EP0602492B1 - Laminoir à plusieurs cylindres - Google Patents
Laminoir à plusieurs cylindres Download PDFInfo
- Publication number
- EP0602492B1 EP0602492B1 EP93119614A EP93119614A EP0602492B1 EP 0602492 B1 EP0602492 B1 EP 0602492B1 EP 93119614 A EP93119614 A EP 93119614A EP 93119614 A EP93119614 A EP 93119614A EP 0602492 B1 EP0602492 B1 EP 0602492B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- bearing housing
- stand according
- roll stand
- pressure elements
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
- B21B13/147—Cluster mills, e.g. Sendzimir mills, Rohn mills, i.e. each work roll being supported by two rolls only arranged symmetrically with respect to the plane passing through the working rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
Definitions
- the invention relates to a multi-roll stand according to the preamble of patent claim 1.
- Multi-roll stands of this type are used to produce flat strips, such as steel strips.
- flat strips such as steel strips.
- the shaping of the material that is to say the stretching of the strip, based on the strip width, should be the same, regardless of any fluctuations in the thickness of the strip entering the roll stand.
- the adaptation to the belt profile is achieved, inter alia, by the fact that the saddle pieces supporting the support rollers against the bearing housing are set differently, as a result of which the support roller shaft carrying the support rollers is bent and, accordingly, the support rollers are also bent according to their division over the length of the support roller shaft, Bend the work rolls over the intermediate rolls and thus influence the roll gap contour.
- the support roller shaft is bent in a known manner by means of components which act on the saddle pieces supporting the support rollers, such as eccentrics which can be moved by means of toothed racks or levers Screws, hydraulic cylinders or other actuators movable wedges, by means of threaded spindles provided with rotary drives or the like.
- Such a multi-roll stand is described in EP 0 476 905 A2, for example, in which the movement of the saddle pieces is effected via eccentrics provided on the support roller shaft, which are actuated via a toothed wheel / rack drive.
- This device works in the area of self-locking or in the limit area.
- the corresponding component When initiating an actuating movement, the corresponding component must first be broken free of static friction. As soon as the device is in motion, the coefficient of friction changes and under certain circumstances there is a run-on which can be so large that a backward movement must subsequently be initiated in order to achieve the desired position of the support rollers or the desired bending of the work roll.
- hydraulic systems are used as pressure elements.
- the invention is based on the object of further developing a multi-roll stand while maintaining jerk-free adjustment options that can be carried out during the rolling operation.
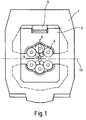
- FIG. 1 shows the basic structure of such a rolling mill using the example of a twelve-roll rolling mill.
- the roll stand shown there in a side view consists of the frame 1, in which the bearing housing 2 is adjustably arranged.
- This bearing housing 7 accommodates three sets of support rollers 6, which in turn support the work roller 4 via the intermediate rollers 5.
- the aforementioned arrangement is again present in mirror form in the roll stand 1.
- the mirror plane is formed by the material path of the strip material to be rolled, so that the strip 13 is passed between two work rolls 4.
- the structure of the lower bearing housing with its rollers corresponds to the upper, so that a detailed description is unnecessary and the invention is explained below with reference to the upper bearing housing 2 and the parts associated with it.
- FIG. 2 shows a roll stand of a twelve-roll rolling mill in a partial representation.
- this is again denotes the upper bearing housing, which shows the three support roller sets 6, the intermediate rollers 5 carried by them and the work rollers 4, between which the strip material 13 to be rolled runs.
- the guidance of the upper bearing housing 2 in the scaffold frame known from FIG. 1 and the lower bearing housing and their adjustability in relation to the scaffold frame to influence the desired strip thickness are not shown here for the sake of clarity.
- the lower bearing housing can be height-adjustable, for example, to adapt to the rolling line when using rollers of different diameters, and the upper bearing housing can be adjusted in relation to the lower bearing housing by means of a direct-acting hydraulic adjusting cylinder 3 (in FIG. 1).
- the upper and lower bearing housings are balanced against each other by means of hydraulic cylinders, and the upper bearing housing 2 can be pivoted, for example, by means of the roller adjustment, which is independent of one another on the operator and drive side, for setting a wedge-shaped roller gap.
- FIG. 2 shows a section along the section line AB from FIG. 2, the support rollers 15 of a support roller set 6 are arranged over the entire width of the strip material on a common support roller shaft 14, in each case between two adjacent support rollers 15 and On the outer sides of the two outer support rollers 15, support saddles 16 are provided on the shaft 14, which support the support rollers on the bearing housing 2 by means of circular-shaped receptacles.
- a bore is provided for each pressure element in the bearing housing 2, which proceeds approximately from the direction of force in the bearing housing from the circular-arc-shaped receptacle for the respective support saddle 16.
- Piezoelectric solid-state actuators are used as pressure elements in these bores, which preferably have piston rod heads 12 with suitable circular-arc-shaped receptacles for the support saddles 16.
- prismatic receptacles are also conceivable if the support saddles 16 are designed accordingly. In order to prevent a lateral deflection of the support roller set 6, the piston rods with the piston rod heads 12 must be guided exactly.
- the piezoelectric solid-state actuators can consist of a plurality of ceramic layers which change their thickness when an electrical voltage is applied and thus have the same effect as the hydraulic cylinders in terms of their effect on the support saddles 16.
- the pressure elements assume a position in which the pistons are retracted into the bearing housing and the receptacles of the piston rod heads 12 are aligned with the receptacles in the bearing housing 2.
- a desired bending of the support roller shaft 14 and thereby of the work roll 4 and adaptation of the roll gap contour takes place by corresponding activation of the respective pressure elements, which move each of the saddle pieces 16 via their pistons into a defined position, whereby a targeted bending line of the support roller shaft is produced, which is via the intermediate rolls 5 is transferred to the work roll 4.
- the outer support saddles 16 of the support roller set or sets in question, relative to the width of the rolling material, are fixed in their position relative to the bearing housing, while the inner support saddles can be moved via the pressure elements in the manner described above and so on achieve the appropriate deflection.
- the support saddles can be fixed directly in the bearing housing 2; but it is also conceivable that a positive connection between the support saddles and the associated pressure elements is provided and the fixing takes place via the latter.
- the position control is described as the first suitable method.
- the setpoint is specified as the path for each piston that is to be required to move the associated support saddle.
- the actual value acquisition of the path takes place via digital or analog position measuring devices 17 of a known type, which are moved, for example, by the piston rod which is brought out outside the bearing housing.
- the voltage applied is controlled by means of known electronic controls in such a way that the predetermined position of the piston is held in the desired position even under different loads.
- Such a regulation can then be overlaid with a correction value which is dependent on the rolling force the elasticity of the system, such as flattening and elastic changes in shape of the work roll, the intermediate rolls or the support rollers, is taken into account as a setpoint change for the actuating movement and is incorporated into the control.
- a second method is that of pressure regulation.
- the rolling force necessary for the deformation of the strip is measured on the cylinders of the roll adjustment and calculated according to the strip width to be rolled and the geometry of the row of support rollers for each support saddle as a base value for the associated pressure element.
- This base value is varied with a proportional value that can be selected for each printing element and is specified as a target value.
- the actual value is recorded using suitable pressure sensors.
- the voltage applied to a piezoelectric pressure element is kept at its desired value by means of known electronic controls.
- the invention described here using the example of a twelve-roll rolling mill can of course also be used in other rolling mills in which the rolling force is transmitted directly or via intermediate rolls to the bearing housing by means of support rollers, such as, for example, in six-roll or twenty-roll rolling mills .
- the invention is also not limited to the exemplary embodiment shown, but can also be used, for example, in a one-piece design of the upper and lower bearing housing or in a two-piece design of the same, in which the bearing housing is connected and guided by means of round rods, anchors or frames.
- the saddle pieces 16, according to FIG. 2 have holding members shown hatched there, such as e.g. Plates, held on the bearing housing and can be secured against falling out or moving.
- holding members and their attachment not shown here, to the bearing housing 2, they can also be easily replaced, for example for a change to rolls of different diameters.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Transition And Organic Metals Composition Catalysts For Addition Polymerization (AREA)
- Transplanting Machines (AREA)
Claims (8)
- Laminoir à plusieurs cylindres avec un cylindre de travail (4) agencé sur au moins un côté du trajet de laminage, avec au moins un cylindre intermédiaire (5) ainsi qu'avec au moins une série de rouleaux d'appui (6) qui est constituée à chaque fois de plusieurs rouleaux d'appui (15) placés sur un arbre (14) de rouleaux d'appui, l'arbre (14) de rouleaux d'appui s'étendant globalement parallèlement à l'axe longitudinal du cylindre de travail (4) et du cylindre intermédiaire (5), ainsi qu'avec de multiples pièces d'étriers (16) soutenant la série de rouleaux d'appui (6) contre le logement de palier (2), les différentes pièces d'étriers (16) pouvant être réglées indépendamment les unes des autres, par l'intermédiaire de dispositifs de réglage, quant à leur position par rapport à l'axe du cylindre de travail (4) en vue du cintrage de ce même cylindre de travail, les dispositifs de réglage étant constitués chacun d'un élément de pression (11, 12) agissant directement sur la pièce d'étrier (16) correspondante, caractérisé en ce que les éléments de pression (11, 12) sont conçus comme des actionneurs piézoélectriques à semi-conducteurs.
- Laminoir à plusieurs cylindres selon la revendication 1, caractérisé en ce que les éléments de pression sont agencés mobiles dans le sens de la longueur dans le logement de palier (2).
- Laminoir à plusieurs cylindres selon l'une des revendications 1 à 2, caractérisé en ce que, pour obtenir une courbure positive du cylindre de travail (4), les étriers d'appui (16), extérieurs par rapport à l'arbre (14) de rouleaux d'appui, peuvent être fixés dans leur position par rapport au logement de palier (2).
- Laminoir à plusieurs cylindres selon l'une des revendications 1 à 3, caractérisé en ce que, pour obtenir une courbure négative du cylindre de travail (4), les étriers d'appui (16), intérieurs par rapport à l'arbre (14) de rouleaux d'appui, peuvent être fixés dans leur position par rapport au logement de palier (2).
- Laminoir à plusieurs cylindres selon la revendication 3 ou 4, caractérisé en ce que la fixation s'effectue au moyen des éléments de pression.
- Laminoir à plusieurs cylindres selon l'une des revendications 1 à 5, caractérisé en ce que l'on prévoit une régulation par position pour l'actionnement des différents éléments de pression.
- Laminoir à plusieurs cylindres selon l'une des revendications 1 à 6, caractérisé en ce que l'on prévoit une régulation par pression pour l'actionnement des différents éléments de pression.
- Laminoir à plusieurs cylindres selon l'une des revendications 6 ou 7, caractérisé en ce que l'on associe à la régulation un dispositif de correction pour la déformation élastique des éléments de construction.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4241267 | 1992-12-08 | ||
| DE4241267A DE4241267A1 (de) | 1992-12-08 | 1992-12-08 | Vielwalzengerüst |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0602492A1 EP0602492A1 (fr) | 1994-06-22 |
| EP0602492B1 true EP0602492B1 (fr) | 1997-03-12 |
Family
ID=6474670
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93119614A Expired - Lifetime EP0602492B1 (fr) | 1992-12-08 | 1993-12-06 | Laminoir à plusieurs cylindres |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0602492B1 (fr) |
| JP (1) | JP3305840B2 (fr) |
| AT (1) | ATE149888T1 (fr) |
| DE (2) | DE4241267A1 (fr) |
| RU (1) | RU2108175C1 (fr) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1010366C2 (nl) | 1998-10-21 | 2000-04-25 | Hoogovens Corporate Services B | Inrichting voor een nauwkeurige positieregeling van een krachtoverbrengend systeem. |
| CN100345642C (zh) * | 2003-06-09 | 2007-10-31 | 郑红专 | 支撑辊组件 |
| DE102007006683A1 (de) * | 2007-02-10 | 2008-08-28 | WINKLER + DüNNEBIER AG | Vorrichtung und Verfahren zur aktiven Schwingungsdämpfung bei gegenläufig rotierenden Walzen |
| DE102009060640A1 (de) * | 2009-07-07 | 2011-01-13 | Sms Siemag Ag | Clusterarmanordnung für die Zwischenwalzensätze von 18 HS Walzgerüsten |
| JP5613399B2 (ja) * | 2009-11-05 | 2014-10-22 | 三菱日立製鉄機械株式会社 | クラスター式多段圧延機 |
| CN102825066A (zh) * | 2012-09-13 | 2012-12-19 | 山东沃德动力科技有限公司 | 一种不锈钢带精轧机组 |
| CN103341493B (zh) * | 2013-07-11 | 2016-01-20 | 陶洪瑞 | 十八辊轧机工作辊侧支撑的油缸斜铁调整装置 |
| CN103316921A (zh) * | 2013-07-11 | 2013-09-25 | 陶洪瑞 | 十八辊轧机工作辊侧支撑的斜铁调整装置 |
| CN103658191B (zh) * | 2013-12-31 | 2015-06-24 | 一重集团大连设计研究院有限公司 | 一种冷轧机工作辊侧支承装置 |
| CN105290111B (zh) * | 2015-11-27 | 2017-04-05 | 中冶南方工程技术有限公司 | 一种用于十八辊冷轧机的换辊连接装置及换辊方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1015988A (en) * | 1962-12-22 | 1966-01-05 | Skf Svenska Kullagerfab Ab | Improvements in or relating to devices for supporting a load in a machine |
| US3478559A (en) * | 1966-05-20 | 1969-11-18 | Natalis H Polakowski | Flexible strip rolling mill |
| SU895568A1 (ru) * | 1975-03-24 | 1982-01-07 | Предприятие П/Я А-7697 | Опорное устройство прокатного валка |
| CH617603A5 (fr) * | 1976-10-21 | 1980-06-13 | Escher Wyss Ag | |
| SU947934A1 (ru) * | 1978-03-07 | 1982-07-30 | Предприятие П/Я А-1376 | Пьезоэлектрический преобразователь перемещени дискретного действи |
| AT368040B (de) * | 1981-01-14 | 1982-08-25 | Andritz Ag Maschf | Walzenlagerung an walzgeruesten |
| JPS5970407A (ja) * | 1982-10-15 | 1984-04-20 | Sumitomo Metal Ind Ltd | 分割バツクアツプロ−ルを備えた圧延機 |
| US4603569A (en) * | 1984-07-20 | 1986-08-05 | Tadeusz Sendzimir | Pressure controlled plate mill |
| US4676085A (en) * | 1985-07-31 | 1987-06-30 | Wean United Rolling Mills, Inc. | Rolling mill for controlling the contour of a workpiece |
| JP3034928B2 (ja) * | 1990-09-19 | 2000-04-17 | 株式会社日立製作所 | 多段圧延機,クラスタ式圧延機,センジマー型多段圧延機及び多段圧延機の制御方法 |
| DE4131571C2 (de) * | 1991-09-23 | 1994-11-10 | Sundwiger Eisen Maschinen | Walzenstützvorrichtung zur Korrektur des Walzenspaltes in einem Vielwalzen-Walzgerüst für Bänder |
-
1992
- 1992-12-08 DE DE4241267A patent/DE4241267A1/de not_active Withdrawn
-
1993
- 1993-12-06 EP EP93119614A patent/EP0602492B1/fr not_active Expired - Lifetime
- 1993-12-06 DE DE59305750T patent/DE59305750D1/de not_active Expired - Fee Related
- 1993-12-06 AT AT93119614T patent/ATE149888T1/de active
- 1993-12-07 RU RU93054174A patent/RU2108175C1/ru active
- 1993-12-07 JP JP30680793A patent/JP3305840B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| RU2108175C1 (ru) | 1998-04-10 |
| EP0602492A1 (fr) | 1994-06-22 |
| ATE149888T1 (de) | 1997-03-15 |
| JP3305840B2 (ja) | 2002-07-24 |
| DE59305750D1 (de) | 1997-04-17 |
| JPH07284821A (ja) | 1995-10-31 |
| DE4241267A1 (de) | 1994-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69915096T2 (de) | Drahtsäge zum aufschneiden von steinblöcken in platten mit einstellbarer spannung der individuellen sägedrähte | |
| EP2825332B1 (fr) | Dispositif et procédé servant à redresser une bande métallique | |
| DE3212070C2 (de) | Walzgerüst mit einer Vorrichtung zur Einhaltung der Ebenheit des gewalzten Guts | |
| EP0602492B1 (fr) | Laminoir à plusieurs cylindres | |
| DE69009362T2 (de) | Walzwerk und Walzverfahren. | |
| DE2748033A1 (de) | Universalwalzgeruest fuer eine i-traegerwalzstrasse und duowalzgeruest fuer eine profilstahlwalzstrasse | |
| DE3029668A1 (de) | Stuetzwalzen-einstellvorrichtung fuer ein sendzimir-walzwerk | |
| DE2856525A1 (de) | Verfahren und vorrichtung zur verarbeitung mit matrizenwalzen bzw. praegerollen | |
| EP1294503A1 (fr) | Dresseuse de profiles | |
| DE1809638A1 (de) | Vorrichtung zum Bearbeiten von Blech- oder Bandmaterial | |
| DE1427888B2 (de) | Einrichtung zur Dickenverringerung von Bandmaterial | |
| DE69511651T2 (de) | Walzanlage | |
| DE2048353C3 (de) | Walzgerüst | |
| EP3325186B1 (fr) | Installation et procédé destinés à l'élimination de défauts de planéité d'un produit plat métallique | |
| DE2341768A1 (de) | Walzgeruest | |
| EP0371280B1 (fr) | Procédé de dressage de tôles, bandes, plaques, profilés, poutres etc. | |
| DE69519158T2 (de) | Verbesserungen an oder bezüglich Profilwalzanlagen | |
| EP1212153B1 (fr) | Cage de laminoir | |
| EP0665067A1 (fr) | Cage de laminoir à cylindres multiples du type à montants de préférence avec serrage hydraulique direct | |
| EP0102014B1 (fr) | Cage de laminoir pour le laminage de feuillard à largeur différente | |
| EP0086934B1 (fr) | Procédé et cage de laminoir pour laminer des bandes de largeur différente | |
| EP0181474B1 (fr) | Cage de laminoir à six cylindres | |
| DE69612225T2 (de) | Verfahren und Vorrichtung zum Richten von flachen metallischen Produkten sowie Blechen, Metallbanden | |
| DE2034490A1 (en) | Roller pivot bearing compensator - hydraulically operated | |
| DE4126143C2 (de) | Bandpresse mit regelbarer Spannung ihres Druckbandes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19941212 |
|
| 17Q | First examination report despatched |
Effective date: 19950831 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 149888 Country of ref document: AT Date of ref document: 19970315 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970312 |
|
| REF | Corresponds to: |
Ref document number: 59305750 Country of ref document: DE Date of ref document: 19970417 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001130 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20001213 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20001228 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010221 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011206 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011206 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20011206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020830 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |