EP0841252A2 - Verfahren zum Herstellen eines Polygon-, insbesondere Achteck-Behälters - Google Patents
Verfahren zum Herstellen eines Polygon-, insbesondere Achteck-Behälters Download PDFInfo
- Publication number
- EP0841252A2 EP0841252A2 EP97116201A EP97116201A EP0841252A2 EP 0841252 A2 EP0841252 A2 EP 0841252A2 EP 97116201 A EP97116201 A EP 97116201A EP 97116201 A EP97116201 A EP 97116201A EP 0841252 A2 EP0841252 A2 EP 0841252A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- polygon
- edges
- glued
- container
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims description 17
- 238000004519 manufacturing process Methods 0.000 title description 10
- 238000004080 punching Methods 0.000 claims description 16
- 238000004026 adhesive bonding Methods 0.000 claims description 5
- 239000000853 adhesive Substances 0.000 description 16
- 230000001070 adhesive effect Effects 0.000 description 16
- 238000010276 construction Methods 0.000 description 8
- 239000003292 glue Substances 0.000 description 6
- 238000004806 packaging method and process Methods 0.000 description 4
- 241001474791 Proboscis Species 0.000 description 1
- 239000013590 bulk material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/64—Lids
- B65D5/68—Telescope flanged lids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/12—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body with end closures formed separately from tubular body
Definitions
- the invention relates to a method for producing a polygon, in particular Octagon container.
- Polygon-like containers are used in large quantities for transport and Packaging of objects used.
- the invention relates above all Containers with an octagonal cross section, which are also used as pallet octagonal containers are called and consist of corrugated cardboard.
- Such containers serve the Transport of bulk goods arranged in a container Plastic bag to be transported.
- These containers are about 2 m high and have a diameter of over one meter and are therefore extreme unwieldy and difficult to manufacture.
- Telescopic corner container proposed. Because after filling, in particular The bulk material solidifies during transport, is created in the octagonal container in the upper part of an empty space, which when stacking several heavy containers one above the other would lead to the destruction of the packaging.
- Telescopic corner container is a loose polygonal part on the polygon body fixed so that there is a pressure from above on the container from Polygon body part releases. The intermediate part then slides down until the lid the packaging sits firmly on the contents.
- the octagon lower part and the octagonal intermediate part are at Telescopic corner packaging by means of a punched handle on Polygon body part connected by the handle punch in front Slip the intermediate part so that it is bent outwards manually Intermediate part settles on these handles. With a load of then these handle punches tear off or bend so that the The intermediate part slips down over the lower part.
- Such containers are manufactured in large numbers and were initially Lids and bottoms manufactured using a construction according to FEFCO 350.
- FEFCO 350 There the manual erection of lids and floors and especially the Extreme fastening of the tabs by manual gluing or stapling is complex, the construction according to FEFCO 350 has become over time completely replaced by the FEFCO 351 construction, with a Folding device the tabs of the lid are fixed.
- Disadvantage of the Construction FEFCO 351 is, however, that the inserted tabs are not fixed are and can shift under pressure. This will make the Lid larger in size and the adhesion between lid and This affects the fuselage.
- the invention has for its object a method for producing a Propose polygon, especially octagon container, which is a fast Erection enables.
- This object is achieved in that the edges of a base part automatically bent and automatically a polygon body part to create a lower part is arranged on the bottom part.
- the invention is based on the knowledge that the replacement of the construction FEFCO 350 by the construction FEFCO 351 the time to erect the Although containers could reduce further time savings with the Construction FEFCO 351 is however not achievable.
- the proposal the edges automatically fold the bottom part and create a lower part automatically arranging a polygon body part on the base part enables Use of the stable construction that has completely disappeared from the market according to FEFCO 350.
- Such an automatic production of polygon containers enables extremely quick erection with minimal personnel Expenditure.
- the edges of the bottom part are preferred glued together via bottom flaps.
- the cover part it is possible that the bottom flaps on the outside on the edges be glued on and the fuselage part is inserted into the bottom part.
- the inner ring of the lid or the bottom has a uniform shape and improves the tight fit of the lid or bottom on the polygon body.
- the tabs can also be placed on the edges from the inside be glued on and the bottom part inserted into the polygon part. This creates a uniform shape on the outside of the floor, which also ensures a firm contact with the polygon body, provided that Bottom part is inserted into the polygon part.
- edges of a cover part also automatically are folded and glued together with cover flaps and that Cover part after filling the lower part onto the lower part. Thereby the entire manufacture of the polygon container is automated to the Shorten manufacturing time even further.
- An advantageous way of connecting the polygon body and Intermediate part of the polygon provides that an open part of one of the two parts Die cut line with a straight line, preferably a grooved line, on her upper or lower end of an area is provided, and the parts be glued together on the surface.
- the provision of such Punching at the glue point has the advantage that the polygon body and Polygon intermediate part on the adhesive surface are pressed together more easily can. There is generally an air gap between the top and bottom. By the punching at the glue point creates a punching flap that follows can move inside so that the bond does not tear too soon. Furthermore can be designed so that the polygon body and Intermediate polygon can be pushed into one another without the Adhesive point detaches.
- the punched line is preferably provided on the intermediate polygon part, since this is usually placed over the polygon body and thereby the punched area is easily accessible from the outside to counter it Press polygon lower part.
- Another open Punching line is provided with another straight line Area bounded near the first area - preferably to it adjacent - is arranged. This area can be easily raised to insert an adhesive nozzle, which is under the flap between upper and Bottom slides to apply the glue.
- two parallel incisions at the bottom of the A punching flap can be created in the upper part. After putting the top over the lower part of the punching tab can be lifted slightly as a flap to advance an adhesive nozzle that injects the adhesive. Then will the tab pressed from the outside against the lower part.
- the bonding described is preferably achieved in that the Polygon body part or the polygon intermediate part with an inside Stamp is held, the edges of the bottom part or the lid part can be arranged opposite one another.
- a stamp acts as an abutment in the Container, if the edges of the base part or of the cover part are pressed. After the adhesive has set, the Stamps are removed from the container.
- Bottom part 5 made by folding the edges 6 to 13 upwards and are glued to one another via bottom flaps 13 to 21.
- the tabs 14 are in the bottom part to 21 glued from the inside to the edges 6 to 13 and the bottom part 5 is in the polygon body 4 used.
- a polygon intermediate part 22 is produced by a blank 23 (see FIG. 5) kinked at the creases 24 and closed by means of the adhesive tab 25 an octagonal cylinder is formed.
- the cover part 26 also made from a blank as shown in Figure 2, only that when Cover part the tabs are glued to the edges from the outside. Because of that a uniform inner surface on the cover part 26 is created Intermediate polygon part 22 inserted into the cover part 26 or the cover part 26 the polygon intermediate part 22 turned up.
- the Polygon body part 4 After creating the bottom part 5 and the polygon body part 4, the Polygon body part 4 automatically placed over the base part 5 to a lower part 27 manufacture.
- the base part 5 can also be like the cover part 26 are produced, the polygonal fuselage part 4 then preferably into the Bottom part is used.
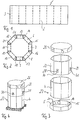
- a polygon intermediate part 22 is then placed on the lower part 27 with grippers put on, which extends around the polygonal body part 4. So that Polygonal intermediate part 22 does not slide down, the parts are by means of Adhesive dots 28, 29 fixed to each other in the correct position. This Adhesive dots are on surfaces 28, 29 on the inside of the intermediate polygon attached, these surfaces of a U-shaped punch line 32, 33rd are limited, the area 30 and 31 respectively with a straight line 34, 35 limited.
- Figure 4 shows the finished octagonal container with the surfaces 30 and 31 with which the intermediate polygon part 22 is connected to the polygon body part 4. At a If this container is subjected to pressure from above, it slips Intermediate polygonal part 22 so far over the polygonal body part 4 until Cover part 26 rests on the filling of the container. Die cuts 32 and 33 and possibly also scoring on lines 34 and 35 ensure that the Deform surfaces 30 and 31 and, if necessary, the adhesive connection will also tear.
- the adhesive for easier application of the adhesive to the polygonal fuselage part or the Surfaces 39, 31 on the polygonal intermediate part can be a further U-shaped one Die cut line opposite the die cut lines 32 and 33 above the punched-out stamps are attached.
- FIGS. 6 to 8 show an octagonal blank 36 edges 37 to 44 arranged around its circumference with a polygon body 45 brought together that by automatically folding the edges 37 to 44 and gluing the edges 37 to 44 to the polygon body 45 from one Bottom part 46 and a polygon body part 45 a lower part 47 is formed.
- the polygon body is arranged by means of one in the polygon body Stamp held so that the edges 37 to 44 of the bottom part 46 after the Apply adhesive firmly to the outside of the polygon body can be pressed.
- an upper part 48 is produced by the edges of a cover part 49 be glued to the outside of an intermediate polygonal part 50.
- an H-shaped punching 51 is provided, through which the Filling opening of a sack (not shown) are led out of the container can.
- elements of the first embodiment can also be used
- Elements of the second embodiment can be combined.
- the method described enables each individual process step run automatically. This allows the entire structure of a Octagonal container or a telescopic octagonal container mechanically, without manual Work to be done.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Toys (AREA)
- Cartons (AREA)
Abstract
Description
- Figur 1
- einen Zuschnitt für ein Polygonrumpfteil
- Figur 2
- einen Zuschnitt für ein Bodenteil
- Figur 3
- die Einzelelemente eines Achteckbehälters
- Figur 4
- einen Achteckbehälter auf einer Palette
- Figur 5
- einen Zuschnitt für ein Polygonzwischenteil
- Figur 6
- einen alternativen Zuschnitt für ein Deckel- oder Bodenteil
- Figur 7
- die Elemente eines alternativen Achteckbehälters und
- Figur 8
- den alternativen Achteckbehälter auf einer Palette.
Claims (12)
- Verfahren zum Herstellen eines Polygon-, insbesondere Achteck-Behälters, bei dem die Ränder (6 - 13, 37 - 44) eines Bodenteils (5, 46) automatisch umgeknickt und zur Erzeugung eines Unterteils (27, 47) automatisch ein Polygonrumpfteil (4, 45) am Bodenteil (5, 46) angeordnet wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Ränder (6 -13) über Bodenlaschen (14 - 21) miteinander verklebt werden.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß die Bodenlaschen (14 - 21) von außen auf die Ränder (6 - 13) aufgeklebt werden und das Polygonrumpfteil (4) in das Bodenteil (5) eingesetzt wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß die Laschen (14 - 21) von innen auf die Ränder (6 - 13) aufgeklebt werden und das Bodenteil (5) in das Polygonrumpfteil (4) eingesetzt wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Ränder eines Deckelteils (26) automatisch umgeknickt und über Deckellaschen miteinander verklebt werden und das Deckelteil (26) nach Befüllen des Unterteils (27) auf das Unterteil (27) aufgesetzt wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß am Polygonrumpfteil (4) ein Polygonzwischenteil (22) befestigt wird, indem die Teile miteinander verklebt werden.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, daß an einem der beiden Teile (4, 22), eine offene Ausstanzlinie (32, 33), die mit einer Geraden, vorzugsweise gerillten Linie (34, 35) an ihrem oberen oder unteren Ende eine Fläche (30, 31) begrenzt, vorgesehen wird und die Teile (4, 22) an der Fläche (30, 31) miteinander verklebt werden.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, daß die Ausstanzlinie (32, 33) am Polygonzwischenteil (22) vorgesehen ist.
- Verfahren nach einem der Ansprüche 7 oder 8, dadurch gekennzeichnet, daß eine weitere offene Ausstanzlinie vorgesehen wird, die mit einer weiteren geraden Linie eine weitere Fläche begrenzt, die in der Nähe der ersten Fläche (30, 31) - vorzugsweise an sie angrenzend - angeordnet ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Ränder (37) bis (44) des Bodenteils (46) bzw. des Deckelteils (49) automatisch an die Außenseite des Polygonrumpfteils (45) bzw. des Polygonzwischenteils (50) geklebt werden.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, daß das Polygonrumpfteil (45) bzw. das Polygonzwischtenteil (50) mit einem innenliegenden Stempel gehalten wird, der den Rändern (37 - 44) des Bodenteils (46) bzw. des Deckelteils (49) gegenüberliegend anordbar ist.
- Verfahren nach einen der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß in einem Deckelteil (49) eine H-Stanzung (51) angebracht wird und ein Sack so durch die Stanzung (51) gezogen wird, daß der Sack innerhalb des Polgonbehälters liegt und seine Füllöffnung außerhalb.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19646173 | 1996-11-08 | ||
| DE19646173 | 1996-11-08 | ||
| DE19651199A DE19651199A1 (de) | 1996-11-08 | 1996-12-10 | Verfahren zum Herstellen eines Polygon-, insbesondere Achteckbehälters |
| DE19651199 | 1996-12-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0841252A2 true EP0841252A2 (de) | 1998-05-13 |
| EP0841252A3 EP0841252A3 (de) | 1998-11-11 |
Family
ID=26031111
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97116201A Withdrawn EP0841252A3 (de) | 1996-11-08 | 1997-09-18 | Verfahren zum Herstellen eines Polygon-, insbesondere Achteck-Behälters |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0841252A3 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5514937B1 (ja) * | 2013-07-16 | 2014-06-04 | ヤマトパッキングサービス株式会社 | 梱包箱 |
| ES2544493A1 (es) * | 2014-02-28 | 2015-08-31 | Tecnicartón, S.L. | Tapa para contenedor |
| WO2017197592A1 (zh) * | 2016-05-18 | 2017-11-23 | 深圳市沃特沃德股份有限公司 | 一种两用宠物食品包装盒 |
| WO2019141887A1 (es) | 2018-01-18 | 2019-07-25 | Telesforo González Maquinaria, Slu | Bidón poligonal reforzado de material laminar corrugado encolado, método de fabricación y máquina de formación del mismo |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3283673A (en) * | 1964-03-26 | 1966-11-08 | Waldorf Paper Prod Co | Apparatus for forming bulk packages |
| GB1389951A (en) * | 1972-12-21 | 1975-04-09 | Ashton Containers | Transportable container |
| US4186865A (en) * | 1978-06-13 | 1980-02-05 | International Drum Corporation | Means for securing the bottom closure of a polygonal container |
| DE7819146U1 (de) * | 1978-06-26 | 1978-11-09 | Basf Ag | Behaelter aus Wellpappe o dgl |
| GB2037711B (en) * | 1978-11-24 | 1982-10-06 | Walton D | Containers |
| FR2598684B1 (fr) * | 1986-05-14 | 1990-11-23 | Socar | Nouvel emballage pliable, du type des caisses-palettes, dont la section en forme de polygone presente un plan de symetrie |
-
1997
- 1997-09-18 EP EP97116201A patent/EP0841252A3/de not_active Withdrawn
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5514937B1 (ja) * | 2013-07-16 | 2014-06-04 | ヤマトパッキングサービス株式会社 | 梱包箱 |
| ES2544493A1 (es) * | 2014-02-28 | 2015-08-31 | Tecnicartón, S.L. | Tapa para contenedor |
| WO2017197592A1 (zh) * | 2016-05-18 | 2017-11-23 | 深圳市沃特沃德股份有限公司 | 一种两用宠物食品包装盒 |
| WO2019141887A1 (es) | 2018-01-18 | 2019-07-25 | Telesforo González Maquinaria, Slu | Bidón poligonal reforzado de material laminar corrugado encolado, método de fabricación y máquina de formación del mismo |
| EP3616896A4 (de) * | 2018-01-18 | 2020-11-25 | Telesforo González Maquinaria, SLU | Verstärkter vieleckiger behälter aus geklebtem welllaminat, herstellungsverfahren und maschine zu seiner herstellung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0841252A3 (de) | 1998-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69121910T2 (de) | Behälter aus Folienmaterial und Zuschnitt zur Herstellung desselben | |
| DE69509505T2 (de) | Behälter oder behälterdeckel aus steifem flachmaterial sowie zuschnitt und verfahren zu dessen herstellung | |
| EP3439977B1 (de) | Packungsmantel, packung und verfahren zur herstellung einer packung | |
| EP0260345A2 (de) | Verpackungseinheit mit mehreren Faltschachteln | |
| DE69212130T2 (de) | Faltschachtel aus Karton sowie Zuschnitte und Maschine zur Erstellung dieser Schachtel | |
| DE20316996U1 (de) | Zuschnitt aus Kraftkarton zur Herstellung eines mehrreihigen Flaschenträgers | |
| EP0038488B1 (de) | Verfahren zum Herstellen eines flüssigkeitsdichten Behälters | |
| DE2226071A1 (de) | Schuesselfoermiger behaelter mit zwischenwand | |
| EP0041924B1 (de) | Verfahren zum Herstellen eines deformierbaren Behälters und deformierbarer Behälter | |
| DE3878058T2 (de) | Zusammengesetzte verpackung mit selbstschliessendem verschluss. | |
| DE3133258C2 (de) | ||
| DE3029002A1 (de) | Tragvorrichtung fuer seitlich abkragende randteile aufweisende gefaesse sowie zuschnitt dafuer | |
| EP0218186B1 (de) | Karton aus Pappe, Wellpappe o.ä. | |
| DE2720907A1 (de) | Tubenartiger behaelter und verfahren zum fuellen und zum herstellen eines tubenartigen behaelters | |
| EP0841252A2 (de) | Verfahren zum Herstellen eines Polygon-, insbesondere Achteck-Behälters | |
| EP2046568A2 (de) | Verfahren und vorrichtung zur herstellung einer hochpräzisen schachtel | |
| EP0592939B1 (de) | Verfahren und Vorrichtung zur Herstellung einer Mehrfunktionsverpackung | |
| DE19651199A1 (de) | Verfahren zum Herstellen eines Polygon-, insbesondere Achteckbehälters | |
| EP1657164B1 (de) | Verpackung und Verfahren zu deren Herstellung | |
| DE4438076C2 (de) | Dose sowie Verfahren zum Herstellen einer Dose | |
| EP0654413B1 (de) | Flaschenverpackung | |
| DE69203478T2 (de) | Bag-in-Box mit automatisch auffaltbarem Boden und Verfahren zu deren Herstellung. | |
| CH537321A (de) | Verpackung, insbesondere für Kekse | |
| DE69220582T2 (de) | Blisterpackung und verfahren zu ihrer herstellung | |
| DE2031221C (de) | Vorrichtung zum dichten Verschließen einer Verpackung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE DE FR NL |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990430 |
|
| AKX | Designation fees paid |
Free format text: BE DE FR NL |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20000401 |