EP0893385A1 - Vorrichtung zum Verarbeiten von Druckereierzeugnissen - Google Patents
Vorrichtung zum Verarbeiten von Druckereierzeugnissen Download PDFInfo
- Publication number
- EP0893385A1 EP0893385A1 EP98110198A EP98110198A EP0893385A1 EP 0893385 A1 EP0893385 A1 EP 0893385A1 EP 98110198 A EP98110198 A EP 98110198A EP 98110198 A EP98110198 A EP 98110198A EP 0893385 A1 EP0893385 A1 EP 0893385A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conveyor
- printed products
- processing channel
- feed
- gap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/669—Advancing articles in overlapping streams ending an overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/003—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6609—Advancing articles in overlapping streams forming an overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/02—Associating,collating or gathering articles from several sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/02—Associating,collating or gathering articles from several sources
- B65H39/06—Associating,collating or gathering articles from several sources from delivery streams
- B65H39/075—Associating,collating or gathering articles from several sources from delivery streams by collecting in juxtaposed carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/33—Modifying, selecting, changing orientation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/34—Modifying, selecting, changing direction of displacement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4471—Grippers, e.g. moved in paths enclosing an area
- B65H2301/44712—Grippers, e.g. moved in paths enclosing an area carried by chains or bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4474—Pair of cooperating moving elements as rollers, belts forming nip into which material is transported
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4475—Rotary or endless transport devices having elements acting on edge of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/50—Gripping means
- B65H2405/55—Rail guided gripping means running in closed loop, e.g. without permanent interconnecting means
Definitions
- Another preferred embodiment of the device according to the invention according to claim 3 increases the security when introducing the printed products in the processing channel.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Discharge By Other Means (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Vending Machines For Individual Products (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Handling Of Cut Paper (AREA)
- Threshing Machine Elements (AREA)
- Inspection Of Paper Currency And Valuable Securities (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
Description
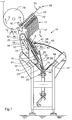
- Fig. 1
- in einem Vertikalschnitt eine erfindungsgemässe Vorrichtung, welcher die zu verarbeitenden Druckereierzeugnisse mittels einer Transporteinrichtung zugeführt werden;
- Fig. 2
- einen Teil der in der Fig. 1 gezeigten Vorrichtung vergrössert, zu einem bestimmten Zeitpunkt bei der Verarbeitung von Druckereierzeugnissen;
- Fig. 3
- in gleicher Darstellung wie in Fig. 2 den dort dargestellten Teil der Vorrichtung zu einem späteren Zeitpunkt bei der Verarbeitung von Druckereierzeugnissen;
- Fig. 4
- in perspektivischer Darstellung und stark vereinfacht die in den Fig. 1 bis 3 gezeigte Vorrichtung bei der Verarbeitung von Druckereierzeugnissen, wobei die Zuführrichtung rechtwinklig zur Förderrichtung verläuft;
- Fig. 5
- in gleicher Darstellung wie Fig. 4 die dort gezeigte Vorrichtung mit einer weiteren Zuführeinrichtung und einem Mittel zum Öffnen von Druckereierzeugnissen;
- Fig. 6
- in gleicher Darstellung wie Fig. 4 eine Ausbildungsform der Vorrichtung, bei der die Zuführrichtung in einem spitzen Winkel zur Förderrichtung verläuft; und
- Fig. 7
- in gleicher Darstellung wie Fig. 4 eine Ausbildungsform der Vorrichtung mit zwei in Förderrichtung hintereinander angeordneten Fördereinrichtungen zum Vereinzeln der Druckereierzeugnisse im Verarbeitungskanal.
Claims (11)
- Vorrichtung zum Verarbeiten von Druckereierzeugnissen, mit einem von einer Seitenwand (18) und einem Boden (16) begrenzten, stationären Verarbeitungskanal (14), einer Zuführeinrichtung (28) zum Einführen von Druckereierzeugnissen (12) mit einer Kante (12') voraus in den Verarbeitungskanal (14) und einer Fördereinrichtung (26) zum Transport der in den Verarbeitungskanal (14) eingeführten, mit der Kante (12') am Boden (16) und einer Flachseite an der Seitenwand (18) anliegenden Druckereierzeugnisse (12) in Längsrichtung des Verarbeitungskanals (14), wobei die zum Transport der Druckereierzeugnisse (12) in einer Schuppenformation (S) bestimmte Zuführeinrichtung (28) ein in Zuführrichtung (Z) angetriebenes Förderorgan (38) und ein mit diesem einen Förderspalt (40) bildendes Andrückelement (42) aufweist und der Förderspalt (40) in einem Abstand (E) zum Boden (16) endet, der gemessen in Richtung rechtwinklig zur Längsrichtung des Verarbeitungskanals (14) geringfügig grösser ist als die Abmessung (G) der Druckereierzeugnisse (12) gemessen rechtwinklig zu ihrer Kante (12'), dadurch gekennzeichnet, dass die Fördereinrichtung (26) als Schiebenocken (24) oder Förderklammern (24''') ausgebildete Förderelemente (24'') aufweist und Mittel (30') vorhanden sind, um im Förderspalt (40) gehaltene, über diesen vorstehende Druckereierzeugnisse (12) aus dem Wirkbereich der Förderelemente (24'') zu lenken.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Förderelemente (24'') auf einer der Zuführeinrichtung (28) zugewandten Seite mit einer Ablenkfläche (30) versehen sind, um im Förderspalt (40) gehaltene Druckereierzeugnisse (12) aus dem Wirkbereich der Förderelemente (24'') in Richtung von der Seitenwand (18) wegzulenken.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der Verarbeitungskanal (14) auf der der Seitenwand (18) gegenüberliegenden Seite von einer weiteren Seitenwand (20) begrenzt ist, und dass zwischen den Förderelementen (24'') und der weiteren Seitenwand (20) ein Freiraum (B) für im Förderspalt (40) gehaltene und von der Ablenkfläche (30) abgelenkte Druckereierzeugnisse (12) vorhanden ist.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Abstand (E) vom Förderspalt (40) zum Boden (16) einstellbar ist.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Zuführrichtung (Z) wenigstens annähernd rechtwinklig zur Längsrichtung des Verarbeitungskanals (14) verläuft.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Zuführrichtung (Z) eine rechtwinklig zur Längsrichtung des Verarbeitungskanals (14) und eine in Förderrichtung (F) weisende Komponente (ZZ, ZF) aufweist.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Förderspalt (40) an seinem dem Boden (16) zugewandten Ende (40') in einem Abstand (H) zur Seitenwand (18) angeordnet ist, der wenigstens ungefähr gleich gross oder grösser als die Dicke (D) der Druckereierzeugnisse (12) ist.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass das Förderorgan (38) ein endloses Förderband (44) aufweist, das ausserhalb des Verarbeitungskanals (14) um eine erste Walze (46) und im Verarbeitungskanal (14), beim dem Boden (16) zugewandten Ende (40') des Förderspalts (40), um eine zweite Walze (48) geführt ist, und vorzugsweise das zwischen diesen Walzen (46,48) verlaufende Aktivtrum (54) des Förderbandes (44) wenigstens annähernd parallel zur Seitenwand (18) angeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass das Andrückelement (42), in Zuführrichtung (Z) gemessen, kürzer ist als das Förderorgan (38) und vorzugsweise durch eine Kugel- oder Rollenbahn (56) gebildet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass der Zuführeinrichtung (28) eine Transporteinrichtung (68) vorgeschaltet ist, welche die Druckereierzeugnisse (12) mit der Fördereinrichtung (26) synchronisiert an die Zuführeinrichtung (28) abgibt.
- Vorrichtung nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass die Fördereinrichtung (26) zwei in Förderrichtung (F) hintereinandergeschaltete Förderer (82, 84) mit je an einem Zugorgan (32, 32') im Abstand (C, C') hintereinander angeordnete Schiebenocken (24, 24') aufweist, wobei der Abstand (C') der Schiebenocken (24) des ersten Förderers (82) kleiner ist als der Abstand (C) der Schiebenocken (24') des zweiten Förderers (84).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH177897 | 1997-07-22 | ||
| CH177897 | 1997-07-22 | ||
| CH1778/97 | 1997-07-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0893385A1 true EP0893385A1 (de) | 1999-01-27 |
| EP0893385B1 EP0893385B1 (de) | 2001-09-05 |
Family
ID=4218402
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98110198A Expired - Lifetime EP0893385B1 (de) | 1997-07-22 | 1998-06-04 | Vorrichtung zum Verarbeiten von Druckereierzeugnissen |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6095511A (de) |
| EP (1) | EP0893385B1 (de) |
| JP (1) | JPH1192006A (de) |
| KR (1) | KR19990014071A (de) |
| AT (1) | ATE205166T1 (de) |
| AU (1) | AU732708B2 (de) |
| CA (1) | CA2243725A1 (de) |
| DE (1) | DE59801372D1 (de) |
| DK (1) | DK0893385T3 (de) |
| ES (1) | ES2159907T3 (de) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0960065B1 (de) * | 1997-02-14 | 2001-07-11 | Ferag AG | Vorrichtung zum herstellen von mehrteiligen druckereiprodukten |
| DE59813845D1 (de) * | 1998-10-26 | 2007-01-25 | Grapha Holding Ag | Vorrichtung zum Sammeln von Druckprodukten |
| DE50105772D1 (de) * | 2000-03-03 | 2005-05-04 | Ferag Ag | Vorrichtung zum verarbeiten von zwei- und mehrteiligen, flächigen, flexiblen gegenständen |
| ATE326413T1 (de) * | 2000-03-03 | 2006-06-15 | Ferag Ag | Klammer zum halten und vorrichtung zum transportieren von zwei- und mehrteiligen, flexiblen, flächigen gegenständen |
| US6880818B2 (en) * | 2003-01-24 | 2005-04-19 | Edward Desaulniers | Flyless stream shingling and stream merging apparatus and method |
| JP5044565B2 (ja) * | 2006-10-18 | 2012-10-10 | テルモ株式会社 | 医療器具 |
| CH700561A1 (de) * | 2009-03-10 | 2010-09-15 | Ferag Ag | Vorrichtung und verfahren zum übernehmen und weiterverarbeiten von flexiblen, flächigen gegenständen. |
| CA2694701A1 (en) * | 2009-03-10 | 2010-09-10 | Ferag Ag | Device and method for taking over flexible, flat objects |
| EP2412538B1 (de) * | 2010-07-30 | 2015-03-11 | Müller Martini Holding AG | Verfahren und Vorrichtung zum Einführen zumindest einer Beilage in mehrblättrige Druckprodukte |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1586196A (en) * | 1920-08-28 | 1926-05-25 | Newspaper Stuffing Machines Co | Newspaper-stuffing machine |
| US1659099A (en) * | 1922-05-20 | 1928-02-14 | Halvorsen Severin | Newspaper stuffing machine |
| DE1171444B (de) * | 1959-09-08 | 1964-06-04 | Inst Fuer Grafische Technik | Vorrichtung zum Einlegen von Beilagen in Zeitschriften |
| DE1922257A1 (de) * | 1969-04-29 | 1970-11-19 | Rudolf Hepp | Verfahren zum Zusammensammeln und/oder Zusammenstecken von ungefalzten und/oder gefalzten Druckbogen und Vorrichtung zur Durchfuehrung des Verfahrens |
| DE4235452A1 (de) * | 1992-10-21 | 1994-04-28 | Bielomatik Leuze & Co | Verarbeitungsvorrichtung für Blattlagen sowie Verfahren zur Bearbeitung von Blattlagen |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US336878A (en) * | 1886-02-23 | Machine for gathering the folded sheets or signatures of a book for binding | ||
| US2873113A (en) * | 1955-06-29 | 1959-02-10 | Miehle Goss Dexter Inc | Apparatus for producing magazines and the like |
| US3054612A (en) * | 1960-01-18 | 1962-09-18 | Edward S Godlewski | Collating device |
| US3362304A (en) * | 1965-09-02 | 1968-01-09 | Norton Spiel Associates Inc | Automatic booklet counting control system |
| CH649063A5 (de) * | 1980-10-08 | 1985-04-30 | Grapha Holding Ag | Verfahren zum zusammenfuegen von druckbogen zu einem druckerzeugnis. |
| FR2630689B1 (fr) * | 1988-04-28 | 1992-12-11 | Neiman Sa | Feu de signalisation multiple a plusieurs lampes miniatures |
| EP0352421A3 (de) * | 1988-07-26 | 1990-08-29 | R. R. Donnelley & Sons Company | Vorrichtung und Verfahren zum individuellen Bedrucken von Signaturen während der Ausgabe an einen Bindelinienförderer |
| SE464757B (sv) * | 1989-10-06 | 1991-06-10 | Wamac Ab | Foerfarande och anordning foer ibladning av bilagor i tidningar |
| CA2259405A1 (en) * | 1996-07-19 | 1998-01-29 | Walter Reist | Apparatus for bringing pressroom products to processing stations |
| EP0960065B1 (de) * | 1997-02-14 | 2001-07-11 | Ferag AG | Vorrichtung zum herstellen von mehrteiligen druckereiprodukten |
| JP2001511756A (ja) * | 1997-02-18 | 2001-08-14 | フェラーク、アクチエンゲゼルシャフト | 印刷物用の処理ライン |
-
1998
- 1998-06-04 EP EP98110198A patent/EP0893385B1/de not_active Expired - Lifetime
- 1998-06-04 DE DE59801372T patent/DE59801372D1/de not_active Expired - Lifetime
- 1998-06-04 ES ES98110198T patent/ES2159907T3/es not_active Expired - Lifetime
- 1998-06-04 AT AT98110198T patent/ATE205166T1/de not_active IP Right Cessation
- 1998-06-04 DK DK98110198T patent/DK0893385T3/da active
- 1998-06-15 AU AU71893/98A patent/AU732708B2/en not_active Ceased
- 1998-07-09 JP JP10194511A patent/JPH1192006A/ja not_active Withdrawn
- 1998-07-21 CA CA002243725A patent/CA2243725A1/en not_active Abandoned
- 1998-07-22 US US09/120,932 patent/US6095511A/en not_active Expired - Lifetime
- 1998-07-22 KR KR1019980029467A patent/KR19990014071A/ko not_active Application Discontinuation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1586196A (en) * | 1920-08-28 | 1926-05-25 | Newspaper Stuffing Machines Co | Newspaper-stuffing machine |
| US1659099A (en) * | 1922-05-20 | 1928-02-14 | Halvorsen Severin | Newspaper stuffing machine |
| DE1171444B (de) * | 1959-09-08 | 1964-06-04 | Inst Fuer Grafische Technik | Vorrichtung zum Einlegen von Beilagen in Zeitschriften |
| DE1922257A1 (de) * | 1969-04-29 | 1970-11-19 | Rudolf Hepp | Verfahren zum Zusammensammeln und/oder Zusammenstecken von ungefalzten und/oder gefalzten Druckbogen und Vorrichtung zur Durchfuehrung des Verfahrens |
| DE4235452A1 (de) * | 1992-10-21 | 1994-04-28 | Bielomatik Leuze & Co | Verarbeitungsvorrichtung für Blattlagen sowie Verfahren zur Bearbeitung von Blattlagen |
Also Published As
| Publication number | Publication date |
|---|---|
| AU732708B2 (en) | 2001-04-26 |
| US6095511A (en) | 2000-08-01 |
| EP0893385B1 (de) | 2001-09-05 |
| AU7189398A (en) | 1999-02-04 |
| DE59801372D1 (de) | 2001-10-11 |
| ES2159907T3 (es) | 2001-10-16 |
| KR19990014071A (ko) | 1999-02-25 |
| JPH1192006A (ja) | 1999-04-06 |
| ATE205166T1 (de) | 2001-09-15 |
| CA2243725A1 (en) | 1999-01-22 |
| DK0893385T3 (da) | 2001-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1084072B1 (de) | Vorrichtung und verfahren zum vereinzeln eines stapels blattförmiger aufzeichnungsträger | |
| EP0497002A1 (de) | Vorrichtung zum Bilden einer Lücke in einem Schuppenstrom | |
| DE3134266A1 (de) | Vorrichtung zum aendern der bewegungsrichtung von briefen und aehnlichen rechteckigen sendungen | |
| AT396908B (de) | Vorrichtung zum verarbeiten von druckprodukten | |
| DE10005323A1 (de) | Vorrichtung zur Produkthandhabung | |
| EP0893385B1 (de) | Vorrichtung zum Verarbeiten von Druckereierzeugnissen | |
| DE3108044C2 (de) | Vorrichtung zur Handhabung von Materialbogen | |
| EP0259650A2 (de) | Verfahren und Vorrichtung zum Vergleichmässigen des Abstandes zwischen aufeinanderfolgenden, in einer Schuppenformation anfallenden Produkten, insbesondere Druckererzeugnissen | |
| EP0625122B1 (de) | Einrichtung zum fördern und trennen von gefalteten druckprodukten | |
| CH665410A5 (de) | Vorrichtung zum beschicken einer verarbeitungseinrichtung fuer biegsame, flaechige erzeugnisse, insbesondere druckprodukte. | |
| DE19813662A1 (de) | Vorrichtung zum Zuführen, Ablegen und Ausrichten von Blättern in einem Stapelbehälter | |
| DE2058606A1 (de) | Verfahren und Vorrichtung zum seitlichen Ausrichten von Blaettern,insbesondere bei einer Druckpresse | |
| DE2917250A1 (de) | Vorrichtung zur taktung der ueberlappungslaenge von in einem im wesentlichen gleichmaessigen schuppenstrom gefoerderten, flaechenhaften produkten | |
| CH677778A5 (de) | ||
| EP2055660B1 (de) | Vorrichtung zum getakteten Umlenken von flächigen Gegenständen | |
| EP0478911A1 (de) | Vorrichtung zum wahlweisen Überführen von Erzeugnissen aus einer entlang eines ersten Förderweges transportierten Schuppenformation auf einen zweiten Förderweg | |
| EP1231176B1 (de) | Vorrichtung zum Zuführen von Druckprodukten in einen Förderkanal | |
| DE2655098C3 (de) | Belegzuführvorrichtung | |
| EP2100839A1 (de) | Fördervorrichtung für die Uebernahme und Weitergabe von Druckprodukten | |
| WO2002062687A2 (de) | Vorrichtung und verfahren zum vereinzeln von blattgut | |
| DE102013218545B4 (de) | Vorrichtung zur Herstellung von Verpackungseinheiten | |
| EP2354062A2 (de) | Vorrichtung zum Zuführen von einzelnen oder gestapelten Falzbogen, Buchblocks, Büchern oder dgl. Druckprodukten zu einer Weiterverarbeitungsmaschine | |
| EP0806391B1 (de) | Vorrichtung zum Zubringen von Druckereierzeugnissen zu einer Weiterverarbeitungsstelle | |
| EP0499691A1 (de) | Verfahren zur Verarbeitung von in einem Schuppenstrom ununterbrochen zugeführten Druckprodukten sowie Vorrichtung zur Ausübung des Verfahrens | |
| EP1075445B1 (de) | Verfahren und vorrichtung zum weiterfördern von in einem schuppenstrom anfallenden flächigen gegenständen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE DK ES FR GB IT LI NL SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19981123 |
|
| AKX | Designation fees paid |
Free format text: AT CH DE DK ES FR GB IT LI NL SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 20001218 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE DK ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 205166 Country of ref document: AT Date of ref document: 20010915 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG Ref country code: CH Ref legal event code: EP |
|
| ITF | It: translation for a ep patent filed |
Owner name: FUMERO BREVETTI S.N.C. |
|
| REF | Corresponds to: |
Ref document number: 59801372 Country of ref document: DE Date of ref document: 20011011 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2159907 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20011203 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20040530 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20040603 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: FERAG AG Free format text: FERAG AG#ZUERICHSTRASSE 74#8340 HINWIL (CH) -TRANSFER TO- FERAG AG#PATENTABTEILUNG Z. H. MARKUS FELIX ZUERICHSTRASSE 74#8340 HINWIL (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20060101 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20100706 Year of fee payment: 13 Ref country code: ES Payment date: 20100625 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100618 Year of fee payment: 13 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110604 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110604 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110605 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20130619 Year of fee payment: 16 Ref country code: SE Payment date: 20130619 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20140630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140605 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150619 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150622 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20150902 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59801372 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170103 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160604 |