EP1020548A2 - Kratzenbelag für deckel einer Karde - Google Patents
Kratzenbelag für deckel einer Karde Download PDFInfo
- Publication number
- EP1020548A2 EP1020548A2 EP00100677A EP00100677A EP1020548A2 EP 1020548 A2 EP1020548 A2 EP 1020548A2 EP 00100677 A EP00100677 A EP 00100677A EP 00100677 A EP00100677 A EP 00100677A EP 1020548 A2 EP1020548 A2 EP 1020548A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- scratch
- wire
- carrier element
- section
- wires
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
- D01G15/84—Card clothing; Manufacture thereof not otherwise provided for
- D01G15/88—Card clothing; Manufacture thereof not otherwise provided for formed from metal sheets or strips
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
- D01G15/84—Card clothing; Manufacture thereof not otherwise provided for
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
- D01G15/02—Carding machines
- D01G15/12—Details
- D01G15/14—Constructional features of carding elements, e.g. for facilitating attachment of card clothing
- D01G15/24—Flats or like members
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
- D01G15/84—Card clothing; Manufacture thereof not otherwise provided for
- D01G15/90—Lags, e.g. for jute cards
Definitions
- the invention relates to a scratch coating for a cover Card with a carrier element and a number of each with at least one receiving section received in the carrier element Scratching wires, each of which is at least one outside of the support element exposed processing section has as well as one for producing such a scratch covering usable support element.
- a card is used in the production of yarn for parallelization of the individual fibers one of disordered fibers existing raw material used.
- a card for this essentially from one essentially in shape of a circular cylinder and a number of along an approximately parallel to the surface of the drum, predetermined path with respect to the drum movable Lids.
- the Tambour on its outer surface for example in the form of Sawtooth wires formed drum set while the Cover on its along the given path facing the drum Side are equipped with cover sets.
- This too Lid sets can be in the form of parallel to the given Saw tooth wire sections extending in the path his.
- lid sets in the form of Scratch coverings of the type described above are used.
- the invention is based on the object an inexpensive and low-wear scratching covering at the beginning Provide described type with which reliable operation a card can be guaranteed with little effort can.
- this task is achieved through further training the known scratch coverings of the one described above Kind solved, which is essentially characterized in that in at least one of the scraper wires in the carrier element recorded recording section is at least as long as the processing section exposed outside the carrier.
- This invention is based on the knowledge that the severe wear observed when using the known scratch coverings primarily on the compared to the length of the for transferring those acting on the machining section Machining forces available on the carrier element Receiving section large lever length between which at the End of the processing section arranged facing away from the carrier element Processing tip and the carrier element is.
- the scratch coating further developed according to the invention results from the shortening of the machining section to a maximum corresponding to the length of the receiving section Length one with regard to the wear of the scratching surface advantageous change in the power transmission ratio between those on the processing section of the scratch wires acting machining forces and the introduction these machining forces are available in the carrier element standing receiving section of the scratch wires, such that tearing of the support element in the area of the recorded therein Receiving sections of the scraper wires in the usual occurring machining forces even without the use additional reinforcing inserts in the carrier element reliably can be prevented. Therefore, by the invention Training of the known scratch coverings on inexpensive Way a high wear resistance can be ensured.
- scratch wires For holding the scratch wires in the carrier element can the scratch wires on their facing away from the processing section End of the receiving section with one on the back of the support element adjacent holding section his.
- Such scratch wires can for example in be formed substantially U-shaped, each of the two outer Leg of such a U-shaped scraper wire one processing section exposed outside the carrier element and a receiving portion received in the support member has and the two outer legs together connecting legs of the scratch wire on the back of the support element rests.
- the scratch wire in a vertical to its longitudinal axis and approximately perpendicular to the direction those acting on it during the processing of the raw material Machining forces direction a width of at least 0.2 mm, preferably at least 0.4 mm, because in this way the while processing the raw material exerted on the carrier element via the scratch wires Low pressure without impairing the function of the card can be so as to tear out the support member to counteract further in the area of the receiving sections of the scraper wires.
- Such machining tips are conventionally thereby made that scratch wires with a constant length Cross-sectional area in a perpendicular to its longitudinal axis extending cutting plane at one of its ends to provide of the tip surface segment running obliquely to the longitudinal axis be ground, embossed or punched.
- the scratch wires of a scratch covering according to the invention in the Fiber material has proven to be particularly favorable if one of the tip surface segments approximately parallel to the longitudinal axis of the scraper wire and preferably an acute angle from about 5 to 30 °, preferably about 5 to 20 °, particularly preferably about 12 ° with one touching the machining tip Includes surface normals on the front of the support element.
- the distance is between the front of the receiving area and the front of the fastening area in a perpendicular to the front of the recording area extending direction for attaching the retaining clip available without going through the front of the fastening area of the holding part of the holding clip the processing of the textile fibers with those from the front of the Recording area of the support element protruding processing sections the scratch wire is affected.
- the carrier element is formed in the manner of a carrier tape is the processing sections of the scraper wires facing back in a roughly parallel to the front the plane of the processing area is arranged, the front of the mounting area also in one approximately parallel to the front of the machining area extending plane can be arranged.
- the scratch coverings according to the invention themselves extending over the entire width of the reel of a card Width, while its length is parallel to the given one Machining route direction is essential is shorter than the width of the drum. Accordingly, it is in progress the processing section facing the drum the processing area of the carrier element usually in essentially rectangular. This can be a reliable attachment the scratch coating on the flat bar are ensured, if the rectangular front on at least one, preferably approximately two of their longer side edges fastening area running parallel to it merges.
- the inventive Scraps over one with a holding part on the Front of the mounting area of the support element and starting from there towards the back of the support element and, if necessary, extending holding element to be attached to the flat bar of a card, wherein a particularly reliable fastening is ensured, if the holding element in the fastening area of the carrier element has penetrating fastening part.
- a carrier element suitable for such scratch coverings essentially characterized in that there is one for receiving the receiving sections of the scraper wires serving area with a has a substantially flat front, which at least one of its edges merges into a fastening area, the Front with respect to the front of the recording area is displaced towards the back of the carrier element.
- a carrier element is preferably made of an elastic Plastic, such as polyvinyl chloride, polyurethane or Polyamide, possibly with appropriate plasticizers.
- carrier elements made of plastic, in particular made of PVC. It can increase the strength at least one, preferably two spaced apart in the thickness direction Tissue inserts can be embedded in the carrier element.
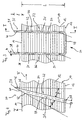
- the scratch coating shown in the drawing is essentially of a carrier element 10 and a number of in this support element 1O inserted scratch wires 3O.
- FIGS. 1 and 5 show that the carrier element 1O in the manner of a carrier tape with a width B, which corresponds essentially to the width of the cardboard reel, and a much shorter length K in a parallel to the direction of movement indicated by the arrow F in FIG. 5 the lid runs along the specified path Direction is formed. From Fig. 1 it appears that the Carrier element a central receiving area 12 with a comparatively has a large thickness into which the scratch wires 3O are inserted, the opposite of each other on its two Edges each in a fastening area 16 less Fat passes.
- the back 22 of the carrier element essentially formed flat, while the essentially flat and parallel to the back 22 front 14 of the receiving area receiving the scratch wires 30 12 of greater thickness on their two opposite one another Edges over towards the back 22 extending steps 2O in the also substantially flat and approximately parallel to the rear side 22 of the carrier element 10 extending front sides 18 of the fastening area 16. Accordingly, the front sides 18 are the fastening areas 16 with respect to the front 14 of the receiving area 12 in the direction offset in parallel on the back 22 of the carrier element 10.
- the edge regions 16 of reduced thickness of the carrier element 1O are for attaching to attaching the scratching surface on a flat bar usually used retaining clips Available.
- the difference in height d between the Front 14 of the receiving area 12 and the front 18 the fastening areas 16 an attachment of the retaining clips enables the effectiveness of the over the front 14 of the receiving area projecting and exposed processing sections 36 of the scratch wires 3O can be influenced.
- FIG. 2 The attachment of retaining clips 50 to the opposite one another Fastening areas 16 of the carrier element 10 is shown by way of example in FIG. 2.
- the retaining clip 5O one on the front 18 of the fastening area 16 adjacent holding part 12 on its the receiving area 12 of the support element 10 facing away from the end in a direction extending to the back 22 and beyond Clamp part abutting a side surface 24 of the carrier element 56 and at its end facing the receiving area 12 into a fastening part 54 penetrating the carrier element 10 transforms.
- the end of the fastening part facing away from the holding part 52 54 bears against the rear side 22 of the carrier element and thus ensures a reliable fastening of the retaining clip 5O the carrier element safely.
- the individually inserted into the receiving area 12 of the carrier element 10 Scratching wires 3O are formed in a substantially U-shape and have two outer legs 32, one over the back 22 of the connecting element 48 are interconnected.
- Each of the outer legs 32 has one received in the receiving area 12 of the carrier element 10 Receiving section 34 and one over the front 14 of the receiving area 12 projecting, exposed Processing section 36.
- the length L of the receiving sections 34 in the direction of the longitudinal axis 31 of the scraper wire 3O much larger than the length 1 of the machining sections 36, the length 1 being approximately 1 mm and the length L approximately 6 mm.
- the Width b of the individual scraper wires in a direction perpendicular to the direction of movement F and parallel to the front 14 of the recording area 12 running direction is the one in the drawing shown scratching covering about 0.2 mm, while the thickness D of the scratch wire in a perpendicular to that through the longitudinal axis 31 and the width direction on a stretched plane Direction is approximately 0.48 mm (see FIG. 4). Thereby is guaranteed with sufficient stability of the Scraper wire in a direction parallel to the direction of movement F.
- the individual processing sections 36 of the scraper wire 3O at their Ends facing away from the front side 14 of the receiving area 12 a machining tip 38.
- This machining tip 38 will by two enclosing an acute angle ⁇ of about 16 ° Tip surface segments 4O and 46 formed.
- This in Direction of the movement of the lid indicated by the arrow F. along the specified machining path during a machining process front tip surface segment 46 runs approximately parallel to the longitudinal axis 31 of the scraper wire 3O and closes an acute angle ⁇ of about 12 ° with the machining tip 38 touching surface normals on the front 14 of the recording area.
- the front tip surface segment 46 opposite rear tip surface segment 4O closes with the longitudinal axis 31 of the scraper wheel 3O the acute angle ⁇ and goes in the direction of the Longitudinal axis 31 of the scraping wire 30 from the machining tips 38 spaced transition 42 into a rear boundary surface segment 44 over that parallel to the longitudinal axis 31 of the scraper wire 3O runs.
- the transition 42 is within the Receiving area 12 of the support member 10 arranged.
- the invention is not explained on the basis of the drawing Embodiment limited. Rather, it is also about it thought the angle between the front tip surface segment 46 and the surface normal touching the machining tip 38 on the front 14 of the receiving area 12 in one area to vary between 5 ° and 20 °.
- the angle between the front tip surface segment 46 and the surface normal touching the machining tip 38 on the front 14 of the receiving area 12 in one area to vary between 5 ° and 20 °.
- a square, round or oval cross section become.
- an embodiment is also contemplated in which the front sides 18 of the fastening areas 16 are starting from the side surfaces 24 towards the rear 22 of the support member 10 extend, and thus an even more reliable To enable mounting the brackets 5O.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Adornments (AREA)
- Details Of Garments (AREA)
- Packaging For Recording Disks (AREA)
- Paints Or Removers (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Abstract
Description
- Fig. 1
- eine Schnittansicht eines erfindungsgemäßen Kratzenbelags,
- Fig. 2
- eine die Befestigung einer Halteklammer an dem Trägerelement des in Fig. 1 dargestellten Kratzenbelages veranschaulichende Detaildarstellung,
- Fig. 3
- eine einen Kratzendraht des in Fig. 1 dargestellten Kratzenbelages darstellende Detaildarstellung,
- Fig. 4
- eine in der Schnittebene I-I in Fig. 3 genommene Schnittdarstellung des Kratzendrahtes und
- Fig. 5
- eine Ansicht des in Fig. 1 dargestellten Kratzenbelages von hinten.
Claims (14)
- Kratzenbelag für Deckel einer Karde mit einem Trägerelement (1O) und einer Anzahl von jeweils mit mindestens einem Aufnahmeabschnitt (34) in dem Trägerelement (1O) aufgenommenen Kratzendrähten (3O), von denen jeder mindestens einen außerhalb des Trägerelementes (1O) freiliegenden Bearbeitungsabschnitt (36) aufweist, dadurch gekennzeichnet, daß bei mindestens einem der Kratzendrähte (3O) der Aufnahmeabschnitt (34) mindestens genausolang ist wie der Bearbeitungsabschnitt (36), woei vorzugsweise bei mindestens einem der Kratzendrähte (3O) das Verhältnis der Länge (L) des Aufnahmeabschnittes (34) zu derjenigen (l) des Bearbeitungsabschnittes (36) mindestens 3 : 1, besonders bevorzugt mindestens 5 : 1 beträgt.
- Kratzenbelag nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß bei mindestens einem der Kratzendrähte (3O) die Länge (l) des Bearbeitungsabschnittes (36) weniger als 3 mm, vorzugsweise weniger als 2 mm, besonders bevorzugt weniger als 1,5 mm beträgt.
- Kratzenbelag nach Anspruch 2, dadurch gekennzeichnet, daß die Länge (l) des Bearbeitungsabschnitts etwa 1mm beträgt.
- Kratzenbelag nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Kratzendraht in einer senkrecht zu seiner Längsachse verlaufenden Richtung eine Breite von mindestens O,2 mm, vorzugsweise mindestens O,4 mm aufweist.
- Kratzendraht nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Dicke (D) des Kratzendrahtes in einer senkrecht zu der durch die Längsachse (31) und die Breitenrichtung aufgespannten Ebene weniger als 6 mm, vorzugsweise weniger als 5 mm, besonders bevorzugt etwa 4,8 mm beträgt.
- Kratzenbelag nach Anspruch 4 oder 5, dadurch gekennzeichnet, daß das Verhältnis der Dicke (D) zur Breite (b) des Kratzendrahtes weniger als 3 beträgt.
- Kratzenbelag nach Anspruch 6, dadurch gekennzeichnet, daß der Kratzendraht in einer senkrecht zu seiner Längsachse (31) verlaufenden Schnittebene einen im wesentlichen quadratischen Querschnitt aufweist.
- Kratzenbelag, insbesondere nach einem der vorhergehenden Ansprüche, mit einem Trägerelement (1O) und einer Anzahl von jeweils mit mindestens einem Aufnahmeabschnitt (34) in dem Trägerelement (1O) aufgenommenen Kratzendrähten (3O), von denen jeder mindestens einen außerhalb des Trägerelementes (1O) freiliegenden Bearbeitungsabschnitt (36) aufweist, wobei der Bearbeitungsabschnitt (36) an seinem dem Trägerelement (1O) abgewandten Ende in einer Bearbeitungsspitze (38) ausläuft, die von zwei einen spitzen Winkel (α) von vorzugsweise weniger als 20°, besonders bevorzugt etwa 16° miteinander einschließenden Spitzenflächensegmenten (4O, 46) der Begrenzungsfläche des Kratzendrahtes (3O) gebildet ist, von denen mindestens eines schräg zur Längsachse (31) des Kratzendrahtes (3O) verläuft und an einem in Richtung der Längsachse (31) des Kratzendrahtes von der Bearbeitungsspitze (38) beabstandeten Übergang (42) in ein etwa parallel zur Längsachse (31) des Kratzendrahtes (3O) verlaufendes hinteres Begrenzungsflächensegment (44) übergeht, dadurch gekennzeichnet, daß der Übergang (42) innerhalb des Trägerelementes (1O) angeordnet ist.
- Kratzenbelag nach Anspruch 8, dadurch gekennzeichnet, daß eines der Spitzenflächensegmente (46) etwa parallel zur Längsachse des Kratzendrahtes verläuft und vorzugsweise einen spitzen Winkel (β) von etwa 5 bis 3O°, vorzugsweise etwa 5 bis 2O°, besonders bevorzugt etwa 12° mit einer die Bearbeitungsspitze (38) berührenden Flächennormalen auf der Vorderseite (14) des Trägerelementes (1O) einschließt.
- Kratzenbelag für Deckel einer Karde mit einem Trägerelement (1O) und einer Anzahl von jeweils mit mindestens einem Aufnahmeabschnitt (34) in dem Trägerelement (1O) auf genommenen Kratzendrähten (3O), von denen jeder mindestens einen außerhalb des Trägerelementes (1O) freiliegenden Bearbeitungsabschnitt (36) aufweist, wobei ein die Aufnahmeabschnitte (34) des Kratzendrahtes (3O) aufnehmender Aufnahmebereich (12) des Trägerelementes (1O) eine im wesentlichen ebene, den Bearbeitungsabschnitt (36) zugewandte Vorderseite (14) aufweist, dadurch gekennzeichnet, daß der Aufnahmebereich (12) an mindestens einem seiner Ränder in einen Befestigungsbereich (16) übergeht, dessen den Bearbeitungsabschnitten (36) zugewandte Vorderseite (18) bezüglich der Vorderseite (14) des Aufnahmebereichs (12) in Richtung auf die den Bearbeitungsabschnitten (36) abgewandte Rückseite (22) des Trägerelementes (1O) versetzt ist, wobei die Rückseite (22) des Trägerelementes (10) vorzugsweise in einer sich etwa parallel zur Vorderseite (14) des Aufnahmebereichs (12) erstreckenden Ebene angeordnet ist und die Vorderseite (18) des Befestigungsbereichs (16) in einer sich etwa parallel zur Vorderseite (14) des Bearbeitungsbereichs (12) erstreckende Ebene angeordnet ist.
- Kratzenbelag nach einem der Ansprüche 1O bis 12, gekennzeichnet durch ein mit einem Halteteil (52) an der Vorderseite (18) des Befestigungsbereiches (16) anliegendes und sich ausgehend davon in Richtung auf die Rückseite (22) des Trägerelementes (1O) und ggf. darüber hinaus erstreckendes Halteelement (5O) zum Halten des Kratzenbelags an einem Deckstab, wobei das Halteelement (5O) vorzugsweise ein den Befestigungsbereich (16) durchdringendes Befestigungsteil (54) aufweist.
- Kratzenbelag nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß das Trägerelement im wesentlichen aus Kunststoff, insbesonder PVC, besteht.
- Kratzenbelag nach Anspruch 12, dadurch gekennzeichnet, daß mindestens eine, vorzugsweise mindestens zwei in Dickenrichtung voneinander beabstandete Gewebeeinlagen in das Trägerelement eingebettet sind.
- Trägerelement für einen Kratzenbelag nach einem der Ansprüche 1O bis 14.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19901010 | 1999-01-13 | ||
| DE19901010 | 1999-01-13 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1020548A2 true EP1020548A2 (de) | 2000-07-19 |
| EP1020548A3 EP1020548A3 (de) | 2001-04-18 |
| EP1020548B1 EP1020548B1 (de) | 2003-12-17 |
Family
ID=7894121
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00100677A Expired - Lifetime EP1020548B1 (de) | 1999-01-13 | 2000-01-13 | Kratzenbelag für deckel einer Karde |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6170124B1 (de) |
| EP (1) | EP1020548B1 (de) |
| KR (1) | KR20000062455A (de) |
| AT (1) | ATE256773T1 (de) |
| BR (1) | BR0000050A (de) |
| DE (1) | DE50004754D1 (de) |
| TW (1) | TW592222U (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101498065B (zh) * | 2009-03-03 | 2011-01-19 | 金轮科创股份有限公司 | 盖板针布植针机 |
| WO2011066664A1 (de) | 2009-12-01 | 2011-06-09 | Maschinenfabrik Rieter Ag | Wanderdeckel |
| EP2671977A2 (de) | 2012-06-04 | 2013-12-11 | Graf + Cie AG | Garniturträger |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100507102C (zh) * | 2001-02-24 | 2009-07-01 | 里特机械公司 | 用于针布带的布铗 |
| CN108441991B (zh) * | 2018-05-22 | 2023-09-12 | 海盐兴达纺针科技有限公司 | 一种梳针更换方便的针板 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB347704A (en) * | 1930-01-28 | 1931-04-28 | Alfred Law Mowat | Improvements in card clothing |
| US2488442A (en) * | 1948-03-10 | 1949-11-15 | Jr Edwin Allen Snape | Card clothing |
| GB1474889A (en) * | 1973-10-04 | 1977-05-25 | English Card Clothing | Card clothing |
| US4295248A (en) * | 1978-06-10 | 1981-10-20 | Trutzschler Gmbh & Co. Kg | Carding wire brush arrangement |
| US4356598A (en) * | 1979-04-20 | 1982-11-02 | Graf & Cie A.G. | Card support for carding layer |
| US5003793A (en) * | 1987-10-05 | 1991-04-02 | Terrot Strickmaschinen Gmbh | Card wheel for a knitting machine for making knit goods with combed-in fibers |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US401991A (en) * | 1889-04-23 | Petebs | ||
| US129662A (en) * | 1872-07-23 | Improvement in teeth for carding-machines | ||
| US1293504A (en) * | 1915-04-13 | 1919-02-04 | Herbert Midgley | Foundation for card-clothing. |
| US2937412A (en) * | 1955-11-07 | 1960-05-24 | John D Hollingsworth | Card clothing |
| FR1189593A (fr) * | 1958-01-08 | 1959-10-05 | Perfectionnement aux garnitures de cardes | |
| US3151362A (en) * | 1959-06-18 | 1964-10-06 | Lemahieu Antoinette M Cornelie | Clothings for flats of carding machines |
| US3290729A (en) * | 1961-08-04 | 1966-12-13 | Deering Milliken Res Corp | Card clothing |
-
2000
- 2000-01-10 TW TW092222788U patent/TW592222U/zh unknown
- 2000-01-12 US US09/481,789 patent/US6170124B1/en not_active Expired - Fee Related
- 2000-01-12 KR KR1020000001295A patent/KR20000062455A/ko not_active Application Discontinuation
- 2000-01-12 BR BR0000050-7A patent/BR0000050A/pt not_active IP Right Cessation
- 2000-01-13 DE DE50004754T patent/DE50004754D1/de not_active Expired - Fee Related
- 2000-01-13 AT AT00100677T patent/ATE256773T1/de not_active IP Right Cessation
- 2000-01-13 EP EP00100677A patent/EP1020548B1/de not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB347704A (en) * | 1930-01-28 | 1931-04-28 | Alfred Law Mowat | Improvements in card clothing |
| US2488442A (en) * | 1948-03-10 | 1949-11-15 | Jr Edwin Allen Snape | Card clothing |
| GB1474889A (en) * | 1973-10-04 | 1977-05-25 | English Card Clothing | Card clothing |
| US4295248A (en) * | 1978-06-10 | 1981-10-20 | Trutzschler Gmbh & Co. Kg | Carding wire brush arrangement |
| US4356598A (en) * | 1979-04-20 | 1982-11-02 | Graf & Cie A.G. | Card support for carding layer |
| US5003793A (en) * | 1987-10-05 | 1991-04-02 | Terrot Strickmaschinen Gmbh | Card wheel for a knitting machine for making knit goods with combed-in fibers |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101498065B (zh) * | 2009-03-03 | 2011-01-19 | 金轮科创股份有限公司 | 盖板针布植针机 |
| WO2011066664A1 (de) | 2009-12-01 | 2011-06-09 | Maschinenfabrik Rieter Ag | Wanderdeckel |
| EP2671977A2 (de) | 2012-06-04 | 2013-12-11 | Graf + Cie AG | Garniturträger |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1020548B1 (de) | 2003-12-17 |
| US6170124B1 (en) | 2001-01-09 |
| BR0000050A (pt) | 2000-09-05 |
| ATE256773T1 (de) | 2004-01-15 |
| EP1020548A3 (de) | 2001-04-18 |
| TW592222U (en) | 2004-06-11 |
| KR20000062455A (ko) | 2000-10-25 |
| DE50004754D1 (de) | 2004-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2145459C3 (de) | Kratzenbeschlag für den Deckel von Karden | |
| DE3526655A1 (de) | Kehrwalze fuer eine kehrmaschine od. dergl. | |
| EP1318218B1 (de) | Sägezahndraht | |
| EP1136599B1 (de) | Sägezahndraht | |
| DE2539603C3 (de) | Krempel mit mindestens einer Arbeiter- und Wenderwalze | |
| DE60102604T2 (de) | Klinge aus verbundwerkstoff und verfahren zu ihrer herstellung | |
| EP1069224B1 (de) | Filznadel | |
| WO2004048654A1 (de) | Ganzstahlgarnitur für walzen und/oder trommeln von karden oder krempeln | |
| EP0905293B1 (de) | Kardendeckel | |
| EP1020548B1 (de) | Kratzenbelag für deckel einer Karde | |
| DE2407074A1 (de) | Breithalter | |
| EP3117033A1 (de) | Garniturdraht und verfahren zur herstellung von stapelfaservliesen | |
| EP1408142B1 (de) | sägezahndraht für karden-garnitur | |
| EP1411157B1 (de) | Karde mit einer hinterschliffenen Deckelgarnitur | |
| EP1227179B1 (de) | Drahtgarnitur für Karde | |
| EP1586683B1 (de) | Greiferband für eine Greiferwebmaschine und Greiferwebmaschine | |
| DE60109881T2 (de) | System zum Antreiben der Deckel, und Reinigen der Führungselemente der Deckel, in einer Deckelkarde | |
| EP1004692B1 (de) | Verfahren zum Betreiben einer Karde und Deckel zur Durchführung derartiger Verfahren | |
| DE1785241B2 (de) | Vorrichtung zum abnehmen des faserflors vom abnehmer der karde einer karde oder krempel | |
| DE10203853C5 (de) | Deckelgarnitur für einen Kardendeckel | |
| WO2008144950A1 (de) | Flexible garnitur | |
| EP0741200A1 (de) | Greifervorrichtung für eine Greiferwebmaschine | |
| DE1055351B (de) | Walzenschaber, insbesondere fuer Papiermaschinen | |
| DE29925015U1 (de) | Reinigungselement für Autowaschanlagen | |
| EP4008815A1 (de) | Elastische putzlippe, tragelement und reinigungseinrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20010523 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20021101 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20031217 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031217 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031217 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031217 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031217 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031217 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031217 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: DR. LUSUARDI AG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040113 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040113 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50004754 Country of ref document: DE Date of ref document: 20040129 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040317 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040317 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040328 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20031217 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: GRAF + CIE A.G. Effective date: 20040131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040803 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040920 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040517 |