EP0858841A2 - Pulverbeschichtungseinheit, Transportband für eine derartige Pulverbeschichtungseinheit sowie Beschichtungsanlage mit Pulverbeschichtungseinheit - Google Patents
Pulverbeschichtungseinheit, Transportband für eine derartige Pulverbeschichtungseinheit sowie Beschichtungsanlage mit Pulverbeschichtungseinheit Download PDFInfo
- Publication number
- EP0858841A2 EP0858841A2 EP97811015A EP97811015A EP0858841A2 EP 0858841 A2 EP0858841 A2 EP 0858841A2 EP 97811015 A EP97811015 A EP 97811015A EP 97811015 A EP97811015 A EP 97811015A EP 0858841 A2 EP0858841 A2 EP 0858841A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- conveyor belt
- powder
- powder coating
- workpieces
- coating unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/0221—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work characterised by the means for moving or conveying the objects or other work, e.g. conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/10—Arrangements for collecting, re-using or eliminating excess spraying material the excess material being particulate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/20—Arrangements for collecting, re-using or eliminating excess spraying material from moving belts, e.g. filtering belts or conveying belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/30—Arrangements for collecting, re-using or eliminating excess spraying material comprising enclosures close to, or in contact with, the object to be sprayed and surrounding or confining the discharged spray or jet but not the object to be sprayed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/08—Plant for applying liquids or other fluent materials to objects
- B05B5/082—Plant for applying liquids or other fluent materials to objects characterised by means for supporting, holding or conveying the objects
- B05B5/084—Plant for applying liquids or other fluent materials to objects characterised by means for supporting, holding or conveying the objects the objects lying on, or being supported above conveying means, e.g. conveyor belts
Definitions
- the materials from which this are advantageously electrically conductive are advantageously electrically conductive.
- the material as such conductive e.g. be a metal.
- the conveyor belt 411, 421, 431 can also made of non-conductive material, such as a plastic be coated with a layer of conductive material.
Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Spray Control Apparatus (AREA)
Abstract
Description
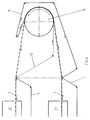
- Fig. 1
- Einzelheiten der Bandabsaugung vom Transportband und der Umlenkung des Transportbands einer Pulverbeschichtungseinheit in einer Seitenansicht;
- Fig. 2
- eine Pulverbeschichtungseinheit und nachfolgende Einbrenneinheit einer Pulverbeschichtungsanlage in einer Seitenansicht;
- Fig. 3
- Einzelheiten der Bandabsaugung für das durchlässige Band und das Stützband;
- Fig. 4
- in einer Seitenansicht Einzelheiten einer Pulverbeschichtungseinheit mit einem durchlässigen Transportband mit einem Stützband und einer Pulverabsaugung für das Absaugen von überschüssigem Pulver vom Transportband, von den Werkstücken und vom Stützband;
- Fig. 5.
- die schematische Aufsicht auf eine Pulverbeschichtungsanlage mit einer Pulverbeschichtungseinheit mit einer möglichen Anordnung der Anlagenstränge, wobei beide Anlagenstränge, parallel oder in Linie auf der gleichen Ebene liegen;
- Fig. 6
- in einer Seitenansicht eine Wendeeinrichtung für die Werkstücke mit Wendetrommel sowie innerem und äusserem Trommelband ,wobei die Anlagenstränge übereinander liegen;
- Fig. 7
- in einer Seitenansicht den Bereich der Übergabe der mit Pulver beschichteten Werkstücke vom Förderband der Pulverbeschichtungseinheit, bei der das Transportband über eine gerundete Messerkante geführt und umgelenkt wird, auf die Fördereinrichtung der nachfolgenden Einbrenneinheit;
- Fig. 8
- die Seitenansicht einer weiteren Ausführungsform des Bereichs der Übergabe der Werkstücke von der Pulverbeschichtungseinheit auf die Einbrenneinheit, bei welcher das Transportband über einen Rundstab geführt und umgelenkt wird;
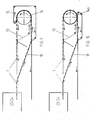
- Fig. 9
- in einer schematischen Seitenansicht Einzelheiten der Wendevorrichtung von Fig. 5, mit einer Wendeeinheit für die Werkstücke, mit einem inneren und einem äusseren Trommelband und einer Wendetrommel;
- Fig. 10
- in einer schematischen Seitenansicht Einzelheiten der Wendevorrichtung von Fig. 5 mit einer Wendeeinheit für die Werkstücke mit einem inneren Trommelband und einer magnetischen Wendetrommel.
- Fig. 11
- schematisch ein Transportband das von umlaufenden Drähten und oder Seilen gebildet wird;
- Fig. 12
- schematisch ein Transportband, das von einem maschigen Geflecht gebildet wird;
- Fig. 13
- schematisch ein Transportband, das aus ineinander gedrehten Federn gebildet ist, die quer zur Laufrichtung verlaufen,
- Fig. 13a
- zwei ineinander gedrehte Federn des Transportbandes von Fig. 13;
- Fig. 14
- ein Transportband mit Warenträger / Werkstückträger.
Claims (10)
- Pulverbeschichtungseinheit für eine Anlage zum vollständigen oder partiellen Beschichten von Werkstücken (1), mit einem Fördersystem das ein Transportband (4) aufweist, das die zu beschichtenden Werkstücke (1) durch den Pulverapplikationsbereich (5) eines Pulversprühsystems (3) fördert, dadurch gekennzeichnet, dass das Transportband (4) für Luft und Pulver durchlässig ist.
- Pulverbeschichtungseinheit nach Anspruch 1, mit einer Absaugeinrichtung, vorzugsweise einem Saugbalken (6), die beim Transportband (4) angeordnet ist, zum Entfernen von überschüssigem Pulver vom Transportband (4) und/oder den zu beschichtenden Werkstücken (1).
- Pulverbeschichtungseinheit nach Anspruch 1 oder 2, mit einer Reinigungseinheit (20) für das Transportband (4) im Bereich des Rücklaufs des Transportbandes (4).
- Pulverbeschichtungseinheit nach einem der Ansprüche 1 bis 3, mit einem vorzugsweise für Pulver undurchlässigen Stützband (8) zum Stützen des Transportbandes (4) und mit einer Reinigungseinheit (9) für das Stützband.
- Pulverbeschichtungseinheit nach einem der Ansprüche 1 bis 4, bei welcher das Transportband (4) über Bandrollen, Walzen (10) oder über eine feststehende oder rotierende, gerundete Messerkante (11) umgelenkt wird (Fig. 7 und Fig. 8)
- Pulverbeschichtungseinheit nach einem der Ansprüche 1 bis 5, mit einer Wendeeinrichtung (13, 14, 15), für zu beschichtende Werkstücke (1), wobei die Wendeeinrichtung vorzugsweise ein innenliegendes Trommelband (14) und eine aussenliegendes Trommelband (15) zum Halten der Werkstücke (1) sowie eine Wendetrommel (14), oder ein innenliegendes Trommelband (13) sowie eine magnetische Wendetrommel (14, 14a) aufweist.
- Pulverbeschichtungseinheit nach einem der Ansprüche 1 bis 6 mit Werkstückträgern / Warenträgern die auf dem Transportband (4) angeordnet sind.
- Transportband für eine Pulverbeschichtungseinheit nach einem der Ansprüche 1 bis 7, welches mindestens zwei Drähte und/oder Seile (411) umfasst.
- Transportband für eine Pulverbeschichtungsanlage nach einem der Ansprüche 1 bis 7, das aus maschigem Geflecht (421) und/oder aus ineinander gedrehten Federn (431; 431', 431''), die quer oder längs zur Laufrichtung verlaufen, besteht.
- Pulverbeschichtungsanlage mit einer Pulverbeschichtungseinheit nach einem der Ansprüche 1 bis 7, und/oder einem Transportband (4) nach einem der Ansprüche 8 bis 9.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH6/97 | 1996-12-23 | ||
| CH3174/96 | 1996-12-23 | ||
| CH317496 | 1996-12-23 | ||
| CH697 | 1996-12-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0858841A2 true EP0858841A2 (de) | 1998-08-19 |
| EP0858841A3 EP0858841A3 (de) | 1999-03-10 |
Family
ID=25683240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97811015A Withdrawn EP0858841A3 (de) | 1996-12-23 | 1997-12-22 | Pulverbeschichtungseinheit, Transportband für eine derartige Pulverbeschichtungseinheit sowie Beschichtungsanlage mit Pulverbeschichtungseinheit |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0858841A3 (de) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001085357A1 (en) * | 2000-05-12 | 2001-11-15 | Cefla Soc. Coop. A R.L. | Method and apparatus for the horizontal painting of wood products |
| EP1243340A2 (de) | 2001-03-22 | 2002-09-25 | CEFLA Soc. Coop. a r.l. | Maschine zur horizontalen Beschichtung von Werkstücken |
| WO2003072265A1 (en) * | 2002-02-28 | 2003-09-04 | S.I.P.A. Societa' Industrializzazione Progettazione Automazione S.P.A. | A device and method for coating containers |
| EP1388373A3 (de) * | 2002-08-07 | 2006-08-02 | CEFLA Soc. Coop. a r.l. | Anlage zur Vorbereitung von im wesentlichen flachen Werkstücken für elektrostatische Beschichtung |
| CN100411751C (zh) * | 2003-06-26 | 2008-08-20 | 阿耐思特岩田株式会社 | 旋转式自动涂装方法及涂装装置 |
| ITBO20120077A1 (it) * | 2012-02-20 | 2013-08-21 | Cefla Coop | Metodo e apparecchiatura per la verniciatura di manufatti a prevalente estensione piana |
| EP3120935A3 (de) * | 2015-08-20 | 2017-02-22 | Tianhe (Baotou) Advanced Tech Magnet Co., Ltd. | Sprühvorrichtung und verwendung davon |
| EP3401022A1 (de) * | 2017-05-10 | 2018-11-14 | Dürr Systems AG | Förderer, beschichtungseinrichtung mit einem förderer und betriebsverfahren dafür |
| CN108855673A (zh) * | 2018-08-06 | 2018-11-23 | 安徽星光标识系统有限公司 | 用于泡沫板生产的高效切割、喷涂、烘干设备 |
| IT201800009428A1 (it) * | 2018-10-15 | 2020-04-15 | Elmag Spa | Macchina per la verniciatura di pezzi e relativo metodo. |
| CN113318888A (zh) * | 2021-08-02 | 2021-08-31 | 山东科技职业学院 | 一种翻转喷涂装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0405164B1 (de) | 1989-05-31 | 1995-12-13 | SFB Spezialfilter und Anlagenbau AG | Anlage und Verfahren zur Herstellung von pulverbeschicheten, flachen Teilen, insbesondere flachen Blechteilen |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1492092A (en) * | 1976-06-03 | 1977-11-16 | Plastic Coatings Ltd | Method and apparatus for sintering plastics coatings applied to articles |
| US4495217A (en) * | 1982-04-19 | 1985-01-22 | Schrum Timothy J | Method for applying powdered coatings |
| JPS6138653A (ja) * | 1984-07-31 | 1986-02-24 | Matsuo Sangyo Kk | フイルタ−バンドとワイヤネツトコンベヤを具備した静電塗装ブ−ス |
| DE3631270A1 (de) * | 1986-09-13 | 1988-03-24 | Kopperschmidt Mueller & Co | Vorrichtung zur spruehbeschichtung von werkstuecken |
| US5264037A (en) * | 1990-02-28 | 1993-11-23 | Blodgett & Blodgett, P.C. | Powder coating system |
| JP3355446B2 (ja) * | 1993-12-07 | 2002-12-09 | 日本パーカライジング株式会社 | 静電粉体塗装方法及びその装置 |
-
1997
- 1997-12-22 EP EP97811015A patent/EP0858841A3/de not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0405164B1 (de) | 1989-05-31 | 1995-12-13 | SFB Spezialfilter und Anlagenbau AG | Anlage und Verfahren zur Herstellung von pulverbeschicheten, flachen Teilen, insbesondere flachen Blechteilen |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001085357A1 (en) * | 2000-05-12 | 2001-11-15 | Cefla Soc. Coop. A R.L. | Method and apparatus for the horizontal painting of wood products |
| EP1243340A2 (de) | 2001-03-22 | 2002-09-25 | CEFLA Soc. Coop. a r.l. | Maschine zur horizontalen Beschichtung von Werkstücken |
| WO2003072265A1 (en) * | 2002-02-28 | 2003-09-04 | S.I.P.A. Societa' Industrializzazione Progettazione Automazione S.P.A. | A device and method for coating containers |
| EP1388373A3 (de) * | 2002-08-07 | 2006-08-02 | CEFLA Soc. Coop. a r.l. | Anlage zur Vorbereitung von im wesentlichen flachen Werkstücken für elektrostatische Beschichtung |
| CN100411751C (zh) * | 2003-06-26 | 2008-08-20 | 阿耐思特岩田株式会社 | 旋转式自动涂装方法及涂装装置 |
| ITBO20120077A1 (it) * | 2012-02-20 | 2013-08-21 | Cefla Coop | Metodo e apparecchiatura per la verniciatura di manufatti a prevalente estensione piana |
| EP3120935A3 (de) * | 2015-08-20 | 2017-02-22 | Tianhe (Baotou) Advanced Tech Magnet Co., Ltd. | Sprühvorrichtung und verwendung davon |
| EP3401022A1 (de) * | 2017-05-10 | 2018-11-14 | Dürr Systems AG | Förderer, beschichtungseinrichtung mit einem förderer und betriebsverfahren dafür |
| CN108855673A (zh) * | 2018-08-06 | 2018-11-23 | 安徽星光标识系统有限公司 | 用于泡沫板生产的高效切割、喷涂、烘干设备 |
| IT201800009428A1 (it) * | 2018-10-15 | 2020-04-15 | Elmag Spa | Macchina per la verniciatura di pezzi e relativo metodo. |
| EP3639931A1 (de) * | 2018-10-15 | 2020-04-22 | Elmag S.P.A. | Vorrichtung zur beschichtung und dazugehöriges verfahren |
| CN113318888A (zh) * | 2021-08-02 | 2021-08-31 | 山东科技职业学院 | 一种翻转喷涂装置 |
| CN113318888B (zh) * | 2021-08-02 | 2021-11-12 | 山东科技职业学院 | 一种翻转喷涂装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0858841A3 (de) | 1999-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2094593B1 (de) | Werkstückträger zum fördern eines zu lackierenden werkstücks | |
| DE69111494T2 (de) | Selbstreinigender dünner Bandförderer für Lackier- oder Färbeanlage. | |
| DE10115376B4 (de) | Anlage zum Pulverlackieren von Gegenständen | |
| EP0858841A2 (de) | Pulverbeschichtungseinheit, Transportband für eine derartige Pulverbeschichtungseinheit sowie Beschichtungsanlage mit Pulverbeschichtungseinheit | |
| DE4126891A1 (de) | Elektrostatische pulver-spruehbeschichtungsanlage fuer automobil-karosserien | |
| EP3186013B1 (de) | Vorrichtung zum behandeln von gegenständen | |
| EP0745001B1 (de) | Lackierverfahren und zur durchführung des verfahrens geeignete lackgiessvorrichtung | |
| CH624591A5 (de) | ||
| DE69020346T2 (de) | Farbspritzkabine mit beweglichen innenwänden. | |
| DE4217615A1 (de) | Verfahren zum beschichten von werkstuecken mit farbe durch elektrolytische abscheidung | |
| DE102010032144A1 (de) | Behandlungseinheit und Anlage zur Oberflächenbehandlung von Gegenständen | |
| DE3340510A1 (de) | Pulverbeschichtungsvorrichtung | |
| EP2866916B1 (de) | Filtervorrichtung zur trockenabscheidung von klebenden partikeln | |
| DE3006837C2 (de) | Verfahren und Vorrichtung zum elektrostatischen Beschichten von Großwerkstücken mit pulverförmigen Medien | |
| WO1997014508A1 (de) | Einrichtung zum transport fein verteilter, bei der oberflächenbehandlung von gegenständen anfallender medien | |
| DE4430542C2 (de) | Transportsystem zum Transportieren von Schraubendruckfedern durch eine Kugelstrahlanlage | |
| DE69005320T2 (de) | Sprühbeschichtungsverfahren und Sprühbeschichtungsanlage. | |
| EP0634225B1 (de) | Vorrichtung zum Entladen der Wände einer Kunststoffkabine | |
| EP1378294A2 (de) | Pulverbeschichtungsanlage | |
| DE20204460U1 (de) | Farbspritzanlage | |
| EP3147033B1 (de) | Vorrichtung zum entfernen von farbnebel aus einem raum | |
| DE2323572A1 (de) | Spritz-beschichtungs-vorrichtung | |
| DE19819486B4 (de) | Trägeranordnung für Lackieranlagen und Lackierverfahren | |
| DE10231503A1 (de) | Verfahren zum Beschichten, insbesondere Lackieren von Gegenständen | |
| DE19704421A1 (de) | Vorrichtung zur Bildung von Bunden aus Walzdrahtschlingen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid | ||
| 17P | Request for examination filed |
Effective date: 19990910 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE DK LI |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE ES FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20020117 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RTI1 | Title (correction) |
Free format text: POWDER COATING UNIT AND POWDER COATING INSTALLATION WITH THE SAME |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SEILER, DANIEL |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SEILER, DANIEL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20030701 |