießmasse während des Gießvorgangs nicht in den
Zwischenraum zwischen Hinterschnittschieber 10 und dem angrenzenden Teil
des Oberkerns 4 dringen kann. Da jeder Hinterschnittschieber 10 mit seinem
über den Oberkern 4 hervorstehenden freien Ende in den jeweiligen Hinterschnittbereich
9 ragt, wird dieser Hinterschnittbereich 9 während des Gießvorgangs
nicht mit Gießmasse befüllt.
Nach dem Gießvorgang erstarrt die Gießmasse zu dem Formteil 2, worauf der
Oberkern 4 durch Anheben in vertikaler Richtung über die offene Rückseite
des Formteils 2 entfernt wird.
Bei den in den ersten Endpositionen befindlichen Hinterschnittschiebern 10 ist
ein Ablösen des Oberkerns 4 noch nicht möglich, da die Vorderenden der Hinterschnittschieber
10 noch in die jeweiligen Hinterschnittbereiche 9 ragen und
so in den entsprechenden Ausnehmungen 17 in den Innenwänden des Formteils
2 liegen, wodurch der Oberkern 4 fest am Formteil 2 gehalten ist.
Daher werden vor Entnahme des Oberkerns 4 die Hinterschnittschieber 10 in
ihre zweite Endposition verschoben. Hierzu wird die Zugplatte 13 mit den
Säulen 12 in vertikaler Richtung nach oben verschoben. Die Bewegungsrichtungen
der Säulen 12 sind in Figur 1 mit ersten Pfeilen 18 gekennzeichnet. Dadurch
werden die an die Säulen 12 gekoppelten Traversen 11 schräg nach oben
bewegt. Die Bewegungsrichtungen der Traversen 11 sind mit zweiten Pfeilen
19 gekennzeichnet. Durch die Bewegungen der Traversen 11 werden die Hinterschrittschieber
10 in den Bohrungen 15 in Längsrichtung in das Innere des
Oberkerns 4 verschoben. Die Bewegungsrichtungen der Hinterschnittschieber
10 sind in Figur 1 mit dritten Pfeilen 20 gekennzeichnet.
Jeder Hinterschnittschieber 10 wird so lange in das Innere des Oberkerns 4
verschoben, bis er sich in seiner zweiten Endposition befindet. In dieser zweiten
Endposition liegt das Vorderende des Hinterschnittschiebers 10 hinter der
Mantelfläche des Oberkerns 4. In Figur 1 ist der äußere Rand 21 des Vorderendes
eines in der zweiten Endposition befindlichen Hinterschnittschiebers 10 mit
einer gestrichelten Linie gekennzeichnet.
Ein in der zweiten Endposition befindlicher Hinterschnittschieber 10 steht nicht
mehr über die Außenseite des Oberkerns 4 hervor, so dass der jeweilige Hinterschnittbereich
9 frei bleibt. Somit kann der Oberkern 4 vom Formteil 2 problemlos
abgehoben werden.
Der Hinterschnittschieber 10 weist zur Kopplung an die Traverse 11 ein Führungselement
22 auf, welches in eine Führungsnut 23 der Traverse 11 greift.
Die Längsachse der Führungsnut 23 in der Traverse 11 verläuft in einem spitzen
Winkel β zu der in vertikaler Richtung verlaufenden Einführrichtung, in
welcher die Säule 12 bewegt wird. Vorzugsweise beträgt der Winkel β etwa
45°. Dabei verläuft die Längsachse der Führungsnut 23 senkrecht zur Längsachse
der Traverse 11. Durch die Vertikalbewegung der Säule 12 wird das Führungselement
22 entlang der Führungsnut 23 bewegt.
Dadurch wird die gesamte Traverse 11 mit bewegt, so dass der Hinterschnittschieber
10 in Längsrichtung verschoben wird.
Die in Figur 1 dargestellten Winkelverhältnisse, insbesondere die Ausrichtung
der Führungsnut 23 relativ zur Bewegungsrichtung der Säule 12 und zur Bewegungsrichtung
des Hinterschnittschiebers 10 sind so gewählt, dass auf den
Hinterschnittschieber 10 durch die Bewegung der Traverse 11 im wesentlichen
nur Längs- und keine Querkräfte wirken, so dass der Hinterschnittschieber 10
mit geringer Reibungskraft in der Bohrung 15 geführt ist.
Figur 2 zeigt den Aufbau des Führungselements 22 und der Führungsnut 23.
Das Führungselement 22 weist einen T-förmigen Querschnitt auf und ist auf
ein Flächensegment des Hinterschnittschiebers 10 aufgeschraubt. Der Querschnitt
der Führungsnut 23 in der Traverse 11 ist ebenfalls T-förmig ausgebildet
und an den Querschnitt des Führungselements 22 angepasst.
Zur Kopplung des Hinterschnittschiebers 10 an die Traverse 11 wird das Führungselement
22 von oben in die T-förmige Führungsnut 23 eingesetzt.
Der Hinterschnittschieber 10 wird von unten an die Traverse 11 geführt, so
dass das Flächensegment des Hinterschnittschiebers 10 an der Unterseite der
Führungsnut 23 anliegt. Dann wird eine Schraube 24 in eine das Führungselement
22 axial durchsetzende Bohrung 15 eingeführt und am Hinterschnittschieber
10 festgeschraubt. Auf diese Weise ist der Hinterschnittschieber 10
gegen ein Ablösen von der Traverse 11 gesichert. Die Schraube 24 wird dabei
nur so fest angezogen, dass das Führungselement 22 in der Führungsnut 23
bewegt werden kann.
- (1)
- Vorrichtung
- (2)
- Formteil
- (3)
- Unterkern
- (4)
- Oberkern
- (5)
- Schieber
- (6)
- Grundplatte
- (7)
- Halteplatte
- (8)
- Einführöffnung
- (9)
- Hinterschnittbereich
- (10)
- Hinterschnittschieber
- (11)
- Traverse
- (12)
- Säule
- (13)
- Zugplatte
- (14)
- Zylinder
- (15)
- Bohrung
- (16)
- Absatz
- (17)
- Ausnehmung
- (18)
- erste Pfeile
- (19)
- zweite Pfeile
- (20)
- dritte Pfeile
- (21)
- Rand
- (22)
- Führungselement
- (23)
- Führungsnut
- (24)
- Schraube
Claims (18)
- Vorrichtung zum Gießen von Formteilen mit einer Gießform, welche einen Unterkern, einen Oberkern und Schieber aufweist, die in einer ersten Endposition liegend einen Hohlraum umschließen, in welchen eine flüssige Gießmasse einbringbar ist, wobei zur Entnahme eines aus der erstarrten Gießmasse bestehenden Formteils der an dessen Innenseite anliegende Oberkern in einer Einführrichtung verschiebbar ist, dadurch gekennzeichnet, dass an ein in der Einführrichtung verschiebbares Betätigungselement über eine Traverse (11) ein Hinterschnittschieber (10) so gekoppelt ist, dass durch Verschieben des Betätigungselements der Hinterschnittschieber (10) in einer in einem vorgegebenen Winkel zur Einführrichtung verlaufenden Bohrung (15) im Oberkern (4) verläuft, wobei während des Gießvorgangs der Hinterschnittschieber (10) in einer ersten Endposition liegend mit seinem Vorderende seitlich über die Mantelfläche des Oberkerns (4) hervorsteht und wobei während der Entname des Oberkerns (4) das Vorderende des Hinterschnittschiebers (10) in einer zweiten Endposition liegend mit der Mantelfläche des Oberkerns (4) bündig abschließt oder hinter der Mantelfläche liegt.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Längsachse des Hinterschnittschiebers (10) in einem Winkel α zwischen 90° und 180° zur Einführrichtung verläuft, und dass das Vorderende am unteren Rand des Oberkerns (4) ausmündet.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass der Winkel α etwa 135° beträgt.
- Vorrichtung nach einem der Ansprüche 1 - 3, dadurch gekennzeichnet, dass die Traverse (11) eine längs einer Geraden verlaufende Führungsnut (23) aufweist, in die ein vom Hinterschnittschieber (10) hervorstehendes Führungselement (22) greift.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass das Führungselement (22) einen T-förmigen Querschnitt aufweist und mit seiner Unterseite an einem ebenen Flächensegment des Hinterschnittschiebers (10) angeschraubt ist.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Führungsnut (23) einen T-förmigen Querschnitt aufweist, der dem Querschnitt des Führungselements (22) angepasst ist, und dass bei in der Führungsnut (23) sitzendem Führungselement (22) das Flächensegment des Hinterschnittschiebers (10) an der Unterseite der Traverse (11) anliegt.
- Vorrichtung nach einem der Ansprüche 4 - 6, dadurch gekennzeichnet, dass die Längsachse der Führungsnut (23) in einem spitzen Winkel β zur Einführrichtung verläuft.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass der Winkel β etwa 45° beträgt.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass die Längsachse der Führungsnut (23) in der Traverse (11) in rechtem Winkel zur Längsachse des Hinterschnittschiebers (10) verläuft.
- Vorrichtung nach einem der Ansprüche 1 - 9, dadurch gekennzeichnet, dass das Betätigungselement eine in der Einführrichtung verschiebbare Säule (12) umfasst, die mit ihrer vorderen Stirnseite an der Traverse (11) befestigt ist.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass bei Verschieben der Säule (12) das Führungselement (22) des Hinterschnittschiebers (10) in der Führungsnut (23) der Traverse (11) verläuft, wodurch der Hinterschnittschieber (10) in Längsrichtung verschoben wird.
- Vorrichtung nach einem der Ansprüche 10 oder 11, dadurch gekennzeichnet, dass die Säule (12) mit ihrer hinteren Stirnseite an einer Zugplatte (13) befestigt ist, welche mittels eines Zylinders (14) in der senkrecht zur ebenen Oberseite der Zugplatte (13) verlaufenden Einführrichtung verschiebbar ist.
- Vorrichtung nach einem der Ansprüche 1 - 12, dadurch gekennzeichnet, dass diese zur Herstellung eines im wesentlichen rotationssymmetrischen Formteils (2) verwendet wird, dessen Frontwand zwischen dem Oberkern (4) und Unterkern (3) liegt und dessen im wesentlichen zylindrische Seitenwand zwischen den Schiebern (5) und dem Oberkern (4) liegt, wobei die Symmetrieachse des Formteils (2) parallel zur Einführrichtung verläuft.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass der Oberkern (4) über die offene Rückseite des Formteils (2) entnehmbar ist.
- Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, dass der Oberkern (4) an einer Halteplatte (7) befestigt ist, an welcher die Zugplatte (13) gelagert ist.
- Vorrichtung nach einem der Ansprüche 12 - 15, dadurch gekennzeichnet, dass in Umfangsrichtung des Formteils (2) mehrere Hinterschnittschieber (10) zur Erzeugung von Hinterschnittbereichen (9) in der Innenwand des Formteils (2) vorgesehen sind.
- Verwendung einer Vorrichtung gemäß einem der Ansprüche 1 - 16 zur Herstellung eines als Autofelge ausgebildeten Formteils (2), wobei die Autofelge Hinterschnittbereiche (9) im Bereich der Anbindung der Speichen an das Felgenblatt der Autofelge aufweist.
- Vorrichtung nach Anspruch 17, dadurch gekennzeichnet, dass die Autofelge aus Aluminium besteht.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10004714 | 2000-02-03 | ||
| DE10004714A DE10004714C2 (de) | 2000-02-03 | 2000-02-03 | Vorrichtung zum Gießen eines Formteils |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1122003A1 true EP1122003A1 (de) | 2001-08-08 |
Family
ID=7629686
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01100652A Withdrawn EP1122003A1 (de) | 2000-02-03 | 2001-01-11 | Vorrichtung zum Giessen eines Formteils |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6431254B2 (de) |
| EP (1) | EP1122003A1 (de) |
| BR (2) | BR0100248A (de) |
| DE (1) | DE10004714C2 (de) |
| HU (1) | HU222466B1 (de) |
| PL (1) | PL345177A1 (de) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000076785A1 (de) * | 1999-06-11 | 2000-12-21 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Rad für ein kraftfahrzeug |
| ITPD20010208A1 (it) * | 2001-08-28 | 2003-02-28 | Bbs Riva Spa | Struttura di stampo particolarmente per cerchi di veicoli stradali |
| DE10151037A1 (de) * | 2001-10-16 | 2003-05-08 | Karl Walter Formen Fa | Vorrichtung zum Gießen von Formteilen |
| EP1331361B1 (de) | 2002-01-17 | 2010-05-12 | Siemens Aktiengesellschaft | Gegossene Turbinenleitschaufel mit Hakensockel |
| US20050098295A1 (en) * | 2002-09-26 | 2005-05-12 | Dubay Richard L. | Universal slide assembly for molding and casting systems |
| US7600445B2 (en) * | 2003-12-09 | 2009-10-13 | Dubay Richard L | Universal slide assembly for molding and casting system |
| DE102006025830B4 (de) * | 2006-06-02 | 2008-02-14 | Raskopf GmbH Sauerländer Werkzeugfabrik | Kokille |
| US20080041552A1 (en) * | 2006-08-18 | 2008-02-21 | Dubay Richard L | Single-piece cooling blocks for casting and molding |
| US7637305B2 (en) * | 2006-09-07 | 2009-12-29 | Dubay Richard L | Two-stage snap cam system for casting and molding |
| US7631851B2 (en) * | 2007-03-02 | 2009-12-15 | Dubay Richard L | High volume vacuum/vent block for molding and casting systems |
| US8424587B1 (en) | 2012-06-05 | 2013-04-23 | Richard L. Dubay | Vacuum/vent block having non-uniform purge passage |
| US9676027B2 (en) * | 2014-12-01 | 2017-06-13 | GM Global Technology Operations LLC | Undercut die casting and injection molding systems and methods |
| CN104827011A (zh) * | 2015-02-18 | 2015-08-12 | 中信戴卡股份有限公司 | 一种铝合金车轮预成型壳和铝合金车轮的低压铸造方法 |
| US10166734B2 (en) | 2015-06-04 | 2019-01-01 | Nike, Inc. | Mold apparatus, mold system, and method for molding sole component of article of footwear |
| DE102015220980A1 (de) * | 2015-10-27 | 2017-04-27 | Zf Friedrichshafen Ag | Gussform mit mehrteiligem Schieber zur Herstellung metallischer Gussbauteile, damit ausführbares Gießverfahren und hiermit hergestellter Planetenradträger |
| DE102016104019B3 (de) | 2016-03-06 | 2017-03-30 | Argirov ARCONTEC GmbH | Vorrichtung zur Herstellung von Gussteilen, wie Aluminiumguss, im Druckgießverfahren oder Niederdruckgießverfahren |
| WO2018044760A1 (en) * | 2016-09-01 | 2018-03-08 | American Axle & Manufacturing, Inc. | Mold apparatus having a first sliding core that moves a second sliding core |
| CN110202098A (zh) * | 2019-05-29 | 2019-09-06 | 秦皇岛兴龙轮毂有限公司 | 一种轮辐侧壁凹槽结构的铝合金轮毂铸造成形方法 |
| DE102020106059A1 (de) | 2020-03-06 | 2021-09-09 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Herstellen eines Gussbauteils sowie Gießstation |
| CN112122586A (zh) * | 2020-10-30 | 2020-12-25 | 佛山市南海奔达模具有限公司 | 压实机构及所应用的轮毂铸造模具系统 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0423447A2 (de) * | 1989-08-24 | 1991-04-24 | TVA HOLDING S.p.A. | Verfahren und Einrichtung für das kontrollierte Druckgiessen von geschmolzenen Metallen, im besonderen Leichtmetalllegierungen aus Aluminium und Magnesium |
| US5415464A (en) * | 1991-11-29 | 1995-05-16 | Alloy Wheels International Ltd. | Cast vehicle wheels |
| US5427171A (en) * | 1993-11-30 | 1995-06-27 | Hayes Wheels International, Inc. | Method and apparatus for casting vehicle wheels having lightener pockets |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3934952A1 (de) | 1989-10-20 | 1991-04-25 | Messerschmitt Boelkow Blohm | Ueberwachungsvorrichtung fuer ein verbindungselement |
| DE69609910T2 (de) * | 1995-03-06 | 2001-04-12 | Asahi Tec Corp., Shizuoka | Niederdruckgiessanlage für Fahrzeugräder |
| US5896912A (en) * | 1995-04-27 | 1999-04-27 | Hayes Wheels International, Inc. | Method and apparatus for casting a vehicle wheel in a pressurized mold |
| DE69716143T2 (de) * | 1996-01-12 | 2003-07-10 | Topy Kogyo K.K., Tokio/Tokyo | Verfahren und Vorrichtung zum Giessen eines Leichtmetallrad |
| US5865241A (en) * | 1997-04-09 | 1999-02-02 | Exco Technologies Limited | Die casting machine with precisely positionable obliquely moving die core pieces |
| AU7148598A (en) * | 1997-04-21 | 1998-11-13 | Hayes Lemmerz International, Inc. | Cast wheel having circumferential lightener pockets |
| US6186218B1 (en) * | 1998-03-17 | 2001-02-13 | Hayes Lemmerz International, Inc. | Modular wheel mold |
| DE19815418C2 (de) * | 1998-04-06 | 2001-10-18 | Wfv Werkzeug Formen Und Vorric | Werkzeug |
-
2000
- 2000-02-03 DE DE10004714A patent/DE10004714C2/de not_active Expired - Fee Related
-
2001
- 2001-01-11 EP EP01100652A patent/EP1122003A1/de not_active Withdrawn
- 2001-01-17 PL PL01345177A patent/PL345177A1/xx not_active Application Discontinuation
- 2001-01-31 HU HU0100498A patent/HU222466B1/hu not_active IP Right Cessation
- 2001-02-01 BR BR0100248-1A patent/BR0100248A/pt not_active Application Discontinuation
- 2001-02-02 BR BR0100312-7A patent/BR0100312A/pt not_active Application Discontinuation
- 2001-02-05 US US09/775,828 patent/US6431254B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0423447A2 (de) * | 1989-08-24 | 1991-04-24 | TVA HOLDING S.p.A. | Verfahren und Einrichtung für das kontrollierte Druckgiessen von geschmolzenen Metallen, im besonderen Leichtmetalllegierungen aus Aluminium und Magnesium |
| US5415464A (en) * | 1991-11-29 | 1995-05-16 | Alloy Wheels International Ltd. | Cast vehicle wheels |
| US5427171A (en) * | 1993-11-30 | 1995-06-27 | Hayes Wheels International, Inc. | Method and apparatus for casting vehicle wheels having lightener pockets |
Also Published As
| Publication number | Publication date |
|---|---|
| US20010025699A1 (en) | 2001-10-04 |
| DE10004714C2 (de) | 2002-03-14 |
| DE10004714A1 (de) | 2001-08-16 |
| PL345177A1 (en) | 2001-08-13 |
| BR0100248A (pt) | 2001-10-02 |
| HUP0100498A3 (en) | 2002-01-28 |
| HU222466B1 (hu) | 2003-07-28 |
| HU0100498D0 (en) | 2001-04-28 |
| HUP0100498A2 (hu) | 2001-11-28 |
| US6431254B2 (en) | 2002-08-13 |
| BR0100312A (pt) | 2001-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1122003A1 (de) | Vorrichtung zum Giessen eines Formteils | |
| DE3106952A1 (de) | Metallgussform zum giessen eines hohlkoerpers mit einwaerts geneigter seitenwand | |
| DE2215506C3 (de) | Verriegelungs- und Entriegelungsmechanismus für Druckgieß- und Spritzgießmaschinen | |
| DE19507009C2 (de) | Vorrichtung zum Entformen von Spritzgießteilen | |
| EP3678777B1 (de) | Verfahren zur herstellung eines napfstreifens | |
| DE102017124150B4 (de) | Druckgussform zum Gießen von Zylinderkurbelgehäusen oder Kurbelgehäuseunterteilen | |
| DE102005055615B3 (de) | Werkzeug zur Herstellung von Bauteilen durch Spritzguß, Druckguß oder Ablegeverfahren | |
| DE2214646B2 (de) | Kunststoff-Spritzgiefimaschine mit einer Formschließvorrichtung mit rechteckigem Grundkörper | |
| DE20022711U1 (de) | Vorrichtung zum Gießen eines Formteils | |
| DE102009014567B4 (de) | Werkzeug zur Herstellung von Sandkernen oder Gusswerkzeug zur Herstellung von Gussprodukten | |
| EP0896866A2 (de) | Verfahren und Vorrichtung zur Herstellung von Formkörpern | |
| DE202017101592U1 (de) | Druckgussform | |
| DE19916249A1 (de) | Form zur Verwendung in einem gasunterstützten Spritzgußsystem und einstellbare Überlaufstiftbaugruppe zur Verwendung in diesem | |
| DE69314281T2 (de) | Kernführung für giessform und gusstück | |
| DE2040196A1 (de) | Spritzgiessform zum Herstellen von Hohlkoerpern mit einseitiger OEffnung und umlaufender Hinterschneidung | |
| EP4681898A1 (de) | Herstellung eines keramischen druckgussbauteils | |
| DE202024103987U1 (de) | Schiebereinheit eines Formwerkzeuges | |
| DE2104632C3 (de) | Verfahren und Vorrichtung zur Herstellung von gepreßten Formstücken | |
| DE102011080054A1 (de) | Injektionskopf und Auswerfer einer Injektionsvorrichtung | |
| DE4234914B4 (de) | Verfahren und Vorrichtung zum Herstellen eines Kunststoff-Spritzgußteils | |
| DE4416182C2 (de) | Spritzgießform zum Herstellen von rohrförmigen Spritzteilen mit Hinterschneidungen | |
| DE1508890C (de) | Spritzgießform zum Herstellen von einseitig offenen Kunststoff artikeln | |
| DE102004007094B3 (de) | Herstellungsverfahren für Metallgußgehäuse | |
| DE102017103152A1 (de) | Gießwerkzeug sowie Verfahren zum Positionieren und Entformen eines Schiebers innerhalb des Gießwerkzeuges | |
| DE2343267A1 (de) | An einem hohlprofil ueber mindestens zwei schrauben befestigtes tuerband |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20011221 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20040803 |