EP0875316A2 - Appareil pour l'extraction d'une barre - Google Patents
Appareil pour l'extraction d'une barre Download PDFInfo
- Publication number
- EP0875316A2 EP0875316A2 EP98250112A EP98250112A EP0875316A2 EP 0875316 A2 EP0875316 A2 EP 0875316A2 EP 98250112 A EP98250112 A EP 98250112A EP 98250112 A EP98250112 A EP 98250112A EP 0875316 A2 EP0875316 A2 EP 0875316A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- strand
- continuous casting
- casting mold
- spindle
- mold according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/128—Accessories for subsequent treating or working cast stock in situ for removing
Definitions
- the invention relates to a device for pulling out a strand, in particular Metal strand from a continuous casting mold with two opposite, in chocks contacting the strand on opposite sides of the strand Drivable rollers mounted on both sides, which adapt to the Strand cross section with their chocks in a rack frame towards and Slidable away from each other and powered by power or pressure medium to the Extruded surface can be pressed.
- Devices for pulling continuous casting strands out of molds are available in many different ways Shapes and constructions are known and used to make molds produced casting strand continuously or discontinuously with targeted Taking off speeds.
- the most varied Can have cross-sectional shapes, can be gripped in the direction of transport, rolls are applied to the surface of the strand and pressed, the if necessary with profiles for better gripping of the strand surface or Caliber deformations adapted to the strand surface are provided.
- Known Extracting devices for continuous casting strands consist of a clamping unit in the the driven rollers are slidably mounted in chocks.
- the chocks are matched to the respective strand cross-section Rollers, for example, over one another via spindle drives or piston-cylinder units moved towards and away from each other; the supporting forces of the rollers against the Strand surface are over the spindles or piston-cylinder units recorded and transferred into the frame.
- spindle drives or piston-cylinder units moved towards and away from each other; the supporting forces of the rollers against the Strand surface are over the spindles or piston-cylinder units recorded and transferred into the frame.
- the present invention is based on that described above State of the art the task of a device for pulling out a Strands, especially metal strands from a continuous casting mold simplify, their interchangeability to adapt to different Simplify continuous casting cross sections and the greatest possible flexibility in the Adaptation to the different continuous casting cross sections.
- the invention proposes that each Installation piece of a roller over a tension member with one in the direction of displacement Rollers of the clamping unit are guided spindle or gear drives or Piston-cylinder units is connected, the parallel to the displacement device Chocks or racks or piston rods aligned with chocks with the two chocks of the other role are connected between the Gear block and the first role is arranged.
- a clamping unit is created, one in itself forms a closed clamping unit that clasps the continuous casting strand.
- Tension member to the spindle or gear transmission or piston-cylinder units runs and from there via the spindle or rack or piston rods another role. This means that there are no additional reaction forces the clamping process on the frame of the two rollers, as is the case with State of the art disadvantageously.
- the two roles are in the compact clamping unit slidable, which in turn in a housing frame is led.
- the tension members are through Drawstrings formed, which the chocks of a role with the spindle or Gear transmission or the piston-cylinder units non-positively and / or positively connect.
- the drawstrings can be free of Mounting holes are held so that no weakening of the connecting parts occurs.
- a load cell is arranged at least between one of the spindle or racks of the spindle or Rack and pinion gear or the piston-cylinder units and at least one Chock of the other role.
- the load cell is only mounted on the drive side of the rollers; on the other hand in this case there is an adapter for connecting spindle or toothed racks or piston rod and chock for use.
- the load cell measures that equal proportions of clamping pressure acting on all chocks of the two rollers.
- any spindle or To assign gear drives to their own drive motor In a preferred one
- the spindle or gear drives on both sides are executed via one Connection shaft connected to each other and by a common one Drive motor driven.
- the connecting shaft is usually offset from the plane laid by the axes of both roles.
- rollers in their chocks to be stored in spherical roller bearings. This solution is preferred in connection with Individual drives of the two spindle or gear drives or piston-cylinder units applied, the connecting shaft then being omitted.
- the Spherical roller bearings can absorb angular deviations of approx. 2 °.
- the invention allows with a small number of clamping units, preferably three different length dimensions, the complete casting program one To cover the caster.
- the modules differ only in the Adjustment range and after the necessary clamping pressure.
- the size of the spindle or Gear transmission or piston-cylinder units and the clamping force of the Disc springs must be adapted to the conditions in order to deform the strand to minimize.
- the clamping unit is guided in a frame.
- the frame is modular built up and consists of supports, beams and trusses that work together screwed together and assembled into a rigid frame construction. This gives you maximum flexibility.
- the strand spacing is according to the Easy to change customer requests, because in principle every clamping unit is free can be postponed.
- the clamping units and the rollers make it possible optionally both slabs and bolts and both combined subtract so that a simple and universally applicable assembly is created has been.
- FIG 1 the clamping units 9 of the invention are shown roughly schematically. Of the Strand 13 is clutched by the two clamping units 9 with the rollers 1, 4. By actuating the screw jack 3, the non-rotating spindle 7 becomes axial moved so that the two rollers 1 and 4 over the drawstrings 2 centrally move apart or move together.
- the power flow runs from strand 13 over the firm connection of the drawstrings from one roller 1 to the screw jack 3 and back to the other roller 4 via the spindle 7.
- the power flow is closed, i.e. there are no additional reaction forces due to the clamping process Frame 15 on.
- the two sides of the clamping unit are driven over a connecting shaft 11 mechanically connected and are connected via a common drive 10 adjusted ( Figure 2).
- the power transmission between the one roller 1 and the screw jack 3 is due to the high surface pressure, positive and non-positive via the drawstring 2 held.
- Alternatively, with a positive connection to the screwed-on plate can be dispensed with by the chocks themselves can be used as a guide 2.
- the other role 4 has none Connection to tie 2, but uses the same guide 12.
- the clamping pressure of A maximum of 500 kN is distributed equally between the two clamping units 9.
- the Load cell 5 is only installed on the drive side. On the other hand comes an adapter for use.
- the disc springs 6 installed in both clamping units enable a compensation in the strand diameter.
- the clamping units 9 are divided into 3 modules, with which can cover the entire casting program.
- the modules differ only in the adjustment range and the necessary Clamping pressure.
- the size of the screw jacks and the clamping force of the Disc springs only have to be adapted to the circumstances in order to prevent the To be able to minimize strands.
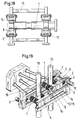
- FIG. 3 shows the clamping unit according to the invention of a pure bolt system an adjustment range from 10 mm to 370 mm (module 1). It is conceivable with this Module both a vertically cast tape (Figure 4a) and two bolts to clamp simultaneously (Figure 4b). Because the bolts can be different an inclination of the rollers in spherical roller bearings 8 may be possible. So the strand can be securely clamped with different diameters, each is To adjust the clamping unit via its own drive, so that the connecting shaft 11 omitted.
- the provided spherical roller bearings 8 can have an angular deviation of about 2 °, this corresponds to one with a strand spacing of 300 mm Diameter difference of 10 mm.
- Figure 5a shows a combined system for the bolt and rolling plate as a second module with an adjustment range of 10 mm to 760 mm (Figure 5b).
- the rolled plate is here stretched on the narrow side ( Figure 5c). Roughing calculations have shown that the deflection is smaller than that of the despite the larger center distance overhung role in the state of the art.
- Figure 6 shows a system for rolled plates with an adjustment range from 10 mm to 1300 mm (third module).
- the modules are a variety of Possible combinations, without a restriction in the adjustment range enter into.
- the strand spacing is easy to change at the customer's request because in principle, each clamping unit in the guide 12 can be freely moved.
- in the Setup mode is a role 1 according to the strand format in the axial direction Fix frame frame.
- the connecting shaft 11, which may with the could consolidate each other strand is arranged so that it is always under one Roll 1, 4 of the other clamping unit is seated and thus does not affect the process.
- the clamping unit is guided in the frame, the frame of which is modular is built up and consists of supports, girders and trusses that join together are bolted to a rigid frame construction. This is how you achieve that Maximum flexibility with high overall stability of the system.
- FIGs 7 to 17 different modules are different clamping units compiled according to the invention.
- Figure 7 shows the clamping unit for one Two-strand system for bolts up to 360 mm in diameter. They are recognizable Clamping units 9 one above the other in their frame with a frame width of Arranged 1500 mm, in such a way that the spindle gear 3 each after different sides. In this way it becomes possible to have two bolts 13 at a distance of 650 mm at the same time without the clamping units 9 hinder each other.
- FIG. 8 shows the same system with other modules, one Frame width of 2500 mm. In this compilation one or two strands or rolled plates can be drawn.
- FIG. 9 a single-strand system for rolled plates up to 700 mm wide is shown corresponds to the system according to FIG. 8.
- the upper clamping unit is in one Drive to rest position (shown in dashed lines).
- FIG 10 the arrangement of a three-strand system for bolts is shown, which thereby is created that three clamping units on top of each other in their frame are arranged offset to each other.
- the frame width is, as in the illustration according to Figure 9, 2500 mm.
- FIG 11 a three-strand system is shown in a different version; here are the Clamping units arranged side by side in the lower frame, while the third clamping unit above and between the two lower clamping units is arranged.
- FIG. 12 also shows a three-strand system, as shown in FIG. 11, however the frame width here is 4500 mm. Accordingly, here with others Modules larger bolts are removed.
- FIG. 13 shows the system according to FIG. 12 for a two-strand system for rolling plates up to 700 mm, whereby the upper clamping unit was moved into the parking position (dashed drawn).
- FIG. 14 shows the same system with only one module for removing a rolled plate up to 700 mm.
- the lower frame is not occupied, i.e. the clamping units are either removed or, as shown in the dashed drawing, in a Rested position.
- Figure 15 finally shows a four-strand system for bolts up to 360 mm in diameter.
- the system has a frame width of 4500 mm on and thus corresponds to the system according to Figure 13.
- the four clamping units are like this arranged, the four strands deducted simultaneously at the same strand spacing can be.
- FIG. 16 shows a system of rolled plates up to 1250 mm.
- the two upper modules (shown in dashed lines) have been removed or moved to the rest position, so that only one module is used.
- Figure 17 finally shows a three-strand system in a frame of 3500 width corresponding to Figure 16. It can be seen that all systems are very diverse and flexible can be used, with a total of only three modules (clamping units) used to cover an extremely large program.
- FIG. 19 shows the essentials again in a perspective representation System parts of a system for two bolts shown and numbered.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Metal Rolling (AREA)
- Surgical Instruments (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Forwarding And Storing Of Filamentary Material (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19717914 | 1997-04-24 | ||
| DE19717914A DE19717914C2 (de) | 1997-04-24 | 1997-04-24 | Vorrichtung zum Ausziehen eines Stranges |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0875316A2 true EP0875316A2 (fr) | 1998-11-04 |
| EP0875316A3 EP0875316A3 (fr) | 1999-09-22 |
| EP0875316B1 EP0875316B1 (fr) | 2002-09-04 |
Family
ID=7827987
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98250112A Expired - Lifetime EP0875316B1 (fr) | 1997-04-24 | 1998-03-27 | Appareil pour l'extraction d'une barre |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6062295A (fr) |
| EP (1) | EP0875316B1 (fr) |
| JP (1) | JP3770520B2 (fr) |
| AT (1) | ATE223271T1 (fr) |
| DE (2) | DE19717914C2 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6470957B1 (en) * | 1999-07-16 | 2002-10-29 | Mannesmann Ag | Process for casting a continuous metal strand |
| DE10321646A1 (de) * | 2002-06-03 | 2004-07-15 | Rubitherm Gmbh | Verfahren zur Wärme- und Kälteversorgung eines Raumes und Gebäude mit einer Mehrzahl mit einer Mehrzahl von Räumen |
| JP4970529B2 (ja) * | 2009-12-28 | 2012-07-11 | 株式会社神戸製鋼所 | 連続鋳造設備の鋳片案内装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE744229C (de) * | 1941-08-29 | 1944-01-12 | Fries Sohn J S | Barrenabziehvorrichtung fuer Stranggiessmaschinen |
| EP0545104B1 (fr) * | 1991-11-26 | 1997-04-02 | Sms Schloemann-Siemag Aktiengesellschaft | Procédé et dispositif pour coulée continue des lingots ou blooms |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE744299C (de) * | 1940-02-28 | 1944-01-13 | Aeg | Anodenrohr fuer Roentgenroehren mit Aussenanode |
| US3089363A (en) * | 1957-05-29 | 1963-05-14 | Westinghouse Electric Corp | Strip thickness control apparatus |
| US4090549A (en) * | 1974-07-12 | 1978-05-23 | United States Steel Corporation | Method and mechanism for determining forces on a solidifying casting |
| JPS5775239A (en) * | 1980-10-28 | 1982-05-11 | Kobe Steel Ltd | Width screw-down device for slab |
| JPH0790341B2 (ja) * | 1987-06-30 | 1995-10-04 | 住友電気工業株式会社 | 連続鋳造用ロ−ラ−ガイド |
-
1997
- 1997-04-24 DE DE19717914A patent/DE19717914C2/de not_active Expired - Fee Related
-
1998
- 1998-03-27 EP EP98250112A patent/EP0875316B1/fr not_active Expired - Lifetime
- 1998-03-27 DE DE59805371T patent/DE59805371D1/de not_active Expired - Lifetime
- 1998-03-27 AT AT98250112T patent/ATE223271T1/de not_active IP Right Cessation
- 1998-04-22 JP JP12821698A patent/JP3770520B2/ja not_active Expired - Fee Related
- 1998-04-23 US US09/065,353 patent/US6062295A/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE744229C (de) * | 1941-08-29 | 1944-01-12 | Fries Sohn J S | Barrenabziehvorrichtung fuer Stranggiessmaschinen |
| EP0545104B1 (fr) * | 1991-11-26 | 1997-04-02 | Sms Schloemann-Siemag Aktiengesellschaft | Procédé et dispositif pour coulée continue des lingots ou blooms |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3770520B2 (ja) | 2006-04-26 |
| EP0875316A3 (fr) | 1999-09-22 |
| DE19717914A1 (de) | 1998-10-29 |
| EP0875316B1 (fr) | 2002-09-04 |
| JPH10296411A (ja) | 1998-11-10 |
| DE19717914C2 (de) | 1999-05-12 |
| DE59805371D1 (de) | 2002-10-10 |
| ATE223271T1 (de) | 2002-09-15 |
| US6062295A (en) | 2000-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69302789T2 (de) | Walzgeruest fuer walzwerke mit drei oder mehr verstellbaren angetriebenen walzen | |
| EP0556631B1 (fr) | Cage de laminoir universel | |
| WO2009144107A1 (fr) | Installation de coulée continue à plusieurs lignes | |
| WO2001097992A1 (fr) | Dresseuse de profiles | |
| WO2003015948A1 (fr) | Dispositif et procede de changement automatique des cylindres de travail, des cylindres d'appui et des cylindres intermediaires d'un laminoir a feuillards equipe d'au moins une cage de laminoir | |
| EP1732715B1 (fr) | Procede permettant d'inserer des organes de machines dans une ligne de production | |
| EP0857522B1 (fr) | Train de laminage | |
| DE2021780C3 (de) | Verfahren zur Anpassung der Bogenfühning eines aus einer Stranggießkokille austretenden Stranges und Vorrichtung dazu | |
| EP0875316B1 (fr) | Appareil pour l'extraction d'une barre | |
| EP0476468B1 (fr) | Dispositif pour changer les outils de matriçage d'une presse à refouler | |
| EP0298318B1 (fr) | Cage de laminoir avec deux ou plusieurs paires de montants de cage | |
| DE3016966C2 (de) | Vorrichtung zum Querverschieben eines Reversierwalzgerüstes | |
| EP1186362A1 (fr) | Dispositif de laminage et profilage de pièces annulaires ou en forme de disque | |
| DE2748709A1 (de) | Walzenstaender | |
| EP0406624B1 (fr) | Cage de laminoir duo réversible pour les profilés | |
| DE2503494C2 (de) | Strangführungsgerüst in einer Stranggießanlage | |
| DE1940414A1 (de) | Walzwerk | |
| DE1239650B (de) | Universalwalzgeruest mit im Abstand verstellbaren Staendern | |
| DE2319729A1 (de) | Vorrichtung zum auswechseln der arbeitswalzen eines walzgeruestes | |
| DE2200639A1 (de) | Einlauf-Fuehrungsvorrichtung fuer ein Walzwerk | |
| EP0484783A2 (fr) | Dispositif pour le haubanage et l'équilibrage du porte-outil de pressage et de la boîte de manivelle d'une presse à refouler | |
| EP0484782B1 (fr) | Presse à refouler pour réduire la largeur des brames dans des trains dégrossisseurs à chaud à larges bandes | |
| EP0484781B1 (fr) | Presse à refouler de brames pour laminoirs à chaud à larges bandes | |
| DE2334442A1 (de) | Anstellvorrichtung fuer walzwerke mit geschlossenen staendern | |
| DE1924367A1 (de) | Anordnung von Vertikalwalzen und deren Ausbau in einem Universal-Traegerwalzwerk |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT CH DE FI FR GB IT LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19991025 |
|
| AKX | Designation fees paid |
Free format text: AT CH DE FI FR GB IT LI |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20011221 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE FI FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 223271 Country of ref document: AT Date of ref document: 20020915 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020904 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. PATENTANWAELTE |
|
| REF | Corresponds to: |
Ref document number: 59805371 Country of ref document: DE Date of ref document: 20021010 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030605 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20060315 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070327 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: MANNESMANN AKTIENGESELLSCHAFT Free format text: MANNESMANN AKTIENGESELLSCHAFT#MANNESMANNUFER 2#40213 DUESSELDORF (DE) -TRANSFER TO- MANNESMANN AKTIENGESELLSCHAFT#MANNESMANNUFER 2#40213 DUESSELDORF (DE) |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20070327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070327 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20080314 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20080314 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080314 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20060322 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090324 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090327 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091123 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100324 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111001 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59805371 Country of ref document: DE Effective date: 20111001 |