EP0648151B1 - Procede et dispositif pour trier des capsules - Google Patents
Procede et dispositif pour trier des capsules Download PDFInfo
- Publication number
- EP0648151B1 EP0648151B1 EP93912997A EP93912997A EP0648151B1 EP 0648151 B1 EP0648151 B1 EP 0648151B1 EP 93912997 A EP93912997 A EP 93912997A EP 93912997 A EP93912997 A EP 93912997A EP 0648151 B1 EP0648151 B1 EP 0648151B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- capsules
- control
- capsule
- sorting apparatus
- cameras
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
- B07C5/3422—Sorting according to other particular properties according to optical properties, e.g. colour using video scanning devices, e.g. TV-cameras
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S209/00—Classifying, separating, and assorting solids
- Y10S209/919—Rotary feed conveyor
Definitions
- the invention relates to a method and an apparatus for sorting capsules for defect-free and defective capsules, e.g. B. capsules for oral drugs.
- Such capsules mainly serve as a casing or container for a powdered or granulated medicament and are taken together with it.
- These capsules are made of a physiologically safe material, e.g. B. from hard or soft gelatin, from starch or from another material that does not contain the active ingredient of the drug itself.
- a physiologically safe material e.g. B. from hard or soft gelatin, from starch or from another material that does not contain the active ingredient of the drug itself.
- gelatin capsules are mass-produced in high-performance production processes from gelatin or gelatin solution. A distinction is made between hard gelatin capsules and soft gelatin capsules.
- Hard gelatin capsules consist of a hollow upper part (cap) and a hollow lower part (body), which are produced simultaneously on one machine.
- the capsule parts are temporarily assembled into a finished capsule without filling material, resulting in a small empty oblong container.
- the hard gelatin capsules are manufactured with the highest demands on the dimensional accuracy and cleanliness of the corresponding machine components and the capsule parts produced with them.
- Hard gelatin capsules are made in different colors and color combinations, transparent and opaque.
- the empty hard capsule has a weight of approx. 30 to 130 mg depending on the size.
- the dimensional accuracy of the hard gelatin capsules is of particular importance. They are passed on to the pharmaceutical industry as empty capsules and filled with the drug here. The empty capsules are separated into upper and lower parts, whereby the lower part takes up the contents and the empty upper part is then replaced. Both capsule halves are firmly and permanently joined together by pressure so that the contents can no longer escape.
- the hard gelatin capsules produced on conventional production machines can have defects, such as holes, deformations or blisters, which can cause considerable problems when filling. Any downtimes of the filling machines that may result from this should be avoided. Therefore defective capsules have to be sorted out by the manufacturer.
- This sorting process is currently accomplished by manually reading the capsules.
- the capsules to be sorted fall from a container mounted on a vibrator onto a transparent conveyor belt.
- the capsules on this conveyor or sorting belt are illuminated from below or from above.
- One or more people carry out a visual inspection of the capsules and remove the defective capsules from the passing conveyor belt by hand.
- Each control person sees only about 30 to 40% of the surface of a capsule on a picking belt. A complete control of the quality of the capsule is therefore not possible.
- the result of this quality control is significantly influenced by the attention of the respective control person and by their subjective assessment.
- DE-A-2 937 335 describes a device for sorting tablets for faultless and defective tablets, the device also appearing suitable for sorting capsules. It has the following features: A control station with various control positions suitable for recording and evaluating the properties of tablets and feed devices suitable for feeding tablets from a storage container to the control station. Cameras and light sources are arranged in the control station at some control positions, which are suitable for all-round viewing of tablets and which are followed by evaluation devices. Finally, ejection devices are provided which serve for the separate ejection of error-free and defective tablets, the device as a whole also appearing to be suitable for processing capsules.
- the objects to be sorted are free on a conveyor table, so that precise guidance of the objects is not guaranteed, as a result of which the work result can be impaired.
- the known device requires a relatively large amount of space.
- GB-A-2 002 512 describes a device for sorting capsules with a control station that works with X-rays, and with a device opposite and therefore far away for feeding capsules from a storage container into tubular capsule holders. In this case, several control positions are not provided, so that a flawless examination of the capsules and thus a flawless work result is not ensured, this known device also requiring a great deal of space.
- the sorting of the capsules is to be carried out without control persons and therefore to be automated, and a perfect work result is to be achieved with a compact device.
- the invention describes a method and a device for sorting out defective capsules, wherein the capsules can be viewed all around in a control station in individual control positions by means of cameras.
- the images recorded by the cameras are evaluated using computer programs to determine production errors.
- the defective capsules are finally sorted out according to the result of the evaluation.
- a method according to the invention for sorting capsules is described in claim 1. Claims 2 to 7 characterize further developments of this method. A device according to the invention for sorting capsules is described in claim 8. Developments of this sorting device are described in claims 9 to 23.
- the automated, electronic sorting method according to the invention and the associated device enable complete control of the capsules on the basis of the all-round view. Since human inadequacies are eliminated, the result of the sorting process is significantly improved. Capsule producers can therefore meet the quality requirements of the pharmaceutical industry as capsule buyers.
- the sorting method and the sorting device according to the invention can be used, for example, for sorting out defective, empty, pre-closed or filled, closed hard gelatin capsules. Furthermore, can the invention can also be used for sorting out soft gelatin capsules, capsules made of starch or other materials, and tablets, coated tablets and lozenges.
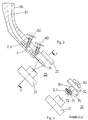
- the device for sorting gelatin capsules by defect-free capsules 2 and defective capsules 3 consists of at least one control station 5, which has different control positions 10, 20, 30, 40, 50, 60 for recording and evaluating the properties of the capsules 2, 3. In the control positions, the capsules 2, 3 are held by capsule holders 70. Furthermore, the sorting device has feed devices 90 through which the capsules 2, 3 pass from a storage container 80 into the capsule holders 70, as well as ejection devices 51, 61, through which the error-free capsules 2 are ejected from the control station 5 separately from the defective capsules 3 .
- One capsule 2, 3 is held in a capsule holder 70 and is conveyed through six control positions 10, 20, 30, 40, 50, 60 in the control station 5.
- the capsules 2, 3 are provided in the capsule holders 70.
- the capsules are removed from the storage container 80 and arranged in the feed device 90 on a guide track 7 in rows of capsules lying one behind the other in a traffic jam.
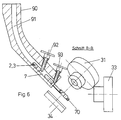
- the feed device 90 consists of a downward-pointing tube 91 which is fastened with its upper end to a base plate 81 of the storage container 80.
- the base plate 81 rotates relative to the fixed housing 83 of the storage container 80, as a result of which the capsules 2, 3 reach the tube 91 from the storage container via holes 82 in the base plate 81.
- the feed device 90 has two locking bolts 92, 93 connected in series, which are mechanically controlled via guides in such a way that they are lifted one after the other.
- the first locking pin 92 serves to build up the capsules 2, 3 in the tube 91, while the second locking pin 93 separates the capsules 2, 3 from the jam into the capsule holder 70.
- the locking bolts thus enable only one capsule to be located in the capsule holder. If several capsules were in a capsule holder at the same time, problems would arise in the further course of the control process. In particular, the capsules could jam at the end of the control station 5 when ejected.
- the capsule holder 70 is attached to the outer, lower end of the feeder 90. It consists of a U-shaped, trapezoidal upwardly open rail 71 which has on its underside a slot 72 with pointed edges running in the conveying direction of the capsules 2, 3, on which the capsules fit. At its outer end, the capsule holder 70 has a tip, for example in the form of a grub screw, for supporting the capsules.
- the capsules in the capsule holders 70 are conveyed through the following control positions 20, 30, 40, 50, 60.
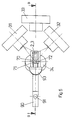
- 5 cameras 21, 31, 32, 33 and light sources 22, 34 are arranged at the second and third control positions 20, 30 in the control station for a complete all-round view of the capsules.
- a separate image processing computer program is provided for each camera 21, 31, 32, 33, which electronically evaluates the captured image and uses this to determine the nature of the capsules. Since capsules of different colors are to be checked, a color recognition is included in the computer program.
- the light sources 22, 34 in the control positions 20, 30 consist of light-emitting diodes which emit light in a region which is visible to the cameras and which is suitable for illuminating the capsules 2, 3.
- the cameras in the control stations are essentially arranged on the other side of the capsules, opposite the light source. If a transparent or opaque capsule is checked, the light from the light source shines through it, essentially in the direction of the cameras.
- any errors that may occur with capsules can be recognized. For example, it can be determined whether the capsule has holes, bubbles, deformations or contaminants at any point.
- the dome on the upper and lower part of the capsule is also checked for damage.
- the position of the capsule e.g. upper or lower part
- the length and diameter of the upper and lower part of the capsule are determined and the cutting edge of the upper part is checked for irregularities.
- the points at which the capsule is supported in the capsule holder 70 i.e. the edges on the slot 72 of the rail 71 and the screw tip at the end of the capsule holder 70, are dimensioned and arranged in such a way that all areas of the capsule are exposed to the light sources 22, 34 X-rayed or illuminated and can be detected by the cameras 21, 31, 32, 33.
- the capsules 2, 3 are viewed by a first camera 21.
- the camera 21 is arranged under the capsule holder 70, that is, under the feed path 7 of the capsules, so that it sees the capsules from below / behind.
- a light source 22 is arranged above the capsule holder 70, ie above the feed path 7 and thus opposite the camera 21, which illuminates the capsules 2, 3 from above / in front.
- a further light source 34 is provided for illuminating the capsules.
- the cameras 31, 32 are arranged obliquely above, to the side of the capsule holder 70, that is to say above and to the side of the feed path 7 of the capsules 2, 3, one camera 31 seeing the capsules from the right front and the other camera 32 seeing the capsules from the left front.
- a third camera 33 can optionally be arranged directly above the capsule holder, ie above the feed path 7 of the capsules, which is inclined to the other two cameras 31, 32 and the capsules directly from looks up / front.
- the light source 34 is arranged under the capsule holder, that is, under the feed path 7, and illuminates the capsules from below / behind.
- the capsules 2, 3 are conveyed through the control positions 10, 20, 30, 40, 50, 60 in the capsule holders 70, but do not move in relation to the capsule holders 70 themselves. 31, 32, 33 considered. Thus, the capsule 2, 3 does not rotate relative to the cameras, nor do the cameras move around the capsule.
- the fourth control position 40 is a waiting position during which the computer program evaluates the images taken in order to determine production errors in the capsules.
- the result of the evaluation is converted in the fifth or sixth control position into a separation of the defect-free capsules 2 from the defect capsules 3.
- a compressed air valve 51 is provided in the fifth control position, which is controlled and activated by the computer program if the corresponding capsule has no errors.
- the defect-free capsule 2 is thus blown out of the capsule holder 70 by the compressed air valve 51 and taken up by a collecting container.
- the compressed air valve is not activated in the fifth control position 50. Rather, the capsule passes through this control position and finally reaches the sixth control position 60.
- a further compressed air valve 61 is provided, which is controlled and activated by the computer program if the capsule has a fault. Defective capsules 3 are thus blown out of the capsule holder 70 at the sixth control position 60 by the compressed air valve 61 and taken up by a collecting container.
- the stepper motor runs, which rotates the base plate 81 of the storage container 80 relative to its housing 83, thereby the feed devices 90 with the capsule holders 70 attached to them are moved through the six control positions, synchronously with the cameras at the control positions 20 and 30.
- Each camera must therefore take a picture of a capsule exactly when it is in the corresponding control position. The camera should not take a picture while the capsule holder moves with the capsule into the next control position.
- the first capsule reaches the third control position 30, where it is viewed by the cameras 31, 32, 33, while the second capsule reaches the second control position 20 and is viewed here by the camera 21.
- a third capsule is already provided in the first control position 10.
- the first capsule reaches the control position 40, the second capsule the control position 30, the third capsule the control position 20, while a further capsule is provided in the first control position 10.
- the computer program While the first capsule is in the waiting position in the control position 40, the computer program evaluates the images of the first capsule recorded by the cameras in the previous steps, although the subsequent capsules in the corresponding control positions 20 and 30 are already being viewed by the cameras.
- the computer program thus enables parallel observation and evaluation of successive capsules.
- FIG. 1 schematically shows six feed devices 90 with the associated control positions 10, 20, 30, 40, 50, 60 only in one quadrant of the circular base plate 81 of the storage container 80. Analogously, this arrangement can be repeated in the other three quadrants of the circular base plate, so that a total of four control stations 5, each with six control positions, are arranged around a storage container 80. If the base plate is dimensioned differently, more or fewer control stations 5 with the respectively associated control positions can be arranged around the storage container 80.
- the described method and the device for sorting empty, pre-sealed hard gelatin capsules can, for example, be connected directly to the capsule production machine.
- an arrangement in other production steps is also conceivable, e.g. B. where heavily opaque or filled hard gelatin capsules or soft gelatin capsules, which are filled and sealed immediately during production, should be checked and sorted out.
- the capsule is no longer transparent and can therefore no longer be illuminated by the light sources and the cameras.
- the cameras and the light sources are then arranged in the control positions such that the capsule body can only be illuminated and viewed from the outside, but that a complete all-round view of the capsule is nevertheless possible.
Landscapes
- Engineering & Computer Science (AREA)
- Multimedia (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Sorting Of Articles (AREA)
- Manufacturing Of Micro-Capsules (AREA)
- General Preparation And Processing Of Foods (AREA)
- Medicinal Preparation (AREA)
Claims (23)
- Procédé pour trier des capsules, notamment des capsules de gélatine, en capsules impeccables (2) et capsules défectueuses (3) comportant les étapes suivantes :- amener les capsules (2, 3) à un poste de contrôle (5);- observation de tous les côtés des capsules (2, 3) en diverses positions de contrôle (10, 20, 30, 40, 50, 60) au moyen de caméras (21, 31, 32, 33) dans le poste de contrôle (5);- dépouillement des images prises par les caméras (21, 31, 32, 33) moyennant des programmes d'ordinateur pour la détermination de vices de production dans les capsules (2, 3);- utilisation du résultat de dépouillement pour la séparation des capsules défectueuses (3);- les capsules (2, 3) sont amenées à une première position de contrôle (10) dans des supports de capsule (70);- les capsules (2, 3) sont transportées dans les supports de capsule (70) à travers d'autres positions de contrôle (20, 30, 40);- les capsules (2, 3) sont séparées à une dernière position de contrôle (50, 60) à partir des supports de capsule (70) en capsules impeccables et capsules défectueuses.
- Procédé selon la revendication 1, caractérisé en ce qu'une seule capsule (2, 3) est tenue dans un support de capsule (70) et est transportée dans celui-ci à travers les diverses positions de contrôle (10, 20, 30, 40, 50, 60) dans le poste de contrôle (5).
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que l'étape d'amenée des capsules (2, 3) comporte les étapes partielles suivantes :- prélèvement de capsules à partir d'un réservoir (80) en rangées de capsules s'accumulant l'une derrière l'autre par refoulement;- séparation des capsules individuelles à partir des capsules accumulées dans le support de capsule (70).
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que l'étape de l'observation de tous les côtés des capsules (2, 3) comporte les étapes partielles suivantes :- inspection des capsules dans une deuxième position de contrôle (20) au moyen d'une première caméra (21) au moins;- inspection des capsules dans une troisième position de contrôle (30) au moyen d'une deuxième caméra (31, 32, 33) au moins;- positionnement des capsules dans une quatrième position de contrôle (40) dans une position d'attente alors que le programme d'ordinateur dépouille les images prises.
- Procédé selon la revendication 4, caractérisé en ce que pendant l'inspection les capsules (2, 3) et les caméras (21, 32, 32, 33) sont immobiles.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que l'étape d'utilisation du résultat du dépouillement comporte les étapes partielles suivantes :- éjection des capsules impeccables (2) du support de capsule (70) à une dernière position de contrôle (50);- éjection des capsules défectueuses (3) du support de capsule (70) à une autre dernière position de contrôle (60);
- Procédé selon la revendication 6, caractérisé en ce que l'éjection se fait par soufflage.
- Dispositif pour trier des capsules, notamment des capsules de gélatine, en capsules impeccables (2) et capsules défectueuses (3) présentant les caractéristiques suivantes :- un poste de contrôle (5) avec diverses positions de contrôle (10, 20, 30, 40, 50, 60) pour recevoir et dépouiller les caractéristiques des capsules (2, 3);- dispositifs d'amenée (90) pour amener les capsules (2, 3) d'un réservoir (80) au poste de contrôle (5);- au poste de contrôle (5) des caméras (21, 31, 32, 33) et des sources de lumière (22, 34) sont prévues en quelques positions de contrôle (20, 30) pour l'inspection de tous les côtés des capsules (2, 3) avec des dispositifs de dépouillement en aval pour le dépouillement des images prises par les caméras au moyen de programmes d'ordinateur pour la détermination de vices de production dans les capsules;- dispositifs d'éjection (51, 61) pour l'éjection séparée des capsules impeccables (2) et des capsules défectueuses (3);- plusieurs supports de capsule (70) pour supporter les capsules (2, 3) dans les positions de contrôle (10, 20, 30, 40, 50, 60);- dans la première position de contrôle (10) des dispositifs d'amenée des capsules (2, 3) aux supports de capsule (70) sont prévus;- dans la dernière position de contrôle (50, 60) des dispositifs (51, 61) pour l'éjection séparée des capsules impeccables (2) et des capsules défectueuses (3) à partir des supports de capsule (70) sont prévus.
- Dispositif de triage selon la revendication 8, caractérisé en ce que pour chaque caméra (21, 32, 32, 33) est prévu un programme d'ordinateur de dépouillement d'images séparé pour le dépouillement électronique de l'image prise et pour la détermination des propriétés des capsules (2, 3).
- Dispositif de triage selon la revendication 9, caractérisé en ce que le programme d'ordinateur comporte un dispositif d'identification de couleurs.
- Dispositif de triage selon la revendication 8, caractérisé en ce que les sources de lumière (22, 34) consistent en diodes lumineuses qui émettent une lumière dans la plage visible qui est appropriée pour traverser les capsules (2, 3).
- Dispositif de triage selon l'une quelconque des revendications 8 à 11, caractérisé en ce que le poste de contrôle (5) présente six positions de contrôle (10, 20, 30, 40, 50, 60), dans lesquelles- dans la seconde position de contrôle (20) au moins une caméra (21) est prévue qui regarde les capsules (2, 3) d'un côté;- dans la troisième position de contrôle (30) au moins une caméra supplémentaire (31, 32, 33) est prévue qui voit les capsules (2, 3) d'un autre côté; et- la quatrième position de contrôle (40) est une position d'attente dans laquelle le programme d'ordinateur dépouille l'image prise.
- Dispositif de triage selon la revendication 8, caractérisé en ce qu'une capsule (2, 3) par support de capsule (70) est tenue, qui traverse les diverses positions de contrôle (10, 20, 30, 40, 50, 60) dans le poste de contrôle (5).
- Dispositif de triage selon la revendication 8, caractérisé en ce que le dispositif d'ammenée (90) consiste en un tube (91) dirigé vers le bas, qui présente des dispositifs de blocage (92, 93) pour accumuler et séparer individuellement les capsules (2, 3).
- Dispositif de triage selon la revendication 14, caractérisé en ce que le support de capsule (70) est fixé à l'extrémité extérieure du dispositif d'ammenée (90).
- Dispositif de triage selon la revendication 15, caractérisé en ce que le support de capsule (70) consiste en un rail (71) en forme de U ouvert vers le haut, qui présente sur sa face inférieure une fente (72) s'étendant avec des arêtes vives en direction du transport des capsules (2, 3) auxquelles viennent s'appuyer les capsules, et qui présente à son extrémité extérieure une pointe pour appuyer les capsules (2, 3).
- Dispositif de triage selon la revendication 14, caractérisé en ce que le dispositif d'ammenée (90) est fixé par son extrémité supérieure à une plaque de fond (81) d'un réservoir (80), la plaque de fond (81) présentant des trous (82) par lesquels les capsules (2, 3) arrivent du réservoir (80) dans le dispositif d'ammenée (90).
- Dispositif de triage selon la revendication 17, caractérisé en ce que le réservoir (80) présente un moteur pas-à-pas pour le pivotement de la plaque de fond (81) par rapport au boîtier (83) du réservoir (80).
- Dispositif de triage selon l'une quelconque des revendications 8 à 18, caractérisé en ce que le moteur pas-à-pas fonctionne de manière synchrone avec les caméras (21, 31, 32, 33).
- Dispositif de triage selon la revendication 17, caractérisé en ce que la plaque de fond (81) présente six dispositifs d'ammenée (90).
- Dispositif de triage selon l'une quelconque des revendications 8 à 20, caractérisé en ce que dans le poste de contrôle (5)- dans la deuxième position de contrôle (20) au-dessous de la piste d'ammenée (7) des capsules (2, 3) une caméra (21) est prévue qui voit les capsules d'enbas/de derrière, ainsi qu'une source de lumière (22) positionnée en face de la caméra (21) au-dessus de la piste d'ammenée (7) qui éclaire les capsules d'en haut/de l'avant;- dans la troisième position de contrôle (30) au moins deux caméras (31, 32) et une source de lumière (34) sont prévues, les caméras (31, 32) étant disposées au-dessus de la piste d'ammenée (7) des capsules (2, 3), dont l'une des caméras (31) voit les capsules de la droite à l'avant et l'autre caméra (32) les capsules de la gauche à l'avant, une troisième caméra (33) étant le cas échéant disposée au-dessus de la piste d'ammenée (7) des capsules et inclinée par rapport aux deux autres caméras (31, 32) et qui voit les capsules directement d'en haut/de l'avant la source de lumière (34) étant disposée au-dessous de la piste d'ammenée (7) et éclaire les capsules d'en bas/de l'arrière;- dans la cinquième position de contrôle (50) une soupape d'air sous pression (51) est prévue qui souffle les capsules impeccables (2) hors du support de capsule (70);- dans la sixième position de contrôle (60) une soupape d'air sous pression (61) est prévue qui souffle les capsules défectueuses (3) hors du support de capsule (70).
- Dispositif de triage selon l'une quelconque des revendications 8 à 21 caractérisé en ce qu'il présente plusieurs, notamment quatre postes de contrôle (5).
- Dispositif de triage selon l'une quelconque des revendications 8 à 22, caractérisé en ce qu'il est raccordé directement à une machine de production pour capsules de gélatine dure.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4221107A DE4221107A1 (de) | 1992-06-26 | 1992-06-26 | Verfahren und Vorrichtung zum Sortieren von Kapseln |
| DE4221107 | 1992-06-26 | ||
| PCT/EP1993/001534 WO1994000249A1 (fr) | 1992-06-26 | 1993-06-16 | Procede et dispositif pour trier des capsules |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0648151A1 EP0648151A1 (fr) | 1995-04-19 |
| EP0648151B1 true EP0648151B1 (fr) | 1996-08-28 |
Family
ID=6461944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93912997A Expired - Lifetime EP0648151B1 (fr) | 1992-06-26 | 1993-06-16 | Procede et dispositif pour trier des capsules |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5819953A (fr) |
| EP (1) | EP0648151B1 (fr) |
| JP (1) | JPH07508458A (fr) |
| KR (1) | KR100265082B1 (fr) |
| AT (1) | ATE141834T1 (fr) |
| CA (1) | CA2139110A1 (fr) |
| DE (2) | DE4221107A1 (fr) |
| ES (1) | ES2093432T3 (fr) |
| WO (1) | WO1994000249A1 (fr) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4417015A1 (de) * | 1994-05-14 | 1995-11-16 | Maschimpex Gmbh | Sortierautomat zur Sortierung bzw. Klassifikation von Kleinprodukten der pharmazeutischen und der Süßwarenindustrie nach Form und Farbe |
| DE4419461B4 (de) * | 1994-06-05 | 2004-08-05 | Massen, Robert, Prof. Dr.-Ing. | Automatische Sortierung von gebrauchten Batterien |
| FR2775204A1 (fr) * | 1998-02-25 | 1999-08-27 | Pellenc Sa | Procede et installation de tri de fruits et legumes, permettant la mesure d'au moins une de leurs caracteristiques |
| US20070000939A1 (en) * | 2002-10-29 | 2007-01-04 | Vasilios Vasiadis | Device for handling and orientating pills or tablets in a precise manner |
| US20050092660A1 (en) * | 2003-10-29 | 2005-05-05 | Vasilios Vasiadis | Device for handling and orientating pills or tablets in a precise manner |
| AU2003287727A1 (en) * | 2002-11-13 | 2004-06-03 | Ackley Machine Corporation | Laser unit, inspection unit, method for inspecting pellet-shaped articles and pharmaceutical article |
| US7285061B2 (en) * | 2003-08-04 | 2007-10-23 | Ervin Wagner | Sports skills training method and apparatus |
| US20050242304A1 (en) * | 2004-04-29 | 2005-11-03 | Armbuster Lynn E | Diffuse light pharmaceutical inspection system and process |
| US8121392B2 (en) * | 2004-10-25 | 2012-02-21 | Parata Systems, Llc | Embedded imaging and control system |
| DE102005049958A1 (de) * | 2005-10-19 | 2007-04-26 | Boehringer Ingelheim Pharma Gmbh & Co. Kg | Optische semiquantitative 100%-Befüllungskontrolle von pharmazeutischen Kapseln auf Kapselfüllmaschinen |
| US20070194034A1 (en) * | 2006-02-17 | 2007-08-23 | Vasilios Vasiadis | Device for printing pills, tablets or caplets in a precise manner |
| US8078329B2 (en) * | 2006-09-29 | 2011-12-13 | Courtoy Nv | System for rejection of tablets produced in a rotary tablet press and a method of rejection of tablets |
| US20080149541A1 (en) * | 2006-12-05 | 2008-06-26 | Bigney Nicholas D | Apparatus, system, and method for detecting and removing flawed capsules |
| ATE549010T1 (de) * | 2008-09-05 | 2012-03-15 | Soldopha S A R L | Automatische maschine zum sortieren von gelatinekapseln |
| WO2011153133A1 (fr) | 2010-06-01 | 2011-12-08 | Ackley Machine Corporation | Système de vérification |
| DE102011007269A1 (de) * | 2011-04-13 | 2012-10-18 | Robert Bosch Gmbh | Kontrolleinrichtung |
| CN105834127B (zh) * | 2016-06-02 | 2020-04-28 | 浙江汇力胶囊有限公司 | 一种全自动的胶囊灯检台 |
| KR102022302B1 (ko) * | 2016-10-25 | 2019-11-04 | 태영산업 주식회사 | 담배용 필터의 제조장치 |
| KR101967763B1 (ko) * | 2017-03-28 | 2019-04-10 | 태영산업 주식회사 | 담배용 캡슐 분류장치 |
| US10892048B2 (en) * | 2017-09-28 | 2021-01-12 | Puli Pravin Reddy | Machine learning pill identification |
| CN109622392B (zh) * | 2018-12-28 | 2024-05-03 | 浙江天瑞制药机械有限公司 | 一种软胶囊视频自动分拣装置 |
| US11780679B2 (en) | 2019-04-05 | 2023-10-10 | Blue Sky Ventures (Ontario) Inc. | Vibratory conveyor for conveying items and related filling machine and methods |
| EP3948364A4 (fr) | 2019-04-05 | 2023-04-12 | Blue Sky Ventures (Ontario) Inc. | Ensemble capteur pour articles mobiles et machine et procédés de remplissage associés |
| KR102150970B1 (ko) * | 2019-07-12 | 2020-09-02 | (주)엔에프에이 | 백라이트 광원을 활용한 다용도 캡슐 검사장치 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2617527A (en) * | 1948-08-20 | 1952-11-11 | Western Electric Co | Apparatus for loading and selectively unloading |
| US4144970A (en) * | 1977-08-10 | 1979-03-20 | Eli Lilly And Company | Inspection apparatus for filled capsule |
| US4300689A (en) * | 1978-01-16 | 1981-11-17 | Hoffmann-La Roche Inc. | Dual wavelength spectrophotometer for ampoule leak detection and content inspection |
| JPS5571937A (en) * | 1978-11-24 | 1980-05-30 | Kanebo Ltd | Method of and device for inspecting surface |
| DE3608989A1 (de) * | 1986-03-18 | 1987-09-24 | Lorenz Ing Grad Bohle | Vorrichtung zum klassifizieren von stueckigen produkten nach der laenge |
| SU1388112A1 (ru) * | 1986-07-18 | 1988-04-15 | Предприятие П/Я В-8906 | Ротор дл сортировки изделий |
| DE8706655U1 (fr) * | 1987-05-08 | 1988-06-09 | Maschimpex Gmbh, 7990 Friedrichshafen, De | |
| JPH01249181A (ja) * | 1988-03-31 | 1989-10-04 | Tdk Corp | チップ部品自動外観選別機における部品仕分け方法 |
| DE4011965A1 (de) * | 1990-04-12 | 1991-10-17 | Zedete Ges Fuer Qualitaetssich | Verfahren und vorrichtung zum sortieren von, insbesondere rotationssymmetrischen, bauteilen |
-
1992
- 1992-06-26 DE DE4221107A patent/DE4221107A1/de not_active Withdrawn
-
1993
- 1993-06-16 AT AT93912997T patent/ATE141834T1/de not_active IP Right Cessation
- 1993-06-16 US US08/362,588 patent/US5819953A/en not_active Expired - Lifetime
- 1993-06-16 WO PCT/EP1993/001534 patent/WO1994000249A1/fr active IP Right Grant
- 1993-06-16 EP EP93912997A patent/EP0648151B1/fr not_active Expired - Lifetime
- 1993-06-16 DE DE59303591T patent/DE59303591D1/de not_active Expired - Lifetime
- 1993-06-16 JP JP6502010A patent/JPH07508458A/ja active Pending
- 1993-06-16 KR KR1019940704711A patent/KR100265082B1/ko not_active IP Right Cessation
- 1993-06-16 CA CA002139110A patent/CA2139110A1/fr not_active Abandoned
- 1993-06-16 ES ES93912997T patent/ES2093432T3/es not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ES2093432T3 (es) | 1996-12-16 |
| CA2139110A1 (fr) | 1994-01-06 |
| KR950702091A (ko) | 1995-06-19 |
| JPH07508458A (ja) | 1995-09-21 |
| DE59303591D1 (de) | 1996-10-02 |
| ATE141834T1 (de) | 1996-09-15 |
| WO1994000249A1 (fr) | 1994-01-06 |
| EP0648151A1 (fr) | 1995-04-19 |
| DE4221107A1 (de) | 1994-01-05 |
| US5819953A (en) | 1998-10-13 |
| KR100265082B1 (ko) | 2000-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0648151B1 (fr) | Procede et dispositif pour trier des capsules | |
| DE2427054C3 (de) | Vorrichtung zum Prüfen von maschinengeformten Artikeln | |
| EP1130384B1 (fr) | Machine de contrôle | |
| DE2246491C2 (de) | Anordnung zum Prüfen von Arznei- oder ähnlichen Kapseln auf unzulässige Formabweichungen oder Fertigungsfehler | |
| EP3142802B1 (fr) | Système de controle pour l'examen de conteneurs | |
| WO2011047945A2 (fr) | Dispositif de détection pour machine d'emballage se présentant sous la forme d'une machine de remplissage et de fermeture de capsule, ou pour dispositif de contrôle de capsule | |
| WO2018166894A1 (fr) | Dispositif de convoyage automatisé | |
| EP0682991A2 (fr) | Machine automatique pour le tri, respectivement la classification d'après la forme et la couleur, de petits produits de l'industrie pharmaceutique et des friandises | |
| EP2825365B1 (fr) | Procédé et appareil de détection de preformes défectueuses et procédé de calcul associé. | |
| EP2112502B1 (fr) | Procédé et dispositif de vérification de préformes de récipient | |
| DE2910494A1 (de) | Vorrichtung zur pruefung des aussehens bzw. zustands von festen medikamenten | |
| DE102018102055A1 (de) | Vorrichtung und Verfahren zur Überprüfung der Etikettier- und/oder Druckgenauigkeit | |
| EP0349823A1 (fr) | Procédé et dispositif de contrôle des cigarettes | |
| EP3465173A1 (fr) | Dispositif et procédé d'inspection de récipients | |
| DE1473688C3 (de) | Verfahren zur zerstörungsfreien Prüfung von Glaserzeugnissen und Vorrichtung zur Durchführung des Verfahrens | |
| DE19511948A1 (de) | Vorrichtung zum Vereinzeln von kleinen Gegenständen | |
| CH648253A5 (de) | Verfahren zum registrieren und aussortieren der unvollstaendig gefuellten packungen in verpackungsmaschinen. | |
| EP3165908B1 (fr) | Dispositif d'inspection d'au moins une image imprimée | |
| EP3081500A1 (fr) | Dispositif de fabrication de blister souple | |
| DE2525919C2 (de) | Prüfanlage für Getränkeflaschen | |
| DE19633326A1 (de) | Verfahren und Vorrichtung zur Kontrolle der Qualität von Werkstücken | |
| DE2128844B2 (de) | Vorrichtung zum Ausrichten und Zuführen von zu vernähenden Teilen zu einer Nähmaschine | |
| EP1868898B1 (fr) | Procede et dispositif pour trier et extraire des capuchons | |
| DE2238156A1 (de) | Pruefvorrichtung mit einer fernsehkamera fuer ampullen o. dgl | |
| EP1029791B1 (fr) | Procédé et dispositif pour emballer de petits objets arrangés en pile |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19941209 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 19951120 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19960828 Ref country code: DK Effective date: 19960828 |
|
| REF | Corresponds to: |
Ref document number: 141834 Country of ref document: AT Date of ref document: 19960915 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59303591 Country of ref document: DE Date of ref document: 19961002 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: 69636 |
|
| ITF | It: translation for a ep patent filed |
Owner name: JACOBACCI & PERANI S.P.A. |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19961106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19961128 Ref country code: PT Effective date: 19961128 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2093432 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970416 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 69636 Country of ref document: IE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970630 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 746 Effective date: 20001019 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010601 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: D6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20010618 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010622 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20010625 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20010626 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020630 |
|
| BERE | Be: lapsed |
Owner name: R.P. *SCHERER G.M.B.H. Effective date: 20020630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020616 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030228 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20030101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050616 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20120613 Year of fee payment: 20 Ref country code: ES Payment date: 20120726 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59303591 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130618 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20140828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130617 |