EP0650406B1 - Vorrichtung zum formschneiden vorlaufender werkstoffbahnen - Google Patents
Vorrichtung zum formschneiden vorlaufender werkstoffbahnen Download PDFInfo
- Publication number
- EP0650406B1 EP0650406B1 EP93915748A EP93915748A EP0650406B1 EP 0650406 B1 EP0650406 B1 EP 0650406B1 EP 93915748 A EP93915748 A EP 93915748A EP 93915748 A EP93915748 A EP 93915748A EP 0650406 B1 EP0650406 B1 EP 0650406B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- machine frame
- cylinders
- machine
- wedge
- counter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2628—Means for adjusting the position of the cutting member
- B26D7/265—Journals, bearings or supports for positioning rollers or cylinders relatively to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/16—Adjusting or positioning rolls
- B21B31/20—Adjusting or positioning rolls by moving rolls perpendicularly to roll axis
- B21B31/22—Adjusting or positioning rolls by moving rolls perpendicularly to roll axis mechanically, e.g. by thrust blocks, inserts for removal
- B21B31/30—Adjusting or positioning rolls by moving rolls perpendicularly to roll axis mechanically, e.g. by thrust blocks, inserts for removal by wedges or their equivalent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2628—Means for adjusting the position of the cutting member
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4766—Orbital motion of cutting blade
- Y10T83/4795—Rotary tool
- Y10T83/483—With cooperating rotary cutter or backup
- Y10T83/4833—Cooperating tool axes adjustable relative to each other
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4766—Orbital motion of cutting blade
- Y10T83/4795—Rotary tool
- Y10T83/483—With cooperating rotary cutter or backup
- Y10T83/4838—With anvil backup
Definitions
- the invention relates to a device for the form cutting of leading material webs, in particular of fiber materials, with a rotatingly driven form-cutting roller and a rotatingly driven counter-cutting roller, the form-cutting roller having a form-cutting edge and the counter-cutting roller having a smooth outer surface, both rollers being mounted on both sides in a machine frame by means of rotary bearings, and the Center distance of the rollers is adjustable.
- Devices of this type are known for example from DE-A-39 24 053. With such devices, leading material webs made of fiber material, for example in the form of paper, nonwoven fabrics, textiles, but also plastic or metal foils and the like, can be cut, it being possible to produce curved cutting edges which are self-contained. Such devices are used in particular for the production of diaper pants, sanitary napkins and panty liners made of nonwoven fabric.
- the form cutting edge arranged on the form cutting roller is pressed onto the smooth outer surface of the counter cutting roller during the cutting process pressed while the material web runs between the two rollers.
- the object of the invention is to provide a device which eliminates the disadvantages mentioned by preventing parts of the form cutting edge from being broken out, thereby enabling a longer service life of the entire device.
- the object is achieved in a generic device for shape cutting of leading material webs in that the rollers are rotatably mounted in separate, first and second machine frame parts, which in turn are supported on a common machine base part, that one of these machine frame parts for adjusting the center distance of the rollers on an adjustable Wedge guide is attached and that each machine frame part can be braced with the machine base part.
- a preferred embodiment of a device 1 for the shape cutting of leading material webs from fiber materials comprises a rotationally driven shape cutting roller 2 and an oppositely driven counter-cutting roller 3 arranged with its axis parallel to the axis of the shape cutting roller 2.
- the shape cutting roller 2 is to avoid lateral vibrations formed as a solid, compact shaft with a central area on which a protruding form cutting edge 4 is formed, and with shaft sections 2a and 2b arranged on both sides of the form cutting roller 4.
- the central area of the lateral surface has a larger diameter than the shaft sections 2a and 2b.
- the form cutting edge 4 can be curved and self-contained.
- the counter-cutting roller which is also designed as a solid shaft, has a smooth, for example polished, outer surface 6 on.
- the diameter of the lateral surface 6 is larger than the diameter of the shaft sections 3a and 3b adjoining on both sides of the lateral surface 6.
- the counter-cutting roller 3 is conical on both sides of the lateral surface 6, the diameter of the shaft continuously decreasing from the value of the lateral surface 6 with increasing distance from the lateral surface 6 until it finally reaches the value of Diameter of the two shaft sections 3a, 3b.
- the shaft sections 3a, 3b of the counter-cutting roller are each supported at the smallest possible distance from the lateral surface 6 in rotary bearings 7, which are fastened in a first machine frame part 8.
- the form cutting roller is supported by means of its shaft sections 2a, 2b in rotary bearings 9, which are each arranged as close as possible to the form cutting edge 4 in a second machine frame part 11.
- the rotary bearings 7 and 9 have a diameter which almost corresponds to the diameter of the counter-cutting roller 3 and the form-cutting roller 2, respectively. This enables the form cutting roller 2 and the counter cutting roller 3 to be securely supported and vibrations to be avoided.
- the pivot bearings 7 and 9 are controllably coolable by a cooling device, not shown, known per se, so that a thermal expansion of the pivot bearings 7 and 9 and a thermal expansion of the cutting rollers 2, 3 and an associated disruptive change in position of the cutting edge 4 of the cutting roller 2 with respect to the lateral surface 6 of the counter-cutting roller 3 during the operation of the device 1 is avoided.
- the rollers 2, 3 themselves can also be cooled in a controllable manner by the cooling device.
- the first machine frame part 8 is bridge-shaped and firmly clamped to a machine frame part 12.
- the bracing can be adjusted by means of screws 10 (FIG. 2) which protrude from below through the machine base part 12 and engage in a thread arranged in the first machine frame part 8.
- the second machine frame part 11 is supported on a bridge 13 which overlaps the counter-cutting roller 3 and which, in turn, rests displaceably on a wedge guide 14.
- the wedge guide 14 is supported on the machine base part 12.
- the bridge 13 consists of two parts, preferably connected to one another, each of which a part overlaps a shaft section 3a, 3b of the counter-cutting roller 3 with play.
- the wedge guide 14 comprises a first wedge-shaped part 16, which is horizontally displaceable on the machine base part 12, and a second wedge-shaped part 17, which lies with its tapered surface on the tapered surface of the first wedge-shaped part 16.
- the bridge 13 rests on a substantially horizontal surface of the wedge-shaped part 17 opposite the beveled surface.
- the first wedge-shaped part 16 is provided with an adjusting device 18.
- the adjusting device 18 comprises a handwheel 19 which is attached to one end of a shaft 20.
- the wedge guide 14 facing end of A shaft 21 is provided on this shaft 20.
- the shaft 20 is rotatably held in a holder 22 which in turn is fastened on the machine base part 12.
- a threaded bore 23 is arranged on the side facing the adjusting device 18, which matches the thread 21 of the shaft 20.
- the thread 21 is screwed into or out of the threaded bore 23.
- the shaft and the thread 21 are held stationary and immovably on the machine base part 12 by the holder 22, whereas the first wedge-shaped part 16 is horizontally displaceable on the machine base part 12, the wedge-shaped part moves when the handwheel 19 is turned 16 of the wedge guide 14 on the machine base part 12 horizontally - to the left or to the right in FIG. 1.
- the tapered surface of the first wedge-shaped part 16 slides on the tapered surface of the second wedge-shaped part 17, whereby the second wedge-shaped part 17 within the first machine frame part 8 vertically, i.e. up or down.
- the clamping device 24 comprises a yoke 26 connected to the machine base part 12 via supports 25 (FIG. 2). Threaded bores in the yoke 26 receive two screws 27 which are aligned with the pivot bearings 9 in the machine frame part 11.
- the screws 27 have circular disk-shaped flanges 28 at their lower end, they are secured against self-loosening by lock nuts 29.
- the circular disk-shaped flanges 28 of the screws 27 press on pressure beams 31, which in turn rest on the second machine frame part 11, cf. Fig. 2.
- the second machine frame part 11 and the bridge 13 both around the rotary bearings 9 in the second machine frame part 11 and also about conical bores in the bridge 13, through which the counter-cutting roller, which is conical on both sides of its lateral surface 6 3 is passed through, in the pressure beams 31 and in the second machine frame part 11 with the pivot bearings 9 in the machine frame part 11 or with the bores in the bridge 13, columns 50 and 51 are aligned.
- the gaps 50 and 51 enable the pressure beams 31 and the second machine frame part 11 to bend elastically, thereby preventing the pressure from being directly transmitted to the pivot bearings or the bores.
- a hydraulic clamping device known per se can also be used, for example.
- the pivot bearings 7, 9 are preloaded in a manner known per se, not shown in detail.
- the rollers 2, 3 are driven by a belt drive 34.
- the belt drive 34 essentially comprises a pulley 35 connected to the form-cutting roller 2, a pulley 36 connected to the counter-cutting roller, a deflection roller 37 and a tensioning roller 38 which is mounted on a pivotable lever 39 for adjusting the tension of the drive belt 40.
- the lever 39 is adjusted by a double-acting piston-cylinder unit 30.
- the drive belt 40 is guided over the pulley 35, the pulley 36, the deflection roller 37 and the tensioning roller 38 such that the counter-cutting roller 3 rotates in the opposite direction with respect to the form-cutting roller 2.
- the drive is designed by appropriate dimensioning of the diameter of the disks 35, 36 so that the counter-cutting roller 3 is driven asynchronously to the form-cutting roller 2, so that the number of revolutions of the counter-cutting roller 3 is slightly less than that of the form-cutting roller 2. In this way, achieve even wear of the sensitive, usually polished, smooth outer surface of the counter-cutting roller 3 and thus increase its service life.
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Formschneiden vorlaufender Werkstoffbahnen, insbesondere aus Fasermaterialien, mit einer rotierend angetriebenen Formschneidwalze und einer rotierend angetriebenen Gegenschneidwalze, wobei die Formschneidwalze eine Formschneidkante und die Gegenschneidwalze eine glatte Mantelfläche aufweist, beide Walzen mittels Drehlagern beidseitig in einem Maschinengestell gelagert sind und der Achsabstand der Walzen einstellbar ist.
- Vorrichtungen dieser Art sind beispielsweise aus der DE-A-39 24 053 bekannt. Mit derartigen Vorrichtungen können vorlaufende Werkstoffbahnen aus Fasermaterial z.B. in Form von Papier, Faservliesen, Textilien, aber auch Kunststoff- oder Metallfolien und dergleichen geschnitten werden, wobei kurvenförmige Schnittkanten, die in sich geschlossen sind, erzeugt werden können. Derartige Vorrichtungen werden insbesondere zur Herstellung von Windelhöschen, Damenbinden und Damenslipeinlagen aus Faservlies verwendet. Die an der Formschneidwalze angeordnete Formschneidkante wird beim Schneidvorgang auf die glatte Mantelfläche der Gegenschneidwalze gedrückt, während die Werkstoffbahn zwischen beiden Walzen hindurchläuft. Dies führt zu Punktberührungen der Formschneidkante mit der Gegenschneidwalze und aufgrund des Anpreßdrucks, mit der die Formkante auf die glatte Mantelfläche der Gegenschneidwalze gedrückt wird, zum Ausbrechen von Teilen der Formschneidkante und letztendlich zu kurzen Standzeiten der Vorrichtung.
- Aufgabe der Erfindung ist es, eine Vorrichtung zu vermitteln, die die genannten Nachteile beseitigt, indem sie verhindert, daß Teile der Formschneidkante herausgebrochen werden, um dadurch eine längere Standzeit der gesamten Vorrichtung zu ermöglichen.
- Die Aufgabe wird bei einer gattungsgemäßen Vorrichtung zum Formschneiden vorlaufender Werkstoffbahnen dadurch gelöst, daß die Walzen in separaten, ersten und zweiten Maschinengestellteilen drehbar gelagert sind, die ihrerseits auf einem gemeinsamen Maschinenuntergestellteil abgestützt sind, daß einer dieser Maschinengestellteile zur Einstellung des Achsabstandes der Walzen auf einer verstellbaren Keilführung befestigt ist und daß jeder Maschinengestellteil für sich mit dem Maschinenuntergestellteil verspannbar ist.
- Aufgrund dieser Anordnung ist es möglich, daß der Achsabstand der Walzen sehr genau eingestellt werden kann und damit auch der Anpreßdruck, mit dem die Formschneidwalze auf die Gegenschneidwalze gedrückt wird. Im Extremfall ist sogar das Schneiden ohne Anpreßdruck möglich.
- Die nachfolgende Beschreibung einer bevorzugten Ausführungsform dient im Zusammenhang mit beiliegender Zeichnung der näheren Erläuterung. Es zeigen:
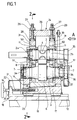
- Fig. 1
- eine geschnittene Vorderansicht einer Vorrichtung zum Formschneiden vorlaufender Werkstoffbahnen;
- Fig. 2
- eine entlang der Linie 2-2 der Fig. 1 geschnittene Seitenansicht der Vorrichtung und
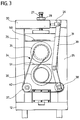
- Fig. 3
- eine Seitenansicht entlang des Pfeiles A der Fig. 1.
- Wie aus Fig. 1 hervorgeht, umfaßt eine bevorzugte Ausführungsform einer Vorrichtung 1 zum Formschneiden vorlaufender Werkstoffbahnen aus Fasermaterialien eine rotierend angetriebene Formschneidwalze 2 und eine mit ihrer Achse parallel zur Achse der Formschneidwalze 2 angeordnete, gegenläufig angetriebene Gegenschneidwalze 3. Die Formschneidwalze 2 ist zur Vermeidung von seitlichen Schwingungen als massive, kompakte Welle ausgebildet mit einem zentralen Bereich, auf dem eine vorstehende Formschneidkante 4 ausgebildet ist, und mit beidseits der Formschneidwalze 4 angeordneten Wellenabschnitten 2a und 2b. Der zentrale Bereich der Mantelfläche weist einen größeren Durchmesser auf als die Wellenabschnitte 2a und 2b. Die Formschneidkante 4 kann kurvenförmig und in sich geschlossen sein. Der Formschneidkante 4 gegenüberliegend weist die ebenfalls als massive Welle ausgebildete Gegenschneidwalze eine glatte, beispielsweise polierte Mantelfläche 6 auf. Der Durchmesser der Mantelfläche 6 ist größer als der Durchmesser der sich beidseits der Mantelfläche 6 anschließenden Wellenabschnitte 3a und 3b. Um die Gegenschneidwalze 3 zur Vermeidung von Schwingungen möglichst stabil auszubilden, ist die Gegenschneidwalze 3 beidseits der Mantelfläche 6 konisch ausgebildet, wobei sich der Durchmesser der Welle vom Wert der Mantelfläche 6 stetig mit zunehmendem Abstand von der Mantelfläche 6 verkleinert, bis er schließlich den Wert des Durchmessers der beiden Wellenabschnitte 3a, 3b annimmt. Die Wellenabschnitte 3a, 3b der Gegenschneidwalze sind jeweils mit möglichst kleinem Abstand von der Mantelfläche 6 in Drehlagern 7 abgestützt, die in einem ersten Maschinengestellteil 8 befestigt sind. Die Formschneidwalze ist mittels ihrer Wellenabschnitte 2a, 2b in Drehlagern 9 abgestützt, die jeweils möglichst dicht benachbart zur Formschneidkante 4 in einem zweiten Maschinengestellteil 11 angeordnet sind.
- Wie insbesondere aus Fig. 1 und 2 ersichtlich, weisen die Drehlager 7 und 9 einen Durchmesser auf, der nahezu dem Durchmesser der Gegenschneidwalze 3 bzw. der Formschneidwalze 2 entspricht. Dies ermöglicht eine sichere Lagerung der Formschneidwalze 2 und der Gegenschneidwalze 3 und eine Vermeidung von Schwingungen.
- Die Drehlager 7 und 9 sind durch eine nicht dargestellte, an sich bekannte Kühleinrichtung regelbar kühlbar, so daß eine Wärmeausdehnung der Drehlager 7 und 9 sowie eine Wärmeausdehnung der Schneidwalzen 2, 3 und eine damit verbundene störende Lageveränderung der Formschneidkante 4 der Formschneidwalze 2 in bezug auf die Mantelfläche 6 der Gegenschneidwalze 3 während des Betriebs der Vorrichtung 1 vermieden wird. Zu demselben Zweck können darüber hinaus auch die Walzen 2, 3 selbst durch die Kühleinrichtung regelbar gekühlt werden.
- Das erste Maschinengestellteil 8 ist brückenförmig ausgebildet und fest mit einem Maschinenuntergestellteil 12 verspannt. Die Verspannung kann durch Schrauben 10 (Fig. 2) eingestellt werden, die von unten durch das Maschinenuntergestellteil 12 hindurchragen und in ein im ersten Maschinengestellteil 8 angeordnetes Gewinde eingreifen. Das zweite Maschinengestellteil 11 ist auf einer die Gegenschneidwalze 3 überfangenden Brücke 13 abgestützt, die ihrerseits verschiebbar auf einer Keilführung 14 aufruht. Die Keilführung 14 ist auf dem Maschinenuntergestellteil 12 abgestützt. Die Brücke 13 besteht bei der vorliegenden Ausführungsform aus zwei - vorzugsweise miteinander verbundenen - Teilen, von denen jeweils ein Teil einen Wellenabschnitt 3a, 3b der Gegenschneidwalze 3 mit Spiel überfängt.
- Die Keilführung 14 umfaßt einen ersten keilförmigen Teil 16, der auf dem Maschinenuntergestellteil 12 horizontal verschiebbar ist, und einen zweiten keilförmigen Teil 17, der mit seiner abgeschrägten Fläche auf der abgeschrägten Fläche des ersten keilförmigen Teils 16 aufliegt. Auf einer der abgeschrägten Fläche gegenüberliegenden im wesentlichen horizontalen Fläche des keilförmigen Teils 17 ruht die Brücke 13 auf.
- Der erste keilförmige Teil 16 ist mit einer Verstelleinrichtung 18 versehen. Die Verstelleinrichtung 18 umfaßt ein Handrad 19, das an einem Ende einer Welle 20 befestigt ist. Am anderen, der Keilführung 14 zugewandten Ende der Welle 20 ist auf dieser ein Gewinde 21 vorgesehen. Die Welle 20 ist drehbar in einem Halter 22 gehalten, der seinerseits auf dem Maschinenuntergestellteil 12 befestigt ist.
- Im ersten keilförmigen Teil 16 ist auf der der Verstelleinrichtung 18 zugewandten Seite eine Gewindebohrung 23 angeordnet, welche zu dem Gewinde 21 der Welle 20 paßt. Durch Drehen am Handrad 19 wird das Gewinde 21 in die Gewindebohrung 23 hinein- oder aus ihr herausgeschraubt. Da das Handrad 19, die Welle und das Gewinde 21 durch den Halter 22 stationär und unverschieblich auf dem Maschinenuntergestellteil 12 gehalten sind, der erste keilförmige Teil 16 hingegen auf dem Maschinenuntergestellteil 12 horizontal verschieblich ist, bewegt sich beim Drehen des Handrades 19 dabei der keilförmige Teil 16 der Keilführung 14 auf dem Maschinenuntergestellteil 12 horizontal - in Fig. 1 nach links bzw. nach rechts. Dabei gleitet die abgeschrägte Fläche des ersten keilförmigen Teils 16 an der abgeschrägten Fläche des zweiten keilförmigen Teils 17, wodurch der zweite keilförmige Teil 17 innerhalb des ersten Maschinengestellteils 8 vertikal, d.h. nach oben oder nach unten, verschoben wird.
- Mit dem zweiten keilförmigen Teil 17 verschiebt sich auch die auf ihm aufruhende Brücke 13 und das auf der Brücke 13 fest angeordnete zweite Maschinengestellteil 11. Dadurch läßt sich der Achsabstand der Formschneidwalze 2 in bezug auf die ortsfeste Achse der Gegenschneidwalze 3 sehr genau einstellen.
- Um weiterhin elastische Durchbiegungen und damit Schwingungen der beiden Walzen 2, 3 zu vermeiden, die die Schnittqualität erheblich beeinträchtigen, ist eine Spanneinrichtung 24 vorgesehen. Die Spanneinrichtung 24 umfaßt ein über Stützen 25 (Fig. 2) mit dem Maschinenuntergestellteil 12 verbundenes Joch 26. Gewindebohrungen im Joch 26 nehmen zwei Schrauben 27 auf, die mit den Drehlagern 9 im Maschinengestellteil 11 fluchten. Die Schrauben 27 weisen an ihrem unteren Ende kreisscheibenförmige Flansche 28 auf, sie werden durch Kontermuttern 29 gegen Selbstlösen gesichert. Die kreisscheibenförmigen Flansche 28 der Schrauben 27 drücken auf Druckbalken 31, die ihrerseits wiederum auf dem zweiten Maschinengestellteil 11 aufliegen, vgl. Fig. 2. Durch Drehen der Schrauben 27 drücken deren kreisscheibenförmige Flansche 28 auf die Druckbalken 31 und diese auf das zweite Maschinengestellteil 11, wodurch eine präzise einstellbare Verspannung des zweiten Maschinengestellteils 11 mit der Keilführung 14 und damit mit dem Maschinenuntergestellteil 12 bewirkt wird.
- Um den durch die Spanneinrichtung 24 auf die Druckbalken 31, das zweite Maschinengestellteil 11 und die Brücke 13 ausgeübten Druck sowohl um die Drehlager 9 im zweiten Maschinengestellteil 11 als auch um konische Bohrungen in der Brücke 13, durch die die beidseits ihrer Mantelfläche 6 konisch ausgebildete Gegenschneidwalze 3 hindurchgeführt ist, umzuleiten, sind in den Druckbalken 31 und im zweiten Maschinengestellteil 11 mit den Drehlagern 9 im Maschinengestellteil 11 bzw. mit den Bohrungen in der Brücke 13 fluchtend Spalte 50 bzw. 51 angeordnet. Die Spalte 50 bzw. 51 ermöglichen eine elastische Durchbiegung der Druckbalken 31 bzw. des zweiten Maschinengestellteils 11 und verhindert dadurch die direkte Übertragung des Druckes auf die Drehlager bzw. die Bohrungen.
- Statt der beschriebenen Spannvorrichtung 24 kann beispielsweise auch eine an sich bekannte hydraulische Spannvorrichtung verwendet werden.
- Die Drehlager 7, 9 sind auf an sich bekannte, nicht näher dargestellte Weise vorgespannt.
- Wie insbesondere aus Fig. 3 hervorgeht, werden die Walzen 2, 3 durch einen Riemenantrieb 34 angetrieben. Der Riemenantrieb 34 umfaßt im wesentlichen eine mit der Formschneidwalze 2 verbundene Riemenscheibe 35, eine mit der Gegenschneidwalze verbundene Riemenscheibe 36, eine Umlenkrolle 37 und eine Spannrolle 38, die an einem schwenkbaren Hebel 39 zur Einstellung der Spannung des Antriebsriemens 40 gelagert ist. Die Verstellung des Hebels 39 erfolgt durch ein doppelt wirkendes Kolben-Zylinder-Aggregat 30.
- Der Antriebsriemen 40 ist über die Riemenscheibe 35, die Riemenscheibe 36, die Umlenkrolle 37 und die Spannrolle 38 derart geführt, daß die Gegenschneidwalze 3 sich in bezug auf die Formschneidwalze 2 in umgekehrter Richtung dreht. Darüber hinaus ist der Antrieb durch entsprechende Bemessung der Durchmesser der Scheiben 35, 36 so ausgelegt, daß die Gegenschneidwalze 3 asynchron zur Formschneidwalze 2 angetrieben wird, so daß die Umdrehungszahl der Gegenschneidwalze 3 ein wenig geringer ist als die der Formschneidwalze 2. Auf diese Weise läßt sich eine gleichmäßige Abnutzung der empfindlichen, meist polierten glatten Mantelfläche der Gegenschneidwalze 3 erzielen und damit deren Standzeit erhöhen.
Claims (7)
- Vorrichtung zum Formschneiden vorlaufender Werkstoffbahnen, insbesondere aus Fasermaterialien mit einer rotierend angetriebenen Formschneidwalze (2) und einer rotierend angetriebenen Gegenschneidwalze (3), wobei die Formschneidwalze eine Formschneidkante (4) und die Gegenschneidwalze eine glatte Mantelfläche (6) aufweist, beide Walzen mittels Drehlagern (7,9) beidseitig in einem Maschinengestell gelagert sind und der Achsabstand der Walzen einstellbar ist,
dadurch gekennzeichnet,
daß die Walzen (2, 3) in separaten, ersten und zweiten Maschinengestellteilen (8, 11) drehbar gelagert sind, die ihrerseits auf einem gemeinsamen Maschinenuntergestell (12) abgestützt sind, daß einer dieser Maschinengestellteile (11) zur Einstellung des Achsabstandes der Walzen (2, 3) auf einer verstellbaren Keilführung (14) befestigt ist, und daß jeder Maschinengestellteil (8, 11) für sich mit dem Maschinenuntergestell (12) verspannbar ist. - Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß der erste Maschinengestellteil (8) ständig fest mit dem Maschinenuntergestellteil (12) verspannt ist, daß der zweite Maschinengestellteil (11) auf einer die Gegenschneidwalze (3) frei überfangenden Brücke (13) abgestützt ist, die ihrerseits auf der Keilführung (14) aufruht, und daß der zweite Maschinengestellteil (11) über eine Spanneinrichtung (24), die auf einem die Walzen (2, 3) überfangenden gestellfesten Joch (26) angeordnet ist, mit der Keilführung (14) und dem Maschinenuntergestellteil (12) verspannbar ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Drehlager (7, 9) der beiden Walzen (2, 3) vorgespannt sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Keilführung (14) einen ersten Teil (16) umfaßt, der durch eine Verstelleinrichtung (18) auf dem Maschinenuntergestellteil (12) horizontal verschiebbar ist, sowie einen zweiten, auf dem ersten aufruhenden Teil (17) , der das zweite Maschinengestellteil (11) trägt.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Drehlager (7, 9) zur Vermeidung von Schwingungen der Walzen (2, 3) jeweils möglichst nahe beieinander angeordnet sind und einen möglichst großen Durchmesser aufweisen.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Drehlager (7, 9) zur Vermeidung von Wärmeausdehnungen regelbar kühlbar sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Walzen (2, 3) zur Vermeidung von Wärmeausdehnungen regelbar kühlbar sind.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4223050A DE4223050C2 (de) | 1992-07-14 | 1992-07-14 | Vorrichtung zum Formschneiden vorlaufender Werkstoffbahnen |
| DE4223050 | 1992-07-14 | ||
| PCT/EP1993/001681 WO1994001257A1 (de) | 1992-07-14 | 1993-06-30 | Vorrichtung zum formschneiden vorlaufender werkstoffbahnen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0650406A1 EP0650406A1 (de) | 1995-05-03 |
| EP0650406B1 true EP0650406B1 (de) | 1996-05-22 |
Family
ID=6463126
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93915748A Expired - Lifetime EP0650406B1 (de) | 1992-07-14 | 1993-06-30 | Vorrichtung zum formschneiden vorlaufender werkstoffbahnen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5673603A (de) |
| EP (1) | EP0650406B1 (de) |
| DE (2) | DE4223050C2 (de) |
| ES (1) | ES2087750T3 (de) |
| WO (1) | WO1994001257A1 (de) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6575967B1 (en) | 1995-03-24 | 2003-06-10 | The Board Of Regents Of The University Of Nebraska | Method and systems for volumetric tissue ablation |
| US5868740A (en) * | 1995-03-24 | 1999-02-09 | Board Of Regents-Univ Of Nebraska | Method for volumetric tissue ablation |
| EP0943404A3 (de) * | 1998-03-17 | 2002-01-02 | Mitsubishi Heavy Industries, Ltd. | Schmiersystem für Rotationsstanzmaschinen |
| DE19833324A1 (de) * | 1998-07-24 | 2000-01-27 | Schloemann Siemag Ag | Verfahren und Vorrichtung zum Querteilen von Bändern oder Blechen in der Walz- bzw. Transportlinie |
| DE19914431A1 (de) * | 1999-03-30 | 2000-10-05 | Cww Gerko Akustik Gmbh & Co Kg | Schneidpresse |
| NL1024915C2 (nl) * | 2003-12-01 | 2005-06-06 | Jean Henry Robert Madern | Inrichting voor het aanbrengen van een snede, ril en dergelijke, omvattende een plaatvormig stelsel. |
| DE10305032B3 (de) * | 2003-02-07 | 2004-06-24 | Spilker Gmbh | Stanzvorrichtung |
| DE102004050443B4 (de) * | 2004-10-16 | 2006-11-23 | Electro Optic Werkzeugtechnik Gmbh | Vorrichtung zum Rotationsstanzen, Umrüstsatz für eine Vorrichtung zum Rotationsstanzen und Verfahren zum Umrüsten |
| KR100639318B1 (ko) * | 2005-09-29 | 2006-10-31 | 박홍순 | 원호상 블레이드 이송장치 |
| DE102011108505A1 (de) * | 2011-07-25 | 2013-01-31 | Gallus Druckmaschinen Gmbh | Vorrichtung zum Stanzen mit einstellbarem Zylinderabstand |
| DE102013110510A1 (de) * | 2013-09-23 | 2015-03-26 | Rototechnix Sas | Vorrichtung zum Rotationsstanzen |
| JP6198313B2 (ja) * | 2013-10-01 | 2017-09-20 | ホリゾン・インターナショナル株式会社 | 回転式打抜機 |
| CN105196352A (zh) * | 2015-10-13 | 2015-12-30 | 湖州优创科技有限公司 | 一种鞋底料加工设备 |
| US10857690B2 (en) * | 2018-09-11 | 2020-12-08 | The Procter & Gamble Company | Method and apparatus for adjusting and maintaining a position of a cutting surface of a perforating apparatus |
| CN109664369B (zh) * | 2019-01-16 | 2021-05-18 | 江苏麒浩精密机械股份有限公司 | 一种新型成人尿裤模切总成装置 |
| CN111054760B (zh) * | 2019-12-09 | 2021-11-23 | 安徽工业大学 | 一种轧机抑振装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE421171A (de) * | ||||
| US3186275A (en) * | 1963-07-24 | 1965-06-01 | West Virginia Pulp & Paper Co | Thermal expansion means for maintaining and adjusting cutter knife clearance |
| FR1502646A (fr) * | 1966-03-31 | 1967-11-24 | Gillette France | Palier à rattrapage de jeu |
| US3570348A (en) * | 1968-11-25 | 1971-03-16 | Hallden Machine Co | Rotary shear |
| US4205596A (en) * | 1978-05-15 | 1980-06-03 | W. R. Chestnut Engineering, Inc. | Rotary die cutting device |
| DE7831892U1 (de) * | 1978-10-26 | 1979-03-08 | Mohilo, Emmerich K., 6078 Neu-Isenburg | Stanzaggregat, vorzugsweise fuer leder |
| DE2912458A1 (de) * | 1979-03-29 | 1980-10-09 | Winkler Duennebier Kg Masch | Rotationsstanze mit gegen die messerwalze abgestuetzter gegenwalze |
| US5001950A (en) * | 1988-10-14 | 1991-03-26 | Sequa Corporation | Rotary die cutter |
| DE3924053A1 (de) * | 1989-07-21 | 1991-01-24 | Wilhelm Aichele | Vorrichtung zum rotationsschneiden von werkstoffbahnen |
| US5156076A (en) * | 1991-05-21 | 1992-10-20 | Rosemann Richard R | Radially adjustable anvil roll assembly for a rotary die cutting press |
-
1992
- 1992-07-14 DE DE4223050A patent/DE4223050C2/de not_active Expired - Fee Related
-
1993
- 1993-06-30 ES ES93915748T patent/ES2087750T3/es not_active Expired - Lifetime
- 1993-06-30 DE DE59302700T patent/DE59302700D1/de not_active Expired - Fee Related
- 1993-06-30 WO PCT/EP1993/001681 patent/WO1994001257A1/de active IP Right Grant
- 1993-06-30 EP EP93915748A patent/EP0650406B1/de not_active Expired - Lifetime
-
1996
- 1996-11-07 US US08/739,731 patent/US5673603A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| ES2087750T3 (es) | 1996-07-16 |
| DE4223050A1 (de) | 1994-01-20 |
| DE4223050C2 (de) | 1995-05-24 |
| WO1994001257A1 (de) | 1994-01-20 |
| EP0650406A1 (de) | 1995-05-03 |
| DE59302700D1 (de) | 1996-06-27 |
| US5673603A (en) | 1997-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0650406B1 (de) | Vorrichtung zum formschneiden vorlaufender werkstoffbahnen | |
| DE3216182C3 (de) | Kalander für Papier- und andere Materialbahnen | |
| EP0295449A2 (de) | Vorrichtung zum Bedrucken oder Stanzen einer Materialbahn | |
| EP0976495A1 (de) | Bandschleifmaschine | |
| DE3036716C2 (de) | ||
| EP0623441B1 (de) | Mehrzweckkalander | |
| EP0383045B1 (de) | Vorrichtung zum seitlichen Ausrichten einer Stoffkante beim Nähen | |
| EP0462324B1 (de) | Spanneinrichtung zum gezielten Spannen von Werkstücken | |
| DE10040024C1 (de) | Schneidvorrichtung | |
| DE4414003C2 (de) | Vorrichtung zum Aufwickeln von Warenbahnen, insbesondere Kunststoffolien in einer zwei Drehscheiben aufweisenden Mehrfach-Wendewickelmaschine | |
| EP0197477B1 (de) | Falzapparat | |
| EP1652805B1 (de) | Separiervorrichtung | |
| EP1762529A2 (de) | Vorrichtung zur Bearbeitung bahnförmigen Materials | |
| DE69530679T2 (de) | Vorrichtung zur durchbiegungssteuerung der walzen in einer maschine zum krumpfen von warenbahnen | |
| WO2002051585A2 (de) | Vorrichtung zum schleifen einer aussenmantelfläche | |
| DE19782080B4 (de) | Verfahren und Ausrüstung zur Reduzierung des Verschleißes des Bandmantels einer Langspaltwalze | |
| EP1615757B1 (de) | Pressvorrichtung und verfahren für die plattenherstellung | |
| DE2059283A1 (de) | Bandfuehrungs- und -dehnvorrichtung | |
| DE3510951C2 (de) | ||
| DE19601293A1 (de) | Verfahren und Vorrichtung zum Behandeln einer Materialbahn | |
| DE3444689A1 (de) | Fuehrungseinrichtung an den giessbaendern einer doppelbandstranggiesskokille | |
| DE4008870C2 (de) | Verfahren zur kontinuierlichen Entfeuchtung und anschließenden Stauchung eines flächigen Textilgutes wie Gewebe, Gewirke oder unstrukturierten Materials sowie Vorrichtung zur Durchführung des Verfahrens | |
| DE1172166B (de) | Vorrichtung zum Zufuehren von Fasergut zu einem OEffnungszylinder | |
| DE3406313A1 (de) | Walzgeruest | |
| DD282894A5 (de) | Fadenspeicher- und liefervorrichtung fuer textilmaschinen, insbesondere strickmaschinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19941208 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19950809 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed |
Owner name: BARZANO' E ZANARDO MILANO S.P.A. |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES GB IT |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: BA2A Ref document number: 2087750 Country of ref document: ES Kind code of ref document: T3 |
|
| REF | Corresponds to: |
Ref document number: 59302700 Country of ref document: DE Date of ref document: 19960627 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2087750 Country of ref document: ES Kind code of ref document: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19960619 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19980616 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980622 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19990701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20010601 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030701 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050630 |