EP1063031A2 - Installation de pressage avec un dispositif de changement d'outils automatique - Google Patents
Installation de pressage avec un dispositif de changement d'outils automatique Download PDFInfo
- Publication number
- EP1063031A2 EP1063031A2 EP00112557A EP00112557A EP1063031A2 EP 1063031 A2 EP1063031 A2 EP 1063031A2 EP 00112557 A EP00112557 A EP 00112557A EP 00112557 A EP00112557 A EP 00112557A EP 1063031 A2 EP1063031 A2 EP 1063031A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- holding means
- press
- press system
- workpiece holding
- transfer device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/028—Loading or unloading of dies, platens or press rams
Definitions
- the invention relates to a press system, in particular a large section press, such as a body press.
- Press lines are facilities that last for a long time Remain in use for periods, with the change the parts to be manufactured in the press systems.
- E.g. at Body presses for the manufacture of body parts are at the latest when a model is changed in the Press machine to provide new tools to change the To be able to manufacture body parts. It is increasing however also required while a model series is in progress to convert the press.
- E.g. can be required on the same press system To manufacture body parts of different series, that require specific tools.
- the Tools are usually other facilities the press system, workpiece-specific.
- for transportation the workpieces from workstation to workstation Transfer devices have receptacles or grippers for the workpieces that, at least in some cases, the workpiece counter are adjusted.
- the tools are mostly on moving tables (so-called sliding tables) out of and into the press system.
- the sliding tables are additional provided with tooling receptacles for tool changing from the transfer device to the sliding tables handed over and with them out of the press or in this is driven back in.
- gripping devices provided a transfer device, if they are not required to store in busbars.
- the Transfer device has two arranged parallel to each other Guide rails on each other towards and from each other away and vertically movable. Both Movement directions are via appropriate drives operated.
- the gripping devices are on the guide rails longitudinally displaceable.
- the guide rail contains Stators of linear motors, while the gripping devices of which contain or form linearly movable anchors.
- a lifting device arranged the several short mounting rail pieces wearing. These can, if necessary, be in direct alignment Extension to be transferred to the guide rail. In this state, all gripping devices that the contains the relevant guide rail, in a receiving rail be retracted.
- So-called tools can also be used for tooling Filing templates belong. Are between two forming stages Clipboards provided, these must also mostly specially adapted to the workpieces to be machined become. This is done by the shape of the workpieces customized stencils by a corresponding Carrier of the clipboard station held and accordingly the tool contour are formed. It is from the EP 0155332 known, several templates in a clipboard to be provided on the clipboard in the vertical direction are adjustable. This allows individual stencils in an upper active position and others in a lower one Passive position are transferred, so that a sufficient Template set provided an adjustment to different workpiece contours by raising and lowering can be carried out by individual templates.
- DE 2124083 A1 discloses a transfer press line with a transfer device, the suction bridges to Transporting the workpieces. Like the sliding tables are the suction bridges from the side Transfer press can be pulled out. In the area between two Press stands are provided in each case, between which an intermediate space is formed through which the suction bridges can be run through.
- the press system according to the invention has several Press levels on that regarding parts transport are linked together by a transfer device.
- the transfer device is set up to handle the workpieces if necessary with interim filing Transport clipboards from press level to press level.
- the transfer device has for receiving the Workpieces workpiece-specific workpiece holding means, which are usually to be changed when changing tools.
- the transfer device points to the connection of the workpiece holding means Couplings that serve to secure a mechanical connection between the workpiece holding means and the rest of the transfer device.
- the Couplings are preferably arranged so that the essential to effect the transfer movement Drive devices on the transfer device remain while the workpiece-specific parts are replaced become. If necessary, these can still be a or have several numerically controlled drive units, however, they can also be completely passive.
- a control device is provided on the press system, which controls a transport and transfer device.
- the latter is used to automatically hold the workpiece from their operating position in the press line in to transfer the magazine.
- the workpiece holding device released from the transfer device by the couplings be opened, the workpiece holder to the Move the magazine and place it there.
- After the whole Process under control of the control device, can be changed to manual tooling, i.e. the Workpiece holding means are dispensed with. This can be one bring considerable cost advantage.
- the partially filigree workpiece holding devices can automatically move into protected positions, i.e. get into their magazines.
- Another benefit is the elimination of the otherwise manual loading and unloading processes for loading the sliding table with workpiece holding means. Beyond that it is possible to set workpiece holding devices computer-controlled on the CAD and the fine adjustment in the press system yourself, so that personnel are saved can.
- the compact arrangement of the magazine or magazines the press saves the press operator one, as mentioned additional storage facility for the tooling, which makes the space required to operate the press system decreased.
- the press system can be operated with a single magazine be provided. However, several are preferably provided.
- the magazines can be carried by the press stands his. A convenient location is below Head pieces. Other arrangements are possible.
- the magazines or the magazine are or are preferred arranged in such a place that it is extending the sliding table from the press system is not hindered.
- the magazine is in a preferred embodiment the press system outside the exit window for moving the tool out of the press system arranged. E.g. it can be placed above it e.g. be on the press stands so that the tool and the sliding table can be passed under the magazine.
- the Magazine or magazines can also be placed under the tables to be ordered.
- the transfer device is preferably a two-axis transfer device trained the rails for Carriage management.
- the carriages are preferred divided into two or more carriage groups, where the carriages of a group are synchronous to each other be moved. For example, you can use push rods connected to each other from a common drive source to be driven here.
- Between the carriages can be held trusses that the workpiece holding means form or carry workpiece holding means.
- suction spiders can be arranged on the traverses, the couplings between the suction spiders and the Trusses are arranged to act. In this case from the transport and transfer facility only that Suction spiders transferred to the magazines while the trusses remain in the transfer facility. Alternatively the trusses can also be replaced with the suction spiders become.
- the couplings are then between the carriages and arranged the trusses.
- a swivel unit with a a vertical swivel axis swiveling boom This is used to remove the workpiece holder from its position of use to pivot into a storage location, which is different from the Use situation differs.
- the transfer device preferably has a drive, which can be stopped in several transfer positions.
- the drive can be mounted in a stationary position and transmits power be connected to the receiving means or directly on the Recording means may be provided.
- in the Magazines have as many storage spaces as there are different ones Workpiece holding means. This can, if necessary all workpiece holding devices from the press system, i.e. out the transfer device to be removed, leaving the work area the press completely in an idle state is cleared.
- the magazines have storage positions that the Workpiece holding means preferably assigned individually are.
- the assignment can already be made in this way, for example that the control device for each storage space provides a specific workpiece holding means.
- the control device can then the corresponding workpiece holder on the place it in the magazine.
- reading means can also be provided at the recording locations be, read the marks of the workpiece holding means and / or capture otherwise.
- FIG. 1 A press system 1 is illustrated in FIG. 1, which has several press stations 2, 3, 4, 5, 6.
- the Press stations 2, 3, 4, 5, 6 are essentially mutually trained equally, so the following Description of a press station representative of everyone stands. Certain deviations can occur with regard to the press station 2 be present, which is designed as a drawing stage can be.
- the other press stations 3, 4, 5, 6 are Forming stages, where necessary also drawing stages are provided could be.
- a press table 11 belongs to the press station 2, stand on the press stand 12, which in turn is a head piece 14 wear.
- the head piece 14 has a drive for a hanging under the head piece 14 plunger 15, the can be moved vertically up and down by the drive.
- the Ram 15 carries a tool part belonging to a tool 16 17.
- a lower tool part 18, which too belongs to the tool part 16, is stored on a sliding table 19, which stands on the press table 11 and on Rails 21 laterally between press stands 12 is extendable from the press station 2.
- the press system 1 points between the individual Press stages 2, 3, 4, 5, 6 intermediate shelves 24 on, on which the workpieces, e.g. sheet metal parts, on their way from Press level to press level temporarily stored can.
- the press system 1 has for the workpiece transport from press station to press station, i.e. in detail from a tool to a subsequent clipboard and then a transfer device to the next tool 26, which emerges in particular from FIG. 2.
- To the Transfer device 26 belong to two on both sides of the Tools 16 arranged guide rails 27, 28, the by means not shown in height are kept movable.
- the one from the guide rails 27, 28 guided carriages are e.g. by Push rods 33, 34 driven to a corresponding Guide the transfer drive device. With the push rods 33, 34 further carriages can be connected, which are to be moved synchronously with the carriages 31, 32.
- Additional push rods 35, 36 can be another group of carriages relatively independent of movements of the first car group move.
- the two opposite carriages 31, 32 hold a traverse 37 between them on the two Sucker spiders 38, 39 are held.
- the traverse 37 is For example, a box section support element with its ends fixed, but if necessary also detachable with the carriage 31, 32 can be connected.
- For holding the suction spiders 38, 39 on the cross member 37 serve couplings 41, 42, 43, 44, either powered or by a targeted Relative movement between the respective suction spider 38, 39 and the cross member 37 can be coupled and uncoupled. are the clutches 41, 42, 43, 44 powered, they are the Control assumes a control device 45, the over electrical, pneumatic, not further illustrated or hydraulic signal lines, the couplings 41 to 44 operated.
- the suction spiders 38, 39 are workpiece-specific educated.
- the positions of individual suction cups 46, 47 hang on the contour of the sheet metal parts to be transported.
- To the Suction spiders 38, 39, which serve as workpiece holding means, Being able to switch if necessary is at least one, however, preferably on both sides of the tool 16 in each case a transport and transfer device 50 is arranged, which serves the suction spiders 38, 39 in a magazine 51 to convict.
- a transport and transfer device 50 is arranged, which serves the suction spiders 38, 39 in a magazine 51 to convict.
- the transport and transfer devices 50 and the magazines 51 mirror-symmetrical to each other, so that the following description alike both on the right-hand as on the left-hand transport and Transfer device and the magazines relates.
- a swivel arm 52 which is about a vertical axis of rotation 53 pivotable on the press stand 12 or the guide rail 27 or 28 is mounted.
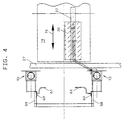
- the swivel arm 52 is at least 90 ° from the longitudinal position shown, in the Cantilever 54 with the longitudinal direction of the guide rail 27 matches, is pivotable about a transverse direction, in the boom 54 matches the cross member 37, such as it is illustrated in Figure 4.
- the swing arm 52 can also along the Pivot axis 53 may be vertically adjustable, for which an additional Actuator serves. This has advantages, though the vertical position of the traverse 37 when changing the tool is not clearly defined.
- the arm 54 is, for example, telescopic.
- the telescopic movement can be used, the suction spider 38 (or 39) to be removed from the traverse 37.
- the then passive clutches 41, 42, 43, 44 can, for example, by a Transverse movement can be engaged and disengaged.
- the suction spiders 38, 39 with drives be provided in order to selectively along the traverse 37 moved or moved or pivoted about the cross member 37 to become.
- the drives are with the suction spiders 38, 39 changed. Alternatively, they can be part of the Traverse 37 be.
- Transport device 57 that leads to the transport and Transfer device 50 belongs.
- the transport device 57 is supported by two parallel rail guides 58, 59 formed, which, as is apparent from Figure 2, approximately The height of the swivel arm 52 extends in the horizontal direction begins and then angled in front of magazine 51 and up to the top of magazine 51, preferably up to the headpiece 14 or an overhanging one Podium 14a continues.
- On each rail guide 58, 59 is arranged a carriage or carriage 60, respectively carries a gripper 61.
- the grippers are in the pick-up position 61, as illustrated in Figure 4, with two on top of each other ends to be pointed between the press stands 12 at such a distance from each other that they are the suction spider Take over 38 (or 39) and hold between them can.
- the carriages 60 are assigned drives to the carriages 60 move along the rail guides 58, 59 can.
- the drives can be linear motors, servo motors driven belt drives or other drive means be educated.
- the grippers 61 are each trained like a crank and with a rotary or Swivel drive so that it is horizontal, be pivoted approximately in the longitudinal direction can.
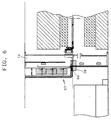
- the magazine 51 arranged a number of storage spaces one above the other 62, 63, 64, 65 on, at least by the stands 12 approximately horizontally projecting supports or fingers are formed are on or on which the suction spider 38 can be discarded.
- the Suction spiders 38a, 38b, 38c are other tools and Workpieces assigned as the suction spider 38.
- the magazines 51 can be clad on the outside by means of a cover. If necessary however, they can also be left open.
- the individual recording places 62, 63, 64, 65 are each individually assigned to suction spiders 38a, 38b, 38c, 38. Markings on the suction spiders 38a, 38b, 38c, 38 such as bar code markings or other machine-readable Markers can identify the individual Make suction spider easier. You can continue to do so the grippers 61 or the storage spaces 62, 63, 64, 65 provided Readers can be provided with the Control device 45 are connected.
- the trays 62, 63, 64, 65 can, if necessary, by separate guides 71 may be formed on which grippers 72 run linearly.
- the grippers 72 are set up to to hold the respective suction spider 38 and to be moved along the guide 71. There are corresponding ones Drives provided.
- the tooling change of the press system 1 runs as follows from:
- the press system 1 is initially in the in Figure 7 illustrated state, all are suction spiders 38, 38a, 38b, 38c housed in the magazine 51.
- the Traverse 37 is empty.
- the desired tool 16 is already been moved into the press system 1.
- the lower part of the tool 18 is stored on the sliding table 19 while the upper tool part 17 is connected to the plunger 15.
- the Gripper 72 controlled so that the suction spider 38 in Direction of arrow 73 to that in the transfer position Gripper 61 is moved.
- the gripper 61 takes over the suction spider 18, after which the carriage 60 with the on it located suction spider 38 along the rail guide 57, 58 is moved vertically downwards.
- the latter is illustrated in Figure 8.
- the controller controls the carriages 60 to that Suction spider 38a, 38b or 38c, with which the traverse now 37 should be equipped.
- the transfer of the concerned Suction spider to the cross member 37 is as above described in connection with the suction spider 38. As well all other suction spiders of the transfer device 26 changed.
- a press system 1 is with a transfer device 26 provided, the workpiece-specific parts 38 through a specially designed transport and transfer facility 50 can be transported to a magazine 51.
- the Magazine 51 is preferably part of the press system 1.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
- Multi-Process Working Machines And Systems (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE1999127824 DE19927824A1 (de) | 1999-06-18 | 1999-06-18 | Pressenanlage mit automatischem Werkzeugwechsel |
| DE19927824 | 1999-06-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1063031A2 true EP1063031A2 (fr) | 2000-12-27 |
| EP1063031A3 EP1063031A3 (fr) | 2002-06-19 |
Family
ID=7911670
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00112557A Withdrawn EP1063031A3 (fr) | 1999-06-18 | 2000-06-14 | Installation de pressage avec un dispositif de changement d'outils automatique |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1063031A3 (fr) |
| BR (1) | BR0004012A (fr) |
| DE (1) | DE19927824A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104353753A (zh) * | 2014-11-11 | 2015-02-18 | 营口锻压机床有限责任公司 | 汽车滤清器壳体拉伸机 |
| CN114345994A (zh) * | 2021-12-30 | 2022-04-15 | 福建省金瑞高科有限公司 | 一种多功能全自动红外感应平面整形装备 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006050648B3 (de) * | 2006-10-24 | 2008-02-07 | Wilfried Strothmann Gmbh Maschinenbau- Und Handhabungstechnik | Vorrichtung zum Umsetzen von Blechteilen zwischen zwei Pressen und zum Wechseln der Greifwerkzeuge |
| CN107840156A (zh) * | 2017-11-20 | 2018-03-27 | 海安交睿机器人科技有限公司 | 自动叠片装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3246096A1 (de) * | 1981-12-15 | 1983-07-21 | Komatsu Mfg Co Ltd | Transfer-einrichtung fuer pressen |
| DE4124083A1 (de) * | 1991-07-19 | 1993-01-21 | Erfurt Umformtechnik Gmbh | Transferpressenlinie |
| DE19515606A1 (de) * | 1995-04-28 | 1996-10-31 | Schuler Pressen Gmbh & Co | Vorrichtung zum Transfer von Werkstücken durch eine Folge von Bearbeitungsstationen |
| EP0773078A1 (fr) * | 1995-11-13 | 1997-05-14 | SCHULER PRESSEN GmbH & Co. | Presse à étages transformable |
| EP0878251A1 (fr) * | 1997-05-16 | 1998-11-18 | SCHULER PRESSEN GmbH & Co. | Presse-transfer avec un support latéral sur une table mobile pour les porte-pièce |
| EP0879659A2 (fr) * | 1997-05-23 | 1998-11-25 | SCHULER PRESSEN GmbH & Co. | Installations de presses avec changement automatique d'outil et procédé de changement d'outil |
-
1999
- 1999-06-18 DE DE1999127824 patent/DE19927824A1/de not_active Withdrawn
-
2000
- 2000-06-14 EP EP00112557A patent/EP1063031A3/fr not_active Withdrawn
- 2000-06-19 BR BR0004012-6A patent/BR0004012A/pt not_active Application Discontinuation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3246096A1 (de) * | 1981-12-15 | 1983-07-21 | Komatsu Mfg Co Ltd | Transfer-einrichtung fuer pressen |
| DE4124083A1 (de) * | 1991-07-19 | 1993-01-21 | Erfurt Umformtechnik Gmbh | Transferpressenlinie |
| DE19515606A1 (de) * | 1995-04-28 | 1996-10-31 | Schuler Pressen Gmbh & Co | Vorrichtung zum Transfer von Werkstücken durch eine Folge von Bearbeitungsstationen |
| EP0773078A1 (fr) * | 1995-11-13 | 1997-05-14 | SCHULER PRESSEN GmbH & Co. | Presse à étages transformable |
| EP0878251A1 (fr) * | 1997-05-16 | 1998-11-18 | SCHULER PRESSEN GmbH & Co. | Presse-transfer avec un support latéral sur une table mobile pour les porte-pièce |
| EP0879659A2 (fr) * | 1997-05-23 | 1998-11-25 | SCHULER PRESSEN GmbH & Co. | Installations de presses avec changement automatique d'outil et procédé de changement d'outil |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104353753A (zh) * | 2014-11-11 | 2015-02-18 | 营口锻压机床有限责任公司 | 汽车滤清器壳体拉伸机 |
| CN104353753B (zh) * | 2014-11-11 | 2018-04-06 | 营口锻压机床有限责任公司 | 汽车滤清器壳体拉伸机 |
| CN114345994A (zh) * | 2021-12-30 | 2022-04-15 | 福建省金瑞高科有限公司 | 一种多功能全自动红外感应平面整形装备 |
| CN114345994B (zh) * | 2021-12-30 | 2024-04-19 | 福建省金瑞高科有限公司 | 一种多功能全自动红外感应平面整形装备 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR0004012A (pt) | 2001-07-24 |
| DE19927824A1 (de) | 2000-12-21 |
| EP1063031A3 (fr) | 2002-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102011015741B4 (de) | Umrüstverfahren | |
| AT304359B (de) | Mechanischer Transportwagen | |
| EP3463708B1 (fr) | Système de stockage d'outils, installation de fabrication et procédé de manipulation comprenant un système de stockage d'outils de ce type | |
| EP2724797B1 (fr) | Magasin d'outils pour outils d'une machine-outil, agencement mécanique avec un tel magasin d'outils et procédé de gestion d'outils sur un agencement mécanique de ce type | |
| EP3242755B1 (fr) | Dispositif d'alimentation pour presse plieuse et procédé d'alimentation d'une presse plieuse | |
| DE102008017788A1 (de) | Vorrichtung zum Transportieren und Aufnehmen von Werkstückplatten sowie Verfahren zum Transportieren und Aufnehmen von Werkstückplatten | |
| WO2006063541A1 (fr) | Cellule servant au montage d'ensembles de pieces sur des palettes et procede pour faire fonctionner ladite cellule | |
| WO2018145137A1 (fr) | Magasin d'outils de cintrage et procédé de chargement d'une presse-plieuse | |
| EP0671228A2 (fr) | Installation de transport pour pièces à usiner dans une presse | |
| DE4225248A1 (de) | Platinenzuführeinrichtung für eine Presse | |
| DE102020001963B4 (de) | Fertigungszelle mit Werkstückrückführung und Betriebsverfahren hierzu | |
| EP0901848B1 (fr) | Presse de transfert avec changement d' outil automatique | |
| DE102019007763A1 (de) | Fertigungszelle mit mindestens zwei Bearbeitungsrobotern | |
| DE102013223252B4 (de) | Maschinelle Werkstück-Transfervorrichtung sowie maschinelle Entladevorrichtung und maschinelle Anordnung zum Bearbeiten von Werkstücken mit einer derartigen Werkstück-Transfervorrichtung | |
| EP2692455B1 (fr) | Machine-outil pour l'usinage de pièces en forme de plaque, notamment de tôles | |
| DE102004046176A1 (de) | Verfahren zum rechnergesteuerten Ein- und Auslagern von Gegenständen und Vorrichtung zur Durchführung dieses Verfahrens | |
| DE19925343A1 (de) | Transfereinrichtung | |
| AT503648B1 (de) | Bearbeitungsstation | |
| EP0879659A2 (fr) | Installations de presses avec changement automatique d'outil et procédé de changement d'outil | |
| EP1063031A2 (fr) | Installation de pressage avec un dispositif de changement d'outils automatique | |
| EP0150662B1 (fr) | Dispositif pour charger et décharger des machines pour le travail des circuits imprimés, notamment des machines pour le montage de composants | |
| EP0273932B1 (fr) | Dispositif de changement d'outils pour machines-outils | |
| EP1479476B1 (fr) | Dispositif de chargement de pièces | |
| DE19819965A1 (de) | Traversen-Dreiachstransfer | |
| DE3822363C2 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20020705 |
|
| 17Q | First examination report despatched |
Effective date: 20021022 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20030304 |