EP0897802A2 - Tintenstrahlkopf und Verfahren zu seiner Herstellung und zu seiner Steuerung - Google Patents
Tintenstrahlkopf und Verfahren zu seiner Herstellung und zu seiner Steuerung Download PDFInfo
- Publication number
- EP0897802A2 EP0897802A2 EP98120934A EP98120934A EP0897802A2 EP 0897802 A2 EP0897802 A2 EP 0897802A2 EP 98120934 A EP98120934 A EP 98120934A EP 98120934 A EP98120934 A EP 98120934A EP 0897802 A2 EP0897802 A2 EP 0897802A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- laminated piezoelectric
- ink
- plate
- jet head
- base plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 40
- 238000000034 method Methods 0.000 title claims description 26
- 239000010410 layer Substances 0.000 description 137
- 239000000463 material Substances 0.000 description 111
- 238000005192 partition Methods 0.000 description 65
- 239000004020 conductor Substances 0.000 description 56
- 230000005684 electric field Effects 0.000 description 23
- 239000010408 film Substances 0.000 description 20
- 239000002184 metal Substances 0.000 description 16
- 229910052751 metal Inorganic materials 0.000 description 16
- 238000007639 printing Methods 0.000 description 16
- 238000010030 laminating Methods 0.000 description 14
- 230000010287 polarization Effects 0.000 description 14
- 239000000919 ceramic Substances 0.000 description 12
- 239000010931 gold Substances 0.000 description 12
- 239000011159 matrix material Substances 0.000 description 12
- 238000007789 sealing Methods 0.000 description 12
- 230000010355 oscillation Effects 0.000 description 9
- 239000010409 thin film Substances 0.000 description 9
- 238000006073 displacement reaction Methods 0.000 description 8
- 238000000227 grinding Methods 0.000 description 8
- 230000007246 mechanism Effects 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 229910003460 diamond Inorganic materials 0.000 description 6
- 239000010432 diamond Substances 0.000 description 6
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 6
- 229910052737 gold Inorganic materials 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 238000003754 machining Methods 0.000 description 6
- 230000008859 change Effects 0.000 description 5
- 239000011521 glass Substances 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000005245 sintering Methods 0.000 description 4
- 238000007738 vacuum evaporation Methods 0.000 description 4
- 238000001704 evaporation Methods 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 229920002492 poly(sulfone) Polymers 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- VJPLIHZPOJDHLB-UHFFFAOYSA-N lead titanium Chemical compound [Ti].[Pb] VJPLIHZPOJDHLB-UHFFFAOYSA-N 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000001771 vacuum deposition Methods 0.000 description 2
- URLKBWYHVLBVBO-UHFFFAOYSA-N Para-Xylene Chemical group CC1=CC=C(C)C=C1 URLKBWYHVLBVBO-UHFFFAOYSA-N 0.000 description 1
- 102000000591 Tight Junction Proteins Human genes 0.000 description 1
- 108010002321 Tight Junction Proteins Proteins 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 230000008531 maintenance mechanism Effects 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 230000005499 meniscus Effects 0.000 description 1
- SWELZOZIOHGSPA-UHFFFAOYSA-N palladium silver Chemical compound [Pd].[Ag] SWELZOZIOHGSPA-UHFFFAOYSA-N 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 210000001578 tight junction Anatomy 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/1612—Production of print heads with piezoelectric elements of stacked structure type, deformed by compression/extension and disposed on a diaphragm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14274—Structure of print heads with piezoelectric elements of stacked structure type, deformed by compression/extension and disposed on a diaphragm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
- B41J2/1634—Manufacturing processes machining laser machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1642—Manufacturing processes thin film formation thin film formation by CVD [chemical vapor deposition]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14387—Front shooter
Definitions
- the present invention relates to an ink-jet head which selectively deposits ink droplets on an image recording medium, and the methods of manufacturing and driving the same.
- ink-jet printers are simplest in principle, and also suitable for color printing.
- so-called drop-on-demand (DOD) type ink-jet printers are the most popular, which eject ink droplets only at the time of forming dots.
- d 33 mode type As an ink-jet head which eliminates both of such drawbacks, there is the one using a piezoelectric element having a piezoelectric strain coefficient d 33 (referred to as "d 33 mode type" hereinafter).
- the d 33 mode type ink-jet head comprises in its schematic structure a strip of piezoelectric material (piezoelectric element) and electrodes respectively formed on both of the confronting surfaces of the piezoelectric element, wherein the piezoelectric element is polarized into the same direction as that of an electric field which is formed across the electrodes to have the piezoelectric distortion constant d 33 .
- the piezoelectric element is extended and contracted in the direction of d 33 by the electric field applied between the electrodes to apply pressure to an ink pressurizing chamber.
- FIG. 19 a structure of the separate-liquid-chamber-type is shown in FIG. 19.
- a plurality of pressurizing chambers 202 formed by covering-an upper plate 201 made of polysulfone, on the surface of which a plurality of grooves for ink flow path are formed, with a thin diaphragm 203 made of polysulfone.
- a plurality of electrode patterns are formed on the diaphragm 203.
- a plurality of electrodes 206 are provided on a piezoelectric element 204 which is divided by slits 207.
- the piezoelectric element 204 is arranged adjacent to the pressurizing chambers 202 such that the electrodes 206 are connected to their corresponding electrode patterns 208 on the diaphragm 203.
- An electrode 205 is formed on the surface of the piezoelectric element 204 on the opposite side to the electrodes 206.
- a U-shaped rigid material 209 forming a common electrode 210 is laminated on a surface forming the electrode 205. Further, the rigid material 209 is connected to the edge portions of the upper plate 201 where ink flow paths are not formed through the diaphragm 203.
- Each of the electrode patterns 208 formed on the diaphragm 203 is electrically connected to each of the electrodes 206 provided at an end of the piezoelectric element 204, while the common electrode 210 is electrically connected to the electrode 205 provided on the other end of the piezoelectric element 204.
- the piezoelectric element 204 divided by the slits 207 extends toward the direction of the electric field.
- the piezoelectric element 204 deflects the diaphragm 203 to pressurize ink for filling the pressurizing chambers 202. As the result, it is possible to eject ink via nozzles 211.
- FIG. 20 shows a d 33 mode type ink-jet head according to the other example of a prior art.
- the ink-jet head shown in this drawing comprises a laminated piezoelectric actuator 214 formed by alternately laminating plate-shaped piezoelectric material 212 and internal electrodes 213 made of conductive material, instead of the piezoelectric element 204 in the ink-jet head shown in FIG. 19.
- This structure in which the deformation of the plate-shaped piezoelectric material 212 is multiplied by the number of laminations can obtain a deformation in the thickness direction (d 33 direction) large enough to eject ink droplets for the laminated piezoelectric actuator 214.
- the laminated piezoelectric actuator 214 is also deformed in the direction perpendicular to that of polarization (d 31 direction). However, the deformation in the d 33 direction in which the amount of deformation is summed up by the number of laminations can generate higher pressure in the pressurizing chambers 202.
- FIG. 21 shows the structure of an extendible-liquid-chamber-type d 33 mode type ink-jet head.
- piezoelectric elements 222 each being a piezoelectric material strip such as PZT (Lead-Zirco-Titanate), the piezoelectric elements 222 being arranged in parallel between a conductive supporting plate 221 and an insulating cover plate 223 and fixed thereto.
- PZT Lead-Zirco-Titanate
- a plurality of narrow channels are formed between the piezoelectric elements 222. These channels are composed of ink flow channels 225 serving as ink chambers/paths and dummy channels 226 serving as spacers, the ink flow channels 225 and dummy channels 226 being arranged alternatively.
- the ink flow channels 225 are connected to a common ink chamber 227 which supplies ink to the ink flow channels 225 at an end thereof.
- the open ends of the ink flow channels 225 serve as printing nozzles.
- the piezoelectric elements 222 is polarized into the direction perpendicular to the supporting plate 221 as indicated with an arrow 230, and electrodes 224 are provided corresponding to the ink flow channels 225 on the upper surface of the piezoelectric elements 222 on the side of the cover plate 223. Each of the electrodes 224 is provided for each pair of piezoelectric elements.
- the piezoelectric elements 222 arranged on both sides of an ink flow channel 225 extend toward the direction of thickness and contract toward the direction of width. As the result of deformation, the capacity of the ink flow channel 225 is increased.
- a purpose of the present invention is to solve the following problems inherent in the ink-jet head having a structure in which strips of piezoelectric material are polarized into the direction of electric field to have the piezoelectric strain coefficient d 33 as described above, i.e., the d 33 mode type ink-jet head.
- a first problem is that the d 33 mode type ink-jet head is structurally difficult to be miniaturized by increasing the density of arranging the printing nozzles and the degree of integrating the same.
- the piezoelectric elements 204 are arranged in a line forward the slits 207 among them for separating adjacent piezoelectric elements 204, so that the manufacturing limit of the slits 207 determines the pitch of the printing nozzles 211, and consequently it is impossible to densify the nozzle pitch.
- the limit of manufacturing slits using the wire-saw electron discharge method is up to about 150 to 200 slits per inch.
- an extendible-liquid-chamber-type ink-jet head shown in FIG. 21 also has a limited pitch of arranging the piezoelectric elements 222 same as the separate-liquid-chamber-type head and requires also the dummy channels 226 which do not eject ink, in every other row, so that it is all the more difficult to arrange nozzles with high density.
- a second problem is that it is difficult to electrically connect power source to the piezoelectric elements to drive the same, and that the number of manufacturing steps is increased and the reliability of electrical connection is low.
- the electrodes 205 and 206 have to be manufactured separately on the surface side of the piezoelectric element 204 confronting the diaphragm 203 and on the surface side thereof confronting the rigid material 209.
- the electrode patterns 208 have to be previously made on the diaphragm 203 in advance, and also the material of the diaphragm 203 is limited to nonconductive one.
- the external signal lines have to be electrically and separatedly connected to the electrodes 224 and the conductive supporting plate 221 which serves as the common electrode.
- a third problem is that nozzle holes for ejecting ink droplets are liable to be blocked with or leak ink.
- the nozzles for ejecting ink are formed at the end portions of piezoelectric elements arranged with high density in both of the separate-liquid-chamber-type and the extendible-liquid-chamber-type, it is impossible to secure a space for installing a cap mechanism for preventing the evaporation of moisture from menisci, i.e., the liquid levels of ink in the nozzle holes, or a suction mechanism used when the nozzle holes are blocked with ink.
- the ink-jet head comprises a nozzle plate having a relatively large surface area and the nozzle holes formed at the end portions of piezoelectric elements, it is difficult to seal the nozzle plate so as to prevent ink from leaking, since very thin members such as the base plate, piezoelectric elements, diaphragm etc. have to be connected to the nozzle plate.
- a fourth problem is that the energy loss or interference between pressurizing chambers is liable to occur, which causes the insufficiency or fluctuation of the ink ejecting force to reduce the performance of the ink-jet head.
- the piezoelectric element and the diaphragm or the base plate are connected to each other through an electrode, the d 31 direction displacement of the piezoelectric element causes unimorph deformation between the diaphragm and itself.
- the unimorph deformation causes the deflection of the diaphragm 203.
- the piezoelectric element 204 there occurs a loss in the thickness-direction displacement of the piezoelectric element 204, so that extra energy is needed for ejecting ink.
- the unimorph deformation deflects the supporting plate 221 and the insulating cover plate 223 to cause interference between ink flow channels.
- a fifth problem is that it requires the high accuracy assembling and is difficult to manufacture.
- the piezoelectric element 204 and the rigid material 209 have to be connected to the diaphragm 203 with high accuracy of positioning which allows no deviation in order to transmit the minute deformation of the piezoelectric element 204 to the diaphragm 203.
- An object of the present invention is to solve such problems in the d 33 mode type ink-jet head as described above and provides an ink-jet head which causes little energy loss, and can be efficiently driven and manufactured at low cost due to its simple and small-sized structure, and has high reliability, and density, as well as the methods of manufacturing and driving such an ink-jet head.
- an ink-jet head according to the present invention employs the following structure.
- an ink-jet head comprises a base plate, a laminated piezoelectric actuator unit composed of pairs of laminated piezoelectric actuators each having a piezoelectric strain coefficient d 33 , the laminated piezoelectric actuators having collective electrodes formed on both end surfaces thereof and being arranged in plural rows confronting each other on the base plate, a common electrode being formed by electrically connecting together the collective electrodes formed on confronting end surfaces, which are formed at the central portion of the base plate, of the laminated piezoelectric actuators, and driving electrodes composed of the collective electrodes formed on the other end surfaces of the laminated piezoelectric actuators, wherein ink inside pressurizing chambers is ejected by driving each of the laminated piezoelectric actuator.
- the laminated piezoelectric actuator unit can be easily formed by a laminated piezoelectric element block and forming a first slit at the central portion thereof to divide the same, the laminated piezoelectric element block being provided on the upper surface of the base plate, and forming a plurality of second slits shallower than the first slit in a direction substantially perpendicular thereto.
- the laminated piezoelectric actuator is small-sized and has high rigidity, the limitation of slit machining is improved. As the result, it is possible to reduce the nozzle pitch by reducing the slit pitch.
- the uppermost and lowermost layers of each laminated piezoelectric actuator can be dummy layers which are not driven.
- the upper surface of the laminated piezoelectric actuator can be positioned with high accuracy by means of grinding, and the like, owing to this arrangement, the quality of assembling becomes stable and it is possible to provide an ink-jet head which can be reduced in the number of manufacturing steps and in cost as well. Furthermore, since the unnecessary deformation of the laminated piezoelectric actuator in a direction perpendicular to that of thickness of this actuator is not transmitted to other members, it is possible to prevent energy loss or interference between the pressurizing chambers.
- the ink-jet head it is possible to form a plurality of driving electrodes each electrically connected to the driving electrode of its corresponding laminated piezoelectric actuator on the base plate.
- Forming the driving electrodes on the base plate as described above facilitates electrical connection to the outside.
- An ink-jet head comprises a base plate, a laminated piezoelectric actuator unit composed of pairs of laminated piezoelectric actuators each having a piezoelectric strain coefficient d 33 , the laminated piezoelectric actuators having collective electrodes formed on both end surfaces thereof and being arranged in plural rows confronting each other on the base plate, a common electrode being formed by electrically connecting together collective electrodes formed on confronting end surfaces, which are formed at the central portion of the base plate, of the laminated piezoelectric actuators, the driving electrodes being composed of the collective electrodes formed on the other end surfaces of the laminated piezoelectric actuators, a diaphragm connected to the upper end surface of the laminated piezoelectric actuator unit, a flow path plate which has a plurality of pressurizing chambers and an ink supply path, each pressurizing chamber corresponding to each laminated piezoelectric actuator and being connected to the diaphragm, and a nozzle plate which has a plurality of
- Such a structure facilitates miniaturizing the ink-jet head and increases the surface area of the nozzle plate as well and also facilitates attaching the cap mechanism which prevents the menisci in the nozzle holes from drying, or the maintenance mechanism which recovers the ink-jet head from being blocked with ink.
- the laminated piezoelectric actuators located in the first and last rows of the laminated piezoelectric actuator unit undriven and inactive and support the both end portions of the flow path plate described above by the upper end surfaces of these laminated piezoelectric actuators.
- This structure can firmly combine the laminated piezoelectric actuator unit with the pressurizing chambers. As the result, it becomes possible to positively transmit the displacement of each laminated piezoelectric actuator to its corresponding pressurizing chamber and consequently provide an ink-jet head having a strong ink-ejecting force.
- An ink-jet head comprises a base plate, a laminated piezoelectric actuator unit composed of pairs of laminated piezoelectric actuators each having a piezoelectric strain coefficient d 33 , the laminated piezoelectric actuators having collective electrodes formed on both end surfaces thereof and being arranged in double rows confronting each other on the base plate, the supports provided on the upper surface of the base plate at both sides of the laminated piezoelectric actuator unit, a diaphragm connected to the upper surfaces of the laminated piezoelectric actuator unit and the supports, a flow path plate which has a plurality of pressurizing chambers and an ink supply path, each pressurizing chamber corresponding to each laminated piezoelectric actuator and which is connected to the upper surface of the diaphragm, and a nozzle plate which has a plurality of nozzle holes each corresponding to each pressurizing chamber and which is connected to the upper surface of the flow path plate.
- the structure of the present invention can firmly fix the flow path plate by the supports to positively transmit the displacement of each laminated piezoelectric actuator to its corresponding pressurizing chamber, so as to provide an ink-jet head having a strong ink-ejecting force and minimize the interference between the adjacent laminated piezoelectric actuators.
- the ink-jet head according to the third aspect of the present invention described above can electrically connect together the collective electrodes formed on the confronting end surfaces of laminated piezoelectric actuators at the central portion of the base plate to form a common electrode, while making the collective electrodes formed on the other end surfaces of the laminated piezoelectric actuators driving electrodes.
- This structure can reduce the number of contacts for external electrical connection and mount the laminated piezoelectric actuators on the base plate with high density.
- both side end portions of the diaphragm may be clamped by the supports and the flow path plate.
- This structure can firmly fix the diaphragm by the supports and the flow path plate, so that the supporting condition becomes stable, and that it is possible to equalize the ink-ejecting performance between pressurizing chambers.
- the ink-jet head according to the third aspect of the present invention may comprise a second support for supporting the diaphragm at the central portion of the upper surface of the base plate.
- This structure makes the supporting condition of the diaphragm more stable.
- the ink-jet head according to the third aspect of the present invention may elastically support the outer side end surface of each laminated piezoelectric actuator by means of a support.
- This structure does not restrict the deformation of the laminated piezoelectric actuators by the support both in the direction of thickness and the direction perpendicular thereto, so that the deformation loss of the laminated piezoelectric actuator in the direction of thickness does not take place. As the result, it is possible to maintain a high performance of ink-ejecting.
- An ink-jet head comprises a laminated piezoelectric actuator unit composed of pairs of laminated piezoelectric actuators each having a piezoelectric strain coefficient d 33 , the laminated piezoelectric actuators having collective electrodes formed on both end surfaces thereof and being arranged in plural rows confronting each other on the base plate, a diaphragm bonded to the upper end surface of the laminated piezoelectric actuator unit, a flow path plate which has a plurality of pressurizing chambers and an ink supply path, each pressurizing chamber corresponding to each laminated piezoelectric actuator, and a nozzle plate which has a plurality of nozzle holes each corresponding to each of the pressurizing chambers, wherein the laminated piezoelectric actuators in every other row are driven actuators and other laminated piezoelectric actuators are undriven actuators, the diaphragm being clamped between the inactive actuators and the flow path plate, and the nozzle plate being bonded to the upper surface of the laminated piezoelectric actuator unit,
- Such a structure can support the diaphragm under a more stable condition and maintain the stable ink-ejecting performance.
- each laminated piezoelectric actuator and each pressurizing chamber aslant to an axis perpendicular to those crossing nozzle holes each formed corresponding to each pressurizing chamber.
- This structure allows the nozzles to be arranged at one half of pitch of the laminated piezoelectric actuators to realize the high-density printing performance.
- the laminated piezoelectric actuators, the diaphragm, the flow path plate, and the nozzle plate have the substantially same coefficient of linear expansion.
- At least the laminated piezoelectric actuators, the diaphragm, the flow path plate, and the nozzle plate are extended and contracted uniformly with the change in temperature, so that inconvenient stress does not occur between the members.
- a method of driving the ink-jet head comprises a first step of applying voltage to the laminated piezoelectric actuators in the polarized direction thereof to extend the same in the direction of thickness, a second step of gradually reducing the applied voltage to fill the pressurizing chambers with ink, and a third step of abruptly increasing the applied voltage again so as to extend the laminated piezoelectric actuators in the direction of thickness and eject the ink inside the pressurizing chamber.
- the driving method since an electric field is constantly applied to the laminated piezoelectric actuators in the same direction as that of polarization, an inversed polarization which weakens the polarization of the laminated piezoelectric actuators does not occur, and also the oscillation of liquid surfaces (menisci) in the nozzle holes which is caused by the oscillation of ink generated in pressurizing chambers can be eased by the second step of gradually supplying ink, so that there is no variation in the speed or diameter of ejected ink droplets even if the laminated piezoelectric actuators are driven with different frequencies.
- a method of manufacturing an ink-jet head comprises a first step of forming a first slit at the central portion of a laminated piezoelectric body, a second step of forming electrodes at the both end portions of the laminated piezoelectric body and the first slit, a third step of forming a plurality of second slits shallower than the first slit at a given pitch in a direction substantially perpendicular thereto to form a plurality of laminated piezoelectric actuators on the base plate, and a fourth step of flattening the upper surface of the laminated piezoelectric actuators.
- Such manufacturing method enables a small-sized laminated piezoelectric actuator unit to be easily manufactured at low cost.
- the method of manufacturing an ink-jet head according to the first aspect of the present invention may also comprise a first step of forming a first slit at the central portion of a laminated piezoelectric body, a second step of forming electrodes on both end portions of the laminated piezoelectric body and on the first slit, a third step of flattening the upper surfaces of the laminated piezoelectric actuators, and a fourth step of forming a plurality of second slits shallower than the first slit at a given pitch in the direction substantially perpendicular thereto to form a plurality of laminated piezoelectric actuators on a base plate.
- Such a manufacturing method also enables a small-sized laminated piezoelectric actuator unit to be easily manufactured at low cost.
- An ink-jet head comprises a base plate, a plurality of partitions formed by laminating plate-shaped piezoelectric material layers polarized into the direction of thickness through conductive material layers interposed between them, a cover, and a sealing member, wherein the plural partitions are arranged with given gaps interposed between them on the base plate, the gaps are sealed with the cover at the upper portion thereof and by the sealing member at the side portions thereof to form pressurizing chambers, and a nozzle hole is formed at a portion of each of the pressuring chambers.
- Such a structure can provide an ink-jet head which is manufactured with a few number of members and has a good performance of ink-ejecting.
- the partitions are constituted as laminated piezoelectric actuators, with the piezoelectric strain coefficient d 33 , which are deformed in the direction of thickness when voltage is applied thereto.
- An ink-jet head comprises a base plate, a plurality of partitions formed by alternately laminating plate-shaped piezoelectric material layers polarized in the direction of thickness with conductive material layers interposed between them, a cover and a sealing member, wherein the plural partitions are arranged in matrix with predetermined gaps between them on the base plate, the gaps being covered with the cover at the upper portion thereof and by the sealing member at the side portions thereof to form the pressurizing chambers, a nozzle hole for each pressurizing chamber is formed at a portion of each pressurizing chamber in either the base plate or the cover, and an ink supply port being formed at a portion of each pressurizing chamber on either the base plate, the sealing member or the cover, wherein each partition is deformed in the direction of thickness by applying voltage to the conductive material layers of the partition to change the capacity of each pressurizing chamber filled with ink so as to eject ink droplets via each nozzle hole.
- Such a structure can also provide an ink-jet head which has a small number of members, as well as the good ink-ejecting performance.
- the gaps formed between the partitions may also be alternately pressurizing chambers for supplying ink in a direction of lamination and dummy spaces which do not supply ink.
- the ink-jet head according to the fourth and fifth aspects of the present invention can also be constituted such that pressurizing chambers are covered with individual covers. As the result, it is possible to reduce interference between the pressurizing chambers.
- the ink-jet head according to the fourth and fifth aspects of the present invention can be constituted such that the gaps forming the dummy spaces are smaller in width than those forming the pressurizing chambers, thereby increasing the pitch of nozzle holes.
- the ink-jet head according to the fourth and fifth aspects of the present invention can be constituted such that insulating coating films are provided on the partitions on the surfaces thereof confronting the pressurizing chambers, thereby enabling the water-soluble ink, therefore, insulation can be secured for electrodes made of conductive material exposed on the surface of the partitions.
- FIG. 1 is a front elevational cross sectional view of an ink-jet head showing a structure thereof according to a first embodiment of the present invention.
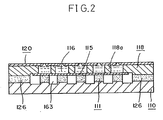
- FIG. 2 is a side elevational cross sectional view of the ink-jet head showing a structure thereof according to the first embodiment of the present invention.
- FIG. 3 A is a perspective view of a laminated piezoelectric element block constituting the ink-jet head showing a method of manufacturing the same according to the first embodiment of the present invention.
- FIG. 3 B is a perspective view of a laminated piezoelectric element block constituting the ink-jet head showing the method of manufacturing the same following the preceding drawing according to the first embodiment of the present invention.
- FIG. 3 C is a perspective view of the laminated piezoelectric element block constituting the ink-jet head showing a method of manufacturing the same following the preceding drawing according to the first embodiment of the present invention.
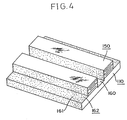
- FIG. 4 is a perspective view of a laminated piezoelectric actuator constituting the ink-jet head showing a method of manufacturing the same according to the first embodiment of the present invention.
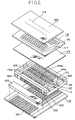
- FIG. 5 is an exploded perspective view of an ink-jet head showing a structure thereof according to a second embodiment of the present invention.
- FIG. 6 is a front elevational cross-sectional view of an ink-jet head showing the structure thereof according to the second embodiment of the present invention.
- FIG. 7 is a perspective view of a laminated piezoelectric actuator constituting the ink-jet head showing a method of manufacturing the same according to the second embodiment of the present invention.
- FIG. 8 is a partially cut plan view of an ink-jet head according to a third embodiment of the present invention.
- FIG. 9 is a front elevational cross-sectional view of an ink-jet head showing a structure thereof according to a fourth embodiment of the present invention.
- FIG. 10 is an enlarged front elevational cross-sectional view of an ink-jet head according to a fifth embodiment of the present invention.
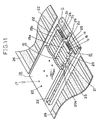
- FIG. 11 is a perspective view of an ink-jet head showing a structure thereof according to a sixth embodiment of the present invention.
- FIG. 12 is a front elevational cross-sectional view of the ink-jet head showing a structure thereof according to the sixth embodiment of the present invention.
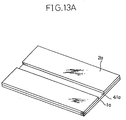
- FIG. 13 A is a perspective view of a piezoelectric element block of the ink-jet head showing the method of forming the same according to the sixth embodiment of the present invention.
- FIG. 13 B is a perspective view of the piezoelectric element block of the ink-jet head showing the method of forming the same following the preceding drawing according to the sixth embodiment of the present invention.
- FIG. 13 C is a perspective view of the piezoelectric element block of the ink-jet head showing the method of forming the same following the preceding drawing according to the sixth embodiment of the present invention.
- FIG. 14 is a perspective view of the piezoelectric element block of the ink-jet head showing the method of forming the same following the preceding drawing according to the sixth embodiment of the present invention.
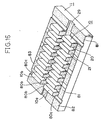
- FIG. 15 is a perspective view of a laminated piezoelectric actuator of the ink-jet head showing a method of forming the same according to the sixth embodiment of the present invention.
- FIG. 16 is a perspective view of an ink-jet head showing a structure thereof according to a seventh embodiment of the present invention.
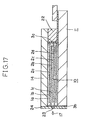
- FIG. 17 is a side cross-sectional view of the ink-jet head showing a structure thereof according to the seventh embodiment of the present invention.
- FIG. 18 is a cross-sectional view of the ink-jet head according to a modified example of the sixth and seventh embodiments of the present invention.
- FIG. 19 is a perspective view of an ink-jet head showing a structure thereof according to a prior art.
- FIG. 20 is a cross-sectional view of an ink-jet head showing a structure thereof according to another prior art.
- FIG. 21 is a perspective view of an ink-jet head showing a structure thereof according to still another prior art.
- FIGs. 1 and 2 show an ink-jet head according to a first embodiment of the present invention, wherein FIG. 1 is a front elevational cross-sectional view, and FIG. 2 is a side cross-sectional view.
- the ink-jet head comprises a pair of laminated piezoelectric actuators 111 and 111.
- These pairs of laminated piezoelectric actuators 111 and 111 are formed by alternately laminating the plate-shaped piezoelectric material layers 130 of piezoelectric ceramic made of a compound of lead zirconia and lead titanium and the conductive material 131 made of silver-palladium, so as to expose the conductive material layers 131 from the end surfaces thereof.
- the pairs of laminated piezoelectric actuators 111 and 111 are arranged in series on a base plate 110 made of ceramic etc. so as to form a matrix laminated piezoelectric actuator unit 112, a plurality of rows of which are perpendicular to the surface of the paper (see FIG. 2).
- An electrode film is formed on the outer end surface of each laminated piezoelectric actuator 111 on which the conductive material layers 131 are exposed, the electrode film serving as a driving collective electrode 113a to which voltage can be applied from outside.
- the electrode film continuously covering these end surfaces is formed to be a common collective electrode 113b serving as a common electrode for the conductive material layers 131 exposed on the end surfaces.
- the common collective electrode 113b serving as a common electrode for the conductive material layers 131 serves as a common electrode for the pair of laminated piezoelectric actuators 111 (see FIG. 1).
- each laminated piezoelectric actuator 111 can be driven by applying voltage between each driving collective electrode 113a and the common collective electrode 113b that is a common electrode.
- the electrode films of the driving collective electrodes 113a and the common collective electrode 113b can be extended onto the base plate 110 so as to facilitate electrical connection to the outside.
- a metal diaphragm 115 is bonded to the upper surface of the laminated piezoelectric actuators 111.
- a metal flow path plate 118 comprising a plurality of pressurizing chambers 116 and a common ink flow path 117 communicating with an unillustrated external ink tank formed thereon is bonded to the upper surface of the metal diaphragm 115.
- each pressurizing chamber 116 to be filled with ink is formed at the position adjacent to its corresponding laminated piezoelectric actuator 111 through the diaphragm 115 therebetween.
- the flow path plate 118 and the metal diaphragm 115 may be made as an integral member, not as separate members.
- a metal nozzle plate 120 having a plurality of nozzle holes is bonded to the upper surface of the flow path plate 118.
- Each nozzle hole 119 is arranged at the position where it communicates with its corresponding pressurizing chamber 116.
- the laminated piezoelectric actuators 126 and 126 located at the foremost and rearmost positions are inactive ones which are not driven.
- These undriven laminated piezoelectric actuators 126 and 126 secure a sufficient dimension of width compared with that of driven laminated piezoelectric actuators 111 and have high rigidity.
- the base plate 110 and the flow path plate 118 which comprises the pressurizing chambers 116 formed thereon are firmly connected to each other through the undriven laminated piezoelectric actuators 126 and 126.
- the diaphragm 115 is not disposed between the undriven inactive laminated piezoelectric actuators 126 and 126 and the flow path plate 118, so that the diaphragm 115 is not bonded to these laminated piezoelectric actuators 126 and 126.
- the deformed diaphragm 115 is supported by the partitions 118a of the flow path plate 118. If the partitions 118a are made of hard material and are bonded to the metal diaphragm 115 through a joint surface having sufficient width, the supporting condition of the diaphragm 115 is regarded as being under the firm fixation at both ends of a beam.
- each of the partitions 118a of the flow path plate 118 can secure no more than a dimension of width of several tens of ⁇ m, so that it cannot have enough rigidity. Accordingly, it is inevitable that the diaphragm 115 is somewhat elastically supported. Particularly when the flow path plate 118 is formed of a material with low rigidity such as plastics etc., the diaphragm 115 is more elastically supported.
- the diaphragm 115 is extended as far as the undriven laminated piezoelectric actuators 126 and 126 which secure enough width and have high rigidity so as to be clamped by the laminated piezoelectric actuators 126 and 126 and the flow path plate 118, the supporting condition of the metal diaphragm 115 becomes firm at both ends thereof, but remains elastic at the central portion thereof, so that the performance of transmitting oscillation becomes uneven throughout the diaphragm 115.
- the pressure applied to the pressurizing chambers 116 varies with the position, so that there occurs a phenomenon that the characteristic of ejecting ink droplets becomes uneven throughout the entire ink-jet head.
- the ink-jet head has a structure in which the undriven laminated piezoelectric actuators 126 and 126 and the diaphragm 115 are not bonded to each other, the supporting condition between the metal diaphragm 115 and the flow path plate 118 becomes same anywhere, so that the speed of ejecting ink droplets can be uniformed all over the ink-jet head when a jet of ink is ejected from a pressurizing chamber 116 by driving its corresponding laminated piezoelectric actuator 111.
- pressurizing chambers 116 adjacent to the undriven laminated piezoelectric actuator 126 are made dummy ones and ink is not ejected therefrom, the unevenness of speed of ejecting ink droplets as described above can be almost solved. Providing such dummy pressurizing chambers 116, however, results in the waste of space, and is not favorable for miniaturization.
- FIG. 3 A, FIG. 3 B, FIG. 3 C, and FIG. 4 are the perspective views showing the method of manufacturing the matrix laminated piezoelectric actuator unit 112 described above, wherein the manufacturing steps are shown in order.
- the first conductive material layer 131 is formed by the printing method on a first green sheet which is made of piezoelectric ceramic and is to be the plate-shaped piezoelectric material layer 130. At this time, the central portion of the plate-shaped piezoelectric material layer 130 is not covered with the first conductive material layer 131 to be a first exposed portion 130a.
- a second green sheet to become into a plate-shaped piezoelectric material layer 140 is laminated on the first conductive material layer 131, and then a second conductive material layer 141 is formed on the upper surface of the plate-shaped piezoelectric material layer 140 by the printing method. At this time, the both end surfaces of the plate-shaped piezoelectric material layer 140 remain uncovered by the second conductive material layer 141 to be a second exposed portions 140a.
- the green sheets to be made into the plate-shaped piezoelectric material layers and the conductive material layers are laminated one after another, and then subjected to the pressurized sintering process to form a piezoelectric element block 150 as shown in FIG. 3 C.
- the piezoelectric element block 150 is bonded to the base plate 110, and successively a first slit 160 reaching the base plate 110 is formed by using a cutting tool such as a diamond cutter, etc.
- a thin gold (Au) film is formed all over the piezoelectric element block 150 and the base plate 110 through a thin film forming means such as vacuum evaporation and the like, thereby forming an electrode film 161 on the upper surface of the base plate 110, the end surfaces of the piezoelectric element block 150 and the inner surface of the first slit 160.
- the electrode film 161 is removed from the upper surface of the piezoelectric element block 150 and other unnecessary surfaces by surface grinding etc. to form a laminated piezoelectric actuator block 162 as shown in FIG. 4.
- the second slits 163 shown in FIG. 2 are formed in the thus formed laminated piezoelectric actuator block 162 in a direction substantially perpendicular to the first slit 160 with a diamond cutter, etc.
- the second slits 163 reach the base plate 110 but is made shallower than the first slit 160. Forming the second slits 163 successively at a given pitch completes the laminated piezoelectric actuator 111.
- the electrode film 161 shown in FIG. 4 is divided into a plurality of patterns to be capable of individually driving each laminated piezoelectric actuator 111.
- the laminated piezoelectric actuators 111 are subjected to the polarizing process in the direction of thickness by applying sufficient voltage thereto through the electrode film 161.
- the inventor of the present invention used 22 plate-shaped piezoelectric material layers 130 each having the thickness of 20 ⁇ m and 21 first conductive material layers 131 to constitute a laminated piezoelectric actuator 111 having the thickness of about 0.5 mm by laminating them one after another.
- the laminated piezoelectric actuator 111 was as small as 0. 5 mm in a dimension of thickness and was firmly bonded to the base plate 110 at the bottom portion thereof with high rigidity at junction, there was no likelihood that the laminated piezoelectric actuators 111 arranged on the base plate 110 fell down due to machining etc. As the result, the pitch of arranging the laminated piezoelectric actuators 111 could be made more than 150 per inch.
- a distance between the pair of confronting laminated piezoelectric actuators 111 can be less than 0.5 mm since a common electrode is formed by electrically connecting together the confronting sides of the paired laminated piezoelectric actuators 111 at the central portion of the base plate, while individual driving electrodes of the laminated piezoelectric actuators 111 are formed on the outer sides thereof.
- no conductive material layer 131 is formed on the upper surface of the uppermost plate-shaped piezoelectric material layer 130 of the laminated piezoelectric actuator 111 and on the lower surface of the lowermost plate-shaped piezoelectric material layer 130 thereof. Therefore, the uppermost and lowermost plate-shaped piezoelectric material layers 130 are dummy layers to which no voltage is applied.
- the deformation of the laminated piezoelectric actuator 111 in the longitudinal direction thereof can be absorbed into the laminated piezoelectric actuator 111 that is a relatively soft member, so as to prevent the metal diaphragm 115 and the base plate 110, which are connected thereto from being deformed.
- the ink-jet head with ease and with high accuracy by successively laminating the laminated piezoelectric actuator unit 112, a metal diaphragm 115, the flow path plate 118 and the nozzle plate 120 and bonding them together.
- nozzle plate 120 having a large surface area, to sufficiently secure space for installing the cap mechanism for preventing the vaporization of moisture from menisci as ink levels in the nozzle holes 119, and to sufficiently secure a space for installing the suction mechanism which is used when the nozzle holes 119 are blocked with ink droplets.
- seal for preventing ink leakage since the nozzle plate 120 and the flow path plate 118 can be bonded together through a relatively large surface.
- a first step of operation voltage is applied between the driving collective electrode 113a and the common collective electrode 113b to generate an electric field in the plate-shaped piezoelectric material layers 130 in the polarized direction thereof, thereby gradually extending the laminated piezoelectric actuator 111 in the direction of thickness (d 33 direction).
- This action of the laminated piezoelectric actuator 111 pushes a portion of the diaphragm 115 into a pressurizing chamber 116 so as to reduce its capacity in advance.
- the laminated piezoelectric actuator 111 is driven slowly enough to prevent the ink inside the pressurizing chamber 116 from being ejected via the nozzle hole 119.
- the inventor of the present invention executed the embodiments under the condition that the piezoelectric strain coefficient d 33 of the laminated piezoelectric actuator 111 was 450 ⁇ 10 12 m/V, and the number of plate-shaped piezoelectric material layers 130 was 20 excluding dummy layers.
- the plate-shaped piezoelectric material layer 130 was extended by about 0.014 ⁇ m per layer in the direction of thickness, so that the laminated piezoelectric actuator 111 was extended by 0.27 ⁇ m as a total in deformation of 20 plate-shaped piezoelectric material layers 130.
- This amount of deformation reduces the capacity of a pressurizing chamber 116 by the amount substantially equal to that of an ink droplet ejected at a time.
- the operation proceeds to a second step, wherein the electric field generated in the preceding step is gradually weakened to reduce the displacement of the laminated piezoelectric actuator 111.
- the capacity of the pressurizing chamber 116 is increased, compared with that at the first step of operation, so that ink is supplied to the pressurizing chamber 116 through the common ink flow path 117 shown in FIG. 1.
- an electric field is abruptly generated in the polarized direction of the plate-shaped piezoelectric material layers 130 to extend the laminated piezoelectric actuator 111 in the direction of thickness (d 33 direction).
- the pressure in the pressurizing chamber 116 is abruptly increased to eject the ink filling the pressurizing chamber 116 via the nozzle hole 119.
- an voltage having the same level as that of the first step is applied to the laminated piezoelectric actuator 111.
- the fourth step of operation may be omitted by making the applied voltage at the first step equal to that at the third step.
- FIGs. 5 and 6 show an ink-jet head according to the second embodiment of the present invention, wherein FIG. 5 is an exploded perspective view and FIG. 6 is a front elevational cross-sectional view.
- the second embodiment of the present invention is decried hereinafter, alternately referring to FIGs. 5 and 6.
- a pair of laminated piezoelectric actuators 111 are arranged in series on the base plate 110 made of ceramic etc.
- the plural pairs of laminated piezoelectric actuators 111 are arranged in the longitudinal direction, thereby forming a matrix laminated piezoelectric actuator unit 112.
- the laminated piezoelectric actuator 111 is formed by alternately laminating plate-shaped piezoelectric material layers of piezoelectric ceramic made of a compound of lead zirconia and lead titanium and the conductive material layers of silver-paradium and baking the same.
- the driving collective electrodes 113a made of thin films of gold (Au) formed by the thin film forming means such as evaporation, etc., on the outer end surfaces of the laminated piezoelectric actuators 111, and the common collective electrode 113b is formed at the other end portions thereof by using a similar means as well.
- the supports 114a made of ceramic are bonded onto the both end portions of the base plate 110 so that the upper surfaces of the supports 114a are on the same plane as the upper surfaces of the laminated piezoelectric actuators 111.
- the supports 114b made of ceramic are also formed between the pairs of laminated piezoelectric actuators 111.
- a metal diaphragm 115 is bonded to the upper surfaces of the laminated piezoelectric actuators 111 and the supports 114a and 114b.
- a metal flow path plate 118 is bonded onto the diaphragm 115.
- a plurality of pressurizing chambers 116 and a common ink flow path 117 which communicate with an unillustrated external ink tank are formed on the flow path plate 118.
- Each pressurizing chamber and its corresponding laminated piezoelectric actuator 111 are disposed above and under the diaphragm 115 respectively to confront each other through the diaphragm 115.
- the diaphragm 115 is fixedly clamped by the supports 114a and 114b of the matrix laminated piezoelectric actuator unit 112 and the partitions 118a of the flow path plate 118.
- a metal nozzle plate 120 having the nozzle holes 119 is bonded to the upper surface of the flow path plate 118.
- Each nozzle hole 119 communicates with its corresponding pressurizing chamber 116.
- the wire patterns 123 are formed on a circuit substrate 121 at the pitch equal to the pitch of arranging the laminated piezoelectric actuators 111.
- the wire patterns 122 which are electrically connected to the driving collective electrodes 113a and the common collective electrode 113b are formed on the base plate 110. These wire patterns 123 and the wire patterns 122 are bonded together with a conductive adhesive.
- the driving ICs 125 for driving the laminated piezoelectric actuators 111 by applying voltage thereto are mounted on the circuit substrate 121.
- the driving ICs 125 are electrically connected to the wire patterns 123 and the wires 124.
- the driving ICs 125 When an external signal is input to the wires 124, the driving ICs 125 are operated to apply voltage between the driving collective electrodes 113a of the laminated piezoelectric actuator 111 and the common collective electrode 113b thereof through the wire patterns 123 and the wire patterns 122 and to generate an electric field in the plate-shaped piezoelectric material of the laminated piezoelectric actuator 111.
- This electric field deforms the plate-shaped piezoelectric material in the direction of thickness (d 33 direction), the plate-shaped piezoelectric material having been polarized into the direction of the electric field.
- the laminated piezoelectric actuator 111 is extended in the direction of thickness (d 33 direction). At the same time, the laminated piezoelectric actuator 111 is also contracted in the direction (d 31 direction) perpendicular thereto. Therefore, it is preferable to provide small gaps between the laminated piezoelectric actuators 111 and the supports 114a adjacent thereto, or bond them together with an elastic bonding material. Such a structure prevents the laminated piezoelectric actuator 111 from being restricted in the direction perpendicular to that of thickness and from causing deformation loss in the thickness direction.
- the laminated piezoelectric actuators 126 and 126 located at the longitudinal end portions of the base plate 110 shown in FIG. 5 are not used for driving the diaphragm 115, but for electrically connecting the common collective electrode 113b shown in FIG. 1 to the wire patterns 122 on the base plate 110, so that an internal electrode to be electrically connected to the common collective electrode 113b is formed in each of the laminated piezoelectric actuators 126.
- each member is not limited to the above ones. That is, the base plate 110, the supports 114a and 114b may be, for example, made of glass, if they are insulating members.
- the diaphragm 115, the flow path plate 118, and the nozzle plate 120 may be made of plastics, etc.
- the materials for forming the base plate 110, the laminated piezoelectric actuator 111, the diaphragm 115, the flow path plate 118, and the nozzle plate 120 can be arbitrarily selected, but the materials described above can minimize the deformation of members caused by the difference in thermal expansion between them, since they have the substantially same coefficient of linear expansion, as the result, the performance of ejecting the ink-jet head remains constant even if the temperature changes.
- the base plate 110, the supports 114a and 114b may be integrally formed by utilizing a portion of piezoelectric material of the laminated piezoelectric actuator.
- the supports 114b which has the function of firmly fixing the diaphragm 115 and the flow path plate 118 together, may be omitted if the flow path plate 118 has sufficient high rigidity.
- the partitions 118a provided between adjacent pressurizing chambers 116 in the flow path plate 118 are bonded to the upper surface of the diaphragm 115, while the opposite surface (lower surface) thereof contacts the grooves formed between the laminated piezoelectric actuators 111. Accordingly, when the diaphragm 115 and the flow path plate 118 are bonded to each other with a bonding material, etc., it is preferable to first bond the diaphragm 115 and the flow path plate 118 together, and then bond the bonded diaphragm 115 and the flow path plate 118 to the laminated piezoelectric actuators 111, the supports 114a, and 114b by pushing them one after another.
- the diaphragm 115 when the diaphragm 115 is clamped by the partitions 118a of the flow path plate 118 and the supports 114a, it can be firmly fixed, so that the diaphragm 115 stably functions as an elastic body. If the flow path plate 118 can be firmly bonded to the diaphragm 115 to support the same stably, the supports 114a and the flow path plate 118 may be directly bonded to each other without interposing the diaphragm 115 therebetween.
- the nozzle plate 120 can secure a large surface area, it is easy to mount thereon the cap mechanism for securing the quality of menisci, i.e., the liquid levels in the nozzle holes 119 and the suction mechanism for removing the ink which blocks the nozzle holes 119.
- the laminated piezoelectric actuator 111 has high rigidity to be less liable to be broken, and moreover arranging the common electrode at the central portion thereof and driving electrodes at the outer end faces thereof facilitates providing electrical connection thereto with the minimum space, so as to increase the density of mounting the laminated piezoelectric actuator 111 on a plane.
- the supports 114a are arranged on the end surfaces of the laminated piezoelectric actuators 111 to bond the base plate 110 and the flow path plate 118, even if each laminated piezoelectric actuator 111 is individually driven its reactive force and pressure generated thereby in its corresponding pressurizing chamber 116 do not cause pressure loss in the pressurizing chamber 116 by changing the distance between the base plate 110 and the flow path plate 118 or do not generate interference between the pressurizing chambers 116 by deforming the base plate 110 and the flow path plate 118.
- the oscillation system of the diaphragm 115 becomes stable and excessive oscillation is not generated even if the pressurizing chamber 116 is pushed strongly by the laminated piezoelectric actuator 111, so that it has excellent efficiency and there occurs little interference between the adjacent pressurizing chambers 116.
- the uppermost plate-shaped piezoelectric material layer of the laminated piezoelectric actuator 111 as a dummy layer which does not function, facilitates flattening the laminated piezoelectric actuator 111 and the supports 114a and 114b by surface grinding, etc. and consequently connecting the diaphragm 115 thereto with high accuracy and with no gaps therebetween.
- the lowermost plate-shaped piezoelectric material layer of the laminated piezoelectric actuator 111 is made of a dummy layer, which does not function, even if the laminated piezoelectric actuator 111 is deformed in the d 31 direction, the dummy layer can absorb the deformation to ease the stress in the joint surface between the base plate 110 and the laminated piezoelectric actuator 111.
- a first step of operation voltage is applied between the driving collective electrode 113a and the common collective electrode 113b to generate an electric field in the plate-shaped piezoelectric material in the direction of polarization and to gradually extend the laminated piezoelectric actuator 111 in the direction of thickness (d 33 direction).
- the capacity of the pressurizing chamber 116 is reduced in advance by this operation of pushing the diaphragm 115 into the pressurizing chamber 116. At this time, the laminated piezoelectric actuator 111 is sufficiently slowly driven not to eject the ink inside the pressurizing chamber 116 via the nozzle hole 119.
- the operation proceeds to the second step, wherein the electric field generated in the preceding step is gradually weakened to reduce the displacement of the laminated piezoelectric actuator 111.
- This operation increases the capacity of the pressurizing chamber 116, compared with the operation of the first step so as to supply ink to the pressurizing chamber 116 through the common ink flow path 117 as shown in FIG. 5.
- an electric field is abruptly generated in the plate-shaped piezoelectric material in the direction of polarization to greatly extend the laminated piezoelectric actuator 111 in the direction of thickness.
- the pressure in the pressurizing chamber 116 is abruptly increased to eject the ink which has filled the pressurizing chamber 116 via the nozzle hole 119.
- voltage applied to the laminated piezoelectric actuator 111 is reduced until it becomes to the same level as at the first step.
- the fourth step of operation may be omitted by making the voltage applied to the laminated piezoelectric actuator 111 at the first step equal to that at the third step.
- the manufacturing method of the piezoelectric element block 150 shown in FIGs. 3 A to 3 C is substantially identical to that of the laminated piezoelectric actuator unit 112, according to the first embodiment described above.
- the first conductive material layer 131 is formed by the printing method on a first green sheet which is made of piezoelectric ceramic and is to be the plate-shaped piezoelectric material layer 130. At this time, the central portion of the plate-shaped piezoelectric material layer 130 remains uncoated with the first conductive material layer 131 so as to be the first exposed portion 130a.
- a second green sheet as the plate-shaped piezoelectric material layer 140 is laminated on the first conductive material layer 131 and the second conductive material layer 141 is formed by the printing method on the upper surface of the plate-shaped piezoelectric material layer 140.
- the both end surfaces of the plate-shaped piezoelectric material layer 140 remains uncoated with the second conductive material layer 141 so as to be the second exposed portions 140a.
- the piezoelectric element block 150 as shown in FIG. 3 C is formed by laminating the green sheets one after another for forming the plate-shaped piezoelectric material layers and the conductive material layers, and then applying the pressurized sintering process to them.
- the piezoelectric element block 150 is bonded to the base plate 110, and successively the first slits 160a and 160b reaching the base plate 110 are formed in the piezoelectric element block 150 by using a cutting tool such as a diamond cutter, etc.
- a thin film of gold (Au) is formed all over the piezoelectric element block 150 and the base plate 110 by using the thin film forming means such as vacuum evaporation, and the electrode film 161 is formed on the upper surface of the base plate 110, on the end surfaces of the piezoelectric element block 150 and on the inner surfaces of the first slits 160a and 160b.
- the electrode film 161 is removed from the upper surface of the piezoelectric element block 150 or from other unnecessary surfaces by surface grinding, etc. so as to form the laminated piezoelectric actuator block 162 as shown in FIG. 4.
- the second slits 163 (not shown in FIG. 7) are formed on the formed laminated piezoelectric actuator block 162 in the direction substantially perpendicular to the first slits 160a and 160b by using a diamond cutter, etc.
- the second slits 163 reach the base plate 110 but are shallower than the first slits 160a and 160b. Successively forming the second slits 163 at a given pitch completes manufacturing the laminated piezoelectric actuator 111.
- the electrode film 161 shown in FIG. 7 is divided into a plurality of patterns so as to individually drive each laminated piezoelectric actuator 111.
- the supports 114a are bonded onto the base plate 110 and the upper surfaces of the laminated piezoelectric actuators 111 and the supports 114a and 114b are subjected to surface grinding concurrently.
- step of surface grinding and the step of forming the second slits 163 as set forth above may be reversed in order.
- the structure of the ink-jet head and the method of manufacturing the laminated piezoelectric actuator 111 it is possible to easily form the electrical connecting structure for driving the laminated piezoelectric actuator 111 by using the thin film forming means and grinding.
- the projecting portions of the laminated piezoelectric actuator 111 are small, so that a failure such as breakage hardly occurs. Further, since it comprises no hard manufacturing step, each member can be formed with high accuracy, and since it can be easily assembled by laminating members and bonding them together, the manufacturing cost is low.
- the ink-jet head according to the third embodiment of the present invention has a structure in which the arrangement of the nozzle holes 119 and the laminated piezoelectric actuators 111 is changed in the ink-jet head described in the first and second embodiments. Accordingly, other portions except those described above are substantially identical to those of the first and second embodiments, so that the description thereof is omitted properly.
- FIG. 8 is a partially cut plan view showing the nozzle plate 120, the flow path plate 118, the diaphragm 115 and the laminated piezoelectric actuator unit 112.
- the axes denoted with X1 and X2 are the ones crossing the nozzle holes 119 provided on the nozzle plate 120, and showing the arranging direction of the nozzle holes 119.
- the axes denoted with Y is an axis crossing the axes X1 and X2 at right angles on the nozzle plate 120.
- the pairs of laminated piezoelectric actuators 111 and 111 are arranged in series, each laminated piezoelectric actuator 111 being disposed along an axis Z inclined by ⁇ ° relative to the axis Y.
- plural pairs of the laminated piezoelectric actuators 111 are arranged in series in the direction of the axes X1 and X2 with arranging intervals of P1.
- Each of a plurality of pressurizing chambers 116 formed in the flow path plate 118 is also disposed in parallel to the axis Z inclined by ⁇ ° relative to the axis Y corresponding to each laminated piezoelectric actuator 111.
- the nozzle plate 120 comprises the nozzle holes 119 each communicating with its corresponding pressurizing chamber 116.
- the ink-jet head having such a structure When the ink-jet head having such a structure is moved in the axis Y direction in FIG. 8 relative to a printing medium such as paper etc. for printing characters, the arranging pitch of the nozzle holes 119 in the axis X1 (X2) direction becomes 1/2 compared with that of the first and second embodiments, so that printed pixels are doubled in density, and that an image with extremely high quality can be obtained.
- the arranging pitch of the nozzle holes 119 could be set to as high as 300 dpi by forming grooves on the laminated piezoelectric body bonded to the base plate 110 at the pitch of 150 dpi.
- the inclined angle ⁇ was very small on the order of 0.03 radian, so that practically the shape of the laminated piezoelectric actuators 111 or the pressurizing chambers 116 did not deviate from a rectangular form to such a parallelogram as illustrated in FIG. 8.
- a fourth embodiment of the present invention is described hereinafter mainly with reference to FIG. 9.
- the structure of the ink-jet head according to this embodiment is identical to that of the second embodiment set forth above excluding a laminated piezoelectric actuator unit 170 described later.
- the laminated piezoelectric actuator unit 170 is described hereinafter according to the manufacturing steps thereof.
- a laminated piezoelectric body 171 is formed by laminating the plate-shaped piezoelectric material layers and conductive material layers one after another and subjecting the thus laminated material layers to pressurized sintering process, same as to the second embodiment.
- First slits 172a and 172b are formed at the central portion of the laminated piezoelectric body 171, and the driving collective electrodes 173a and common collective electrodes 173b are formed on both end surfaces of the laminated piezoelectric body 171 and inside the first slits 172a and 172b, respectively.
- the second slits similar to the second slits 163 (see FIG. 5) in the second embodiment are formed in the thus formed laminated piezoelectric body 171 in the direction substantially perpendicular to the first slits 172a and 172b at a given pitch, thereby completing the laminated piezoelectric actuator unit 170.
- the driving collective electrodes 173a are divided from each other by forming slits at the same pitch as that of the second slits set forth above to serve as individual driving electrodes corresponding to the respective laminated piezoelectric blocks 171.
- the diaphragm 115, the flow path plate 118, and the nozzle plate 120 are laminated and bonded together to form an ink-jet head, same as to the second embodiment.
- the feature of this embodiment resides in forming the base plate 110 and the supports 114a and 114b of the ink-jet head of the second embodiment from the laminated piezoelectric actuator itself, instead of forming them as another members.
- one of the pairs of the first conductive material layers 131 and the second conductive material layers 141 confronting each other for driving each plate-shaped piezoelectric material layer 130 and each plate-shaped piezoelectric material layer 140 does not exist at the bottom portion, the outer end portions, and around the central portion of the laminated piezoelectric blocks 171. As the result, these portions do not deform even if voltage is applied thereto. So, the bottom portion and the outer end portions and central portion of the laminated piezoelectric blocks 171 are utilized as the base plate and the supports, respectively, in order to reduce the number of members.
- the cost of members and the number of manufacturing steps can be reduced so that the ink-jet head can be manufactured with ease.
- the ink-jet head according to this embodiment is also similar to those of the first to fourth embodiments set forth above excluding a laminated piezoelectric actuator unit 180 described later.
- the ink-jet head of this embodiment has a structure in which the connecting structure of the laminated piezoelectric actuators, the diaphragm and the flow path plate in the first to fourth embodiments set forth above is modified.
- a plurality of laminated piezoelectric actuator units 180 are arranged in a row at a given pitch, wherein rows of driven actuators 183 and rows of undriven actuators 184 are alternately disposed, the undriven actuators 184 arranged every other rows being utilized as supports.
- a diaphragm 181 is connected to the upper end surfaces of the driven actuators 183 and the undriven actuators 184 serving as supports, and further a flow path plate 182 is connected to the upper surface of the diaphragm 181.
- the diaphragm 181 is clamped by the undriven actuators 184 and the partitions of the flow path plate 182.
- the nozzle plate 120 is bonded to the upper end surface of the flow path plate 182.
- Such a structure makes the supporting condition of the diaphragm 181 constant, so that it is possible to prevent the unevenness of ink-ejecting performance and interference between the adjacent pressurizing chambers.
- the ink-jet head according to the sixth and later embodiments have substantially same structure with regard to the laminated piezoelectric actuator unit as that of the ink-jet head according to the first to fifth embodiments set forth above, but the former are essentially different from the latter in the structure of pressurizing chambers and the principle of ejecting ink.
- the ink-jet head according to the first to fifth embodiments had a structure in which a laminated piezoelectric actuator provided outside a pressurizing chamber pushes the same to eject ink droplets therefrom, but in the ink-jet head according to the sixth and later embodiments, the pressurizing chamber is formed in the laminated piezoelectric actuator.
- a first plate-shaped piezoelectric material layer 1a and a second plate-shaped piezoelectric material layer 1b are bonded together with a first conductive material layer 2a interposing therebetween.
- the second plate-shaped piezoelectric material layer 1b and a third plate-shaped piezoelectric material layer 1c are bonded together with a second conductive material layer 2b interposing therebetween.
- the first plate-shaped piezoelectric material layer 1a is polarized into the direction of thickness, while the second plate-shaped piezoelectric material layer 1b is polarized into the direction which is reverse to that of the first plate-shaped piezoelectric material layer 1a.
- the third plate-shaped piezoelectric material layer 1c is polarized into the direction which is reverse to that of the second plate-shaped piezoelectric material layer 1b.
- Each of partitions 10 is formed by successively laminating the necessary number of conductive material layers and that of plate-shaped piezoelectric material layers in a similar structure.
- a first collective electrode 3a made of thin gold (Au) film, etc. formed by using the thin film forming means such as the vacuum evaporation method is provided on the end surface of the partitions 10.
- the first conductive material layer 2a, a third conductive material layer 2c, etc. are electrically connected to the first collective electrode 3a.
- a second collective electrode 3b is provided on the other end surfaces of the partitions 10 by using the means similar to that of the first collective electrode 3a, and the second conductive material layer 2b, a fourth conductive material layer 2d, etc. are electrically connected to the second collective electrode 3b.
- the partitions 10 function as piezoelectric element blocks.
- a plurality of these partitions 10 are arranged in matrix on a base plate 11 on which an ink supply port 13 has an opening. These partitions 10 are bonded onto the base plate 11 with a bonding agent to form longitudinal gaps 20 and 21 and a lateral gap 29 between the partitions 10.
- a sealing member 22 is fixed on the base plate 11 by bonding such that it contacts the longitudinal outer end surfaces of the partitions 10.
- a cover 14 covers the longitudinal gaps 20 and 21 and the upper surface of the sealing member 22 to form a plurality of pressurizing chambers 15 surrounded by these partitions 10, the sealing member 22 and the cover 14.
- a plurality of nozzle holes 23 each communicating with its corresponding pressurizing chamber 15 are formed in the cover 14.
- Wiring patterns 25 electrically connected to the collective electrodes 3a and 3b of the partitions 10 are provided on the upper surface of the base plate 11. These wiring patterns 25 are connected to flexible wiring plates 26, and an external driving voltage is applied to the collective electrodes 3a and 3b of the partitions 10 via these flexible wiring plates 26 and wiring patterns 25.
- ink can be supplied to the ink supply port 13 from a common ink tank of an ink cartridge.
- the ink supply port 13 is formed on the base plate 11 according to this embodiment, it may be formed in the sealing member 22, the cover 14 or the like.
- the partitions 10 as laminated piezoelectric actuators are arranged in two rows so that the nozzle holes 23 can be opened in the direction of thickness to realize the high density of mounting the partitions 10.
- the partitions 10 may be also arranged in a row depending on their way of use.
- the second plate-shaped piezoelectric material layer 1b is previously polarized into the direction opposite to that of the electric field in advance. As the result, the second plate-shaped piezoelectric material layer 1b is contracted in the thickness direction (d 33 direction) thereof.
- the above expression means that the amount of deformation is proportional to voltage, and does not depend on the thickness of piezoelectric material layer.
- Each of the laminated piezoelectric material layers is deformed similarly to the second plate-shaped piezoelectric material layer 1b, so that the total deformation in the thickness direction is proportional to the number m of the laminated piezoelectric material layers, on both surfaces of which electrodes are formed, to be m ⁇ ⁇ t, thereby obtaining a large amount of deformation m times as much as that of a single layer.
- the partitions 10 made of piezoelectric material is also extended in the longitudinal direction (d 31 direction), thereby reducing the capacity of the pressurizing chambers 15 as well.
- the deformation of the laminated piezoelectric material in the thickness direction (d 33 direction) set forth above generates a strong force, thereby reducing the capacity of the pressurizing chamber by S ⁇ m ⁇ ⁇ t, supposing that the cross section of the pressurizing chamber 15 is S.
- the reduction of capacity i.e., the variation of volume generates pressure in the pressurizing chamber 15, which can eject an ink droplet 17 via the nozzle hole 23.
- Forming an ink droplet 17 requires a given amount of variation in the capacity of the pressurizing chamber 15, but the ink-jet head according to the embodiment set forth above can obtain a sufficient amount of variation in capacity even by a single-layered piezoelectric element block. As the result, it can form an ink droplet 17 stable in size.
- the amount of deformation of a layer of piezoelectric element block can be multiplied by m, so that it is possible to make the cross section S of a pressurizing chamber by 1/m of the cross section in case of the single-layered piezoelectric element block, so that the pressurizing chamber can be made small.
- the ink supply port 13 is provided at an end portion of the pressurizing chamber 15 opposite to the nozzle hole 23.
- the ink flow path formed in the pressurizing chamber 15 in the longitudinal direction thereof is small in flow resistance and short in length.
- the dimension of the partitions 10 each made of laminated piezoelectric element block in the thickness direction thereof i.e., the height of the pressurizing chamber 15 depends on the thickness of the plate-shaped piezoelectric material layer and the number of laminated layers.
- the height of the pressurizing chamber 15 can be increased by increasing the number of plate-shaped piezoelectric material layers so as to increase the variation of capacity of the pressurizing chamber 15.
- the generated pressure is proportional to [the variation of capacity] / [the capacity of the pressurizing chamber]. Therefore, the increased amount of capacity can be compensated by the variation of capacity, so that the ejecting force is not reduced.
- the cross section of the pressurizing chamber 15 can be increased by increasing the height of the partitions 10. As the result, the flow resistance of ink flow path formed in the pressurizing chamber 15 can be made small, and moreover the ink flow path can be made short. Accordingly, it is possible to improve ink supply performance so as to successively form an ink droplet 17 stable in size, thereby improving the performance of successively ejecting the ink droplet 17.
- voltage applied thereto may be increased, but it is not practical that the voltage is increased further more than 150 V.
- the piezoelectric element block is formed by laminating a plurality of plate-shaped piezoelectric material layers, so that the amount of deformation of the plate-shaped piezoelectric material layer can be amplified proportionally to the number of layers.
- the applied voltage necessary for obtaining a certain amount of deformation compared with a single-layered plate-shaped piezoelectric material so as to facilitate driving the piezoelectric element block at low voltage less than 50 V.
- the largest feature of the ink-jet head according to this embodiment is that a plurality of pressurizing chambers 15 can be arranged in matrix on the base plate 11 to realize a two-dimensional arrangement. As the result, it is possible to form a pressurizing chamber 15a and a pressurizing chamber 15b, which are independent of each other in a longitudinal gap 21 as illustrated in FIG. 11.
- This feature occurs due to the making the partitions 10 of laminated plate-shaped piezoelectric material layers and the driving of the same to obtain a large amount of deformation. That is, since a large amount of deformation can be obtained, it becomes possible to miniaturize each pressurizing chamber 15 and consequently arrange a plurality of independent pressurizing chambers 15 in matrix on the base plate 11.
- ink is ejected by contracting the piezoelectric element block according to the embodiments described above, it is also possible that the electric field is generated in the same direction as that of polarization of the plate-shaped piezoelectric material layers to extend the same in the thickness direction to increase the capacity of the pressurizing chambers 15, thereafter applying voltage is stopped to return the piezoelectric element block to its original state thereby generating pressure for ejecting ink.
- the longitudinal gaps 20 serve as pressurizing chambers 15 which are filled with ink and the longitudinal gaps 21 adjacent thereto form dummy spaces which are not filled with ink.
- the partition 10 between the adjacent pressurizing chambers 15 is commonly used for driving the same. Accordingly, it is necessary to set the conditions that, when one of the pressurizing chambers 15 is driven, an ink droplet is not ejected from the other pressurizing chamber.
- the longitudinal gap 21 serving as a dummy space is formed only for allowing the partitions of adjacent pressurizing chambers 15 to function independently, it may have a width enough to prevent the adjacent partitions 10 from being in contact with each other.
- Narrowing the dimension of width of the longitudinal gap 21 forming a dummy space to its machining limit is effective in increasing the pitch of arranging the pressurizing chambers 15. Accordingly, it is possible to obtain a small head having the higher-density nozzle pitch.
- the first conductive material layer 2a is formed by the printing method on the upper surface of a first green sheet which is made of piezoelectric ceramic and is to be the first plate-shaped piezoelectric material layer 1a.
- the central surface portion 41a of the first plate-shaped piezoelectric material layer 1a remains uncoated with the first conductive material layer 2a to be in an exposed state.
- a new second green sheet to be the second plate-shaped piezoelectric material layer 1b is laminated on the first conductive material layer 2a and the second conductive material layer 2b is formed on the surface thereof by the printing method. At this time, both edge portions of the second plate-shaped piezoelectric material layer 1b remains uncoated with the second conductive material layer 2b to be exposed.
- a piezoelectric element block 60 as shown in FIG. 13 C by alternately laminating a given number of green sheets one after another to be the plate-shaped piezoelectric material layer and conductive material layer and thereafter applying the pressurized sintering process to the same.
- the piezoelectric element block 60 is bonded to the upper surface of the base plate 11 made of glass material, etc.
- a portion of the piezoelectric element block 60 and the base plate 11 is cut by using a cutting tool such as a diamond cutter, etc. to form the lateral gap 29.
- a thin film made of conductive material such as gold (Au) or the like is formed all over the piezoelectric element block 60 and the base plate 11 by way of vacuum evaporation, etc., while masking the upper surface 61 of the piezoelectric element block 60 to form an electrode 70.
- the first conductive material layer 2a, the second conductive material layer 2b, etc. in the piezoelectric element block 60 are electrically connected to the electrode 70 formed on the side surfaces 70a and 70b.
- the piezoelectric element block 60 and a portion of the base plate 11 are cut by a cutting tool such as a diamond cutter, etc. in a direction perpendicular to the lateral gap 29.
- a cutting tool such as a diamond cutter, etc.
- the sealing member 22 is bonded to the end portions of the partitions 10 and the cover 14 which is made of glass material etc. and in which the nozzle holes 23 are formed is bonded onto the partitions 10 to form the pressurizing chambers 15.
- a first collective electrode 80a, a second collective electrode 80b and a third collective electrode 80c, to which each of conductive material for driving the piezoelectric element block is connected, can be easily formed at both end portions of each of the partitions 10.
- providing the first collective electrodes 80a and the second collective electrodes 80b at both end portions of the partitions 10 in the first row, and providing the second collective electrodes 80b and the third collective electrodes 80c at both end portions of the partitions 10 in the second row are effective, since it facilitates electrical connection to external driving lines.
- wiring patterns 81 for supplying electric power to the first collective electrodes 80a can be formed on the base plate 11, and wiring patterns 82 for supplying electric power to the second collective electrodes 80b and wiring patters 83 for supplying electric power to the third collective electrodes 80c can be formed at the same time.
- wiring patterns 81, 82 and 83 are formed on the base plate 11 as shown in FIG. 15 has an effect to facilitate the electrical connection to the flexible wiring plates 26 shown in FIG. 11.
- the second collective electrodes 80b serve as a common electrode for driving first-row partitions 10a and second-row partitions 10b.
- all the partitions 10 have the wiring patterns 82 as the common electrode, it is possible to reduce the number of electrical contacts between the flexible wiring plates 26 and the partitions 10.
- the present invention is not limited to this structure.
- the base plate 11 is not limited to the glass material, but may be formed of material such as ceramic, plastics, or the like.
- cover 14 ceramic, plastic, and metal materials are applicable thereto except the glass material.
- piezoelectric ceramic was employed as the plate-shaped piezoelectric material, an organic macromolecule piezoelectric film can be also employed.
- the plate-shaped piezoelectric material bonded to the base plate or the cover is also drivable by providing conductive material to form electrodes on the surfaces of the piezoelectric element block 60 where the same contacts the base plate or the cover.
- the vacuum evaporation method was employed in forming the collective electrodes, it is also possible to form the electrodes at the end surfaces of the piezoelectric element block by using the conductive coating to directly connect the collective electrodes on the piezoelectric element block to the flexible wiring plates.
- a plurality of partitions 10 are arranged in a row on the base plate 11 and bonded thereto.
- the partitions 10 are identical in structure to those of the sixth embodiment. That is, a first plate-shaped piezoelectric material layer 1a and a second plate-shaped piezoelectric material layer 1b are bonded to a first conductive material layer 2a interposing therebetween, and further the second plate-shaped piezoelectric material layer 1b and a third plate-shaped piezoelectric material layer 1c are bonded to a second conductive material layer 2b interposing therebetween, thereby constituting a laminated piezoelectric actuator.
- the first plate-shaped piezoelectric material layer 1a is polarized into the direction of thickness, while the second plate-shaped piezoelectric material layer 1b is polarized into the direction opposite to that of the first plate-shaped piezoelectric material layer 1a. Further, the third plate-shaped piezoelectric material layer 1c is polarized into the direction opposite to that of the second plate-shaped piezoelectric material layer 1b.
- the first collective electrode 3a made of thin gold (Au) film etc. formed by using the thin film forming means such as vacuum evaporation etc.
- the first conductive material layer 2a, etc. are electrically connected to the first collective electrode 3a.
- the second collective electrode 3b is provided at the other end surfaces of the partitions 10 by using a means similar to that of the first collective electrode 3a, and the second conductive material layer 2b, etc. are electrically connected to the second collective electrode 3b.
- the longitudinal gaps 20 and 21 formed between these partitions 10 are closed at one longitudinal end surface with the sealing member 22.
- a nozzle plate 24 having nozzle holes 23 therein is provided on the other end surface thereof.
- the nozzle plate 24 also functions as a sealing member for the longitudinal gaps 20 and 21.
- the cover 14 is provided to cover the upper portions of the longitudinal gaps 20 and 21.
- the cover 14 is fixed to the upper surface of the partitions 10 by bonding.
- the gaps 20 form pressurizing chambers 15.
- the gaps 21 are the dummy spaces to which no ink is supplied same as to the sixth embodiment set forth above.
- the ink supply ports 13 are formed on the cover 14, from which ink is supplied to the pressurizing chambers 15.
- ink supplied to the pressurizing chambers 15 by way of the ink supply ports 13 is ejected in the longitudinal direction of the pressurizing chambers 15 via the nozzle holes 23. It is possible to form an ink droplet 17 stable in size also in this embodiment, same as to the sixth embodiment set forth above.
- FIG. 18 is a modified example of the sixth and seventh embodiments set forth above.
- the longitudinal gaps 20 which are filled with ink may be also covered with the independent covers 30.
- a coating film 40 is formed on the inner surfaces of the partitions 10 which form the pressurizing chambers 15 shown in FIG. 18 due to the chemical evaporation with poly-para-xylene resin, etc.
- Driving electrodes electrically connected to conductive material layers are exposed to the inner surfaces of the partitions 10 which form the pressurizing chambers 15. Accordingly, this structure has an inconvenience that available ink is limited, for example, water-soluble ink etc. cannot be used, without additional devices. Therefore, the coating film 40 having the high electrical insulating properties is formed on the partitions 10 inside the pressurizing chamber 15 to prevent ink from contacting the driving electrode.
- the piezoelectric element block is formed such that the conductive material is embedded in the partitions 10 in advance which form the pressurizing chambers 15, various kinds of ink can be used without forming the coating film.
- the ink-jet head according to the present invention can be used in various kinds of ink-jet printers.
- the present invention makes it possible to provide a small-sized and high-resolution ink-jet head which can be driven efficiently with little energy loss and be manufactured at low cost because of its simple structure and high reliability.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP28037193 | 1993-10-14 | ||
| JP28037193 | 1993-10-14 | ||
| JP280371/93 | 1993-11-14 | ||
| JP11131294 | 1994-05-25 | ||
| JP111312/94 | 1994-05-25 | ||
| JP11131294 | 1994-05-25 | ||
| EP94929664A EP0723866A4 (de) | 1993-10-14 | 1994-10-14 | Tintenstrahldruckkopf, verfahren zur herstellung und verfahren zum steuern desselben |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94929664A Division EP0723866A4 (de) | 1993-10-14 | 1994-10-14 | Tintenstrahldruckkopf, verfahren zur herstellung und verfahren zum steuern desselben |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0897802A2 true EP0897802A2 (de) | 1999-02-24 |
| EP0897802A3 EP0897802A3 (de) | 1999-03-10 |
| EP0897802B1 EP0897802B1 (de) | 2001-08-08 |
Family
ID=26450734
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94929664A Withdrawn EP0723866A4 (de) | 1993-10-14 | 1994-10-14 | Tintenstrahldruckkopf, verfahren zur herstellung und verfahren zum steuern desselben |
| EP98120935A Expired - Lifetime EP0897803B1 (de) | 1993-10-14 | 1994-10-14 | Tintenstrahlkopf und Verfahren zu seiner Herstellung und zu seiner Steuerung |
| EP98120934A Expired - Lifetime EP0897802B1 (de) | 1993-10-14 | 1994-10-14 | Tintenstrahlkopf und Verfahren zu seiner Herstellung und zu seiner Steuerung |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94929664A Withdrawn EP0723866A4 (de) | 1993-10-14 | 1994-10-14 | Tintenstrahldruckkopf, verfahren zur herstellung und verfahren zum steuern desselben |
| EP98120935A Expired - Lifetime EP0897803B1 (de) | 1993-10-14 | 1994-10-14 | Tintenstrahlkopf und Verfahren zu seiner Herstellung und zu seiner Steuerung |
Country Status (3)
| Country | Link |
|---|---|
| EP (3) | EP0723866A4 (de) |
| DE (2) | DE69427926T2 (de) |
| WO (1) | WO1995010416A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0987111A3 (de) * | 1995-11-10 | 2000-04-12 | Seiko Epson Corporation | Antriebseinheit |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19742233C2 (de) * | 1996-12-17 | 1999-12-16 | Fujitsu Ltd | Tintenstrahlkopf, der ein piezoelektrisches Element verwendet |
| DE19758552C2 (de) * | 1996-12-17 | 2002-08-01 | Fujitsu Ltd | Verfahren zur Herstellung eines Tintenstrahlkopfes, der ein piezoelektrisches Element verwendet |
| JP3257960B2 (ja) | 1996-12-17 | 2002-02-18 | 富士通株式会社 | インクジェットヘッド |
| US6190006B1 (en) * | 1997-11-06 | 2001-02-20 | Seiko Epson Corporation | Ink-jet recording head |
| EP0931653B1 (de) * | 1998-01-23 | 2004-04-14 | Océ-Technologies B.V. | Piezoelektrischer Betätiger für Tintenstrahldruckkopf |
| DE69916344T2 (de) | 1998-01-23 | 2005-05-12 | Océ-Technologies B.V. | Pizoelektrischer Betätiger für Tintenstrahldruckkopf |
| JPH11254670A (ja) | 1998-03-10 | 1999-09-21 | Nec Corp | インクジェットヘッド |
| JP3248486B2 (ja) * | 1998-06-02 | 2002-01-21 | 日本電気株式会社 | インクジェット記録ヘッド及びその製造方法 |
| JP2002292864A (ja) * | 2001-03-30 | 2002-10-09 | Brother Ind Ltd | 液滴噴射装置および液滴噴射装置の製造方法 |
| US6505917B1 (en) * | 2001-07-13 | 2003-01-14 | Illinois Tool Works Inc. | Electrode patterns for piezo-electric ink jet printer |
| DE60239474D1 (de) | 2001-09-20 | 2011-04-28 | Ricoh Co Ltd | Bildaufzeichnungsvorrichtung und kopfantriebssteuervorrichtung |
| JP4257842B2 (ja) | 2003-10-28 | 2009-04-22 | 富士フイルム株式会社 | 液滴吐出ヘッド及びその製造方法 |
| JP4682603B2 (ja) * | 2004-11-30 | 2011-05-11 | ブラザー工業株式会社 | 液体移送装置 |
| JP2006341508A (ja) * | 2005-06-09 | 2006-12-21 | Brother Ind Ltd | インクジェットヘッド |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5312138A (en) | 1976-07-19 | 1978-02-03 | Ohbayashigumi Ltd | Method of improving earthquake resistance performance of reinforced concrete construction frame |
| JPS6159914A (ja) | 1984-08-31 | 1986-03-27 | Fujitsu Ltd | デイジタル圧縮装置 |
| JPH0448622A (ja) | 1990-06-14 | 1992-02-18 | Sanyo Electric Co Ltd | 3―4族化合物半導体層への炭素ドーピング方法 |
| JPH0452213A (ja) | 1990-06-19 | 1992-02-20 | Daido Steel Co Ltd | 真空炉 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5559978A (en) * | 1978-10-31 | 1980-05-06 | Canon Inc | Liquid injector |
| JPS5941272A (ja) * | 1982-09-01 | 1984-03-07 | Konishiroku Photo Ind Co Ltd | インクジエツト記録装置の記録ヘツド |
| DE3331488A1 (de) * | 1982-09-01 | 1984-03-01 | Konishiroku Photo Industry Co., Ltd., Tokyo | Kopfstueck fuer eine farbspritz-druckvorrichtung |
| EP0372521B1 (de) * | 1988-12-07 | 1993-04-14 | Seiko Epson Corporation | Auf Abruf arbeitender Tintenstrahldruckkopf |
| US5260723A (en) * | 1989-05-12 | 1993-11-09 | Ricoh Company, Ltd. | Liquid jet recording head |
| JPH0373348A (ja) * | 1989-05-12 | 1991-03-28 | Ricoh Co Ltd | インクジェット記録装置 |
| JPH0733087B2 (ja) * | 1989-06-09 | 1995-04-12 | シャープ株式会社 | インクジェットプリンタ |
| JP2823920B2 (ja) * | 1990-01-24 | 1998-11-11 | 株式会社リコー | インクジェット記録装置 |
| JP3041952B2 (ja) * | 1990-02-23 | 2000-05-15 | セイコーエプソン株式会社 | インクジェット式記録ヘッド、圧電振動体、及びこれらの製造方法 |
| JP2596629B2 (ja) * | 1990-03-23 | 1997-04-02 | シャープ株式会社 | インクジェット記録ヘッド |
| JPH0441248A (ja) * | 1990-06-07 | 1992-02-12 | Seiko Epson Corp | インクジェットヘッド |
| JP2959056B2 (ja) * | 1990-06-18 | 1999-10-06 | セイコーエプソン株式会社 | インクジェット式印字ヘッド |
| JP2977872B2 (ja) * | 1990-07-31 | 1999-11-15 | 株式会社リコー | インクジェットヘッド及びその加工法 |
| JPH04163053A (ja) * | 1990-10-23 | 1992-06-08 | Ricoh Co Ltd | インクジェット記録装置 |
| JPH04220349A (ja) * | 1990-12-20 | 1992-08-11 | Ricoh Co Ltd | インクジェットヘッド |
| JP3215147B2 (ja) * | 1991-04-05 | 2001-10-02 | 株式会社リコー | 液体噴射記録ヘッドの駆動方法 |
| JP3262141B2 (ja) * | 1991-12-26 | 2002-03-04 | セイコーエプソン株式会社 | インクジェット記録ヘッドの駆動回路 |
-
1994
- 1994-10-14 EP EP94929664A patent/EP0723866A4/de not_active Withdrawn
- 1994-10-14 EP EP98120935A patent/EP0897803B1/de not_active Expired - Lifetime
- 1994-10-14 EP EP98120934A patent/EP0897802B1/de not_active Expired - Lifetime
- 1994-10-14 DE DE1994627926 patent/DE69427926T2/de not_active Expired - Fee Related
- 1994-10-14 DE DE1994627837 patent/DE69427837T2/de not_active Expired - Fee Related
- 1994-10-14 WO PCT/JP1994/001730 patent/WO1995010416A1/ja not_active Application Discontinuation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5312138A (en) | 1976-07-19 | 1978-02-03 | Ohbayashigumi Ltd | Method of improving earthquake resistance performance of reinforced concrete construction frame |
| JPS6159914A (ja) | 1984-08-31 | 1986-03-27 | Fujitsu Ltd | デイジタル圧縮装置 |
| JPH0448622A (ja) | 1990-06-14 | 1992-02-18 | Sanyo Electric Co Ltd | 3―4族化合物半導体層への炭素ドーピング方法 |
| JPH0452213A (ja) | 1990-06-19 | 1992-02-20 | Daido Steel Co Ltd | 真空炉 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0987111A3 (de) * | 1995-11-10 | 2000-04-12 | Seiko Epson Corporation | Antriebseinheit |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0897803A3 (de) | 1999-03-10 |
| EP0897802A3 (de) | 1999-03-10 |
| EP0723866A1 (de) | 1996-07-31 |
| EP0723866A4 (de) | 1997-03-26 |
| EP0897803B1 (de) | 2001-07-25 |
| EP0897803A2 (de) | 1999-02-24 |
| WO1995010416A1 (fr) | 1995-04-20 |
| DE69427837D1 (de) | 2001-08-30 |
| DE69427837T2 (de) | 2002-04-04 |
| DE69427926T2 (de) | 2001-12-06 |
| DE69427926D1 (de) | 2001-09-13 |
| EP0897802B1 (de) | 2001-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5983471A (en) | Method of manufacturing an ink-jet head | |
| US5818482A (en) | Ink jet printing head | |
| US6039440A (en) | Ink-jet head | |
| EP0628413B1 (de) | Tintenstrahlkopf | |
| EP0402172B2 (de) | Kopf für Tintenstrahldrucker | |
| EP0897802B1 (de) | Tintenstrahlkopf und Verfahren zu seiner Herstellung und zu seiner Steuerung | |
| US6863383B2 (en) | Piezoelectric transducer and ink ejector using the piezoelectric transducer | |
| US6582066B1 (en) | Droplet deposition apparatus and methods of manufacture thereof | |
| US6715862B2 (en) | Piezoelectric ink jet print head and method of making the same | |
| JP4258605B2 (ja) | 液体噴射ヘッド及び液体噴射装置 | |
| US20060187274A1 (en) | Housing used in inkjet head | |
| JP4525094B2 (ja) | インクジェットヘッドの製造方法 | |
| US7131718B2 (en) | Inkjet head and ejection device | |
| JPH09300609A (ja) | インクジェットヘッド | |
| KR101305718B1 (ko) | 고집적 잉크젯 헤드 | |
| EP1366903B1 (de) | Tintenstrahldruckkopf und dazugehöriges Herstellungsverfahren | |
| JPH04182138A (ja) | インクジェットヘッド及びその製造方法 | |
| EP1361061B1 (de) | Tintenausstossgerät | |
| JP3465959B2 (ja) | インクジェットヘッド | |
| JP2003182076A (ja) | インクジェット式記録ヘッド及びインクジェット式記録装置 | |
| JP2858956B2 (ja) | インクジェットヘッド及びその製造方法 | |
| JPH0825627A (ja) | インクジェットヘッドおよびその製造方法 | |
| JPH07290699A (ja) | インクジェットヘッド | |
| JP2000334946A (ja) | インクジェットヘッド及びインクジェット記録装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 723866 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE GB |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE GB |
|
| RHK1 | Main classification (correction) |
Ipc: B41J 2/045 |
|
| 17P | Request for examination filed |
Effective date: 19990519 |
|
| 17Q | First examination report despatched |
Effective date: 19990720 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 723866 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB |
|
| REF | Corresponds to: |
Ref document number: 69427926 Country of ref document: DE Date of ref document: 20010913 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20011011 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20011030 Year of fee payment: 8 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: CITIZEN WATCH CO. LTD. |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030501 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20021014 |