EP0648151B1 - Method and device for grading capsules - Google Patents
Method and device for grading capsules Download PDFInfo
- Publication number
- EP0648151B1 EP0648151B1 EP93912997A EP93912997A EP0648151B1 EP 0648151 B1 EP0648151 B1 EP 0648151B1 EP 93912997 A EP93912997 A EP 93912997A EP 93912997 A EP93912997 A EP 93912997A EP 0648151 B1 EP0648151 B1 EP 0648151B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- capsules
- control
- capsule
- sorting apparatus
- cameras
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
- B07C5/3422—Sorting according to other particular properties according to optical properties, e.g. colour using video scanning devices, e.g. TV-cameras
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S209/00—Classifying, separating, and assorting solids
- Y10S209/919—Rotary feed conveyor
Definitions
- the invention relates to a method and an apparatus for sorting capsules for defect-free and defective capsules, e.g. B. capsules for oral drugs.
- Such capsules mainly serve as a casing or container for a powdered or granulated medicament and are taken together with it.
- These capsules are made of a physiologically safe material, e.g. B. from hard or soft gelatin, from starch or from another material that does not contain the active ingredient of the drug itself.
- a physiologically safe material e.g. B. from hard or soft gelatin, from starch or from another material that does not contain the active ingredient of the drug itself.
- gelatin capsules are mass-produced in high-performance production processes from gelatin or gelatin solution. A distinction is made between hard gelatin capsules and soft gelatin capsules.
- Hard gelatin capsules consist of a hollow upper part (cap) and a hollow lower part (body), which are produced simultaneously on one machine.
- the capsule parts are temporarily assembled into a finished capsule without filling material, resulting in a small empty oblong container.
- the hard gelatin capsules are manufactured with the highest demands on the dimensional accuracy and cleanliness of the corresponding machine components and the capsule parts produced with them.
- Hard gelatin capsules are made in different colors and color combinations, transparent and opaque.
- the empty hard capsule has a weight of approx. 30 to 130 mg depending on the size.
- the dimensional accuracy of the hard gelatin capsules is of particular importance. They are passed on to the pharmaceutical industry as empty capsules and filled with the drug here. The empty capsules are separated into upper and lower parts, whereby the lower part takes up the contents and the empty upper part is then replaced. Both capsule halves are firmly and permanently joined together by pressure so that the contents can no longer escape.
- the hard gelatin capsules produced on conventional production machines can have defects, such as holes, deformations or blisters, which can cause considerable problems when filling. Any downtimes of the filling machines that may result from this should be avoided. Therefore defective capsules have to be sorted out by the manufacturer.
- This sorting process is currently accomplished by manually reading the capsules.
- the capsules to be sorted fall from a container mounted on a vibrator onto a transparent conveyor belt.
- the capsules on this conveyor or sorting belt are illuminated from below or from above.
- One or more people carry out a visual inspection of the capsules and remove the defective capsules from the passing conveyor belt by hand.
- Each control person sees only about 30 to 40% of the surface of a capsule on a picking belt. A complete control of the quality of the capsule is therefore not possible.
- the result of this quality control is significantly influenced by the attention of the respective control person and by their subjective assessment.
- DE-A-2 937 335 describes a device for sorting tablets for faultless and defective tablets, the device also appearing suitable for sorting capsules. It has the following features: A control station with various control positions suitable for recording and evaluating the properties of tablets and feed devices suitable for feeding tablets from a storage container to the control station. Cameras and light sources are arranged in the control station at some control positions, which are suitable for all-round viewing of tablets and which are followed by evaluation devices. Finally, ejection devices are provided which serve for the separate ejection of error-free and defective tablets, the device as a whole also appearing to be suitable for processing capsules.
- the objects to be sorted are free on a conveyor table, so that precise guidance of the objects is not guaranteed, as a result of which the work result can be impaired.
- the known device requires a relatively large amount of space.
- GB-A-2 002 512 describes a device for sorting capsules with a control station that works with X-rays, and with a device opposite and therefore far away for feeding capsules from a storage container into tubular capsule holders. In this case, several control positions are not provided, so that a flawless examination of the capsules and thus a flawless work result is not ensured, this known device also requiring a great deal of space.
- the sorting of the capsules is to be carried out without control persons and therefore to be automated, and a perfect work result is to be achieved with a compact device.
- the invention describes a method and a device for sorting out defective capsules, wherein the capsules can be viewed all around in a control station in individual control positions by means of cameras.
- the images recorded by the cameras are evaluated using computer programs to determine production errors.
- the defective capsules are finally sorted out according to the result of the evaluation.
- a method according to the invention for sorting capsules is described in claim 1. Claims 2 to 7 characterize further developments of this method. A device according to the invention for sorting capsules is described in claim 8. Developments of this sorting device are described in claims 9 to 23.
- the automated, electronic sorting method according to the invention and the associated device enable complete control of the capsules on the basis of the all-round view. Since human inadequacies are eliminated, the result of the sorting process is significantly improved. Capsule producers can therefore meet the quality requirements of the pharmaceutical industry as capsule buyers.
- the sorting method and the sorting device according to the invention can be used, for example, for sorting out defective, empty, pre-closed or filled, closed hard gelatin capsules. Furthermore, can the invention can also be used for sorting out soft gelatin capsules, capsules made of starch or other materials, and tablets, coated tablets and lozenges.
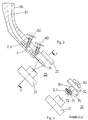
- the device for sorting gelatin capsules by defect-free capsules 2 and defective capsules 3 consists of at least one control station 5, which has different control positions 10, 20, 30, 40, 50, 60 for recording and evaluating the properties of the capsules 2, 3. In the control positions, the capsules 2, 3 are held by capsule holders 70. Furthermore, the sorting device has feed devices 90 through which the capsules 2, 3 pass from a storage container 80 into the capsule holders 70, as well as ejection devices 51, 61, through which the error-free capsules 2 are ejected from the control station 5 separately from the defective capsules 3 .
- One capsule 2, 3 is held in a capsule holder 70 and is conveyed through six control positions 10, 20, 30, 40, 50, 60 in the control station 5.
- the capsules 2, 3 are provided in the capsule holders 70.
- the capsules are removed from the storage container 80 and arranged in the feed device 90 on a guide track 7 in rows of capsules lying one behind the other in a traffic jam.
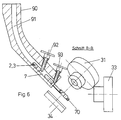
- the feed device 90 consists of a downward-pointing tube 91 which is fastened with its upper end to a base plate 81 of the storage container 80.
- the base plate 81 rotates relative to the fixed housing 83 of the storage container 80, as a result of which the capsules 2, 3 reach the tube 91 from the storage container via holes 82 in the base plate 81.
- the feed device 90 has two locking bolts 92, 93 connected in series, which are mechanically controlled via guides in such a way that they are lifted one after the other.
- the first locking pin 92 serves to build up the capsules 2, 3 in the tube 91, while the second locking pin 93 separates the capsules 2, 3 from the jam into the capsule holder 70.
- the locking bolts thus enable only one capsule to be located in the capsule holder. If several capsules were in a capsule holder at the same time, problems would arise in the further course of the control process. In particular, the capsules could jam at the end of the control station 5 when ejected.
- the capsule holder 70 is attached to the outer, lower end of the feeder 90. It consists of a U-shaped, trapezoidal upwardly open rail 71 which has on its underside a slot 72 with pointed edges running in the conveying direction of the capsules 2, 3, on which the capsules fit. At its outer end, the capsule holder 70 has a tip, for example in the form of a grub screw, for supporting the capsules.
- the capsules in the capsule holders 70 are conveyed through the following control positions 20, 30, 40, 50, 60.
- 5 cameras 21, 31, 32, 33 and light sources 22, 34 are arranged at the second and third control positions 20, 30 in the control station for a complete all-round view of the capsules.
- a separate image processing computer program is provided for each camera 21, 31, 32, 33, which electronically evaluates the captured image and uses this to determine the nature of the capsules. Since capsules of different colors are to be checked, a color recognition is included in the computer program.
- the light sources 22, 34 in the control positions 20, 30 consist of light-emitting diodes which emit light in a region which is visible to the cameras and which is suitable for illuminating the capsules 2, 3.
- the cameras in the control stations are essentially arranged on the other side of the capsules, opposite the light source. If a transparent or opaque capsule is checked, the light from the light source shines through it, essentially in the direction of the cameras.
- any errors that may occur with capsules can be recognized. For example, it can be determined whether the capsule has holes, bubbles, deformations or contaminants at any point.
- the dome on the upper and lower part of the capsule is also checked for damage.
- the position of the capsule e.g. upper or lower part
- the length and diameter of the upper and lower part of the capsule are determined and the cutting edge of the upper part is checked for irregularities.
- the points at which the capsule is supported in the capsule holder 70 i.e. the edges on the slot 72 of the rail 71 and the screw tip at the end of the capsule holder 70, are dimensioned and arranged in such a way that all areas of the capsule are exposed to the light sources 22, 34 X-rayed or illuminated and can be detected by the cameras 21, 31, 32, 33.
- the capsules 2, 3 are viewed by a first camera 21.
- the camera 21 is arranged under the capsule holder 70, that is, under the feed path 7 of the capsules, so that it sees the capsules from below / behind.
- a light source 22 is arranged above the capsule holder 70, ie above the feed path 7 and thus opposite the camera 21, which illuminates the capsules 2, 3 from above / in front.
- a further light source 34 is provided for illuminating the capsules.
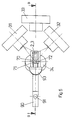
- the cameras 31, 32 are arranged obliquely above, to the side of the capsule holder 70, that is to say above and to the side of the feed path 7 of the capsules 2, 3, one camera 31 seeing the capsules from the right front and the other camera 32 seeing the capsules from the left front.
- a third camera 33 can optionally be arranged directly above the capsule holder, ie above the feed path 7 of the capsules, which is inclined to the other two cameras 31, 32 and the capsules directly from looks up / front.
- the light source 34 is arranged under the capsule holder, that is, under the feed path 7, and illuminates the capsules from below / behind.
- the capsules 2, 3 are conveyed through the control positions 10, 20, 30, 40, 50, 60 in the capsule holders 70, but do not move in relation to the capsule holders 70 themselves. 31, 32, 33 considered. Thus, the capsule 2, 3 does not rotate relative to the cameras, nor do the cameras move around the capsule.
- the fourth control position 40 is a waiting position during which the computer program evaluates the images taken in order to determine production errors in the capsules.
- the result of the evaluation is converted in the fifth or sixth control position into a separation of the defect-free capsules 2 from the defect capsules 3.
- a compressed air valve 51 is provided in the fifth control position, which is controlled and activated by the computer program if the corresponding capsule has no errors.
- the defect-free capsule 2 is thus blown out of the capsule holder 70 by the compressed air valve 51 and taken up by a collecting container.
- the compressed air valve is not activated in the fifth control position 50. Rather, the capsule passes through this control position and finally reaches the sixth control position 60.
- a further compressed air valve 61 is provided, which is controlled and activated by the computer program if the capsule has a fault. Defective capsules 3 are thus blown out of the capsule holder 70 at the sixth control position 60 by the compressed air valve 61 and taken up by a collecting container.
- the stepper motor runs, which rotates the base plate 81 of the storage container 80 relative to its housing 83, thereby the feed devices 90 with the capsule holders 70 attached to them are moved through the six control positions, synchronously with the cameras at the control positions 20 and 30.
- Each camera must therefore take a picture of a capsule exactly when it is in the corresponding control position. The camera should not take a picture while the capsule holder moves with the capsule into the next control position.
- the first capsule reaches the third control position 30, where it is viewed by the cameras 31, 32, 33, while the second capsule reaches the second control position 20 and is viewed here by the camera 21.
- a third capsule is already provided in the first control position 10.
- the first capsule reaches the control position 40, the second capsule the control position 30, the third capsule the control position 20, while a further capsule is provided in the first control position 10.
- the computer program While the first capsule is in the waiting position in the control position 40, the computer program evaluates the images of the first capsule recorded by the cameras in the previous steps, although the subsequent capsules in the corresponding control positions 20 and 30 are already being viewed by the cameras.
- the computer program thus enables parallel observation and evaluation of successive capsules.
- FIG. 1 schematically shows six feed devices 90 with the associated control positions 10, 20, 30, 40, 50, 60 only in one quadrant of the circular base plate 81 of the storage container 80. Analogously, this arrangement can be repeated in the other three quadrants of the circular base plate, so that a total of four control stations 5, each with six control positions, are arranged around a storage container 80. If the base plate is dimensioned differently, more or fewer control stations 5 with the respectively associated control positions can be arranged around the storage container 80.
- the described method and the device for sorting empty, pre-sealed hard gelatin capsules can, for example, be connected directly to the capsule production machine.
- an arrangement in other production steps is also conceivable, e.g. B. where heavily opaque or filled hard gelatin capsules or soft gelatin capsules, which are filled and sealed immediately during production, should be checked and sorted out.
- the capsule is no longer transparent and can therefore no longer be illuminated by the light sources and the cameras.
- the cameras and the light sources are then arranged in the control positions such that the capsule body can only be illuminated and viewed from the outside, but that a complete all-round view of the capsule is nevertheless possible.
Abstract
Description
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Sortieren von Kapseln nach fehlerfreien und fehlerhaften Kapseln, z. B. von Kapseln für oral anzuwendende Arzneimittel.The invention relates to a method and an apparatus for sorting capsules for defect-free and defective capsules, e.g. B. capsules for oral drugs.
Solche Kapseln dienen vorwiegend als Hülle oder Behälter für ein pulverförmiges oder granuliertes Medikament und werden zusammen mit diesem eingenommen. Diese Kapseln bestehen aus einem physiologisch unbedenklichen Material, z. B. aus Hart- oder Weichgelatine, aus Stärke oder aus einem anderen Material, das den Wirkstoff des Arzneimittels selbst nicht enthält. Im folgenden sind beispielsweise meist nur Gelatinekapseln erwähnt. Gelatinekapseln werden als Massenprodukt in Hochleistungs-Produktionsprozessen aus Gelatine oder Gelatinelösung hergestellt. Man unterscheidet zwischen Hartgelatinekapseln und Weichgelatinekapseln.Such capsules mainly serve as a casing or container for a powdered or granulated medicament and are taken together with it. These capsules are made of a physiologically safe material, e.g. B. from hard or soft gelatin, from starch or from another material that does not contain the active ingredient of the drug itself. In the following, for example, mostly only gelatin capsules are mentioned. Gelatin capsules are mass-produced in high-performance production processes from gelatin or gelatin solution. A distinction is made between hard gelatin capsules and soft gelatin capsules.
Hartgelatinekapseln bestehen aus einem hohlen Oberteil (cap) und einem hohlen Unterteil (body), die gleichzeitig auf einer Maschine produziert werden. Die Kapselteile werden ohne Füllgut vorläufig zu einer fertigen Kapsel zusammengefügt, wodurch man einen kleinen leeren Behälter in Oblong-Form erhält. Um die Qualität des Endproduktes zu gewährleisten, werden bei der Produktion der Hartgelatinekapseln höchste Anforderungen an die Maßhaltigkeit und Sauberkeit der entsprechenden Maschinenkomponenten bzw. der damit hergestellten Kapselteile gestellt.Hard gelatin capsules consist of a hollow upper part (cap) and a hollow lower part (body), which are produced simultaneously on one machine. The capsule parts are temporarily assembled into a finished capsule without filling material, resulting in a small empty oblong container. In order to ensure the quality of the end product, the hard gelatin capsules are manufactured with the highest demands on the dimensional accuracy and cleanliness of the corresponding machine components and the capsule parts produced with them.
Hartgelatinekapseln werden in verschiedenen Farben und Farbkombinationen, transparent und opak, hergestellt. Die leere Hartkapsel hat je nach Größe ein Gewicht von ca. 30 bis 130 mg.Hard gelatin capsules are made in different colors and color combinations, transparent and opaque. The empty hard capsule has a weight of approx. 30 to 130 mg depending on the size.
Im Hinblick auf die Weiterverarbeitung kommt der Maßhaltigkeit der Hartgelatinekapseln besondere Bedeutung zu. Sie werden als Leerkapseln an die pharmazeutische Industrie weitergegeben und hier mit dem Arzneimittel befüllt. Dabei werden die Leerkapseln in Ober- und Unterteile getrennt, wobei das Unterteil das Füllgut aufnimmt und das leere Oberteil anschließend wieder aufgesetzt wird. Durch Druck werden beide Kapselhälften fest und auf Dauer zusammengefügt, so daß der Inhalt nicht mehr austreten kann.With regard to further processing, the dimensional accuracy of the hard gelatin capsules is of particular importance. They are passed on to the pharmaceutical industry as empty capsules and filled with the drug here. The empty capsules are separated into upper and lower parts, whereby the lower part takes up the contents and the empty upper part is then replaced. Both capsule halves are firmly and permanently joined together by pressure so that the contents can no longer escape.
Die auf herkömmlichen Produktionsmaschinen hergestellten Hartgelatinekapseln können Fehler, wie beispielsweise Löcher, Deformierungen oder Blasen aufweisen, die bei der Befüllung erhebliche Probleme bereiten können. Daraus möglicherweise resultierende Stillstände der Befüllungsmaschinen sollen vermieden werden. Daher müssen fehlerhafte Kapseln bereits beim Hersteller aussortiert werden.The hard gelatin capsules produced on conventional production machines can have defects, such as holes, deformations or blisters, which can cause considerable problems when filling. Any downtimes of the filling machines that may result from this should be avoided. Therefore defective capsules have to be sorted out by the manufacturer.
Gegenwärtig wird dieser Sortiervorgang durch manuelles Verlesen der Kapseln bewerkstelligt. Dabei fallen die zu sortierenden Kapseln aus einem auf einem Rüttler montierten Behälter auf ein transparentes Förderband. Die Kapseln auf diesem Förder- oder Verleseband werden von unten oder von oben beleuchtet. Eine oder mehrere Personen nehmen eine Sichtkontrolle der Kapseln vor und entnehmen die fehlerhaften Kapseln von Hand von dem vorbeilaufenden Förderband. Dabei sieht jede Kontrollperson an einem Verleseband nur etwa 30 bis 40% der Oberfläche einer Kapsel. Eine vollständige Kontrolle der Beschaffenheit der Kapsel ist somit also nicht möglich. Darüberhinaus wird das Ergebnis dieser Qualitätskontrolle wesentlich durch die Aufmerksamkeit der jeweiligen Kontrollperson und durch deren subjektive Beurteilung beeinflußt.This sorting process is currently accomplished by manually reading the capsules. The capsules to be sorted fall from a container mounted on a vibrator onto a transparent conveyor belt. The capsules on this conveyor or sorting belt are illuminated from below or from above. One or more people carry out a visual inspection of the capsules and remove the defective capsules from the passing conveyor belt by hand. Each control person sees only about 30 to 40% of the surface of a capsule on a picking belt. A complete control of the quality of the capsule is therefore not possible. In addition, the result of this quality control is significantly influenced by the attention of the respective control person and by their subjective assessment.
Die DE-A-2 937 335 beschreibt eine Einrichtung zum Sortieren von Tabletten nach fehlerfreien und fehlerbehafteten Tabletten, wobei die Einrichtung auch zum Sortieren von Kapseln geeignet erscheint. Sie weist folgende Merkmale auf: Eine Kontrollstation mit verschiedenen Kontrollpositionen geeignet zur Aufnahme und Auswertung der Eigenschaften von Tabletten sowie Zuführeinrichtungen geeignet zum Zuführen von Tabletten von einem Vorratsbehälter zu der Kontrollstation. Dabei sind in der Kontrollstation an einigen Kontrollpositionen Kameras und Lichtquellen angeordnet, die zur Rundumbetrachtung von Tabletten geeignet sind und denen Auswerteinrichtungen nachgeschaltet sind. Schließlich sind Auswerfeinrichtungen vorgesehen, die zum getrennten Auswerfen fehlerfreier und fehlerbehafteter Tabletten dienen, wobei die Vorrichtung insgesamt auch für die Verarbeitung von Kapseln geeignet erscheint.DE-A-2 937 335 describes a device for sorting tablets for faultless and defective tablets, the device also appearing suitable for sorting capsules. It has the following features: A control station with various control positions suitable for recording and evaluating the properties of tablets and feed devices suitable for feeding tablets from a storage container to the control station. Cameras and light sources are arranged in the control station at some control positions, which are suitable for all-round viewing of tablets and which are followed by evaluation devices. Finally, ejection devices are provided which serve for the separate ejection of error-free and defective tablets, the device as a whole also appearing to be suitable for processing capsules.
Dabei liegen die zu sortierenden Gegenstände frei auf einem Fördertisch, so daß nicht eine genaue Führung der Gegenstände gewährleistet ist, wodurch das Arbeitsergebnis beeinträchtigt werden kann. Außerdem benötigt die bekannte Vorrichtung verhältnismäßig viel Raum.The objects to be sorted are free on a conveyor table, so that precise guidance of the objects is not guaranteed, as a result of which the work result can be impaired. In addition, the known device requires a relatively large amount of space.
Die GB-A-2 002 512 beschreibt eine Einrichtung zum Sortieren von Kapseln mit einer Kontrollstation, die mit Röntgenstrahlen arbeitet, sowie mit einer dieser gegenüberliegenden und daher weit entfernten Einrichtung zum Zuführen von Kapseln aus einem Vorratsbehälter in rohrförmige Kapselhalterungen. Hierbei sind nicht mehrere Kontrollpositionen vorgesehen, so daß eine einwandfreie Untersuchung der Kapseln und damit ein einwandfreies Arbeitsergebnis nicht sichergestellt ist, wobei auch diese bekannte Einrichtung sehr viel Raum benötigt.GB-A-2 002 512 describes a device for sorting capsules with a control station that works with X-rays, and with a device opposite and therefore far away for feeding capsules from a storage container into tubular capsule holders. In this case, several control positions are not provided, so that a flawless examination of the capsules and thus a flawless work result is not ensured, this known device also requiring a great deal of space.
Es ist eine Aufgabe der Erfindung, ein Verfahren und eine zugehörige Vorrichtung zum Sortieren von Kapseln nach fehlerfreien und fehlerhaften Kapseln zu schaffen, bei dem die mit dem manuellen Verlesen der Kapseln verbundenen Probleme beseitigt sind. Insbesondere soll das Sortieren der Kapseln ohne Kontrollpersonen durchgeführt und daher automatisiert werden, wobei ein einwandfreies Arbeitsergebnis mit einer kompakten Vorrichtung erzielt werden soll.It is an object of the invention to provide a method and an associated device for sorting capsules for defect-free and defective capsules, in which the problems associated with manual reading of the capsules are eliminated. In particular, the sorting of the capsules is to be carried out without control persons and therefore to be automated, and a perfect work result is to be achieved with a compact device.
Die Erfindung beschreibt ein Verfahren und eine Vorrichtung zum Aussortieren von fehlerhaften Kapseln, wobei die Kapseln in einer Kontrollstation in einzelnen Kontrollpositionen mittels Kameras rundum betrachtet werden können. Die von den Kameras aufgenommenen Bilder werden mittels Computerprogrammen zur Ermittlung von Produktionsfehlern ausgewertet. Entsprechend dem Ergebnis der Auswertung werden schließlich die fehlerhaften Kapseln aussortiert.The invention describes a method and a device for sorting out defective capsules, wherein the capsules can be viewed all around in a control station in individual control positions by means of cameras. The images recorded by the cameras are evaluated using computer programs to determine production errors. The defective capsules are finally sorted out according to the result of the evaluation.
Ein erfindungsgemäßes Verfahren zum Sortieren von Kapseln ist im Patentanspruch 1 beschrieben. Die Patentansprüche 2 bis 7 kennzeichnen Weiterbildungen dieses Verfahrens. Eine erfindungsgemäße Einrichtung zum Sortieren von Kapseln ist in Patentanspruch 8 beschrieben. Weiterbildungen dieser Sortiereinrichtung sind in den Patentansprüchen 9 bis 23 beschrieben.A method according to the invention for sorting capsules is described in claim 1. Claims 2 to 7 characterize further developments of this method. A device according to the invention for sorting capsules is described in claim 8. Developments of this sorting device are described in claims 9 to 23.
Das erfindungsgemäße automatisierte, elektronische Sortierverfahren sowie die zugehörige Vorrichtung ermöglichen aufgrund der Rundumbetrachtung eine vollständige Kontrolle der Kapseln. Da menschliche Unzulänglichkeiten ausgeschaltet sind, wird das Ergebnis des Sortiervorgangs erheblich verbessert. Die Produzenten von Kapseln können somit den Qualitätsanforderungen der pharmazeutischen Industrie als Abnehmer von Kapseln gerecht werden.The automated, electronic sorting method according to the invention and the associated device enable complete control of the capsules on the basis of the all-round view. Since human inadequacies are eliminated, the result of the sorting process is significantly improved. Capsule producers can therefore meet the quality requirements of the pharmaceutical industry as capsule buyers.
Das Sortierverfahren und die Sortiereinrichtung gemäß der Erfindung können beispielsweise zum Aussortieren von fehlerhaften, leeren vorverschlossenen oder gefüllten verschlossenen Hartgelatinekapseln verwendet werden. Darüberhinaus kann die Erfindung auch zum Aussortieren von Weichgelatinekapseln, Kapseln aus Stärke oder anderen Materialien sowie von Tabletten, Dragees und Pastillen verwendet werden.The sorting method and the sorting device according to the invention can be used, for example, for sorting out defective, empty, pre-closed or filled, closed hard gelatin capsules. Furthermore, can the invention can also be used for sorting out soft gelatin capsules, capsules made of starch or other materials, and tablets, coated tablets and lozenges.
Ein Ausführungsbeispiel der Erfindung, das zum Aussortieren von transparenten oder opaken leeren, vorverschlossenen Hartgelatinekapseln dient, wird im folgenden anhand der Zeichnungen detailliert beschrieben.
- Fig. 1
- ist eine schematische Ansicht einer Sortiereinrichtung mit einer Kontrollstation von oben;
- Fig. 2
- ist eine Seitenansicht, zum Teil im Schnitt, einer Kontrollposition der Sortiereinrichtung;
- Fig. 3
- ist eine Seitenansicht der Kontrollposition aus Fig. 2 im Schnitt;
- Fig. 4
- ist eine Ansicht im Schnitt entlang der Linie A-A aus Fig. 3;
- Fig. 5
- ist eine Ansicht einer anderen Kontrollposition der Sortiereinrichtung von oben;
- Fig. 6
- ist eine Seitenansicht im Schnitt entlang der Linie B-B aus Fig. 5.
- Fig. 1
- is a schematic view of a sorting device with a control station from above;
- Fig. 2
- is a side view, partly in section, a control position of the sorting device;
- Fig. 3
- is a side view of the control position of Figure 2 in section.
- Fig. 4
- is a sectional view taken along line AA of Fig. 3;
- Fig. 5
- is a top view of another control position of the sorter;
- Fig. 6
- 5 is a sectional side view taken along line BB of FIG. 5.
Die Einrichtung zum Sortieren von Gelatinekapseln nach fehlerfreien Kapseln 2 und fehlerhaften Kapseln 3 besteht aus mindestens einer Kontrollstation 5, die verschiedene Kontrollpositionen 10, 20, 30, 40, 50, 60 zur Aufnahme und Auswertung der Eigenschaften der Kapseln 2, 3 aufweist. In den Kontrollpositionen sind die Kapseln 2, 3 durch Kapselhalterungen 70 gehaltert. Weiterhin weist die Sortiereinrichtung Zuführeinrichtungen 90 auf, durch die die Kapseln 2, 3 von einem Vorratsbehälter 80 in die Kapselhalterungen 70 gelangen, sowie Auswerfeinrichtungen, 51, 61, durch die die fehlerfreien Kapseln 2 getrennt von den fehlerhaften Kapseln 3 aus der Kontrollstation 5 ausgeworfen werden.The device for sorting gelatin capsules by defect-free capsules 2 and defective capsules 3 consists of at least one control station 5, which has
Jeweils eine Kapsel 2, 3 ist in einer Kapselhalterung 70 gehaltert und wird in dieser durch sechs Kontrollpositionen 10, 20, 30, 40, 50, 60 in der Kontrollstation 5 hindurchgefördert. An der ersten Kontrollposition 10 in der Kontrollstation 5 werden die Kapseln 2, 3 in den Kapselhalterungen 70 bereitgestellt. Dazu werden die Kapseln aus dem Vorratsbehälter 80 entnommen und in der Zuführeinrichtung 90 auf einer Führungsbahn 7 in Reihen von hintereinander im Stau liegenden Kapseln angeordnet. Die Zuführeinrichtung 90 besteht aus einem abwärts gerichteten Rohr 91, das mit seinem oberen Ende an einer Bodenplatte 81 des Vorratsbehälters 80 befestigt ist. Angetrieben von einem Schrittmotor dreht sich die Bodenplatte 81 relativ zu dem feststehenden Gehäuse 83 des Vorratsbehälters 80, wodurch die Kapseln 2, 3 aus dem Vorratsbehälter über Löcher 82 in der Bodenplatte 81 in das Rohr 91 gelangen.One capsule 2, 3 is held in a
Die Zuführeinrichtung 90 weist zwei hintereinandergeschaltete Sperrbolzen 92, 93 auf, die über Führungen mechanisch derart gesteuert sind, daß sie nacheinander angehoben werden. Der erste Sperrbolzen 92 dient dabei zur Staubildung der Kapseln 2, 3 in dem Rohr 91, während der zweite Sperrbolzen 93 die Kapseln 2, 3 aus dem Stau in die Kapselhalterung 70 vereinzelt. Die Sperrbolzen ermöglichen es somit, daß sich jeweils nur eine Kapsel in der Kapselhalterung befindet. Wenn mehrere Kapseln gleichzeitig in einer Kapselhalterung liegen würden, ergäben sich Probleme im weiteren Verlauf des Kontollprozesses. Insbesondere könnten sich die Kapseln beim Auswerfen am Ende der Kontrollstation 5 verklemmen.The
Die Kapselhalterung 70 ist an dem äußeren, unteren Ende der Zuführeinrichtung 90 befestigt. Sie besteht aus einer U-förmigen, in Trapezform nach oben offenen Schiene 71, die an ihrer Unterseite einen in Förderrichtung der Kapseln 2, 3 verlaufenden Schlitz 72 mit spitzen Kanten aufweist, an denen die Kapseln anliegen. An ihrem äußeren Ende weist die Kapselhalterung 70 eine Spitze, beispielsweise in Form einer Madenschraube, zum Abstützen der Kapseln auf.The
Nach der Bereitstellung der Kapseln 2, 3 in den Kapselhalterungen 70 an der ersten Kontrollposition 10 in der Kontrollstation 5 werden die Kapseln in den Kapselhalterungen 70 durch die folgenden Kontrollpositionen 20, 30, 40, 50, 60 hindurchgefördert. Um die Kapseln auf Produktionsfehler hin zu kontrollieren, sind an der zweiten und der dritten Kontrollposition 20, 30 in der Kontrollstation 5 Kameras 21, 31, 32, 33 und Lichtquellen 22, 34 zur vollständigen Rundumbetrachtung der Kapseln angeordnet. Dabei ist für jede Kamera 21, 31, 32, 33 ein eigenes Bildverarbeitungs-Computerprogramm vorgesehen, das das aufgenommene Bild elektronisch auswertet und hieraus die Beschaffenheit der Kapseln ermittelt. Da Kapseln unterschiedlicher Farben kontrolliert werden sollen, ist in dem Computerprogramm eine Farberkennung enthalten.After the capsules 2, 3 are provided in the
Die Lichtquellen 22, 34 in den Kontrollpositionen 20, 30 bestehen aus Leuchtdioden, die ein Licht in einem für die Kameras sichtbaren Bereich abgeben, das zur Beleuchtung der Kapseln 2, 3 geeignet ist. Die Kameras in den Kontrollstationen sind im wesentlichen auf der anderen Seite der Kapseln, der Lichtquelle gegenüberliegend, angeordnet. Wird eine transparente oder opake Kapsel kontrolliert, so scheint das Licht aus der Lichtquelle durch sie hindurch, im wesentlichen in Richtung auf die Kameras.The
Durch die spezielle Anordnung der Lichtquellen und der Kameras in der zweiten und der dritten Kontrollstation 20, 30 ist somit eine vollständige Rundumbetrachtung der Kapseln möglich, und es kann jeder beliebige, bei Kapseln möglicherweise vorkommende Fehler erkannt werden. So kann beispielsweise festgestellt werden, ob die Kapsel an einer beliebigen Stelle Löcher, Blasen, Deformierungen oder Verunreinigungen aufweist. Darüberhinaus wird der Dom am Ober- und Unterteil der Kapsel auf Beschädigungen überprüft. Außerdem wird die Lage der Kapsel (z. B. Oberteil oben oder unten), die Länge und der Durchmesser von Oberteil und Unterteil der Kapsel ermittelt sowie der Schneiderand des Oberteils auf Unregelmäßigkeiten überprüft.Due to the special arrangement of the light sources and the cameras in the second and
Die Punkte, an denen die Kapsel in der Kapselhalterung 70 abgestützt wird, also die Kanten an dem Schlitz 72 der Schiene 71 sowie die Schraubenspitze am Ende der Kapselhalterung 70, sind derart dimensioniert und angeordnet, daß alle Bereiche der Kapsel von den Lichtquellen 22, 34 durchleuchtet oder beleuchtet und von den Kameras 21, 31, 32, 33 erfaßt werden können.The points at which the capsule is supported in the
In der zweiten Kontrollposition 20 in der Kontrollstation 5 (Fig. 2 bis 4) werden die Kapseln 2, 3 von einer ersten Kamera 21 betrachtet. Die Kamera 21 ist unter der Kapselhalterung 70, also unter der Zuführungsbahn 7 der Kapseln angeordnet, so daß sie die Kapseln von unten/hinten sieht. Über der Kapselhalterung 70, also über der Zuführungsbahn 7 und somit der Kamera 21 gegenüberliegend ist eine Lichtquelle 22 angeordnet, die die Kapseln 2, 3 von oben/vorne bescheint.In the
Da die Kapseln 2, 3 durch die Kamera 21 in der zweiten Kontrollposition 20 noch nicht vollständig erfaßt werden können, werden sie in der dritten Kontrollposition 30 mittels zwei Kameras 31, 32 aus anderen Richtungen erneut betrachtet (Fig. 5 und 6). Zur Beleuchtung der Kapseln ist eine weitere Lichtquelle 34 vorgesehen. Die Kameras 31, 32 sind schräg oberhalb, seitlich der Kapselhalterung 70, also oberhalb und seitlich der Zuführungsbahn 7 der Kapseln 2, 3 angeordnet, wobei die eine Kamera 31 die Kapseln von rechts vorne und die andere Kamera 32 die Kapseln von links vorne sieht. Darüberhinaus kann gegebenenfalls eine dritte Kamera 33 direkt oberhalb der Kapselhalterung, also oberhalb der Zuführungsbahn 7 der Kapseln angeordnet sein, die geneigt zu den anderen beiden Kameras 31, 32 ist und die Kapseln direkt von oben/vorne sieht. Die Lichtquelle 34 ist unter der Kapselhalterung, also unter der Zuführungsbahn 7 angeordnet und bescheint die Kapseln von unten/hinten.Since the capsules 2, 3 cannot yet be completely captured by the
Die Kapseln 2, 3 werden in den Kapselhalterungen 70 durch die Kontrollpositionen 10, 20, 30, 40, 50, 60 hindurchgefördert, bewegen sich selbst aber nicht gegenüber den Kapselhalterungen 70. In den Kontrollpositionen 20 und 30 werden sie durch die stillstehenden Kameras 21, 31, 32, 33 betrachtet. Dabei dreht sich also weder die Kapsel 2, 3 relativ zu den Kameras noch wandern die Kameras um die Kapsel herum.The capsules 2, 3 are conveyed through the control positions 10, 20, 30, 40, 50, 60 in the
Die vierte Kontrollposition 40 ist eine Wartestellung, während der das Computerprogramm die aufgenommenen Bilder auswertet, um Produktionsfehler in den Kapseln zu ermitteln.The
Das Ergebnis der Auswertung wird in der fünften bzw. der sechsten Kontrollposition in ein Trennen der fehlerfreien Kapseln 2 von den fehlerhaften Kapseln 3 umgesetzt. Dazu ist in der fünften Kontrollposition ein Druckluftventil 51 vorgesehen, das von dem Computerprogramm angesteuert und aktiviert wird, wenn die entsprechende Kapsel keinen Fehler aufweist. Durch das Druckluftventil 51 wird die fehlerfreie Kapsel 2 also aus der Kapselhalterung 70 ausgeblasen und von einem Sammelbehälter aufgenommen. Hat das Computerprogramm einen Fehler an der Kapsel festgestellt, so wird das Druckluftventil in der fünften Kontrollposition 50 nicht aktiviert. Vielmehr durchläuft die Kapsel diese Kontrollposition und gelangt schließlich in die sechste Kontrollposition 60. Hier ist ein weiteres Druckluftventil 61 vorgesehen, das von dem Computerprogramm angesteuert und aktiviert wird, wenn die Kapsel einen Fehler aufweist. Fehlerhafte Kapseln 3 werden also an der sechsten Kontrollposition 60 durch das Druckluftventil 61 aus der Kapselhalterung 70 ausgeblasen und von einem Sammelbehälter aufgenommen.The result of the evaluation is converted in the fifth or sixth control position into a separation of the defect-free capsules 2 from the defect capsules 3. For this purpose, a
Um eine korrekte Funktion der Sortiereinrichtung zu gewährleisten, läuft der Schrittmotor, der die Bodenplatte 81 des Vorratsbehälters 80 relativ zu dessen Gehäuse 83 dreht, wodurch die Zuführeinrichtungen 90 mit den daran befindlichen Kapselhalterungen 70 durch die sechs Kontrollpositionen bewegt werden, synchron mit den Kameras an den Kontrollpositionen 20 und 30. Jede Kamera muß also genau dann eine Aufnahme einer Kapsel machen, wenn sich diese in der entsprechenden Kontrollposition befindet. Während sich die Kapselhalterung mit der Kapsel in die nächste Kontrollposition bewegt, soll die Kamera kein Bild aufnehmen.In order to ensure correct functioning of the sorting device, the stepper motor runs, which rotates the
Während eine Kapsel in der zweiten Kontrollposition 20 von der Kamera 21 betrachtet wird, wird in der ersten Kontrollposition 10 bereits die nächste Kapsel bereitgestellt. Durch Weiterdrehung der Kapselhalterungen 70 (in Richtung des Pfeiles in Fig. 1), gelangt die erste Kapsel in die dritte Kontrollposition 30, wo sie von den Kameras 31, 32, 33 betrachtet wird, während die zweite Kapsel in die zweite Konrollposition 20 gelangt und hier von der Kamera 21 betrachtet wird. In der ersten Kontrollposition 10 wird unterdessen bereits eine dritte Kapsel bereitgestellt. Durch erneutes Weiterdrehen der Kapselhalterungen 70 gelangt die erste Kapsel in die Kontrollposition 40, die zweite Kapsel in die Kontrollposition 30, die dritte Kapsel in die Kontrollposition 20, während in der ersten Kontrollposition 10 eine weitere Kapsel bereitgestellt wird. Während sich die erste Kapsel in der Kontrollposition 40 in Wartestellung befindet, wertet das Computerprogramm die von den Kameras in den vorhergehenden Schritten aufgenommenen Bilder der ersten Kapsel aus, obwohl bereits die nachfolgenden Kapseln in den entsprechenden Kontrollpositionen 20 und 30 von den Kameras betrachtet werden. Das Computerprogramm ermöglicht also eine parallele Betrachtung und Auswertung aufeinander folgender Kapseln.While a capsule is viewed by the
In Fig. 1 sind schematisch nur in einem Quadranten der kreisförmigen Bodenplatte 81 des Vorratsbehälters 80 sechs Zuführeinrichtungen 90 mit den zugehörigen Kontrollpositionen 10, 20, 30, 40, 50, 60 dargestellt. Analog kann sich diese Anordnung in den anderen drei Quadranten der kreisförmigen Bodenplatte wiederholen, so daß insgesamt vier Kontrollstationen 5 mit jeweils sechs Kontrollpositionen um einen Vorratsbehälter 80 herum angeordnet sind. Bei anderer Dimensionierung der Bodenplatte können auch mehr oder weniger Kontrollstationen 5 mit den jeweils zugehörigen Kontrollpositionen um den Vorratsbehälter 80 herum angeordnet werden.1 schematically shows six
Bei der in diesem Ausführungsbeispiel dargestellten Anordnung von vier Kontrollstationen können etwa 70.000 Kapseln pro Stunde kontrolliert werden, was einer typischen Leistung einer Gelatinekapsel-Produktionsmaschine entspricht. In jeder der vier Kontrollstationen werden pro Stunde demnach etwa 17.000 bis 18.000 Kontrollschritte durchgeführt. Durch Vervielfachung der Kontrollstationen läßt sich die Anzahl der kontrollierten Kapseln entsprechend erhöhen.With the arrangement of four control stations shown in this exemplary embodiment, approximately 70,000 capsules per hour can be checked, which corresponds to a typical performance of a gelatin capsule production machine. Accordingly, approximately 17,000 to 18,000 control steps are carried out in each of the four control stations. The number of capsules checked can be increased accordingly by multiplying the control stations.
Das beschriebene Verfahren und die Vorrichtung zum Sortieren von leeren, vorverschlossenen Hartgelatinekapseln können beispielsweise direkt an die Produktionsmaschine der Kapseln angeschlossen werden. Jedoch ist auch eine Anordnung in anderen Produktionsschritten denkbar, z. B. dort, wo stark opake oder gefüllte Hartgelatinekapseln oder Weichgelatinekapseln, die unmittelbar bei der Produktion gefüllt und verschlossen werden, kontrolliert und aussortiert werden sollen. In diesen zuletzt genannten Fällen ist die Kapsel nicht mehr transparent und kann daher von den Lichtquellen und den Kameras nicht mehr durchleuchtet werden. Die Kameras und die Lichtquellen werden dann derart in den Kontrollpositionen angeordnet, daß der Kapselkörper nur von außen beleuchtet und betrachtet werden kann, daß dennoch aber eine vollständige Rundumbetrachtung der Kapsel möglich ist. Das gleiche gilt für die Kontrolle von Tabletten, Dragees usw..The described method and the device for sorting empty, pre-sealed hard gelatin capsules can, for example, be connected directly to the capsule production machine. However, an arrangement in other production steps is also conceivable, e.g. B. where heavily opaque or filled hard gelatin capsules or soft gelatin capsules, which are filled and sealed immediately during production, should be checked and sorted out. In the latter cases, the capsule is no longer transparent and can therefore no longer be illuminated by the light sources and the cameras. The cameras and the light sources are then arranged in the control positions such that the capsule body can only be illuminated and viewed from the outside, but that a complete all-round view of the capsule is nevertheless possible. The same applies to the control of tablets, coated tablets, etc.
Claims (23)
- A method of sorting capsules, in particular gelatin capsules, for sound (2) and defective (3) capsules, with the following steps:- feeding the capsules (2, 3) to a control station (5);- all round observation of the capsules (2, 3) in individual control positions (10, 20, 30, 40, 50, 60) by means of cameras (21, 31, 32, 33) in the control station (5);- evaluation of the images acquired by the cameras (21, 31, 32, 33) by means of computer programs for determining production defects in the capsules (2, 3);- conversion of the result of the evaluation to a sorting out of the defective capsules (3);- the capsules (2, 3) are being fed into capsule holders (70) at a first control position (10);- the capsules (2, 3) in the capsule holders (70) are conveyed through further control positions (20, 30, 40);- the capsules (2, 3) are ejected out of the capsule holders (70) at a last control position (50, 60) separated according to sound and defective capsules.
- Method according to claim 1, characterized in that one capsule (2, 3) at a time is held in a respective capsule holder (70) and in the latter is conveyed through the various control positions (10, 20, 30, 40, 50, 60) in the control station (5).
- Method according to any one of the preceding claims, characterized in that the step of feeding the capsules (2, 3) includes the following substeps:- removal of capsules from a supply container (80) in rows of capsules piled up one behind the other;- separation of the capsules individually from the pile-up into the capsule holder (70).
- Method according to any one of the preceding claims, characterized in that the step of the all round observation of the capsules (2, 3) includes the following substeps:- observation of the capsules in a second control position (20) by means of at least one first camera (21);- observation of the capsules in a third control position (30) by means of at least one second camera (31, 32, 33);- positioning of the capsules in a fourth control position (40) in a waiting position whilst the computer program evaluates the images acquired.
- Method according to claim 4, characterized in that during the observation the capsules (2, 3) and the cameras (21, 31, 32, 33) are stationary.
- Method according to any one of the preceding claims, characterized in that the step of converting the result of the evaluation includes the following substeps:- ejection of the sound capsules (2) from the capsule holder (70) at a last control position (50);- ejection of the defective capsules (3) from the capsule holder (70) at another last control position (60).
- Method according to claim 6, characterized in that the ejection is effected by blasting out.
- An apparatus for sorting capsules, in particular gelatin capsules, for sound (2) and defective (3) capsules, with the following features:- a control station (5) having various control positions (10, 20, 30, 40, 50, 60) for receiving the capsules (2, 3) and evaluating the properties thereof;- feed means (90) for feeding the capsules (2, 3) from a supply container (80) to the control station (5);- in the control station (5) at some control positions (20, 30) there are arranged cameras (21, 31, 32, 33) and light sources (22, 34) for all round observation of the capsules (2, 3) with evaluating devices following thereafter for evaluation of the images acquired by the cameras by means of computer programs for determining production defects in the capsules;- ejection means (51, 61) for separate ejection of sound (2) and defective (3) capsules;- a plurality of capsule holders (70) for holding the capsules (2, 3) in the control positions (10, 20, 30, 40, 50, 60);- in the first control position (10) there are provided means for feeding the capsules (2, 3) into the capsule holders (70);- at the last control position (50, 60) means (51, 61) are provided for separate ejection of the sound (2) and the defective (3) capsules from the capsule holders (70).
- Sorting apparatus according to claim 8, characterized in that for each camera (21, 31, 32, 33) a separate image-processing computer program is provided for electronic evaluation of the acquired image and for determining the properties of the capsules (2, 3).
- Sorting apparatus according to claim 9, characterized in that the computer program includes a colour identification.
- Sorting apparatus according to claim 8, characterized in that the light sources (22, 34) consist of light emitting diodes which emit a light in the visible region which is suitable for transillumination of the capsules (2, 3).
- Sorting apparatus according to any one of claims 8 to 11, characterized in that the control station (5) has six control positions (10, 20, 30, 40, 50, 60), in which- in the second control position (20) at least one camera (21) is provided which observes the capsules (2, 3) from one side;- in the third control position (30) at least one further camera (31, 32, 33) is provided which observes the capsules (2, 3) from another side; and- the fourth control position (40) is a waiting position in which the computer program evaluates the acquired image.
- Sorting apparatus according to claim 8, characterized in that one capsule (2, 3) at a time is held in each capsule holder (70) which passes through the various control positions (10, 20, 30, 40, 50, 60) in the control station (5).
- Sorting apparatus according to claim 8, characterized in that the feed means (90) consists of a downwardly directed tube (91) which has blocking means (92, 93) for piling up and separating the capsules (2, 3).
- Sorting apparatus according to claim 14, characterized in that the capsule holder (70) is secured to the outer end of the feed means (90).
- Sorting apparatus according to claim 15, characterized in that the capsule holder (70) consists of a U-shaped upwardly open rail (71) which comprises at its lower side a slot (72) which extends in the conveying direction of the capsules (2, 3) and has pointed edges on which the capsules bear and which comprises at its outer end a tip for supporting the capsules (2, 3).
- Sorting apparatus according to claim 14, characterized in that the feed means (90) is secured with its upper end to a bottom plate (81) of a supply container (80), the bottom plate (81) having holes (82) through which the capsules (2, 3) pass from the supply container (80) into the feed means (90).
- Sorting apparatus according to claim 17, characterized in that the supply container (80) comprises a stepping motor for turning the bottom plate (81) relatively to the housing (83) of the supply container (80).
- Sorting apparatus according to any one of claims 8 to 18, characterized in that the stepping motor runs synchronously with the cameras (21, 31, 32, 33).
- Sorting apparatus according to claim 17, characterized in that on the bottom plate (81) six feed means (90) are provided.
- Sorting apparatus according to any one of claims 8 to 20, characterized in that in the control station (5)- in the second control position (20) beneath the feed path (7) of the capsules (2, 3) a camera (21) is provided which observes the capsules from below/behind, and above the feed path (7) a light source (22) is provided which lies opposite the camera (21) and illuminates the capsules from above/the front;- in the third control position (30) at least two cameras (31, 32) and a light source (34) are provided, the cameras (31, 32) being arranged above the feed path (7) of the capsules (2, 3) and the one camera (31) of which observes the capsules from the front right and the other camera (32) observes the capsules from the front left, a third camera (33) possibly being provided above the feed path (7) of the capsules and arranged inclined to the other two cameras (31, 32), observing the capsules directly from above/the front, and the light source (34) is arranged beneath the feed path (7) and illuminates the capsules from below/behind;- in the fifth control position (50) a pressurized air valve (51) is provided which blasts the sound capsules (2) out of the capsule holder (70).- in the sixth control position (60) a pressurized air valve (61) is provided which blasts the defective capsules (3) out of the capsule holder (70).
- Sorting apparatus according to any one of claims 8 to 21, characterized in that it comprises a plurality, in particular four, control stations (5).
- Sorting apparatus according to any one of claims 8 to 22, characterized in that it is directly connected to a production machine for hard gelatin capsules.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4221107A DE4221107A1 (en) | 1992-06-26 | 1992-06-26 | Method and device for sorting capsules |
| DE4221107 | 1992-06-26 | ||
| PCT/EP1993/001534 WO1994000249A1 (en) | 1992-06-26 | 1993-06-16 | Method and device for grading capsules |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0648151A1 EP0648151A1 (en) | 1995-04-19 |
| EP0648151B1 true EP0648151B1 (en) | 1996-08-28 |
Family
ID=6461944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93912997A Expired - Lifetime EP0648151B1 (en) | 1992-06-26 | 1993-06-16 | Method and device for grading capsules |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5819953A (en) |
| EP (1) | EP0648151B1 (en) |
| JP (1) | JPH07508458A (en) |
| KR (1) | KR100265082B1 (en) |
| AT (1) | ATE141834T1 (en) |
| CA (1) | CA2139110A1 (en) |
| DE (2) | DE4221107A1 (en) |
| ES (1) | ES2093432T3 (en) |
| WO (1) | WO1994000249A1 (en) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4417015A1 (en) * | 1994-05-14 | 1995-11-16 | Maschimpex Gmbh | Sorting machine for sorting or classifying small products of the pharmaceutical and confectionery industries by shape and color |
| DE4419461B4 (en) * | 1994-06-05 | 2004-08-05 | Massen, Robert, Prof. Dr.-Ing. | Automatic sorting of used batteries |
| FR2775204A1 (en) * | 1998-02-25 | 1999-08-27 | Pellenc Sa | Sorting of fruit and vegetables based on at least one of their characteristics |
| US20050092660A1 (en) * | 2003-10-29 | 2005-05-05 | Vasilios Vasiadis | Device for handling and orientating pills or tablets in a precise manner |
| US20070000939A1 (en) * | 2002-10-29 | 2007-01-04 | Vasilios Vasiadis | Device for handling and orientating pills or tablets in a precise manner |
| CA2506048A1 (en) * | 2002-11-13 | 2004-05-27 | Ackley Machine Corporation | Laser unit, inspection unit, method for inspecting pellet-shaped articles and pharmaceutical article |
| US7285061B2 (en) * | 2003-08-04 | 2007-10-23 | Ervin Wagner | Sports skills training method and apparatus |
| US20050242304A1 (en) * | 2004-04-29 | 2005-11-03 | Armbuster Lynn E | Diffuse light pharmaceutical inspection system and process |
| US8121392B2 (en) * | 2004-10-25 | 2012-02-21 | Parata Systems, Llc | Embedded imaging and control system |
| DE102005049958A1 (en) * | 2005-10-19 | 2007-04-26 | Boehringer Ingelheim Pharma Gmbh & Co. Kg | 100% optical semiquantitative filling control of pharmaceutical capsules on capsule filling machines |
| US20070194034A1 (en) * | 2006-02-17 | 2007-08-23 | Vasilios Vasiadis | Device for printing pills, tablets or caplets in a precise manner |
| US8078329B2 (en) * | 2006-09-29 | 2011-12-13 | Courtoy Nv | System for rejection of tablets produced in a rotary tablet press and a method of rejection of tablets |
| US20080149541A1 (en) * | 2006-12-05 | 2008-06-26 | Bigney Nicholas D | Apparatus, system, and method for detecting and removing flawed capsules |
| US8393476B2 (en) * | 2008-09-05 | 2013-03-12 | Soldopha S.A.R.L. | Automatic gelatin capsule sorting machine |
| ES2930424T3 (en) | 2010-06-01 | 2022-12-12 | Ackley Machine Corp | inspection system |
| DE102011007269A1 (en) * | 2011-04-13 | 2012-10-18 | Robert Bosch Gmbh | control device |
| CN105834127B (en) * | 2016-06-02 | 2020-04-28 | 浙江汇力胶囊有限公司 | Platform is examined to full-automatic capsule lamp |
| KR102022302B1 (en) * | 2016-10-25 | 2019-11-04 | 태영산업 주식회사 | apparatus for manufacturing cigarette filter |
| KR101967763B1 (en) * | 2017-03-28 | 2019-04-10 | 태영산업 주식회사 | sorting apparatus for cigarette capsule |
| US10892048B2 (en) * | 2017-09-28 | 2021-01-12 | Puli Pravin Reddy | Machine learning pill identification |
| EP3948364A4 (en) | 2019-04-05 | 2023-04-12 | Blue Sky Ventures (Ontario) Inc. | Sensor assembly for moving items and related filling machine and methods |
| WO2020202039A1 (en) | 2019-04-05 | 2020-10-08 | Blue Sky Ventures (Ontario) Inc. | Vibratory conveyor for conveying items and related filling machine and methods |
| KR102150970B1 (en) * | 2019-07-12 | 2020-09-02 | (주)엔에프에이 | Device for inspecting drugs with backlihgt source |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2617527A (en) * | 1948-08-20 | 1952-11-11 | Western Electric Co | Apparatus for loading and selectively unloading |
| US4144970A (en) * | 1977-08-10 | 1979-03-20 | Eli Lilly And Company | Inspection apparatus for filled capsule |
| US4300689A (en) * | 1978-01-16 | 1981-11-17 | Hoffmann-La Roche Inc. | Dual wavelength spectrophotometer for ampoule leak detection and content inspection |
| JPS5571937A (en) * | 1978-11-24 | 1980-05-30 | Kanebo Ltd | Method of and device for inspecting surface |
| DE3608989A1 (en) * | 1986-03-18 | 1987-09-24 | Lorenz Ing Grad Bohle | DEVICE FOR CLASSIFYING PIECE PRODUCTS BY LENGTH |
| SU1388112A1 (en) * | 1986-07-18 | 1988-04-15 | Предприятие П/Я В-8906 | Rotor for sorting articles |
| DE8706655U1 (en) * | 1987-05-08 | 1988-06-09 | Maschimpex Gmbh, 7990 Friedrichshafen, De | |
| JPH01249181A (en) * | 1988-03-31 | 1989-10-04 | Tdk Corp | Parts sorting method for automatic appearance screening machine for chip parts |
| DE4011965A1 (en) * | 1990-04-12 | 1991-10-17 | Zedete Ges Fuer Qualitaetssich | Quality control device for axi-symmetrical parts - uses photocomparison techniques to gauge size with computer processing image |
-
1992
- 1992-06-26 DE DE4221107A patent/DE4221107A1/en not_active Withdrawn
-
1993
- 1993-06-16 KR KR1019940704711A patent/KR100265082B1/en not_active IP Right Cessation
- 1993-06-16 ES ES93912997T patent/ES2093432T3/en not_active Expired - Lifetime
- 1993-06-16 DE DE59303591T patent/DE59303591D1/en not_active Expired - Lifetime
- 1993-06-16 JP JP6502010A patent/JPH07508458A/en active Pending
- 1993-06-16 CA CA002139110A patent/CA2139110A1/en not_active Abandoned
- 1993-06-16 EP EP93912997A patent/EP0648151B1/en not_active Expired - Lifetime
- 1993-06-16 AT AT93912997T patent/ATE141834T1/en not_active IP Right Cessation
- 1993-06-16 WO PCT/EP1993/001534 patent/WO1994000249A1/en active IP Right Grant
- 1993-06-16 US US08/362,588 patent/US5819953A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE4221107A1 (en) | 1994-01-05 |
| CA2139110A1 (en) | 1994-01-06 |
| KR950702091A (en) | 1995-06-19 |
| JPH07508458A (en) | 1995-09-21 |
| KR100265082B1 (en) | 2000-09-01 |
| EP0648151A1 (en) | 1995-04-19 |
| ES2093432T3 (en) | 1996-12-16 |
| WO1994000249A1 (en) | 1994-01-06 |
| ATE141834T1 (en) | 1996-09-15 |
| US5819953A (en) | 1998-10-13 |
| DE59303591D1 (en) | 1996-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0648151B1 (en) | Method and device for grading capsules | |
| DE2427054C3 (en) | Apparatus for testing machine-molded articles | |
| EP1130384B1 (en) | Inspecting machine | |
| EP3142802B1 (en) | Control system for the investigation of containers | |
| WO2018166894A1 (en) | Automated conveying device | |
| EP0682991A2 (en) | Automatic machine for sorting, respectively classifying small products from pharmaceutical and candy industry according to shape and colour | |
| DE102010038544A1 (en) | Sensor device for a packaging machine | |
| DE3906281A1 (en) | METHOD AND DEVICE FOR OPTICALLY CHECKING THE APPEARANCE OF CHIP-LIKE COMPONENTS AND SORTING THE CHIP-LIKE COMPONENTS | |
| EP2825365B1 (en) | Process and device for detecting faulty preforms and related calculation process. | |
| EP2112502B1 (en) | Method and device for checking preformed containers | |
| DE2910494A1 (en) | DEVICE FOR CHECKING THE APPEARANCE OR STATE OF SOLID DRUGS | |
| DE102018102055A1 (en) | Device and method for checking the labeling and / or printing accuracy | |
| WO2017063836A1 (en) | Imaging sensor for a component handling device | |
| EP0349823A1 (en) | Method and apparatus for testing cigarettes | |
| DE1473688C3 (en) | Method for the non-destructive testing of glass products and device for carrying out the method | |
| EP3465173A1 (en) | Apparatus and method for inspecting containers | |
| DE19511948A1 (en) | Sepg. device for small components, e.g. tablets and capsules | |
| DE2924428A1 (en) | Container filling level quality control device for packaging machine - for bottles of pharmaceutical capsules, using video camera to detect checking beam | |
| CH648253A5 (en) | METHOD FOR REGISTERING AND DISCARDING THE INFULLY FILLED PACKS IN PACKING MACHINES. | |
| EP3165908B1 (en) | Device for inspection of at least one printed image | |
| EP3081500A1 (en) | Device for the production of blister tubes | |
| DE2525919C2 (en) | Testing system for beverage bottles | |
| DE19633326A1 (en) | Controlling quality of workpieces by taking successive images of them | |
| DE2128844B2 (en) | Device for aligning and feeding parts to be sewn to a sewing machine | |
| EP1868898B1 (en) | Method and device for sorting caps |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19941209 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 19951120 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19960828 Ref country code: DK Effective date: 19960828 |
|
| REF | Corresponds to: |
Ref document number: 141834 Country of ref document: AT Date of ref document: 19960915 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59303591 Country of ref document: DE Date of ref document: 19961002 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: 69636 |
|
| ITF | It: translation for a ep patent filed |
Owner name: JACOBACCI & PERANI S.P.A. |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19961106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19961128 Ref country code: PT Effective date: 19961128 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2093432 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970416 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 69636 Country of ref document: IE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970630 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 746 Effective date: 20001019 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010601 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: D6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20010618 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010622 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20010625 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20010626 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020630 |
|
| BERE | Be: lapsed |
Owner name: R.P. *SCHERER G.M.B.H. Effective date: 20020630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020616 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030228 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20030101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050616 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20120613 Year of fee payment: 20 Ref country code: ES Payment date: 20120726 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59303591 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130618 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20140828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20130617 |