EP0580273B1 - Procédé et dispositif pour la séparation d'agents de traitement liquides des pièces à usines - Google Patents
Procédé et dispositif pour la séparation d'agents de traitement liquides des pièces à usines Download PDFInfo
- Publication number
- EP0580273B1 EP0580273B1 EP93250214A EP93250214A EP0580273B1 EP 0580273 B1 EP0580273 B1 EP 0580273B1 EP 93250214 A EP93250214 A EP 93250214A EP 93250214 A EP93250214 A EP 93250214A EP 0580273 B1 EP0580273 B1 EP 0580273B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drum
- gas
- aggregate
- liquid
- line system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/16—Apparatus for electrolytic coating of small objects in bulk
- C25D17/18—Apparatus for electrolytic coating of small objects in bulk having closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/02—Cleaning by the force of jets, e.g. blowing-out cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B9/00—Cleaning hollow articles by methods or apparatus specially adapted thereto
- B08B9/08—Cleaning containers, e.g. tanks
- B08B9/093—Cleaning containers, e.g. tanks by the force of jets or sprays
Definitions
- the invention relates to a method and to its execution suitable devices for separating residual amounts of liquid treatment agent from drum units with drums that have perforated walls, and the pourable bulk parts contained therein, in particular after galvanic and / or chemical surface treatment, the drum unit being exposed during the separation process is kept above the liquid level of the treatment agent.
- Port vending machines are mostly used in electroplating today. In these systems, transport wagons move as separate and independently operating conveyors over many lined up Baths and / or treatment stations. In these baths and treatment stations, the workpieces to be coated are degreased, pickled, cleaned, coated, rinsed, decapitated, neutralized, colored, etc.
- the profitability of such machines is determined, among other things, by the system throughput time per batch of workpieces, the service life of the process solutions and the effort required wastewater treatment or wastewater detoxification.
- All three functions can be positively influenced by a specific additional treatment that is very often used between the individual treatment stations.
- This additional treatment relates to the separation of the treatment agent from the drum unit including its bulk loading. It must be used as soon as the loaded drum unit has been lifted out of a station or a bath with wet chemical treatment. If the drum unit is only rotated one or more times around its axis of rotation as an additional treatment, the treatment liquid runs back from the scooping areas into the treatment bath below, but not the liquid that is caused by adhesion or surface tension in the drum perforation and in the edges and joints the workpieces are held back. If the surface properties and shape of the workpieces are unfavorable and the treatment liquid has a high viscosity, the amount of liquid carried out can be very large.
- a quick and effective separation process allows a short dwell time of the trolley between lifting and further transport of the drum unit, which has a positive effect on the system throughput time per workpiece batch. Furthermore, the tow-out losses from the previous treatment station are reduced by an effective separation process, which increases the service life of the process solution used there. In addition, the downstream bath is less contaminated, which also extends its service life. If the downstream station is a flushing device, the amount of fresh water and waste water is reduced.
- DE-OS 31 33 629 describes a method in which a drum unit lifted out of the treatment bath is automatically enclosed by two half-shells. Air is blown in through openings in the upper part of the half-shells. This flows continuously through the rotating drum in order to escape through an opening in the lower area of the half-shells. A large part of the lungs liquid that has not dripped out of the treatment bath immediately after the drum unit has been lifted is discharged with the aid of the air stream.
- a related method with two variants can be found in DE-OS 38 30 237.
- the upper half of the drum of the drum unit for the additional treatment is surrounded by a cover hood with the aid of an air stream.
- the global surface of the bulk material is defined as the lower limit.
- the air stream flows from the outside into the drum unit, floods the empty space and the load, and leaves the lower area of the drum unit enriched with the finest drops.
- DE-PS 28 01 508 describes a device for returning rinsing liquid or gases into the interior of drums for the galvanization or chemical treatment of bulk materials into which the rinsing liquid or gases are supplied via the drum bearing.
- the constant flow of gases depending on the drum position takes place to dry the material to be treated.
- DE-PS 27 35 067 also describes a device for the same purpose, into which rinsing liquid is fed into the treatment room via a tube in the drum in which bores are made. In this case, too, gases are supplied to dry the material to be treated.
- DE-AS 12 29 813 describes a device for the same purpose in which the supply of liquids and gases into the drum interior is provided via a flexible hose line. In this case, too, gases are supplied to dry the material to be treated.
- a rinsing or treatment medium can be injected through individual openings in the wall of the drum housing into the interior of the drum.
- the liquid can be supplied as soon as a line system under hydrostatic pressure with a corresponding sealable piston is pressed against the drum end wall and an opening in the wall of the drum faces the opening of the pressure transmission system for the treatment agent.
- the treatment agents here are either a washing-up liquid or air for drying the material to be treated in the drum.
- the resulting mist accumulates on the inner surfaces of the covers, which are described in DE-OS 31 33 629 and DE-OS 38 30 237.
- the thin liquid film - accelerated by the vibrations generated during the movement of the trolley - converges to form drops that then fall over other baths and contaminate them.
- the object of the present invention is to accelerate the separation process on the drum unit filled with mass parts after the end of the treatment with a liquid treatment agent with little expenditure on apparatus and to design it in such a way that the separated treatment liquid can be returned to the corresponding treatment station.
- the disadvantages known from the prior art for this purpose are also to be avoided.
- the object is achieved by a method according to claim 1 for separating residual amounts of liquid treatment agent from drum units with drums which have perforated walls and the pourable bulk parts contained therein, which is characterized by the release of short gas bursts inside the drum of the drum unit .
- this process step which is referred to as additional treatment, the drum assembly is exposed above the liquid level of the treatment agent.
- the drum unit is lifted out of the treatment bath, for example with a rotating drum, to such an extent that the distance between the lower edge of the drum unit and the liquid level of the process solution is a few cm.
- the release occurs or the triggering of a gas surge in the interior of the drum causes a pressure wave to explode in the loading space of the drum unit. It floods the drum load consisting of pourable mass parts and the perforation of the drum jacket. Most of the liquid that has not yet dripped is pressed out of the drum.
- quantities of liquid are torn away from the drum perforation and the load, which are prevented from dripping by existing capillary forces and surface tension.
- the area around the imaginary drum axis is suitable as the place of gas introduction or release. A pressure wave triggered there reaches the drum perforation and the loading almost simultaneously - without being disturbed by reflections.
- the gas is introduced via the contacts or anodes which may also be arranged inside the drum. If, for example, anode boxes or baskets are arranged inside the drum, it is conceivable to also release gas surges in these boxes or baskets.
- the single burst of gas lasts 0.5 to 2 seconds.
- the lower period is preferred.
- the duration can increase with increasing volume of the drum, since the pressure wave loses energy with increasing running distance. It can also be larger as the liquid surface of the treatment bath increases, since the drops which have been blasted off can be thrown further without leaving the working container border.
- the gas surge should last longer if mass parts are treated with greater surface roughness or the treatment liquid has a higher viscosity.
- the number of gas bursts per additional treatment is expediently limited to 1 to 6.
- the number can, for example, be made dependent on the drum cross section.
- two or four gas bursts can be provided for a square cross-section and three or six gas bursts for a drum with a hexagonal cross-section. This is especially true if the drum is to perform a partial rotation between the gas surges. E.g. If a drum with a hexagonal cross-section is further rotated by 120 ° between each gas surge, three gas pulses are triggered or released during one drum rotation.
- the length and number of gas surges are - depending on the type of chemical and / or galvanic main treatment - coordinated with one another in such a way that the treatment causes an effective discharge in the shortest possible time, so as to increase the efficiency of the system.
- the gas overpressure should be at least 1.5 and preferably 5.0 bar. At lower pressures, the "blasting operation" desired according to the invention is no longer present.
- Compressed air is preferably used as the gas. This can be taken directly from the factory network, provided that no oiler is connected upstream of the corresponding tapping point. Otherwise the compressed air must be de-oiled.
- the compressed air can be humidified. This is e.g. necessary to prevent the liquid residues on the treated mass parts from drying if they have previously been lifted out of a heated process solution.
- water vapor under pressure can also be used as the gas.
- the water vapor condensing on the mass parts dilutes the process solution adhering to the gaps and edges of the mass parts.
- the diluted process solution can then be used for the next gas surge, e.g. also blast off more easily due to the now lower viscosity.
- flushing liquid can also be fed into the interior of the drum alternately with the gas via the line system.
- the condensing water vapor and / or the briefly introduced rinsing water replace the dripping back into the working container, e.g. Amount of liquid lost due to evaporation or other discharge.
- a part of it can be collected through a bowl pushed under the drum and drained off separately.
- the devices required to implement the method are defined in claims 7-10. They essentially consist of a horizontally suspended and multi-dimensionally movable drum unit with lifting and driving device, a partly moving, gas-carrying piping system that can be connected to this drum unit, and parts of the device that make it possible to release the gas surges inside the drum.
- the individual gas bursts taken from the line system are introduced into the interior of the drum via at least one drum hub.
- the introduction of gas via the drum hub fixed in the drum unit has the advantage that the gas surges can be conducted into the drum interior independently of the drum rotation.
- the line system can be laid rigidly and therefore not susceptible to faults on the drum unit.
- the gas introduced into the hub for the additional treatment can escape on the end face of the drum hub located inside the drum.
- the exit point can be designed as a single nozzle - with or without a directional effect - or as a nozzle assembly.
- the gas bursts to be released are released into the drum interior via openings and / or nozzles which are arranged in the supply device for the necessary electrical energy, the contacts and / or anodes.
- the contacts and / or anodes for this purpose, for example, hollow cable, rod, ring or spiral contacts are made with the gas pipe system connected. Gas-carrying internal anodes can also be used.
- valve which releases the gas outlet must be arranged as close as possible to the outlet point or nozzle. This ensures that the necessary pressure is present at the exit point. Furthermore, its cross section must be chosen so that a sufficiently large amount of gas can be released in a short time.
- a compressor or steam generator carried along with the dolly can also be used.
- a compressed air boiler can be used, which can be filled at certain waiting stations of the transport vehicle.
- the gas impacts can also be introduced into the interior of the drum via at least one opening outside the hub area and at least one nozzle.
- This is advantageous if the drum hub, for example because of a special inner anode arrangement, does not offer space for a gas leadthrough.
- gas-carrying pipes can be inserted into the interior of the drum via special bores in the drum jacket or on the drum end wall. After the gas shock release, the pipes are pulled back in order to be able to continue rotating the drum in a defined manner.
- several gas bursts per drum revolution are possible.
- Another variant is to pass the gas surges past the partially or fully opened drum cover into the inside of the drum. To do this, the lid is briefly opened mechanically for the additional treatment. The gas nozzle can remain outside the rotation range of the drum to deliver the gas surge.
- the gas impacts are conducted into the interior of the drum via bores in the drum front wall and / or the bearing bushing which are parallel to the longitudinal axis of the drum and which are connected to the gas supply.
- This embodiment has the advantage that the gas surges are generated in the central region of the drum and can spread outward from there uniformly, so that the liquid residues can be removed very effectively from the material to be treated and the perforated drum wall.
- the parallel bores through which the gas impulses are introduced into the interior of the drum can be arranged, for example, in concentric circles around the longitudinal axis of the drum, in particular if the gas inlet is not available for the gas inlet because of the current feedthroughs, contacts or anodes arranged in the region of the drum axis.
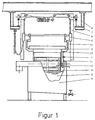
- Fig. 1 shows a cross section through an automatic trolley of a drum electroplating system.
- the drum unit 1 hangs on a transport carriage 6 during transport and the additional treatment. This is guided here on rails 7 which are suspended above the treatment stations for the drum contents via a support structure 8.
- a treatment station consists of a working container 2 filled with a process solution 3.
- the drum unit 1 can be moved up and down in the transport carriage by means of a lifting slide (lifting beam) 5.
- lifting slide lifting beam
- the drum unit 1 is moved over a in the support arm 10 of the drum unit carrier 9 seated coupling connected to a gas and possibly a flushing liquid line 11.
- the additional treatment relating to the separation process begins as soon as the drum unit 1 is raised a few cm above the bath liquid level 4 by the lifting carriage 5. Then, during a partial rotation of the drum 13, the liquid-extracting portions thereof and the most essential quantities of liquid are emptied between the load contained therein. A sequence of gas surges is then introduced into the interior of the drum 13 via the line 11.
- the gas bursts result from multiple, brief opening of a valve 12 fastened to the drum assembly carrier 9.
- the duration of a single gas burst is, for example, less than one second.
- the gas which is at an excess pressure of at least 1.5 bar, suddenly relaxes inside the drum 13.
- the resulting pressure wave tears away the liquid residues adhering to the load due to adhesion.
- the liquid retained in the perforation of the drum by capillary and tensile forces is blown out into the open.
- the length of the gas bursts is dimensioned such that the "blown off" amount of liquid in the form of drops flies only a few cm in order to then fall into the working container 2 or the process solution 3 arranged immediately below it.
- a partial rotation of the drum 13 can follow each gas surge. Among other things, this is expedient, in order to also remove the drops which once again sprinkled away in the upper area and then fell back to this area in the perforation after the partial rotation.
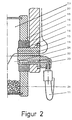
- FIG. 2 it can be seen how the gas is supplied through the drum bearing 14.
- the section through the bearing shows a bearing journal 15 screwed to the support plate 18, on which the drum is rotatably mounted via a bearing bush 17 fastened in the drum end wall 16.
- the bearing journal 15 has a bore 19 through which the current is supplied to the load 21 via contacts 20 in the case of a galvanizing process.
- Nozzles can be used in the outlet opening 24, for example with a directional effect. The use of pipes is also conceivable in order to further release the gas surge inside the drum.
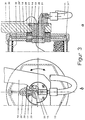
- a drum bearing with a rotation-controlled valve integrated in the drum sliding bearing 14 is shown in the partial longitudinal section as an alternative to the similar system according to FIG. 2.
- a bore 28 branches off vertically upwards at the bottom of the blind bore 27. Ideally, this bore 28 ends in the plain bearing zone with the smallest bearing gap.
- the bore continues both in the bearing bush 17 and in the drum end wall 16 as a radial bore 29, 29 '. At the outer edge of the drum front wall 16, it opens out over the Cross bore 30 in the channel-like cavity 31. This has nozzle-like bores 32.
- the gas coming from line 11 can flow into the drum interior via the bores 32.
- the bore 28 has at its outlet gap-side exit point a groove 33 oriented transversely to the drum axis.
- a groove 33 oriented transversely to the drum axis.
- valves and associated cavities 31, 31 'in a drum 13 It is expedient to accommodate several valves and associated cavities 31, 31 'in a drum 13. The entire device can also be charged with liquid.
- Fig. 4 shows a detail of another device for introducing gas into the interior of the drum.
- the gas enters the drum interior through bores 35 in the outer jacket 36 of the drum.
- a nozzle tube 37 coming from above is inserted through the bore 35.
- Several nozzle pipes can also be placed side by side be arranged parallel to the drum axis or offset on the drum circumference. The same principle can be used to supply gas and optionally flushing liquid laterally through the end wall 16.
- the bores 35 must be distributed around the circumference of the drum in accordance with the number of partial rotations.
- the nozzle tube is withdrawn between the partial rotations.
- the bores 35 which are not occupied by the nozzle tubes, are closed with elastic tabs 38.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Treatment Of Fiber Materials (AREA)
- Physical Water Treatments (AREA)
Claims (10)
- Procédé pour la séparation de résidus d'agents de traitement liquides par des groupes de tambours comportant des tambours avec des parois perforées et de pièces fabriquées en grande série contenues dans les tambours et pouvant être déversées, notamment après leur traitement superficiel galvanique et/ou chimique, le groupe de tambours étant maintenu en émersion au-dessus du niveau du liquide de l'agent de traitement pendant l'opération de séparation et en même temps une onde de pression étant libérée à l'intérieur du tambour (13) dans la zone autour de l'axe imaginaire du tambour, sous l'effet de brefs jets de gaz d'une durée de 0,5 à 2 secondes.
- Procédé selon la revendication 1, caractérisé en ce que le jet de gaz individuel est respectivement déclenché après une rotation partielle du tambour.
- Procédé selon la revendication 1, caractérisé en ce que pour chaque opération de séparation, jusqu'à six jets de gaz sont émis à l'intérieur du tambour (13).
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce qu'une surpression de gaz de 1,5 bar minimum est sélectionnée.
- Procédé selon l'une quelconque des revendications précédentes, caractérisé en ce que de l'air comprimé est utilisé comme gaz.
- Procédé selon l'une quelconque des revendications 1 à 4, caractérisé en ce que de la vapeur d'eau est utilisée comme gaz.
- Dispositif d'exécution du procédé selon l'une quelconque des revendications précédentes, comportant un groupe de tambours suspendu horizontalement et mobile sur plusieurs dimensions, un système de conduite de gaz pouvant être assemblé avec le groupe de tambours et en partie déplacé en même temps ainsi que des amenées de courant disposées dans le tambour par des contacts et/ou des anodes, caractérisé en ce que les contacts (20) et/ou les anodes présentent des alésages et/ou des tuyères pour introduire à l'intérieur du tambour (13), les gaz prélevés dans le système de conduite (11) et traversant le moyeu du tambour (14, 15, 17).
- Dispositif de réalisation du procédé selon l'une quelconque des revendications 1 à 6, comportant essentiellement un groupe de tambours suspendu horizontalement et mobile sur plusieurs dimensions avec des dispositifs de levage et d'entraînement et un système de conduite de gaz, caractérisé en ce qu'au moins une ouverture (35) du tambour à l'extérieur de la zone du moyeu (14, 15, 17) et au moins une tuyère à gaz (37) sont prévues, en cas de tambour immobilisé, la tuyère pouvant être insérée à l'intérieur du tambour (13) à travers l'ouverture (35) pour introduire le gaz.
- Dispositif d'exécution du procédé selon l'une quelconque des revendications 1 à 6, comportant essentiellement un groupe de tambours suspendu horizontalement et mobile sur plusieurs dimensions avec des dispositifs de levage et d'entraînement et un système de conduite de gaz pouvant être assemblé avec le groupe de tambours et en partie déplacé en même temps, caractérisé par des alésages appropriés (22, 24) qui sont disposés parallèlement à l'axe longitudinal du tambour dans la douille de palier (17) et/ou dans le tourillon (15) et sont assemblés d'une part avec le système de conduite de gaz (11) et d'autre part avec un compresseur ou un générateur de vapeur ou un récipient d'air comprimé disposé sur le chariot de manutention et alimentant le système de conduite de gaz (11).
- Dispositif d'exécution du procédé selon l'une quelconque des revendications 1 à 6, comportant essentiellement un groupe de tambours (1) suspendu horizontalement et mobile sur plusieurs dimensions, un système de conduite (11) de gaz pouvant être assemblé avec le groupe de tambours et en partie déplacé en même temps, au moins une tuyère pour générer un jet de gaz dans le tambour (13) dans la zone autour de l'axe imaginaire du tambour et au moins une tuyère dont le jet de gaz est dirigé de manière ciblée sur les surfaces extérieures mouillées par les solutions du procédé ou sur des niches du dispositif du groupe de tambour (1).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4224960 | 1992-07-24 | ||
| DE4224960A DE4224960C1 (de) | 1992-07-24 | 1992-07-24 | Verfahren und Vorrichtung zur Abtrennung flüssiger Behandlungsmittel von Werkstücken |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0580273A1 EP0580273A1 (fr) | 1994-01-26 |
| EP0580273B1 true EP0580273B1 (fr) | 1997-05-21 |
Family
ID=6464326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93250214A Expired - Lifetime EP0580273B1 (fr) | 1992-07-24 | 1993-07-21 | Procédé et dispositif pour la séparation d'agents de traitement liquides des pièces à usines |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0580273B1 (fr) |
| AT (1) | ATE153392T1 (fr) |
| DE (2) | DE4224960C1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9405521U1 (de) * | 1994-03-31 | 1994-05-26 | Rösler, Manfred, 73329 Kuchen | Vorrichtung zum Behandeln von Gegenständen in einer rotierenden Trommel mit Flüssigkeit oder Luft |
| CN109483333A (zh) * | 2018-11-29 | 2019-03-19 | 天津瑞驰船舶机械有限公司 | 十工位油桶翻新流水线及其运行方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1229813B (de) * | 1960-11-24 | 1966-12-01 | Siemens Ag | Spuel- und/oder Trockeneinrichtung fuer eine Galvanisieranlage |
| FI51502C (fi) * | 1974-07-03 | 1977-01-10 | Upo Oy | Galvanointilaite. |
| DE2735067A1 (de) * | 1977-08-01 | 1979-02-22 | Schering Ag | Vorrichtungen zum galvanisieren und/oder zur chemischen behandlung von schuettbaren massenteilen |
| DE2801508A1 (de) * | 1978-01-12 | 1979-07-19 | Schering Ag | Vorrichtung zum zufuehren von fluessigkeiten oder gasen in den innenraum von trommeln zum galvanisieren oder zur chemischen behandlung |
| DE3133629A1 (de) * | 1981-08-21 | 1983-03-03 | Schering Ag, 1000 Berlin Und 4619 Bergkamen | Vorrichtung und verfahren zur reinigung von gegenstaenden von anhaftenden fluessigen behandlungsmitteln und deren rueckgewinnung |
| DE3830237A1 (de) * | 1988-09-06 | 1990-03-15 | Hans Henig | Verfahren und vorrichtung zur rueckgewinnung anhaftender restmengen von behandlungsloesungen an massenteilen in tauchtrommeln |
-
1992
- 1992-07-24 DE DE4224960A patent/DE4224960C1/de not_active Expired - Fee Related
-
1993
- 1993-07-21 DE DE59306497T patent/DE59306497D1/de not_active Expired - Lifetime
- 1993-07-21 EP EP93250214A patent/EP0580273B1/fr not_active Expired - Lifetime
- 1993-07-21 AT AT93250214T patent/ATE153392T1/de active
Also Published As
| Publication number | Publication date |
|---|---|
| DE59306497D1 (de) | 1997-06-26 |
| EP0580273A1 (fr) | 1994-01-26 |
| DE4224960C1 (de) | 1994-03-03 |
| ATE153392T1 (de) | 1997-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0973620B1 (fr) | Procede et dispositif pour nettoyer ou secher des pieces | |
| DE102014006647A1 (de) | Reinigungsgerät für einen Zerstäuber und zugehöriges Betriebsverfahren | |
| DE19637086C2 (de) | Automatisch arbeitende Reinigungsanlage für Werkstücke | |
| DE19544074C2 (de) | Automatisch arbeitende Reinigungsanlage für Werkstücke | |
| DE202018101071U1 (de) | Hochdruckreinigungsvorrichtung für Endlosmaterial | |
| EP0580273B1 (fr) | Procédé et dispositif pour la séparation d'agents de traitement liquides des pièces à usines | |
| EP0994754B1 (fr) | Procede de production de carrosseries de vehicules et dispositif de mise en oeuvre dudit procede | |
| DE4220850C1 (de) | Verfahren und Vorrichtung zum Entfernen von im wesentlichen festen Bestandteilen aus einem Abgasstrom | |
| EP0486711B1 (fr) | Dispositif pour l'enlèvement par soufflage d'un liquide se trouvant sur un objet | |
| DE2551659C2 (de) | Anlage zur elektrostatischen Pulverbeschichtung von hängend bewegten Teilen | |
| EP0570738B1 (fr) | Procédé et appareil de revêtement de corps creux | |
| DE3212171A1 (de) | Verfahren und vorrichtung zum entfernen von durch nasslackieren oder pulverbeschichten entstandenen lackschichten auf gegenstaenden | |
| DE972359C (de) | Verfahren und Anlage zur Oberflaechenbehandlung von Teilen, insbesondere zum Entfetten, Beizen oder Phosphatieren von Metallteilen | |
| DE3939993C2 (de) | Vorrichtung und Verfahren zum Trocknen galvanisierter Massenteile | |
| DE102004049931B4 (de) | Vorrichtung und Verfahren zum Abscheiden von Flüssigkeits- und/oder Festkörperteilchen aus einem Gasstrom | |
| DE102010005760A1 (de) | Wellrohr-Innenreinigung und Vorrichtung dazu | |
| DE968508C (de) | Sandstrahlmaschinen zum Reinigen der Innenwandungen von Behaeltern, insbesondere Faessern, Kanistern od. dgl. | |
| DE19904018B4 (de) | Reinigungsanlage | |
| DE3235826A1 (de) | Vorrichtung zum entgraten von formteilen und zum entfernen von lackschichten auf einzelteilen | |
| DE2532011A1 (de) | Vorrichtung zum reinigen oder waschen von gasen | |
| DE4437695A1 (de) | Mehrstufige Kaskadenspülung mit vollständiger oder teilweiser Rückführung ausgeschleppter Behandlungslösungen | |
| DE19621242B4 (de) | Verfahren und Einrichtung zur Rückgewinnung von durch Tauchtrommeln ausgeschleppten Behandlungslösungen | |
| DE2161961C3 (de) | Vorrichtung zum Fördern und zum Behandeln und/oder Bearbeiten von Werkstücken mittels einer Flüssigkeit | |
| DE2320475C3 (de) | Vorrichtung zum Reinigen oder Konservieren metallischer Werkstücke mit einem umlaufenden, an seinem Umfang mit Kammern zur Aufnahme der Werkstücke versehenen Rad | |
| DE614490C (de) | Verfahren und Vorrichtung zur Herstellung von wasserdichten Schrotpatronenhuelsen o. dgl. aus Papier |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE FR LI |
|
| 17P | Request for examination filed |
Effective date: 19940309 |
|
| 17Q | First examination report despatched |
Effective date: 19950713 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE FR LI |
|
| REF | Corresponds to: |
Ref document number: 153392 Country of ref document: AT Date of ref document: 19970615 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWALTSBUERO JEAN HUNZIKER |
|
| REF | Corresponds to: |
Ref document number: 59306497 Country of ref document: DE Date of ref document: 19970626 |
|
| ET | Fr: translation filed | ||
| K2C3 | Correction of patent specification (complete document) published |
Effective date: 19970521 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110729 Year of fee payment: 19 Ref country code: CH Payment date: 20110725 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110722 Year of fee payment: 19 Ref country code: AT Payment date: 20110714 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 153392 Country of ref document: AT Kind code of ref document: T Effective date: 20120721 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130201 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120721 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59306497 Country of ref document: DE Effective date: 20130201 |