EP0580273B1 - Verfahren und Vorrichtung zur Abtrennung flüssiger Behandlungsmittel von Werkstücken - Google Patents
Verfahren und Vorrichtung zur Abtrennung flüssiger Behandlungsmittel von Werkstücken Download PDFInfo
- Publication number
- EP0580273B1 EP0580273B1 EP93250214A EP93250214A EP0580273B1 EP 0580273 B1 EP0580273 B1 EP 0580273B1 EP 93250214 A EP93250214 A EP 93250214A EP 93250214 A EP93250214 A EP 93250214A EP 0580273 B1 EP0580273 B1 EP 0580273B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drum
- gas
- aggregate
- liquid
- line system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/16—Apparatus for electrolytic coating of small objects in bulk
- C25D17/18—Apparatus for electrolytic coating of small objects in bulk having closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/02—Cleaning by the force of jets, e.g. blowing-out cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B9/00—Cleaning hollow articles by methods or apparatus specially adapted thereto
- B08B9/08—Cleaning containers, e.g. tanks
- B08B9/093—Cleaning containers, e.g. tanks by the force of jets or sprays
Definitions
- the invention relates to a method and to its execution suitable devices for separating residual amounts of liquid treatment agent from drum units with drums that have perforated walls, and the pourable bulk parts contained therein, in particular after galvanic and / or chemical surface treatment, the drum unit being exposed during the separation process is kept above the liquid level of the treatment agent.
- Port vending machines are mostly used in electroplating today. In these systems, transport wagons move as separate and independently operating conveyors over many lined up Baths and / or treatment stations. In these baths and treatment stations, the workpieces to be coated are degreased, pickled, cleaned, coated, rinsed, decapitated, neutralized, colored, etc.
- the profitability of such machines is determined, among other things, by the system throughput time per batch of workpieces, the service life of the process solutions and the effort required wastewater treatment or wastewater detoxification.
- All three functions can be positively influenced by a specific additional treatment that is very often used between the individual treatment stations.
- This additional treatment relates to the separation of the treatment agent from the drum unit including its bulk loading. It must be used as soon as the loaded drum unit has been lifted out of a station or a bath with wet chemical treatment. If the drum unit is only rotated one or more times around its axis of rotation as an additional treatment, the treatment liquid runs back from the scooping areas into the treatment bath below, but not the liquid that is caused by adhesion or surface tension in the drum perforation and in the edges and joints the workpieces are held back. If the surface properties and shape of the workpieces are unfavorable and the treatment liquid has a high viscosity, the amount of liquid carried out can be very large.
- a quick and effective separation process allows a short dwell time of the trolley between lifting and further transport of the drum unit, which has a positive effect on the system throughput time per workpiece batch. Furthermore, the tow-out losses from the previous treatment station are reduced by an effective separation process, which increases the service life of the process solution used there. In addition, the downstream bath is less contaminated, which also extends its service life. If the downstream station is a flushing device, the amount of fresh water and waste water is reduced.
- DE-OS 31 33 629 describes a method in which a drum unit lifted out of the treatment bath is automatically enclosed by two half-shells. Air is blown in through openings in the upper part of the half-shells. This flows continuously through the rotating drum in order to escape through an opening in the lower area of the half-shells. A large part of the lungs liquid that has not dripped out of the treatment bath immediately after the drum unit has been lifted is discharged with the aid of the air stream.
- a related method with two variants can be found in DE-OS 38 30 237.
- the upper half of the drum of the drum unit for the additional treatment is surrounded by a cover hood with the aid of an air stream.
- the global surface of the bulk material is defined as the lower limit.
- the air stream flows from the outside into the drum unit, floods the empty space and the load, and leaves the lower area of the drum unit enriched with the finest drops.
- DE-PS 28 01 508 describes a device for returning rinsing liquid or gases into the interior of drums for the galvanization or chemical treatment of bulk materials into which the rinsing liquid or gases are supplied via the drum bearing.
- the constant flow of gases depending on the drum position takes place to dry the material to be treated.
- DE-PS 27 35 067 also describes a device for the same purpose, into which rinsing liquid is fed into the treatment room via a tube in the drum in which bores are made. In this case, too, gases are supplied to dry the material to be treated.
- DE-AS 12 29 813 describes a device for the same purpose in which the supply of liquids and gases into the drum interior is provided via a flexible hose line. In this case, too, gases are supplied to dry the material to be treated.
- a rinsing or treatment medium can be injected through individual openings in the wall of the drum housing into the interior of the drum.
- the liquid can be supplied as soon as a line system under hydrostatic pressure with a corresponding sealable piston is pressed against the drum end wall and an opening in the wall of the drum faces the opening of the pressure transmission system for the treatment agent.
- the treatment agents here are either a washing-up liquid or air for drying the material to be treated in the drum.
- the resulting mist accumulates on the inner surfaces of the covers, which are described in DE-OS 31 33 629 and DE-OS 38 30 237.
- the thin liquid film - accelerated by the vibrations generated during the movement of the trolley - converges to form drops that then fall over other baths and contaminate them.
- the object of the present invention is to accelerate the separation process on the drum unit filled with mass parts after the end of the treatment with a liquid treatment agent with little expenditure on apparatus and to design it in such a way that the separated treatment liquid can be returned to the corresponding treatment station.
- the disadvantages known from the prior art for this purpose are also to be avoided.
- the object is achieved by a method according to claim 1 for separating residual amounts of liquid treatment agent from drum units with drums which have perforated walls and the pourable bulk parts contained therein, which is characterized by the release of short gas bursts inside the drum of the drum unit .
- this process step which is referred to as additional treatment, the drum assembly is exposed above the liquid level of the treatment agent.
- the drum unit is lifted out of the treatment bath, for example with a rotating drum, to such an extent that the distance between the lower edge of the drum unit and the liquid level of the process solution is a few cm.
- the release occurs or the triggering of a gas surge in the interior of the drum causes a pressure wave to explode in the loading space of the drum unit. It floods the drum load consisting of pourable mass parts and the perforation of the drum jacket. Most of the liquid that has not yet dripped is pressed out of the drum.
- quantities of liquid are torn away from the drum perforation and the load, which are prevented from dripping by existing capillary forces and surface tension.
- the area around the imaginary drum axis is suitable as the place of gas introduction or release. A pressure wave triggered there reaches the drum perforation and the loading almost simultaneously - without being disturbed by reflections.
- the gas is introduced via the contacts or anodes which may also be arranged inside the drum. If, for example, anode boxes or baskets are arranged inside the drum, it is conceivable to also release gas surges in these boxes or baskets.
- the single burst of gas lasts 0.5 to 2 seconds.
- the lower period is preferred.
- the duration can increase with increasing volume of the drum, since the pressure wave loses energy with increasing running distance. It can also be larger as the liquid surface of the treatment bath increases, since the drops which have been blasted off can be thrown further without leaving the working container border.
- the gas surge should last longer if mass parts are treated with greater surface roughness or the treatment liquid has a higher viscosity.
- the number of gas bursts per additional treatment is expediently limited to 1 to 6.
- the number can, for example, be made dependent on the drum cross section.
- two or four gas bursts can be provided for a square cross-section and three or six gas bursts for a drum with a hexagonal cross-section. This is especially true if the drum is to perform a partial rotation between the gas surges. E.g. If a drum with a hexagonal cross-section is further rotated by 120 ° between each gas surge, three gas pulses are triggered or released during one drum rotation.
- the length and number of gas surges are - depending on the type of chemical and / or galvanic main treatment - coordinated with one another in such a way that the treatment causes an effective discharge in the shortest possible time, so as to increase the efficiency of the system.
- the gas overpressure should be at least 1.5 and preferably 5.0 bar. At lower pressures, the "blasting operation" desired according to the invention is no longer present.
- Compressed air is preferably used as the gas. This can be taken directly from the factory network, provided that no oiler is connected upstream of the corresponding tapping point. Otherwise the compressed air must be de-oiled.
- the compressed air can be humidified. This is e.g. necessary to prevent the liquid residues on the treated mass parts from drying if they have previously been lifted out of a heated process solution.
- water vapor under pressure can also be used as the gas.
- the water vapor condensing on the mass parts dilutes the process solution adhering to the gaps and edges of the mass parts.
- the diluted process solution can then be used for the next gas surge, e.g. also blast off more easily due to the now lower viscosity.
- flushing liquid can also be fed into the interior of the drum alternately with the gas via the line system.
- the condensing water vapor and / or the briefly introduced rinsing water replace the dripping back into the working container, e.g. Amount of liquid lost due to evaporation or other discharge.
- a part of it can be collected through a bowl pushed under the drum and drained off separately.
- the devices required to implement the method are defined in claims 7-10. They essentially consist of a horizontally suspended and multi-dimensionally movable drum unit with lifting and driving device, a partly moving, gas-carrying piping system that can be connected to this drum unit, and parts of the device that make it possible to release the gas surges inside the drum.
- the individual gas bursts taken from the line system are introduced into the interior of the drum via at least one drum hub.
- the introduction of gas via the drum hub fixed in the drum unit has the advantage that the gas surges can be conducted into the drum interior independently of the drum rotation.
- the line system can be laid rigidly and therefore not susceptible to faults on the drum unit.
- the gas introduced into the hub for the additional treatment can escape on the end face of the drum hub located inside the drum.
- the exit point can be designed as a single nozzle - with or without a directional effect - or as a nozzle assembly.
- the gas bursts to be released are released into the drum interior via openings and / or nozzles which are arranged in the supply device for the necessary electrical energy, the contacts and / or anodes.
- the contacts and / or anodes for this purpose, for example, hollow cable, rod, ring or spiral contacts are made with the gas pipe system connected. Gas-carrying internal anodes can also be used.
- valve which releases the gas outlet must be arranged as close as possible to the outlet point or nozzle. This ensures that the necessary pressure is present at the exit point. Furthermore, its cross section must be chosen so that a sufficiently large amount of gas can be released in a short time.
- a compressor or steam generator carried along with the dolly can also be used.
- a compressed air boiler can be used, which can be filled at certain waiting stations of the transport vehicle.
- the gas impacts can also be introduced into the interior of the drum via at least one opening outside the hub area and at least one nozzle.
- This is advantageous if the drum hub, for example because of a special inner anode arrangement, does not offer space for a gas leadthrough.
- gas-carrying pipes can be inserted into the interior of the drum via special bores in the drum jacket or on the drum end wall. After the gas shock release, the pipes are pulled back in order to be able to continue rotating the drum in a defined manner.
- several gas bursts per drum revolution are possible.
- Another variant is to pass the gas surges past the partially or fully opened drum cover into the inside of the drum. To do this, the lid is briefly opened mechanically for the additional treatment. The gas nozzle can remain outside the rotation range of the drum to deliver the gas surge.
- the gas impacts are conducted into the interior of the drum via bores in the drum front wall and / or the bearing bushing which are parallel to the longitudinal axis of the drum and which are connected to the gas supply.
- This embodiment has the advantage that the gas surges are generated in the central region of the drum and can spread outward from there uniformly, so that the liquid residues can be removed very effectively from the material to be treated and the perforated drum wall.
- the parallel bores through which the gas impulses are introduced into the interior of the drum can be arranged, for example, in concentric circles around the longitudinal axis of the drum, in particular if the gas inlet is not available for the gas inlet because of the current feedthroughs, contacts or anodes arranged in the region of the drum axis.
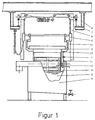
- Fig. 1 shows a cross section through an automatic trolley of a drum electroplating system.
- the drum unit 1 hangs on a transport carriage 6 during transport and the additional treatment. This is guided here on rails 7 which are suspended above the treatment stations for the drum contents via a support structure 8.
- a treatment station consists of a working container 2 filled with a process solution 3.
- the drum unit 1 can be moved up and down in the transport carriage by means of a lifting slide (lifting beam) 5.
- lifting slide lifting beam
- the drum unit 1 is moved over a in the support arm 10 of the drum unit carrier 9 seated coupling connected to a gas and possibly a flushing liquid line 11.
- the additional treatment relating to the separation process begins as soon as the drum unit 1 is raised a few cm above the bath liquid level 4 by the lifting carriage 5. Then, during a partial rotation of the drum 13, the liquid-extracting portions thereof and the most essential quantities of liquid are emptied between the load contained therein. A sequence of gas surges is then introduced into the interior of the drum 13 via the line 11.
- the gas bursts result from multiple, brief opening of a valve 12 fastened to the drum assembly carrier 9.
- the duration of a single gas burst is, for example, less than one second.
- the gas which is at an excess pressure of at least 1.5 bar, suddenly relaxes inside the drum 13.
- the resulting pressure wave tears away the liquid residues adhering to the load due to adhesion.
- the liquid retained in the perforation of the drum by capillary and tensile forces is blown out into the open.
- the length of the gas bursts is dimensioned such that the "blown off" amount of liquid in the form of drops flies only a few cm in order to then fall into the working container 2 or the process solution 3 arranged immediately below it.
- a partial rotation of the drum 13 can follow each gas surge. Among other things, this is expedient, in order to also remove the drops which once again sprinkled away in the upper area and then fell back to this area in the perforation after the partial rotation.
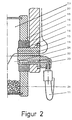
- FIG. 2 it can be seen how the gas is supplied through the drum bearing 14.
- the section through the bearing shows a bearing journal 15 screwed to the support plate 18, on which the drum is rotatably mounted via a bearing bush 17 fastened in the drum end wall 16.
- the bearing journal 15 has a bore 19 through which the current is supplied to the load 21 via contacts 20 in the case of a galvanizing process.
- Nozzles can be used in the outlet opening 24, for example with a directional effect. The use of pipes is also conceivable in order to further release the gas surge inside the drum.
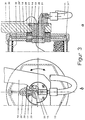
- a drum bearing with a rotation-controlled valve integrated in the drum sliding bearing 14 is shown in the partial longitudinal section as an alternative to the similar system according to FIG. 2.
- a bore 28 branches off vertically upwards at the bottom of the blind bore 27. Ideally, this bore 28 ends in the plain bearing zone with the smallest bearing gap.
- the bore continues both in the bearing bush 17 and in the drum end wall 16 as a radial bore 29, 29 '. At the outer edge of the drum front wall 16, it opens out over the Cross bore 30 in the channel-like cavity 31. This has nozzle-like bores 32.
- the gas coming from line 11 can flow into the drum interior via the bores 32.
- the bore 28 has at its outlet gap-side exit point a groove 33 oriented transversely to the drum axis.
- a groove 33 oriented transversely to the drum axis.
- valves and associated cavities 31, 31 'in a drum 13 It is expedient to accommodate several valves and associated cavities 31, 31 'in a drum 13. The entire device can also be charged with liquid.
- Fig. 4 shows a detail of another device for introducing gas into the interior of the drum.
- the gas enters the drum interior through bores 35 in the outer jacket 36 of the drum.
- a nozzle tube 37 coming from above is inserted through the bore 35.
- Several nozzle pipes can also be placed side by side be arranged parallel to the drum axis or offset on the drum circumference. The same principle can be used to supply gas and optionally flushing liquid laterally through the end wall 16.
- the bores 35 must be distributed around the circumference of the drum in accordance with the number of partial rotations.
- the nozzle tube is withdrawn between the partial rotations.
- the bores 35 which are not occupied by the nozzle tubes, are closed with elastic tabs 38.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Physical Water Treatments (AREA)
- Treatment Of Fiber Materials (AREA)
Description
- Die Erfindung betrifft ein Verfahren und zu dessen Ausführung geeignete Vorrichtungen zur Trennung von Restmengen flüssiger Behandlungsmittel von Trommelaggregaten mit Trommeln, die perforierte Wände haben, und den darin enthaltenen schüttfähigen Massenteilen, insbesondere nach galvanischer und/oder chemischer Oberflächenbehandlung, wobei das Trommelaggregat während des Trennvorganges aufgetaucht oberhalb vom Flüssigkeitsspiegel des Behandlungsmittels gehalten wird.
- In der Galvanotechnik werden heute großteils portwagenautomaten verwendet. In diesen Anlagen bewegen sich Transportwagen als getrennt und selbständig arbeitende Fördereinrichtungen über vielen aneinandergereihten Bädern und/oder Behandlungsstationen. In diesen Bädern und Behandlungsstationen werden die zu beschichtenden Werkstücke beispielsweise entfettet, gebeizt, gereinigt, beschichtet, gespült, dekapiert, neutralisiert, gefärbt usw. Die Wirtschaftlichkeit solcher Automaten wird u.a. bestimmt von der Anlagendurchlaufzeit pro Werkstückcharge, der Standzeit der Prozeßlösungen und dem notwendigen Aufwand für die Abwasserreinigung bzw. Abwasserentgiftung.
- Alle drei Funktionen können durch eine bestimmte, sehr häufig zwischen den einzelnen Behandlungsstationen verwendete Zusatzbehandlung positiv beeinflußt werden. Diese Zusatzbehandlung betrifft die Trennung des Behandlungsmittels von dem Trommelaggregat einschließlich seiner Schüttgutbeladung. Sie hat einzusetzen, sobald das beladene Trommelaggregat aus einer Station oder einem Bad mit naßchemischer Behandlung gehoben wurde. Wird als Zusatzbehandlung das Trommelaggregat nur ein- oder mehrmals um seine Rotationsachse gedreht, läuft zwar die Behandlungsflüssigkeit aus den schöpfenden Partien in das darunter angeordnete Behandlungsbad zurück, aber nicht die Flüssigkeit, die durch Adhäsion bzw. Oberflächenspannung in der Trommelperforation und in den Kanten und Fugen der Werkstücke zurückgehalten wird. Bei ungünstiger Oberflächenbeschaffenheit und Gestalt der Werkstücke sowie bei hoher Viskosität der Behandlungsflüssigkeit kann die ausgeschleppte Flüssigkeitsmenge sehr groß sein.
- Ein schneller und effektiver Trennvorgang erlaubt eine kurze Verweilzeit des Transportwagens zwischen dem Ausheben und Weitertransport des Trommelaggregats, was sich positiv auf die Anlagendurchlaufzeit pro Werkstückcharge auswirkt. Des weiteren werden durch einen effektiven Trennvorgang die Ausschleppverluste aus der vorausgegangenen Behandlungsstation verringert, wodurch sich die Standzeit der dort verwendeten Prozeßlösung erhöht. Außerdem wird das nachgeschaltete Bad geringfügiger verunreinigt, wodurch sich auch dessen Standzeit verlängert. Ist die nachgeschaltete Station eine Spüleinrichtung, wird die Frisch- und Abwassermenge reduziert.
- Aus dem Stand der Technik sind verschiedene Verfahren bekannt, die den als Zusatzbehandlung bezeichneten Trennvorgang betreffen.
- In der DE-OS 31 33 629 wird ein Verfahren beschrieben, bei dem ein aus dem Behandlungsbad gehobenes Trommelaggregat von zwei Halbschalen automatisch umschlossen wird. Durch im oberen Bereich der Halbschalen angebrachte Öffnungen wird Luft eingeblasen. Diese durchströmt kontinuierlich die sich drehende Trommel, um über eine Öffnung im unteren Bereich der Halbschalen zu entweichen. Dabei wird ein großer Teil der nicht unmittelbar nach dem Ausheben des Trommelaggregats aus dem Behandlungsbad abgetropften lungsflüssigkeit mit Hilfe des Luftstroms ausgetragen.
- Ein hierzu verwandtes Verfahren mit zwei Varianten ist der DE-OS 38 30 237 zu entnehmen. Dort ist bei der ersten Variante die obere Hälfte der Trommel des Trommelaggregats für die Zusatzbehandlung mit Hilfe eines Luftstroms durch eine Abdeckhaube umschlossen. Zur Bildung eines "Druckluftraumes" wird die globale Oberfläche des Schüttgutes als untere Begrenzung definiert. In einer zweiten Variante wird vorgesehen, das Trommelaggregat u.a. in eine separate Behandlungsstation zu transportieren, um dort den Abtropfvorgang in einer abgeschlossenen Druckluftkammer mit eingebautem Lüfter zu beschleunigen. Auch hier strömt der Luftstrom von außen kommend oben in das Trommelaggregat ein, durchflutet den Leerraum und die Beladung, und verläßt mit feinsten Tropfen angereichert den unteren Bereich des Trommelaggregats.
- Beide Verfahren haben erhebliche Nachteile. So werden bei den in beiden Druckschriften dargestellten Verfahren großflächige Abdeckhauben verwendet. Sie erfordern große Bauvolumina für die Hub- und Transportwagen, wodurch die Anlage aufwendig und teuer wird. Außerdem erhöhen sie den Energiebedarf der Anlage durch das höhere Gewicht der Vorrichtung.
- In der DE-PS 28 01 508 wird eine Vorrichtung zum Zurückführen von Spülflüssigkeit oder Gasen in den Innenraum von Trommeln für die Galvanisierung oder chemische Behandlung von schüttfähigen Massenteilen beschrieben, in die die Zuführung der Spülflüssigkeit oder der Gase über die Trommellagerung erfolgt. Die von der Trommelposition abhängige ständige stromweise Zuführung von Gasen erfolgt zur Trocknung des Behandlungsgutes.
- In der DE-PS 27 35 067 wird ebenfalls eine Vorrichtung für denselben Zweck beschrieben, in die Spülflüssigkeit in den Behandlungsraum über ein Rohr in der Trommel, in dem Bohrungen angebracht sind, zugeführt wird. Auch in diesem Fall erfolgt die Zuführung von Gasen zur Trocknung des Behandlungsgutes.
- In der DE-AS 12 29 813 wird eine Vorrichtung für denselben Zweck beschrieben, bei der die Zuführung von Flüssigkeiten und Gasen in das Trommelinnere über eine flexible Schlauchleitung vorgesehen ist. Auch in diesem Fall erfolgt die Zuführung von Gasen zur Trocknung des Behandlungsgutes.
- Aus DE-A- 2529353 ist ein Verfahren und eine Vorrichtung bekannt, bei dem ein Spül- oder Behandlungsmedium durch einzelne Öffnungen in der Wandung des Trommelgehäuses in den Innenraum der Trommel gespritzt werden kann. Die Zuführung der Flüssigkeit ist möglich, sobald ein unter hydrostatischem Druck stehendes Leitungssystem mit entsprechendem abdichtbaren Kolben an die Trommelstirnwand angepreßt ist und eine Öffnung in der Wandung der Trommel mit der Öffnung des Druckübertragungssystems für das Behandlungsmittel gegenübersteht. Bei den Behandlungsmitteln handelt es sich hier entweder um ein Spülmittel oder um Luft zum Trocknen des Behandlungsgutes in der Trommel.
- Ein weiteres Problem bei den genannten Verfahren und Vorrichtungen ist die auftretende Aerosolbildung bei der Zuführung von Gasen. Der einige Sekunden anhaltende Luftstrom in Kombination mit der Rotation des Trommelaggregats verwirbelt, zerstäubt und vernebelt einen Teil der an dem Trommelaggregat und seiner Beladung anhaftenden Restflüssigkeit, während der durch den Luftstrom bedingten Austragung. Das entstandene oft nicht vollständig von der Absaugung erfaßte Aerosol gefährdet die Gesundheit des Bedienungs- und tungspersonals und fördert zudem die Korrosion der Anlage.
- Des weiteren lagert sich der entstandene Nebel an den Innenflächen der Abdeckhauben, die in den Druckschriften DE-OS 31 33 629 und DE-OS 38 30 237 schrieben werden, an. Dort läuft der dünne Flüssigkeitsfilm - beschleunigt durch die beim Verfahren des Transportwagens entstehenden Vibrationen - zu Tropfen zusammen, die dann beispielsweise über anderen Bädern herabfallen und diese verunreinigen.
- Bei der separaten Zusatzbehandlungsstation, die in der zweiten Variante der DE-OS 38 30 237 beschrieben wird, tritt der letztgenannte Nachteil trotz Fehlens der Abdeckhauben verstärkt auf, da das beladene Trommelaggregat auf dem Weg zur Zusatzbehandlungsstation unmittelbar tropfen- und/oder rinnsalweise Flüssigkeit verliert. Außerdem steht der Transportwagen durch die längeren Fahrten zur Zusatzbehandlungsstation für andere Aufgaben nicht zur Verfügung.
- Neben dem zusätzlichen Energieverbrauch für diese Sonderfahrten wird auch die Anlagendurchlaufzeit nachteilig erhöht.
- Aufgabe der vorliegenden Erfindung ist es, den Trennvorgang am mit Massenteilen befüllten Trommelaggregat nach Beendigung der Behandlung mit einem flüssigen Behandlungsmittel mit geringem apparativen Aufwand zu beschleunigen und dabei so zu gestalten, daß die abgetrennte Behandlungsflüssigkeit der entsprechenden Behandlungsstation wieder zugeführt werden kann. Auch sollen die aus dem Stand der Technik hierzu bekannten Nachteile vermieden werden.
- Die Lösung der Aufgabe wird durch ein Verfahren gemäß Anspruch 1 zur Trennung von Restmengen flüssiger Behandlungsmittel von Trommelaggregaten mit Trommeln, die perforierte Wände haben, und den darin enthaltenen schüttfähigen Massenteilen erreicht, das sich durch das Freisetzen von kurzen Gasstößen im Inneren der Trommel des Trommelaggregats auszeichnet. Bei diesem als Zusatzbehandlung bezeichneten Verfahrensschritt befindet sich das Trommelaggregat aufgetaucht oberhalb des Flüssigkeitsspiegels des Behandlungsmittels.
- Für die Zusatzbehandlung wird das Trommelaggregat beispielsweise mit rotierender Trommel soweit aus dem Behandlungsbad gehoben, daß der Abstand zwischen der Unterkante des Trommelaggregats und dem Flüssigkeitsspiegel der Prozeßlösung wenige cm beträgt. Während des zwangsläufigen Abtropfvorganges bewirkt das Freisetzen bzw. das Auslösen eines Gasstoßes im Innern der Trommel eine sich explosionsartig im Beladungsraum des Trommelaggregats ausbreitende Druckwelle. Sie durchflutet die aus schüttfähigen Massenteilen bestehende Trommelbeladung und die Perforation des Trommelmantels. Dabei wird die noch nicht abgetropfte Flüssigkeit großteils aus der Trommel gedrückt. Gleichzeitig werden auch Flüssigkeitsmengen von der Trommelperforation und der Beladung losgerissen, die am Abtropfen durch vorhandene Kapillarkräfte und Oberflächenspannungen gehindert werden.
- Als Ort der Gaseinleitung bzw. -freisetzung ist der Bereich um die gedachte Trommelachse geeignet. Eine dort ausgelöste Druckwelle erreicht - ohne durch Reflexionen gestört zu werden - nahezu zeitgleich die Trommelperforation und die Beladung.
- In einer bevorzugten Ausführungsform wird das Gas über die gegebenenfalls auch im Trommelinneren angebrachten Kontakte oder Anoden eingeleitet. Falls spielsweise Anodenkästen bzw. -körbe im Trommelinneren angeordnet sind, ist es denkbar, auch in diesen Kästen oder Körben Gasstöße freizusetzen.
- Der einzelne Gasstoß hält 0,5 bis 2 Sekunden an. Bevorzugt wird die untere Zeitdauer. Die Dauer kann mit steigendem Volumen der Trommel zunehmen, da die Druckwelle mit zunehmender Laufstrecke Energie verliert. Sie kann auch größer sein mit größer werdender Flüssigkeitsoberfläche des Behandlungsbades, da die abgesprengten Tropfen weiter geschleudert werden dürfen, ohne die Arbeitsbehälterumrandung zu verlassen. Ebenso sollte der Gasstoß länger anhalten, wenn Massenteile mit größerer Oberflächenrauhigkeit behandelt werden oder die Behandlungsflüssigkeit eine höhere Viskosität aufweist.
- Die Anzahl der Gasstöße pro Zusatzbehandlung ist sinnvollerweise auf 1 bis 6 beschränkt. Die Anzahl kann beispielsweise vom Trommelquerschnitt abhängig gemacht werden. So können für einen quadratischen Querschnitt zwei oder vier Gasstöße und für eine Trommel mit sechseckigem Querschnitt drei oder sechs Gasstöße vorgesehen werden. Dies gilt besonders dann, wenn die Trommel zwischen den Gasstößen eine Teilrotation ausführen soll. Wird z.B. eine Trommel mit sechseckigem Querschnitt zwischen jedem Gasstoß um 120° definiert weitergedreht, werden bei einer Trommeldrehung drei Gasstöße ausgelöst bzw. freigesetzt.
- Länge und Anzahl der Gasstöße werden - abhängig von der Art der chemischen und/oder galvanischen Hauptbehandlung - so aufeinander abgestimmt, daß die behandlung in kürzester Zeit eine effektive keitsaustragung bewirkt, um so die Wirtschaftlichkeit der Anlage zu erhöhen.
- Wird der Gasstoß unmittelbar einem Leitungssystem entnommen, soll der Gasüberdruck mindestens 1,5 und vorzugsweise 5,0 bar betragen. Bei niedrigeren Drücken ist der erfindungsgemäß erwünschte "Absprengvorgang" nicht mehr gegeben.
- Es kann auch vorgesehen werden, die Höhe des Gasdruckes der einzelnen Zusatzbehandlung von Station zu Station anzupassen.
- Als Gas wird bevorzugt Druckluft benutzt. Diese kann unmittelbar dem Fabriknetz entnommen werden, sofern der entsprechenden Entnahmestelle kein Öler vorgeschaltet ist. Andernfalls muß die Druckluft entölt werden.
- In besonderen Anwendungsfällen kann eine Befeuchtung der Druckluft vorgenommen werden. Dies ist z.B. notwendig, um ein Antrocknen der Flüssigkeitsreste an den behandelten Massenteilen zu verhindern, wenn diese zuvor aus einer erwärmten Prozeßlösung gehoben wurden.
- Um einen zusätzlichen Spüleffekt zu erzielen, kann als Gas auch unter Druck stehender Wasserdampf verwendet werden. Der an den Massenteilen kondensierende Wasserdampf verdünnt die in den Spalten und Kanten der Massenteile anhaftende Prozeßlösung. Die so verdünnte Prozeßlösung läßt sich dann beim nächsten Gasstoß, u.a. auch aufgrund der nun niedrigeren Viskosität, leichter absprengen. Neben dem Wasserdampf kann auch im Wechsel mit dem Gas über das Leitungssystem Spülflüssigkeit ins Trommelinnere geleitet werden. Der kondensierende Wasserdampf und/oder das kurzzeitig eingeleitete Spülwasser ersetzen durch das Zurücktropfen in den Arbeitsbehälter die dort z.B. durch Verdunstung oder sonstige Austragung verloren gegangene Flüssigkeitsmenge. Bei der Anwendung größerer Spülflüssigkeitsmengen kann ein Teil davon durch eine unter die Trommel geschobene Schale aufgefangen und separat abgeleitet werden.
- Es ist auch denkbar, die durch die schlagartige Gasexpansion erzeugte Druckwelle durch eine gezielte, begrenzte Explosion oder Explosionsfolge zu erzeugen. Dazu können geringe Gasmengen in Zündkammern, die im Trommelaggregat untergebracht sind, zur Explosion gebracht werden. Ein vergleichbarer Effekt könnte auch mit Schallerzeugern erreicht werden.
- Die zur Realisierung des Verfahrens notwendigen Vorrichtungen sind in den Ansprüchen 7-10 definiert. Sie bestehen im wesentlichen aus einem horizontal aufgehängten und mehrdimensional bewegbaren Trommelaggregat mit Hebe- und Antriebseinrichtung, einem mit diesem Trommelaggregat in Verbindung bringbaren, teilweise mitbewegten, gasführenden Leitungssystem sowie aus Vorrichtungsteilen, die es ermöglichen, die Gasstöße im Innern der Trommel freizusetzen. Die einzelnen dem Leitungssystem entnommenen Gasstöße werden über mindestens eine Trommelnabe in das Innere der Trommel eingeleitet.
- Die Gaseinleitung über die im Trommelaggregat feststehende Trommelnabe hat den Vorteil, daß die Gasstöße unabhängig von der Trommelrotation ins Trommelinnere geleitet werden können. Das Leitungssystem kann starr und damit störungsunanfällig am Trommelaggregat verlegt werden. Auf der im Trommelinneren liegenden Stirnfläche der Trommelnabe kann das in die Nabe eingeleitete Gas für die Zusatzbehandlung austreten. Die Austrittsstelle kann als einzelne Düse - mit oder ohne Richtwirkung - oder auch als Düsenverband ausgebildet sein.
- In einer bevorzugten Ausführungsform der Vorrichtung werden die freizusetzenden Gasstöße über Öffnungen und/oder Düsen, die in der Zuführungseinrichtung für die notwendige Elektroenergie, den Kontakten und/oder Anoden, angeordnet sind, ins Trommelinnere abgegeben. Dazu werden beispielsweise hohl ausgeführte Kabel-, Stab-, Ring- oder Spiralkontakte mit dem Gasleitungssystem verbunden. Ebenso können gasführende Innenanoden eingesetzt werden.
- Zur Erzielung einer effektiven Trennwirkung pro Gasstoß muß das Ventil, das den Gasaustritt freigibt, so nahe wie möglich an der Austrittsstelle oder Düse angeordnet sein. Damit wird gewährleistet, daß an der Austrittsstelle der notwendige Druck anliegt. Ferner muß sein Querschnitt so gewählt werden, daß eine genügend große Gasmenge in kurzer Zeit freigesetzt werden kann.
- Sollte eine am Transportwagenautomaten entlanglaufende Schlauchleitung für die Gaszuführung zum Trommelaggregat zu aufwendig sein, kann auch ein mit dem Transportwagen mitgeführter Kompressor oder Dampferzeuger eingesetzt werden. Anstelle hiervon kann auch ein Druckluftkessel, der an bestimmten Wartestationen des Transportwagens befüllt werden kann, benutzt werden.
- Die Gasstöße können auch über mindestens eine Öffnung außerhalb des Nabenbereiches und mindestens eine Düse in das Innere der Trommel eingeleitet werden. Dies ist dann von Vorteil, wenn die Trommelnabe z.B. wegen einer besonderen Innenanodenanordnung keinen Platz für eine Gasdurchführung bietet. Hier können dann bei ruhender Trommel über besondere am Trommelmantel oder an der Trommelstirnwand angebrachte Bohrungen gasführende Rohre zur Gasstoßabgabe in das Trommelinnere eingefahren werden. Nach der Gasstoßfreisetzung werden die Rohre zurückgezogen, um die Trommel definiert weiterdrehen zu können. Auch hier sind mehrere Gasstöße pro Trommelumdrehung möglich.
- Eine andere Variante besteht darin, am teilweise oder ganz geöffneten Trommeldeckel vorbei, in das Trommelinnere die Gasstöße abzugeben. Dazu wird der Deckel kurzzeitig für die Zusatzbehandlung maschinell geöffnet. Zur Abgabe des Gasstoßes kann die Gasdüse außerhalb des Rotationsbereichs der Trommel bleiben.
- In einer weiteren bevorzugten Ausführungsform werden die Gasstöße über parallel zu der Trommellängsachse in der Trommelstirnwand und/oder der Lagerbuchse angebrachte Bohrungen, die mit der Gaszuführung in Verbindung stehen, ins Trommelinnere geleitet. Diese Ausführungsform hat den Vorteil, daß die Gasstöße im mittleren Bereich der Trommel erzeugt werden und sich von dort gleichmäßig nach außen ausbreiten können, so daß die Flüssigkeitsreste aus dem Behandlungsgut und der perforierten Trommelwand sehr wirksam entfernt werden können. Die parallelen Bohrungen, durch die die Gasstöße ins Trommelinnere eingeleitet werden, können beispielsweise auf konzentrischen Kreisen um die Trommellängsachse herum angeordnet sein, insbesondere wenn die Gaseinleitung wegen der im Bereich der Trommelachse angeordneten Stromdurchführungen, Kontakte oder Anoden für die Gaseinleitung nicht zur Verfügung steht.
- Zusätzlich ist es auch möglich, die Gasstöße, die in Hohlräumen in der Trommel oder in Anodenkästen freigesetzt gesetzt werden, gezielt auf durch Prozeßlösungen Außenflächen oder Vorrichtungsnischen des Trommelaggregats zu richten, um dort anhaftende Flüssigkeitsmengen zu beseitigen.
- Weitere Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung der schematisch dargestellten Ausführungsformen. Es zeigen:
- Fig. 1
- einen Querschnitt durch einen portautomaten,
- Fig. 2
- einen Teillängsschnitt durch ein erstes Trommelaggregat mit Gaszuführung,
- Fig. 3a
- einen Teillängsschnitt,
- Fig. 3b
- eine Teilseitenansicht eines zweiten Trommelaggregats mit automatischer Gaszuführung und Berieselungseinrichtung, und
- Fig. 4
- einen Teilquerschnitt durch eine dritte Trommel mit externer Gaszuführung.
- Fig. 1 zeigt einen Querschnitt durch einen Transportwagenautomaten einer Trommelgalvanisieranlage. In einer solchen Anlage hängt das Trommelaggregat 1 während des Transports und der Zusatzbehandlung an einem Transportwagen 6. Dieser wird hier auf Schienen 7 geführt, die über eine Tragkonstruktion 8 oberhalb der Behandlungsstationen für den Trommelinhalt aufgehängt ist.
- Eine Behandlungsstation besteht aus einem mit einer Prozeßlösung 3 befüllten Arbeitsbehälter 2. Das Trommelaggregat 1 kann über einen Hubschlitten (Hubbalken) 5 im Transportwagen auf- und abbewegt werden. Bei der Aufnahme des Trommelaggregats 1 durch den Hubschlitten 5 wird das Trommelaggregat 1 über eine im Tragarm 10 des Trommelaggregatträgers 9 sitzende Kupplung mit einer Gas- und gegebenenfalls einer Spülflüssigkeitsleitung 11 verbunden.
- Die den Trennvorgang betreffende Zusatzbehandlung setzt ein, sobald das Trommelaggregat 1 von dem Hubschlitten 5 wenige cm über den Badflüssigkeitsspiegel 4 angehoben ist. Sodann werden während einer Teilrotation der Trommel 13 die Flüssigkeit schöpfenden Partien derselben und die wesentlichsten Flüssigkeitsmengen zwischen der darin enthaltenen Beladung entleert. Darauffolgend wird über die Leitung 11 eine Folge von Gasstößen in das Innere der Trommel 13 eingeleitet.
- Die Gasstöße entstehen durch mehrfaches, kurzzeitiges Öffnen eines am Trommelaggregatträger 9 befestigten Ventils 12. Die Dauer eines einzelnen Gasstoßes beträgt beispielsweise weniger als eine Sekunde. Das unter einem Überdruck von mindestens 1,5 bar stehende Gas entspannt sich im Inneren der Trommel 13 schlagartig. Durch die hierbei entstehende Druckwelle werden die an der Beladung durch Adhäsion anhaftenden Flüssigkeitsreste weggerissen. Ebenso wird die in der Perforation der Trommel durch Kapillar- und chenspannungskräfte zurückgehaltene Flüssigkeit ins Freie gesprengt. Die Länge der Gasstöße ist so bemessen, daß die "abgesprengte" Flüssigkeitsmenge in Tropfenform nur wenige cm weit fliegt, um dann in den unmittelbar darunter angeordneten Arbeitsbehälter 2 bzw. die Prozeßlösung 3 zu fallen. Die freigesetzte Druckwelle hat nach dem Durchdringen der Trommelperforation nur noch so wenig Energie, daß ein unerwünschtes Aufwirbeln des Badflüssigkeitsspiegels und eine Aerosolbildung nicht erfolgen kann.
- Jedem Gasstoß kann eine Teilrotation der Trommel 13 folgen. Das ist u.a. zweckmäßig, um auch die im oberen Bereich zuerst weggesprengten und dann wieder auf diesen Bereich zurückgefallenen in der Perforation nochmals hängengebliebenen Tropfen nach der Teilrotation zu beseitigen.
- Aus Fig. 2 ist ersichtlich, wie die Zuführung des Gases durch die Trommellagerung 14 erfolgt. Der Schnitt durch die Lagerung zeigt einen mit der Trägerplatte 18 verschraubten Lagerzapfen 15, auf dem die Trommel über eine in der Trommelstirnwand 16 befestigten Lagerbuchse 17 drehbar gelagert ist. Der Lagerzapfen 15 besitzt eine Bohrung 19, durch die im Falle eines Galvanisiervorganges die Stromzuführung über Kontakte 20 auf die Beladung 21 erfolgt. Parallel zur Trommelachse befindet sich eine weitere Bohrung 22 im Lagerzapfen 15, die über den Adapter 23 mit der Leitung 11 in Verbindung steht. In der Austrittsöffnung 24 können Düsen - beispielsweise mit Richtwirkung - eingesetzt werden. Auch ist das Einsetzen von Rohren denkbar, um den Gasstoß weiter im Trommelinneren freizusetzen.
- In Fig. 3a ist im Teillängsschnitt alternativ zu dem ähnlichen System gemäß Fig. 2 eine Trommellagerung mit einem rotationsgesteuerten im Trommelgleitlager 14 integrierten Ventil dargestellt. Zur Erzielung einer Ventilwirkung zweigt eine Bohrung 28 am Grund der Sacklochbohrung 27 senkrecht nach oben ab. Idealerweise endet diese Bohrung 28 in der Gleitlagerzone mit dem geringsten Lagerspalt. Die Bohrung setzt sich sowohl in der Lagerbuchse 17 als auch in der Trommelstirnwand 16 als Radialbohrung 29, 29' fort. Am Außenrand der Trommelstirnwand 16 mündet sie über die Querbohrung 30 in den kanalartigen Hohlraum 31. Dieser weist düsenartige Bohrungen 32 auf. Somit kann bei der dargestellten Trommelposition das Gas aus der Leitung 11 kommend über die Bohrungen 32 ins Trommelinnere einströmen.
- Die Bohrung 28 verfügt an ihrer lagerspaltseitigen Austrittsstelle eine quer zur Trommelachse ausgerichtete Nut 33. Wenn die Radialbohrung 29, 29' durch das Weiterdrehen (Pfeilrichtung) der Trommel 13 mit der Nut 13 (Fig. 3b) nicht mehr in Verbindung steht, wird die Gaszufuhr für den Hohlraum 31 (Fig. 3a) gesperrt. Somit liegt ein Ventil vor, mit dem über die Länge der Nut in Abhängigkeit von der Trommeldrehzahl die Dauer des Gasstoßes bestimmt werden kann.
- Es ist zweckmäßig, in einer Trommel 13 mehrere Ventile und damit verbundene Hohlräume 31, 31' unterzubringen. Die gesamte Vorrichtung kann auch mit flüssigkeit beschickt werden.
- Des weiteren ist es denkbar, statt der Radialbohrungen 29' und Hohlkammern 31, 31' vom Trommelinneren her Querbohrungen in der Lagerbuchse 17 anzubringen, die unmittelbar auf die Radialbohrungen 29 treffen. Damit könnten die Gasstöße auch mit dieser Ventilsteuerung nahezu zentral eingeleitet werden.
- Fig. 4 zeigt ausschnittsweise eine andere Vorrichtung zur Einleitung von Gas in das Trommelinnere. Hier gelangt das Gas über Bohrungen 35 im Außenmantel 36 der Trommel ins Trommelinnere. Dazu wird beispielsweise bei stillstehender Trommel 13 ein von oben kommendes Düsenrohr 37 durch die Bohrung 35 eingefahren. Es können auch mehrere Düsenrohre nebeneinander parallel zur Trommelachse oder winkelversetzt am Trommelumfang angeordnet sein. Nach dem gleichen Prinzip kann die Zuführung von Gas und gegebenenfalls Spülflüssigkeit seitlich durch die Stirnwand 16 erfolgen.
- Da die Zusatzbehandlung ebenso abläuft, wie im Text zu Fig. 1 beschrieben ist, müssen entsprechend der Anzahl der Teilrotationen die Bohrungen 35 am Trommelumfang verteilt sein. Zwischen den Teilrotationen wird das Düsenrohr jeweils zurückgezogen.
- Die durch die Düsenrohre gerade nicht belegten Bohrungen 35 sind mit elastischen Laschen 38 verschlossen.
Claims (10)
- Verfahren zur Trennung von Restmengen flüssiger Behandlungsmittel von Trommelaggregaten mit Trommeln, die perforierte Wände haben, und den darin enthaltenen schüttfähigen Massenteilen, insbesondere nach deren galvanischer und/oder chemischer Oberflächenbehandlung, wobei das Trommelaggregat während des Trennvorganges aufgetaucht oberhalb des Flüssigkeitsspiegels des Behandlungsmittels gehalten wird und dabei im Inneren der Trommel (13) im Bereich um die gedachte Trommelachse durch kurze Gasstöße von 0,5 bis 2 Sekunden Dauer eine Druckwelle freigesetzt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß der einzelne Gasstoß jeweils nach einer Teilrotation der Trommel ausgelöst wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß bis zu sechs Gasstöße pro Trennvorgang in das Innere der Trommel (13) abgegeben werden.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß ein Gasüberdruck von mindestens 1,5 bar gewählt wird.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, daß als Gas Druckluft verwendet wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß als Gas Wasserdampf verwendet wird.
- Vorrichtung zur Durchführung des Verfahrens nach einem der vorstehenden Ansprüche , umfassend ein horizontal aufgehängtes und mehrdimensional bewegbares Trommelaggregat, ein mit dem Trommelaggregat in Verbindung bringbares, teilweise mitbewegtes, gasführendes Leitungssystem und in der Trommel angeordnete Stromzuführungen durch Kontakte und/oder Anoden, dadurch gekennzeichnet, daß die Kontakte (20) und /oder Anoden Bohrungen und /oder Düsen zum Einleiten der dem Leitungssystem (11) entnommenen und durch die Trommelnabe (14,15, 17) hindurchströmenden Gases in das Innere der Trommel (13) aufweisen.
- Vorrichtung zur Durchführung des Verfahrens nach einem der Ansprüche 1 bis 6, im wesentlichen bestehend aus einem horizontal aufgehängten und mehrdimensional bewegbaren Trommelaggregat mit Hebe- und Antriebseinrichtungen und einem gasführenden Leitungssystem, dadurch gekennzeichnet, daß mindestens eine Öffnung (35) der Trommel außerhalb ihres Nabenbereiches (14,15,17) und mindestens eine Gasdüse (37) vorgesehen sind wobei die Düse bei stillstehender Trommel durch die Öffnung (35) in das Innere der Trommel (13) zum Einleiten von Gas einfahrbar ist.
- Vorrichtung zur Durchführung des Verfahrens nach einem der Ansprüche 1 bis 6, im wesentlichen bestehend aus einem horizontal aufgehängten und mehrdimensional bewegbaren Trommelaggregat mit Hebe- und Antriebseinrichtungen und einem mit dem Trommelaggregat in Verbindung bringbaren, teilweise mitbewegten, gasführenden Leitungssystem, gekennzeichnet durch parallel zur Trommellängsachse in der Lagerbuchse (17) und/oder im Lagerzapfen (15) angebrachte Bohrungen (22, 24), die einerseits mit dem gasführenden Leitungssystem (11) und andererseits mit einem, dieses beaufschlagenden, auf dem Transportwagen angeordeneten Kompressor oder Dampferzeuger oder Druckluftkessel in Verbindung stehen.
- Vorrichtung zur Durchführung des Verfahrens nach einem der Ansprüche 1 bis 6, im wesentlichen bestehend aus einem horizontal aufgehängten und mehrdimensional bewegbaren Trommelaggregat (1), einem mit dem Trommelaggregat in Verbindung bringbaren, teilweise mitbewegten, gasführenden Leitungssystem (11), mindestens einer Düse zum Erzeugen eines Gasstoßes in der Trommel (13) im Bereich um die gedachte Trommelachse und mindestens einer Düse, deren Gasstoß gezielt auf durch Prozeßlösungen benetzte Außenflächen oder Vorrichtungsnischen des Trommelaggregats (1) gerichtet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4224960 | 1992-07-24 | ||
| DE4224960A DE4224960C1 (de) | 1992-07-24 | 1992-07-24 | Verfahren und Vorrichtung zur Abtrennung flüssiger Behandlungsmittel von Werkstücken |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0580273A1 EP0580273A1 (de) | 1994-01-26 |
| EP0580273B1 true EP0580273B1 (de) | 1997-05-21 |
Family
ID=6464326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93250214A Expired - Lifetime EP0580273B1 (de) | 1992-07-24 | 1993-07-21 | Verfahren und Vorrichtung zur Abtrennung flüssiger Behandlungsmittel von Werkstücken |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0580273B1 (de) |
| AT (1) | ATE153392T1 (de) |
| DE (2) | DE4224960C1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9405521U1 (de) * | 1994-03-31 | 1994-05-26 | Rösler, Manfred, 73329 Kuchen | Vorrichtung zum Behandeln von Gegenständen in einer rotierenden Trommel mit Flüssigkeit oder Luft |
| CN109483333A (zh) * | 2018-11-29 | 2019-03-19 | 天津瑞驰船舶机械有限公司 | 十工位油桶翻新流水线及其运行方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1229813B (de) * | 1960-11-24 | 1966-12-01 | Siemens Ag | Spuel- und/oder Trockeneinrichtung fuer eine Galvanisieranlage |
| FI51502C (fi) * | 1974-07-03 | 1977-01-10 | Upo Oy | Galvanointilaite. |
| DE2735067A1 (de) * | 1977-08-01 | 1979-02-22 | Schering Ag | Vorrichtungen zum galvanisieren und/oder zur chemischen behandlung von schuettbaren massenteilen |
| DE2801508A1 (de) * | 1978-01-12 | 1979-07-19 | Schering Ag | Vorrichtung zum zufuehren von fluessigkeiten oder gasen in den innenraum von trommeln zum galvanisieren oder zur chemischen behandlung |
| DE3133629A1 (de) * | 1981-08-21 | 1983-03-03 | Schering Ag, 1000 Berlin Und 4619 Bergkamen | Vorrichtung und verfahren zur reinigung von gegenstaenden von anhaftenden fluessigen behandlungsmitteln und deren rueckgewinnung |
| DE3830237A1 (de) * | 1988-09-06 | 1990-03-15 | Hans Henig | Verfahren und vorrichtung zur rueckgewinnung anhaftender restmengen von behandlungsloesungen an massenteilen in tauchtrommeln |
-
1992
- 1992-07-24 DE DE4224960A patent/DE4224960C1/de not_active Expired - Fee Related
-
1993
- 1993-07-21 AT AT93250214T patent/ATE153392T1/de active
- 1993-07-21 DE DE59306497T patent/DE59306497D1/de not_active Expired - Lifetime
- 1993-07-21 EP EP93250214A patent/EP0580273B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ATE153392T1 (de) | 1997-06-15 |
| DE59306497D1 (de) | 1997-06-26 |
| DE4224960C1 (de) | 1994-03-03 |
| EP0580273A1 (de) | 1994-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0973620B1 (de) | Vorrichtung und verfahren zum reinigen oder trocknen von werkstücken | |
| DE102014006647A1 (de) | Reinigungsgerät für einen Zerstäuber und zugehöriges Betriebsverfahren | |
| DE19637086C2 (de) | Automatisch arbeitende Reinigungsanlage für Werkstücke | |
| DE19544074C2 (de) | Automatisch arbeitende Reinigungsanlage für Werkstücke | |
| DE202018101071U1 (de) | Hochdruckreinigungsvorrichtung für Endlosmaterial | |
| CH642163A5 (de) | Verfahren und vorrichtung zur trocknung schuettfaehiger massenteile in einer trommel. | |
| EP0580273B1 (de) | Verfahren und Vorrichtung zur Abtrennung flüssiger Behandlungsmittel von Werkstücken | |
| DE4220850C1 (de) | Verfahren und Vorrichtung zum Entfernen von im wesentlichen festen Bestandteilen aus einem Abgasstrom | |
| DE2551659C2 (de) | Anlage zur elektrostatischen Pulverbeschichtung von hängend bewegten Teilen | |
| EP0486711B1 (de) | Vorrichtung zum Abblasen einer Flüssigkeit von einem Gegenstand | |
| EP0570738B1 (de) | Verfahren und Vorrichtung zum Beschichten von Hohlkörpern | |
| DE3212171A1 (de) | Verfahren und vorrichtung zum entfernen von durch nasslackieren oder pulverbeschichten entstandenen lackschichten auf gegenstaenden | |
| DE2800668A1 (de) | Vorrichtung zum auswaschen von farbnebel aus der abluft von lackieranlagen | |
| DE972359C (de) | Verfahren und Anlage zur Oberflaechenbehandlung von Teilen, insbesondere zum Entfetten, Beizen oder Phosphatieren von Metallteilen | |
| DE3939993C2 (de) | Vorrichtung und Verfahren zum Trocknen galvanisierter Massenteile | |
| DE102004049931B4 (de) | Vorrichtung und Verfahren zum Abscheiden von Flüssigkeits- und/oder Festkörperteilchen aus einem Gasstrom | |
| DE968508C (de) | Sandstrahlmaschinen zum Reinigen der Innenwandungen von Behaeltern, insbesondere Faessern, Kanistern od. dgl. | |
| DE102010005760A1 (de) | Wellrohr-Innenreinigung und Vorrichtung dazu | |
| DE19904018B4 (de) | Reinigungsanlage | |
| DE3235826A1 (de) | Vorrichtung zum entgraten von formteilen und zum entfernen von lackschichten auf einzelteilen | |
| DE2532011A1 (de) | Vorrichtung zum reinigen oder waschen von gasen | |
| DE4437695A1 (de) | Mehrstufige Kaskadenspülung mit vollständiger oder teilweiser Rückführung ausgeschleppter Behandlungslösungen | |
| DE19621242B4 (de) | Verfahren und Einrichtung zur Rückgewinnung von durch Tauchtrommeln ausgeschleppten Behandlungslösungen | |
| DE2161961C3 (de) | Vorrichtung zum Fördern und zum Behandeln und/oder Bearbeiten von Werkstücken mittels einer Flüssigkeit | |
| DE2320475C3 (de) | Vorrichtung zum Reinigen oder Konservieren metallischer Werkstücke mit einem umlaufenden, an seinem Umfang mit Kammern zur Aufnahme der Werkstücke versehenen Rad |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE FR LI |
|
| 17P | Request for examination filed |
Effective date: 19940309 |
|
| 17Q | First examination report despatched |
Effective date: 19950713 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE FR LI |
|
| REF | Corresponds to: |
Ref document number: 153392 Country of ref document: AT Date of ref document: 19970615 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWALTSBUERO JEAN HUNZIKER |
|
| REF | Corresponds to: |
Ref document number: 59306497 Country of ref document: DE Date of ref document: 19970626 |
|
| ET | Fr: translation filed | ||
| K2C3 | Correction of patent specification (complete document) published |
Effective date: 19970521 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110729 Year of fee payment: 19 Ref country code: CH Payment date: 20110725 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110722 Year of fee payment: 19 Ref country code: AT Payment date: 20110714 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 153392 Country of ref document: AT Kind code of ref document: T Effective date: 20120721 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130201 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120721 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59306497 Country of ref document: DE Effective date: 20130201 |