EP0809945B1 - Damenunterbekleidungsstück, insbesondere Büstenhalter - Google Patents
Damenunterbekleidungsstück, insbesondere Büstenhalter Download PDFInfo
- Publication number
- EP0809945B1 EP0809945B1 EP97108357A EP97108357A EP0809945B1 EP 0809945 B1 EP0809945 B1 EP 0809945B1 EP 97108357 A EP97108357 A EP 97108357A EP 97108357 A EP97108357 A EP 97108357A EP 0809945 B1 EP0809945 B1 EP 0809945B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- parts
- side parts
- brassiere according
- reinforcement
- brassiere
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000463 material Substances 0.000 claims abstract description 28
- 230000002787 reinforcement Effects 0.000 claims abstract description 22
- 239000004753 textile Substances 0.000 claims abstract description 11
- 239000013013 elastic material Substances 0.000 claims description 2
- 210000002105 tongue Anatomy 0.000 claims 2
- 238000009958 sewing Methods 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- 238000003466 welding Methods 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 229920001169 thermoplastic Polymers 0.000 description 4
- 239000004416 thermosoftening plastic Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 210000000038 chest Anatomy 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 210000001503 joint Anatomy 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 230000003321 amplification Effects 0.000 description 1
- 210000000481 breast Anatomy 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000007688 edging Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41C—CORSETS; BRASSIERES
- A41C3/00—Brassieres
- A41C3/0014—Brassieres made from one piece with one or several layers
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D27/00—Details of garments or of their making
- A41D27/24—Hems; Seams
- A41D27/245—Hems; Seams made by welding or gluing
Definitions
- the invention relates to a piece of underwear for women elaborated top, especially a bra, from two side parts containing the bust cups, the in the front middle area between the bust cups connected together at the rear ends have a back closure and those with straps are provided.
- Bras are undergarments that are made with regard to on their determination to cover, support and shape the female breast in many different sizes and shapes must be manufactured and kept in stock.
- They due to this provision adapted spatial form exist they traditionally consist of a number of different parts, which make up a variety of their composition Work steps that are time-consuming and costly and a rational industrial way of working largely withdraw.
- Areas of a garment such as a panty girdle or a bra, known, on the basis of a textile material in the screen printing process in certain Pattern to apply a powdered glue, after that is melted in a drying oven (EP 0 255 101 B1).
- a powdered glue after that is melted in a drying oven (EP 0 255 101 B1).
- On the areas of the base coated with adhesive then becomes one of the areas of the glue application appropriate top layer applied by the application of Heat and pressure using the adhesive with the base is connected.
- Strength and shaping properties here by the shape and size of the adhesive application and choice of Adhesive material determined. The further assembly too this bra is made by sewing.
- the invention has for its object a design for a women's undergarment, especially one To create bras that are suitable for a modern industrial Manufacturing is suitable, especially any continuous and avoids sewing operations requiring a connecting medium.
- this object is achieved by a Women's undergarment, especially a bra solved with the features specified in claim 1.
- the invention Bras not only without any threads or the like Lanyards are made, but so are practically only selectively, i.e. by pressing, welding or the like, operations to connect the individual parts or required for assembly.
- the new bra By eliminating the most annoying and stretching behavior influencing or possibly also commissioning, by The new bra also has sewing seams improved wearing properties. Because of its flat End edges or material transitions is the Bra according to the invention ideal for wearing under tight-fitting clothes since he is on top of it worn clothing does not show. By reduced Variety of materials result in good care properties and also a simplified recyclability. Finally the method of manufacture also allows better reproduction the required fit and a comparably cheap Manufacturing cost structure.
- the invention is based on the example of a Bra shown as a women's undergarment.
- the invention is also applicable to other items of clothing applicable, which have a worked out top, such as e.g. Swimsuits or the like.
- Fig. 1 is a bra according to the invention of the Shown inside.
- the bra 1 consists of two side parts 2 and 3, which are mirror-symmetrical to one front central axis M are formed and arranged.
- the Side panels 2 and 3 each comprise by molding molded bust cups 4 and 5.
- the side parts 2 and 3 are in the area of the front central axis M in one area 6 connected to each other.
- At the rear ends of the Side panels 2 and 3 are the active and passive Parts of a back closure 7.
- carrier tapes 8 are fixed at 9 and in the rear Area at 10 in an adjustment element 11 formed loop 12 adjustably attached.
- the side parts 2 and 3 each consist of one of their entire surface covering layer 13 or 14 from one textile, to a certain extent stretchable material, at least partially contains thermoplastic fusible fibers.
- On these basic parts 13 and 14 are from the inside Reinforcement parts laminated, in their entirety with 15 and 16 are designated.
- These reinforcement parts 15, 16 also consist of a textile, preferably a less stretchy material, at least that too partially contains thermoplastic fusible fibers.
- the reinforcing parts 15, 16 from frame-like blanks that are approximately uniformly wide, band-like along the outer edges of the side parts 2 and 3 to reinforce and stabilize the Edges. These are lower, parallel to lower edge 17 extending parts 18, in the back area adjoining, running to the carrier tapes 8 Parts 19, parts 21 running along the upper edges 20 and finally above the bust cups 4, 5 Parts 22. Starting from the lower edge 17 of the bra 1 extend the parts 18 of the reinforcements 15, 16 to in into the area of the bust cups 4 and 5; they form there reinforcements 23 to support the chest or Shaping their contour.
- the invention is not limited to this.
- the bra can be used instead a back closure also have a front closure or completely without closure as a so-called “step-in bra” be trained. It can also be used without carrier tapes, so be strapless. After all, that is Invention also on swimsuits, both in one piece as well as bikini applicable.
- the bra according to the invention first made the two side parts 2 and 3, this then connected to each other in the front middle region 6 and finally the carrier tapes 8 and the closure parts 7 appropriate.
- the side parts 2 and 3 of the brassiere 1 is first on a base course or a rough cut of the reinforcement 15, 16 forming textile material applied a coating through which a connection with the base web 13 or 14 can be produced.
- This can either be a "hot melt” adhesive coating, or also a thin film that can be activated by applying heat.
- the application of heat and pressure Reinforcing parts 15, 16 containing rough cuts with the Rough cuts 13, 14 of the base web are connected. Only after the bust cups 4 and 5 are molded and the Punched outer contours. It makes sense to have two each corresponding side parts 2 and 3 in each other congruent location on top of each other.
- the Assembling the bra After these preparatory measures, the Assembling the bra. For this, the superimposed stamped and molded parts 2 and 3 opened, in the front middle area 6 of the Center axis M to form a triangular overlap 23 brought and in this area by a weld 24th firmly connected. This can be done by a single Pressing and welding process take place. This connection can also by designing a motif, e.g. "Bloom", optically be made attractive.
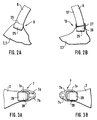
- the fixed connection 9 of the carrier tapes 8 with the front 2A shows the upper regions of the brassiere 1.
- the Carrier tapes 8 mostly made of elastic tape material exist, usually contain thermoplastic fusible fibers so that they, with the appropriate Areas of the side parts 2, 3 overlapped, can be connected to each other by welds 25.
- For adjustable attachment 10 of the carrier tapes 8 in rear area (Fig. 2B) is made of the material of the Side parts 2 or 3 with laminated reinforcement one Tab 26 formed, which is pulled through an eyelet 27 and then is repelled. By a weld 25, the Tab 26 welded to side part 2 or 3. Through the Eyelet 27 becomes the carrier tape 8 in a manner known per se pulled, which forms a loop 12.
- the back closure 7 consists of an active closure part 7a and passive closure part 7b.
- the active closure part 7a has a locking head 7c, the passive locking part 7b a recess 7d. Place both locking parts 7a and 7b each in an eyelet 7e.
- the ends run here too of the side parts 2 and 3 in tabs 28, each pulled through the eyelets 7e and backwards to be handled, then by welds 29 with the Material of the side parts 2 and 3 to be welded.
- thermoplastic fusible fibers can be applied using ultrasound or Heat, if necessary with the simultaneous application of Pressure to be welded. It succeeds after Overlay the from the rough cuts 13, 14 and Reinforcement parts 15, 16 existing side parts 2, 3 in mutually congruent location this in the area of the later ends 32, 33 forming the front central region 6 Welding with application of pressure under complete Cut to connect so that after Opening parts 2, 3 the two lying one on top of the other welded ends 32, 33 into an elongated Get in position and so blunt with each other are welded. In this way, one succeeds practically invisible, at least not bulky straightforward Connection of the two front inner ends of the side parts 2, 3.
- Fig. 5 is shown schematically how the two Side parts 2, 3 from the base material 13, 14 and Reinforcement parts 15, 16 are placed on top of each other so that whose front inner ends 32, 33 cover each other.
- an ultrasonic welding device 34 that only through a sonotrode 34a and a lower abutment 34b is indicated.
- the lower abutment 34b has in its upper part facing the material triangular Cross section to not only a weld but also to enable a separation of the material parts.
- the two front central edges 32, 33 are thus the Side parts 2, 3 connected to each other.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Corsets Or Brassieres (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
- Undergarments, Swaddling Clothes, Handkerchiefs Or Underwear Materials (AREA)
- Sorption Type Refrigeration Machines (AREA)
- Professional, Industrial, Or Sporting Protective Garments (AREA)
- Polymers With Sulfur, Phosphorus Or Metals In The Main Chain (AREA)
- Transition And Organic Metals Composition Catalysts For Addition Polymerization (AREA)
- Acyclic And Carbocyclic Compounds In Medicinal Compositions (AREA)
- Artificial Filaments (AREA)
- Coloring Foods And Improving Nutritive Qualities (AREA)
Description
- Fig. 1
- eine Innenansicht eines erfindungsgemäßen Büstenhalters, die
- Fig. 2A/B
- Detaildarstellungen der Befestigung der Trägerbänder,
- Fig. 3A/B
- Detaildarstellungen der Befestigung der Teile eines Rückenverschlusses,
- Fig. 4A/B
- Detaildarstellungen des vorderen mittleren Bereichs einer anderen Ausführungsform des Büstenhalters mit einer stumpfen Schweißnaht und die
- Fig. 5 bis 7
- im schematischen Vertikalschnitt aufeinanderfolgende Stationen der Herstellung einer solchen Schweißnaht.
Claims (12)
- Damenunterbekleidungsstück, insbesondere Büstenhalter, aus zwei die Büstenkörbchen (4, 5) enthaltenden Seitenteilen (2, 3), die im vorderen mittleren Bereich (6) zwischen den Büstenkörbchen (4, 5) miteinander verbunden sind, die an den rückwärtigen Enden einen Rückenverschluß (7) aufweisen und mit Trägerbändern (8) versehen sind, gekennzeichnet durch folgende Merkmalea) die Seitenteile (2, 3) bestehen jeweils aus einem vollflächigen Zuschnitt (13, 14) aus einem textilen, zumindest teilweise thermoplastisch verschmelzbare Fasern enthaltenden Material,b) auf die Zuschnitteile (13, 14) sind zumindest entlang ihrer Außenränder Verstärkungsteile (15, 16) aufkaschiert, die ebenfalls aus einem textilen, zumindest teilweise thermoplastisch verschmelzbare Fasern enthaltenden Material bestehen,c) die Seitenteile (2, 3) sind im vorderen mittleren Bereich (6) durch eine auf thermischem Wege erzeugte Schweißnaht (24, 30) miteinander verbunden,d) die Teile (7a, 7b) des Rückenverschlusses (7) sowie die Trägerbänder (8) sind mittelbar oder unmittelbar mittels auf thermischem Wege erzeugter Schweißnähte (25, 29) mit den Seitenteilen (2, 3) verbunden.
- Büstenhalter nach Anspruch 1, dadurch gekennzeichnet, daß die Zuschnitteile (13, 14) der Seitenteile (2, 3) und/oder die Verstärkungsteile (15, 16) aus elstischem Material bestehen.
- Büstenhalter nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß sich die Verstärkungsteile (15, 16) etwa bandartig in im wesentlichen gleicher Breite entlang der Ränder der Seitenteile (2, 3) erstrecken.
- Büstenhalter nach Anspruch 3, dadurch gekennzeichnet, daß die Verstärkungsteile (15, 16) sich ausgehend vom unteren Rand (17) des Büstenhalters (1) bis in den Bereich der Büstenkörbchen (4, 5) erstrecken.
- Büstenhalter nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Umrißform und die Anordnung der Verstärkungsteile (15, 16) den jeweiligen Paßformerfordernissen angepaßt sind.
- Büstenhalter nach einem der Ansprüche 3 bis 5, dadurch gekennzeichnet, daß die bandartigen Bereiche (18, 19, 21, 22) der Verstärkungsteile (15, 16) wellenförmig ausgebildet sind.
- Büstenhalter nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Seitenteile (2, 3) sich im vorderen mittleren Bereich (6) zwischen den Büstenkörbchen (4, 5) überlappen und im Bereich der Überlappung (23) durch eine Schweißnaht (24) miteinander verbunden sind.
- Büstenhalter nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die einander zugewandten Enden (32, 33) der Seitenteile (2, 3) im vorderen mittleren Bereich (6) zwischen den Büstenkörbchen (4, 5) kantengleich stumpf in einer Schweißnaht (30) miteinander verschweißt sind.
- Büstenhalter nach Anspruch 8, dadurch gekennzeichnet, daß die Schweißnaht (30) vorzugsweise an der Innenseite des Büstenhalters (1) durch ein aufkaschiertes Verstärkungsteil (31) hinterlegt ist.
- Büstenhalter nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß die Seitenteile (2, 3) an den rückwärtigen Enden schmale Laschen bilden, die durch Ösen (7e) der Rückenverschlußteile (7a, 7b) geschlungen und durch Bildung einer Schlaufe (28) geschlossen sind.
- Büstenhalter nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß die Trägerbänder (8) an den vorderen Trägerbandaufhängungen (9) unmittelbar mit den Seitenteilen verbunden sind.
- Büstenhalter nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, daß die Trägerbänder (8) an den rückwärtigen Trägerbandaufhängungen (10) mittels jeweils einer Schlaufe (12) verstellbar an einer Öse (27) befestigt sind, die ihrerseits mittels einer durchgezogenen und zu einer Schlaufe gelegten Lasche (26) mit den Seitenteilen (2, 3) verbunden sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI9730016T SI0809945T1 (en) | 1996-05-31 | 1997-05-23 | Ladies underwear, especially brassiÞre |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE29609672U | 1996-05-31 | ||
| DE29609672U DE29609672U1 (de) | 1996-05-31 | 1996-05-31 | Büstenhalter |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0809945A2 EP0809945A2 (de) | 1997-12-03 |
| EP0809945A3 EP0809945A3 (de) | 1998-09-23 |
| EP0809945B1 true EP0809945B1 (de) | 1999-09-01 |
Family
ID=8024621
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97108357A Expired - Lifetime EP0809945B1 (de) | 1996-05-31 | 1997-05-23 | Damenunterbekleidungsstück, insbesondere Büstenhalter |
Country Status (23)
| Country | Link |
|---|---|
| US (1) | US5820443A (de) |
| EP (1) | EP0809945B1 (de) |
| JP (1) | JP3057027B2 (de) |
| CN (1) | CN1106164C (de) |
| AT (1) | ATE183895T1 (de) |
| BR (1) | BR9703413A (de) |
| CZ (1) | CZ284559B6 (de) |
| DE (2) | DE29609672U1 (de) |
| DK (1) | DK0809945T3 (de) |
| EE (1) | EE9700120A (de) |
| ES (1) | ES2138414T3 (de) |
| GR (1) | GR3031946T3 (de) |
| HK (1) | HK1008970A1 (de) |
| HR (1) | HRP970300B1 (de) |
| HU (1) | HU216817B (de) |
| IS (1) | IS4489A (de) |
| NO (1) | NO309355B1 (de) |
| PL (1) | PL183760B1 (de) |
| RU (1) | RU2127535C1 (de) |
| SI (1) | SI0809945T1 (de) |
| SK (1) | SK68497A3 (de) |
| UA (1) | UA42031C2 (de) |
| YU (1) | YU22297A (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1275313A2 (de) | 2001-07-11 | 2003-01-15 | MAYSER GmbH & Co. | Verfahren zur Herstellung eines Unterbekleidungs-oder Sportbekleidungsstückes und danach hergestelltes Bekleidungsstück |
| WO2010081446A2 (de) | 2009-01-17 | 2010-07-22 | Mayser Gmbh & Co. Kg | Flockfolie, verfahren zu ihrer herstellung und ihre verwendung |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE237959T1 (de) * | 1999-02-26 | 2003-05-15 | Triumph International Ag | Unterbekleidungsstück, insbesondere damenunterbekleidungsstück |
| DE29920469U1 (de) * | 1999-06-06 | 2000-10-19 | Triumph International AG, 80335 München | Unterbekleidungsstück, insbesondere Damenunterbekleidungsstück |
| DE29909775U1 (de) * | 1999-06-06 | 2000-10-12 | Triumph International AG, 80335 München | Büstenhalter mit Versteifungsbügeln |
| IT1311535B1 (it) * | 1999-08-02 | 2002-03-13 | Benetton Spa | Struttura di un capo di abbigliamento, in particolare un reggiseno. |
| DE19944700C1 (de) | 1999-09-18 | 2001-05-10 | Hans Bauer | Verfahren zur Herstellung von Unterbekleidungsstücken mittels Klebeverbindung |
| IT1317820B1 (it) * | 2000-02-09 | 2003-07-15 | Erreci Spa | Reggiseno perfezionato. |
| FR2806267B1 (fr) * | 2000-05-29 | 2002-08-09 | Georges Lucien Altounian | Procede de finition d'un bord de piece de vetement ou d'un vetement |
| FR2809932B1 (fr) | 2000-06-09 | 2002-09-27 | Playtex Apparel Inc | Article de lingerie realise a partir d'un tricotage cylindrique comportant des caracteristiques de maintien |
| KR20030068122A (ko) | 2000-07-20 | 2003-08-19 | 사라 리 브랜디드 어패럴 이탈리아 에스.피.에이. | 심재 보강 브래지어 |
| US6296728B1 (en) * | 2000-08-07 | 2001-10-02 | Shirley Mao | Brassiere and manufacturing process thereof |
| DE60115678D1 (de) * | 2000-10-05 | 2006-01-12 | Alba Waldensian | Nahtlose kleidungstücke |
| IT1320082B1 (it) * | 2000-11-10 | 2003-11-18 | Fashion Lab S R L | Procedimento per la realizzazione di reggiseni, nonche' reggisenocosi' ottenuto. |
| US6517651B2 (en) | 2000-12-21 | 2003-02-11 | Tefron Ltd. | Apparatus and method for joining fabrics without sewing |
| TW526714U (en) * | 2001-01-19 | 2003-04-01 | Strong Castle Ind Co Ltd | Seamless bra |
| US7690965B2 (en) * | 2001-02-06 | 2010-04-06 | Hbi Branded Apparel Enterprises, Llc | Methods of making cotton blend glue brassieres |
| US6837771B2 (en) * | 2001-02-06 | 2005-01-04 | Playtex Apparel, Inc. | Undergarments made from multi-layered fabric laminate material |
| FR2823075B1 (fr) * | 2001-04-05 | 2003-08-15 | Desseilles Textiles Sa | Procede de fabrication d'un article textile, notamment pour soutien-gorge |
| ITBO20010423A1 (it) * | 2001-07-03 | 2003-01-03 | Liberti Spa | Metodo per realizzare un capo di abbigliamento intimo o costume da bagno |
| EP1275312A1 (de) * | 2001-07-11 | 2003-01-15 | Hui-Na Mao | Büstenhalter und Verfahren zu dessen Herstellung |
| DE10151643C1 (de) * | 2001-10-11 | 2003-07-10 | Naturana Doelker Gmbh & Co Kg | Büstenhalter |
| JP3939965B2 (ja) * | 2001-11-19 | 2007-07-04 | グンゼ株式会社 | ブラジャー類の留め具、その製造方法及びそれを用いたブラジャー類 |
| ES2197824B1 (es) * | 2002-06-21 | 2005-05-01 | Manufacturas Teleno, S.L. | Procedimiento de union de piezas textiles y producto. |
| ITCO20020013U1 (it) * | 2002-08-08 | 2004-02-09 | Airily Srl | Sostegno che sostituisce il ferretto nei reggiseni |
| EP1571936B1 (de) | 2002-12-05 | 2008-06-11 | DBA Lux 1 Sàrl | Büstenhalter |
| US7179150B2 (en) * | 2003-01-21 | 2007-02-20 | Regina Miracle International Limited | Brassiere |
| US6805610B2 (en) * | 2003-01-21 | 2004-10-19 | Regina Miracle International Limited | Brassiere |
| US20070004315A1 (en) * | 2003-01-21 | 2007-01-04 | Theone Luk | Brassiere |
| FR2850536B1 (fr) | 2003-02-03 | 2005-03-25 | Lee Sara Corp | Article textile de lingerie moule, notamment soutien-gorge, avec region de maintien en silicone |
| CA2519634A1 (en) * | 2003-02-19 | 2004-09-02 | Sara Lee Corporation | Fusion undergarment |
| CA2519637C (en) * | 2003-02-19 | 2010-10-12 | Sara Lee Corporation | A brassiere having a spacer fabric and a method of making same |
| US6837772B1 (en) * | 2003-07-18 | 2005-01-04 | Regina Miracle International Limited | Breast cup construction |
| US7131888B2 (en) * | 2004-08-31 | 2006-11-07 | Chi-Shang Enterprise Ltd. | Bra cups without sewing seams |
| US7192332B2 (en) * | 2004-11-12 | 2007-03-20 | Regina Miracle International Limited | Brassiere |
| US20060281389A1 (en) * | 2004-11-12 | 2006-12-14 | Zhen Qiang Liu | Brassiere |
| US7854022B2 (en) | 2005-01-10 | 2010-12-21 | Hbi Branded Apparel Enterprises, Llc | Garments having seamless edge bands and processes for making same |
| JP2006200084A (ja) | 2005-01-21 | 2006-08-03 | Utax:Kk | ブラジャーなどのバック部を有する衣類 |
| US7128635B1 (en) * | 2005-11-04 | 2006-10-31 | Regina Miracle International Ltd. | Molded seamless brassiere incorporating fasteners |
| US20070251636A1 (en) * | 2006-05-01 | 2007-11-01 | Anthony Herbert | Bonding elastic to fabric of a garment |
| CN101084804B (zh) * | 2006-06-08 | 2011-02-02 | 高华集团国际有限公司 | 用于连接织物裁片和制造胸罩的方法 |
| US7927441B2 (en) * | 2006-06-08 | 2011-04-19 | Clover Group International Limited | Method for joining fabric panels and manufacturing brassieres |
| US20080096465A1 (en) * | 2006-10-18 | 2008-04-24 | Zhen Qiang Liu | Brassiere |
| US7758401B2 (en) * | 2006-12-06 | 2010-07-20 | Hbi Branded Apparel Enterprises, Llc | Upper support garment having an improved back |
| RU2368511C1 (ru) * | 2008-03-26 | 2009-09-27 | Игорь Олегович Макаревич | Способ изготовления декоративного изделия |
| US8251772B2 (en) * | 2010-05-10 | 2012-08-28 | Mei Hui Lin | Method for forming a brassiere cup |
| US10441003B2 (en) | 2011-03-02 | 2019-10-15 | Clover Mystique Co. Limited | X-shaped brassiere support and brassiere incorporating such support |
| CN104248048B (zh) * | 2013-06-28 | 2017-04-26 | 维珍妮国际(集团)有限公司 | 将胸罩的固定件衬垫附接至侧翼的方法和该胸罩及其组件 |
| US9351524B2 (en) * | 2014-01-28 | 2016-05-31 | Tracy Buescher | Brassiere accessory |
| US9427030B2 (en) | 2014-01-28 | 2016-08-30 | Tracy Buescher | Brassiere accessory |
| KR200481709Y1 (ko) | 2014-10-02 | 2016-11-03 | 신칠호 | 욕실장 거치장치 |
| CN110996698A (zh) * | 2017-07-31 | 2020-04-10 | 旭化成株式会社 | 内衣和文胸 |
| US10721974B2 (en) * | 2017-11-27 | 2020-07-28 | Gelmart Industries, Inc. | Light weight supportive bra |
| US10231492B1 (en) * | 2017-11-27 | 2019-03-19 | Gelmart Industries, Inc. | Supportive light weight bra |
| WO2019202652A1 (ja) * | 2018-04-17 | 2019-10-24 | 株式会社ユタックス | カップ部を有する衣類およびその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2659085A (en) * | 1951-08-09 | 1953-11-17 | Hilda M Ericson | Brassiere |
| US2797415A (en) * | 1952-08-09 | 1957-07-02 | Int Latex Corp | Preformed latex brassiere |
| US2721323A (en) * | 1952-08-09 | 1955-10-25 | Int Latex Corp | Preformed deposited brassiere |
| US2772418A (en) * | 1954-01-11 | 1956-12-04 | Int Latex Corp | Rubber latex brasseiere |
| US2824563A (en) * | 1955-11-17 | 1958-02-25 | Iver F Hill | Plastic brassiere |
| US3225768A (en) * | 1961-07-17 | 1965-12-28 | Jantzen Inc | Fabric laminated brassiere |
| IT699907A (de) * | 1962-06-12 | |||
| FR2562768B3 (fr) * | 1984-04-11 | 1986-06-27 | Dim Sa | Soutien-gorge |
| US4701964A (en) * | 1986-07-29 | 1987-10-27 | International Playtex, Inc. | Garment having additional support to selected portions |
| DE8705929U1 (de) * | 1987-04-24 | 1987-08-20 | Naturana Dölker GmbH & Co KG, 7413 Gomaringen | Büstenhalter |
| US5154659A (en) * | 1990-12-14 | 1992-10-13 | Gerald Gluckin | Method of making molded brassiere cup and side panel |
| US5447462A (en) * | 1993-04-13 | 1995-09-05 | Playtex Apparel, Inc. | Fabric laminate and garments incorporating same |
-
1996
- 1996-05-31 DE DE29609672U patent/DE29609672U1/de not_active Expired - Lifetime
-
1997
- 1997-05-23 AT AT97108357T patent/ATE183895T1/de active
- 1997-05-23 DE DE59700380T patent/DE59700380D1/de not_active Expired - Fee Related
- 1997-05-23 DK DK97108357T patent/DK0809945T3/da active
- 1997-05-23 ES ES97108357T patent/ES2138414T3/es not_active Expired - Lifetime
- 1997-05-23 EP EP97108357A patent/EP0809945B1/de not_active Expired - Lifetime
- 1997-05-23 SI SI9730016T patent/SI0809945T1/xx unknown
- 1997-05-26 IS IS4489A patent/IS4489A/is unknown
- 1997-05-27 JP JP9136861A patent/JP3057027B2/ja not_active Expired - Fee Related
- 1997-05-28 YU YU22297A patent/YU22297A/sr unknown
- 1997-05-28 PL PL97320245A patent/PL183760B1/pl not_active IP Right Cessation
- 1997-05-28 NO NO972431A patent/NO309355B1/no not_active IP Right Cessation
- 1997-05-29 HU HU9700969A patent/HU216817B/hu not_active IP Right Cessation
- 1997-05-29 US US08/865,000 patent/US5820443A/en not_active Expired - Fee Related
- 1997-05-29 CZ CZ971669A patent/CZ284559B6/cs not_active IP Right Cessation
- 1997-05-29 HR HR970300A patent/HRP970300B1/xx not_active IP Right Cessation
- 1997-05-30 RU RU97109095A patent/RU2127535C1/ru active
- 1997-05-30 SK SK684-97A patent/SK68497A3/sk unknown
- 1997-05-30 UA UA97052544A patent/UA42031C2/uk unknown
- 1997-05-30 EE EE9700120A patent/EE9700120A/xx unknown
- 1997-05-31 CN CN97113560A patent/CN1106164C/zh not_active Expired - Fee Related
- 1997-06-02 BR BR9703413A patent/BR9703413A/pt not_active IP Right Cessation
-
1998
- 1998-08-10 HK HK98109796A patent/HK1008970A1/xx not_active IP Right Cessation
-
1999
- 1999-11-25 GR GR990403039T patent/GR3031946T3/el unknown
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1275313A2 (de) | 2001-07-11 | 2003-01-15 | MAYSER GmbH & Co. | Verfahren zur Herstellung eines Unterbekleidungs-oder Sportbekleidungsstückes und danach hergestelltes Bekleidungsstück |
| DE10133644A1 (de) * | 2001-07-11 | 2003-04-03 | Mayser Gmbh & Co Kg | Verfahren zur Herstellung eines Unterbekleidungs- oder Sportbekleidungsstückes und danach hergestelltes Bekleidungsstück |
| DE10133644C2 (de) * | 2001-07-11 | 2003-07-10 | Mayser Gmbh & Co Kg | Verfahren zur Herstellung eines Unterbekleidungs- oder Sportbekleidungsstückes und danach hergestelltes Bekleidungsstück |
| WO2010081446A2 (de) | 2009-01-17 | 2010-07-22 | Mayser Gmbh & Co. Kg | Flockfolie, verfahren zu ihrer herstellung und ihre verwendung |
Also Published As
| Publication number | Publication date |
|---|---|
| HUP9700969A3 (en) | 1998-10-28 |
| US5820443A (en) | 1998-10-13 |
| CN1174686A (zh) | 1998-03-04 |
| RU2127535C1 (ru) | 1999-03-20 |
| HK1008970A1 (en) | 1999-05-21 |
| EE9700120A (et) | 1998-02-16 |
| UA42031C2 (uk) | 2001-10-15 |
| EP0809945A2 (de) | 1997-12-03 |
| SK68497A3 (en) | 1997-12-10 |
| DE59700380D1 (de) | 1999-10-07 |
| PL320245A1 (en) | 1997-12-08 |
| CZ284559B6 (cs) | 1999-01-13 |
| ATE183895T1 (de) | 1999-09-15 |
| SI0809945T1 (en) | 1999-12-31 |
| NO972431D0 (no) | 1997-05-28 |
| BR9703413A (pt) | 1998-09-15 |
| HUP9700969A2 (en) | 1997-11-28 |
| YU22297A (en) | 1999-11-22 |
| JPH1088405A (ja) | 1998-04-07 |
| JP3057027B2 (ja) | 2000-06-26 |
| DE29609672U1 (de) | 1997-10-02 |
| CN1106164C (zh) | 2003-04-23 |
| NO972431L (no) | 1997-12-01 |
| HRP970300B1 (en) | 2000-10-31 |
| ES2138414T3 (es) | 2000-01-01 |
| IS4489A (is) | 1997-12-01 |
| CZ166997A3 (en) | 1997-12-17 |
| NO309355B1 (no) | 2001-01-22 |
| HU9700969D0 (en) | 1997-07-28 |
| GR3031946T3 (en) | 2000-03-31 |
| DK0809945T3 (da) | 2000-03-27 |
| HU216817B (hu) | 1999-09-28 |
| HRP970300A2 (en) | 1998-04-30 |
| EP0809945A3 (de) | 1998-09-23 |
| PL183760B1 (pl) | 2002-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0809945B1 (de) | Damenunterbekleidungsstück, insbesondere Büstenhalter | |
| DE60316803T2 (de) | Büstenhalter mit geformten träger | |
| EP1211956B2 (de) | Verfahren zur herstellung von unterbekleidungsstücken mittels klebeverbindung | |
| US8176572B2 (en) | Method of forming a laminated fabric panty | |
| DE69513141T2 (de) | Mehrschichtige Gewebe und Bekleidung daraus | |
| EP1275313B1 (de) | Verfahren zur Herstellung eines Unterbekleidungs-oder Sportbekleidungsstückes und danach hergestelltes Bekleidungsstück | |
| EP1033084B1 (de) | Unterbekleidungsstück, insbesondere Damenunterbekleidungsstück | |
| DE60033194T2 (de) | Versteifter büstenhalter | |
| WO2014174332A1 (de) | Verschluss | |
| DE202007006693U1 (de) | Büstenhalter | |
| DE202007006694U1 (de) | Büstenhalter | |
| DE202007006705U1 (de) | Büstenhalter | |
| EP1060678A2 (de) | Büstenhalter mit Versteifungsbügeln | |
| DE202007006700U1 (de) | Büstenhalter | |
| DE202007006706U1 (de) | Büstenhalter mit Informationsträger | |
| DE202007006704U1 (de) | Büstenhalter | |
| DE60119390T2 (de) | Verfahren zur herstellung von unterhosen, höschen und dergleichen | |
| EP0604812B1 (de) | Büstenhalter mit einem Versteifungsbügel | |
| DE2939573A1 (de) | Verfahren zur herstellung von aufsetztaschennd/oder taschenklappen an kleidungsstuecken sowie nach dem verfahren hergestellte aufsetztasche und/oder taschenklappe | |
| EP1302118B1 (de) | Büstenhalter | |
| EP1101416B1 (de) | Büstenhalter | |
| EP0749701B1 (de) | Ringförmig geschlossenes Band aus textilem Material, insbesondere zur Verwendung als Taillenband | |
| DE4442344C1 (de) | Büstenhalter mit einem Versteifungsbügel sowie Verfahren zu dessen Herstellung | |
| WO2016115580A1 (de) | Verbindungselement für miteinander zu verbindende kleidungsstücke | |
| DE29920469U1 (de) | Unterbekleidungsstück, insbesondere Damenunterbekleidungsstück |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: LT PAYMENT 970612;LV PAYMENT 970612;SI PAYMENT 970612 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: LT PAYMENT 970612;LV PAYMENT 970612;SI PAYMENT 970612 |
|
| 17P | Request for examination filed |
Effective date: 19980827 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 19990126 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: LT PAYMENT 19970612;LV PAYMENT 19970612;SI PAYMENT 19970612 |
|
| REF | Corresponds to: |
Ref document number: 183895 Country of ref document: AT Date of ref document: 19990915 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59700380 Country of ref document: DE Date of ref document: 19991007 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19991202 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2138414 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 19991130 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| LTIE | Lt: invalidation of european patent or patent extension | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20000523 Year of fee payment: 4 Ref country code: MC Payment date: 20000523 Year of fee payment: 4 Ref country code: LU Payment date: 20000523 Year of fee payment: 4 Ref country code: FI Payment date: 20000523 Year of fee payment: 4 Ref country code: BE Payment date: 20000523 Year of fee payment: 4 Ref country code: AT Payment date: 20000523 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20000524 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20000525 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20000529 Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010523 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010523 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010523 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010523 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010524 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010531 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010622 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010622 |
|
| BERE | Be: lapsed |
Owner name: TRIUMPH INTERNATIONAL A.G. Effective date: 20010531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011201 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20011201 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20011130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20080523 Year of fee payment: 12 Ref country code: DE Payment date: 20080426 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20080524 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080522 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20080527 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090523 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090602 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080519 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091202 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091201 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090523 |