EP0499042A1 - Verfahren zum Herstellen eines Kabelbaumes und Vorrichtung dazu - Google Patents
Verfahren zum Herstellen eines Kabelbaumes und Vorrichtung dazu Download PDFInfo
- Publication number
- EP0499042A1 EP0499042A1 EP92100655A EP92100655A EP0499042A1 EP 0499042 A1 EP0499042 A1 EP 0499042A1 EP 92100655 A EP92100655 A EP 92100655A EP 92100655 A EP92100655 A EP 92100655A EP 0499042 A1 EP0499042 A1 EP 0499042A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- band
- bundle
- counter
- holder
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
- B65B27/10—Bundling rods, sticks, or like elongated objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B13/00—Bundling articles
- B65B13/18—Details of, or auxiliary devices used in, bundling machines or bundling tools
- B65B13/24—Securing ends of binding material
- B65B13/32—Securing ends of binding material by welding, soldering, or heat-sealing; by applying adhesive
Definitions
- the invention relates to a method for bundling and bandaging several objects, e.g. Several electrical lines by means of a band made of weldable material, in particular by means of a plastic band to a wire harness. It also relates to a device for carrying out the method. Such a method and a device used to carry it out are known from US Pat. No. 4,534,817.
- the tensile stress is maintained until the bundle loop is welded in the area of the band joint by the welding device designed there as a sonotrode.
- the welding takes place there against the counter pressure of two counterholders pivoted like pliers into a counter holding position on the inside of the belt loop.
- the sonotrode which had hitherto mechanically fixed the band joint against the counter-holding elements, is withdrawn and the endless belt projecting beyond the weld joint is cut off.
- This method initially has the disadvantage that the outer layer of the endless belt facing the sonotrode in the welding joint area during remains exposed to tensile stress during welding. If this tension were eliminated beforehand, the bundling of the objects would loosen before or at the start of the welding process. Furthermore, this method and the device used for its implementation have the disadvantage that a separating end of the endless belt generally remains beyond the weld joint, which protrudes radially outward when the bundle is used further, for example when robotic installation of such a bundled wiring harness.
- the invention is based on the object of providing such a method which avoids the disadvantages mentioned and is in particular able to create dense bundles with simple means, beyond the bandage of which no separating ends of the bandage band interfere.
- This object is achieved by the combination of features of claim 1, the features a) - c) of which are already known from the literature mentioned at the beginning.
- the method according to the invention has the advantage that the layers of the endless belt that are welded together in the welding joint area are absolutely free of tension, without thereby endangering the tight bundling of the objects to be bandaged.
- the bandage band is previously fixed on both sides of the weld, not directly against the objects to be bundled, but indirectly against a counterholder which lies between the welding joint area of the endless belt and the objects to be bundled. It also takes over the heat shielding of the welding point from the objects to be bundled and during the welding process also the function of the transmission means of the bundling tensile force in a bypass area to the welding point.
- the counter-holder can also be designed as a part that remains in the bundle after welding. This enables particularly dense bundling with high bundling tensile force.
- This tight bundling makes it possible, for example, to include resilient expansion elements in the bundle in the bundle area, which at least later temporarily fix the bundle, for example the cable harness, to the installation object by simply cutting open the bundle band (Automobile body) enable. Despite the thereby increased tensile force within the bundling band, the safety of the weld is not impaired because the fixing slides remain effective until the weld joint is cooled and tied off.
- the shape of the counter-holder is the subject of claims 11-15.
- the type of interaction of the fixing slides with the counter-holder is the subject of claim 16.
- the cross-holder acts as a molding means with respect to the objects to be bundled due to the shape of a circular segment in cross section.
- the counter-holder can also have a different cross-sectional shape adapted to the respective installation location. This makes it possible to give the bundle a cross-sectional contour that deviates from a circular cross-sectional shape.
- the counter-holder according to the invention has the advantage of also forming the welding anvil opposite the surface of the welding sonotrode for the direct welding process.
- the procedure is essentially described with reference to FIG. 1, which is limited to the most essential functional parts of the device for performing the procedure:
- the procedure is used for bundling and bandaging several objects, in the exemplary embodiment electrical cables 1, the longitudinal axes or longitudinal extension of which are perpendicular to the plane of the drawing in FIG 1 runs. These lines, which are shown at a large distance from one another in FIG. 1, are to be bundled into a tight bundle in the manner of a cable harness.
- the bundling takes place by means of a band 2 consisting of thermoplastic plastic, which can be pushed into and out of the bundling area in a motor-controlled manner from the side 3 in the feeding or pulling direction 4.
- the endless belt 2 is guided in a motor-controlled manner to the bundling device with its free end 5, forming a band loop by more than 360 ° around the lines 1 to be bundled.
- the free end 5 of the band 2 is in a covering position by the endless band part 6.
- the type of loop formation is fundamentally known, namely described in detail in the above-mentioned US literature reference.
- the belt 2 is fixed in a fixed manner outside the overlap region 7, which is identical to the endless belt part 6, on its side facing away from the free end 5, specifically by the fixing slide 8, which in the direction of arrow 9 is essentially radial to the bundling region is movable.
- the band is fixed by the fixing slide 8 against the counter-holder 10, on the outside of which the band part adjoining the free end 5 of the band 2 bears.
- the method step marked with c) in claim 1 takes place.
- the band loop in FIGS. 1 and 5 which still has the inside diameter of the band guide ring 11, is drawn in to bundle the lines 1 (Fig. 6) and after completion of the closing under an adjustable tension, how the retraction in the downward direction of the arrow 4 is effective.
- the endless belt 2 is then, in the process step denoted by e) in claim 1, in the region between the two fixing positions marked by the fixing slide 8 and the fixing slide 12 by means of the sonotrode 14 of an ultrasonic welding device, which is guided from the outside against the counter-holder 10, with the covered, bundle-side belt region 15 welded.
- the sonotrode 14 is guided in the arrow direction 16 against the bundle or against the counter-holder 10.
- the endless belt 2 which had previously been held under the set tensile stress, is cut off in such a way that the welding of the separating end 17 of the belt loop to the inner bundle-side belt region 15 takes place completely.
- the strip 2 is cut off by the separating knife 18 molded onto the lower edge of the sonotrode 14.
- the separating cut in the manner of the action of a tensioned, contracting elastic band shortens the remaining length of the band between the fixing slide 12 and Separating end 17.
- the starting end 19 adjacent to the separating end 17 with the separating cut in the direction of arrow 4 retracts downward.
- This start end 19 forms the start end 5 for the subsequent bundling process.
- This retraction of the strip ends with the separating cut from the separating area in both directions 4 also ensures that the separating area of welding beads made of strip material or the like is kept largely clean.
- the separating end 17 is automatically retracted into the detection area of the sonotrode 14 due to the inherent elasticity that it is complete is welded to the bundle-side band region 15 without a laterally projecting end.
- the welding of the separating end 17 or the weld joint is carried out with two completely tension-free band areas.
- the counter-holder 10 is pulled out of the bundling area perpendicular to the plane of the drawing 2, namely in the direction of the arrow 20 (FIG. 8).
- the bundling process is now complete.
- the bundle is finished.
- the initial fixation of the band according to feature b) of claim 1 can be controlled by reaching the desired position of the free end 5 according to FIG. 1 and FIG. 5 or by reaching a supplied band target length which can be set on a step feed drive.
- the second fixation by means of the fixing slide 12 according to feature d) of claim 1 can be controlled by reaching a desired tensile force acting downward in the direction of arrow 4 when the webbing is pulled shut (claim feature c)).
- the device for carrying out the method contains a motor-driven guide device 21 which pushes the endless belt 2 drawn off from a storage side 22 in the feed direction 4 to the loop-forming belt guide ring 11 and can also be switched according to the two direction arrows 4 in the downward direction 4 in FIGS. 1 and 5 .
- the band guide ring 11 consists of two semicircular ring segments 23, 24, the lower 24 of which is stationary, while the upper ring segment 23 can be swiveled up in the direction of arrow 26 by the motor drive 25 to open the ring.
- the lines 1 are inserted into the bundling area.
- the upper ring segment 23 is pivotable about the pivot axis 27 for its pivotability.
- the counterholder is effective as a uniform part both against the fixing slides 8, 12 and against the sonotrode 14 of the welding device. It is a bundling aid device in the manner of a channel of any cross-sectional shape open with its concave side 28 towards the bundle, with a longitudinal direction parallel to the longitudinal axis of the bundle running perpendicular to the image planes educated.
- the channel shape in particular the configuration of its concave side 28, can be designed as desired, in particular in adaptation to the conditions on the installation object for the bundle or for the cable harness. Therefore, the configuration of the counter-holder 10 or its channel shape has a not insignificant meaning for the variable shaping of the bandaging area of the bundle in certain areas.
- the counter-holder 10 has the shape of approximately a circular arc segment with a bending radius adapted to the bundle diameter. In cross-section, it describes an arc of between approximately 90 ° and 130 °.
- the first fixing device namely the fixing slide 8
- the first fixing device has the shape of a pivoting part 29 with a feed channel 30 for the endless belt 2, hereinafter briefly referred to as ⁇ belt channel 30 '' in the embodiment shown in FIGS. 5-7 and 9.
- ⁇ belt channel 30 '' On the bundle side, the band channel 30 leads to the area of action of the separating knife 18.
- the mouth 31 of the band channel 30 is aligned in the circumferential direction 32 of the band loop to be formed, specifically towards the insertion side 33 of the upper ring segment 23 of the band guide ring 11.
- the cross-sectional shape of the belt channel 30 can be variably adapted to the cross-sectional shape, in particular the wall thickness of the endless belt 2.
- a bottom plate 34 can be inserted into the band channel 30, the wall thickness 35 of which can be adapted to the band thickness of the endless belt 2.
- the base plate 34 is positioned on the band channel side 36 facing the bundle and protruding from the mouth 31 with its end 37 the fixing edge 38 for the first fixing of the band 2 with respect to the counter-holder 10.
- the base plate 34 has a greater width 39 than the band channel 30 as a slide-in limitation outside the mouth 31.
- the band channel 30 is configured to be open on the bundle side to form a guide groove 40 for the region of the free end 5 of the endless belt 2, the base plate 34 forming the groove bottom in this region (FIG. 9).
- the fixing device formed by the pivoting part 29 for the first fixing is pivotably mounted about an end distal to its bundle about an axis 41 parallel to the bundle longitudinal axis. This pivoting takes place through the pivoting part 29 flanking pressure slides 42, 43 on both sides, namely between the fixing point for the first fixing (FIGS. 5, 6 and 7) and the starting position for the loop formation (FIGS. 2, 4).
- the separating knife 18 between the mouth 31 of the fixing device provided with the band channel 30 and the sonotrode 14 is integrally formed on the lower edge of the sonotrode 14 and projects beyond its welding surface in such a way that the separating cut takes place before the welding is carried out.
- a bundling process carried out with the device is described below: First, the lines 1 intended for bundling are introduced next to one another in parallel in the interior of the band guide ring 11. This takes place with the upper ring segment 23 pivoted upward (FIGS. 2, 4). The upper ring segment 23 is then pivoted down, so that a band guide ring 11 which is closed by almost 360 ° is formed. With regard to the design and function of the band guide ring 11, there is no significant difference from the subject of US Pat. No. 4,534,817.
- the chassis 44 of the portable device is provided with a pistol grip 45 in the manner of a pistol.
- the pistol grip 45 contains an electrical switch 46 for the motor drive of the tape feed device 21, which can be switched in both directions of rotation 47 in such a way that the tape 2 can be pushed upwards in the direction of arrow 4 into the bundling device or vice versa can be withdrawn downwards.
- the band 2 is fed out of the mouth 31 of the fixing slide 8, which effects the initial fixing and is designed as a swivel part 29, to the insertion side 33 of the upper ring segment 23 (FIG. 2) and is guided along the circumferential bottom of the ring groove present in the closed band guide ring 11 ( Fig. 4), namely by more than 360 °, until about the free end 5 of the band 2 is again in the region of the insertion side of the upper ring segment 23 of the guide ring 11 (Fig. 5). In this position, the band area adjoining the free end 5 of the band 2 lies on the convex side of the counter-holder 10, that is to say on the outside thereof.
- the strap 2 is first fixed in the lower region of the counter-holder 10, in which the fixing slide 8 is moved or pivoted in the direction of arrow 9 against the counter-holder 10.
- the pivoting is effected by the pressure slide 43 in a clockwise direction, the fixing edge 38 of the base plate 34 pressing the part of the band 2 located in its area against the lower area of the counter-holder 10 and thereby pinching the band.
- the upper fixing slide 12 for the second fixing of the band 2 in the loop region 13 radially against the upper part of the counter-holder 10 and clamps there the part of the band 2 under tension and the underlying part of the band free of tension 5 against the upper side of the counter-holder 10.
- the lines 1 on the concave side of the counter-holder 10 are fully strapped tightly bundled with a pretension, the bandaging tire extending over 360 ° initially passing through the counter-holder 10 on the side of the sonotrode 14 and between the two fixings the fixing slide 8, 12 (Fig. 1) outside of the counter holder 10 by the band 2 prestressed in the direction of the arrow 4 are formed.
- the sonotrode 14 is advanced in the direction of the arrow 16 against the counter-holder 1.
- the separating knife 18 leading the sonotrode surface cuts the tape at the separating end 17.
- the band 2 is slightly stretched up to the parting cut due to its slightly elastic consistency.
- the action of this tensile stress on the separating end 17 is canceled and the separating end is retracted by contraction of the band area lying between the separating end 17 and the fixing slide 12 so that the cutting plane is also fully in the area of application of the sonotrode 14.
- the now beginning end 19 of the band 2 is pulled back into the mouth 31 of the band channel 30 for the next bundling process.
- This process position is shown in FIG. 7.
- the new start end 19 of the band 2 has been drawn into the band channel 30 and there it is no longer influenced by the sonotrode 14. This eliminates the risk of sticking in the area of the weld.
- the complete welding of the separating end 17 is ensured without a disruptive section protruding from the finished bandaging.
- the bundle can be removed from the device after the upper ring segment 23 has been pivoted up in the direction of arrow 26.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Details Of Indoor Wiring (AREA)
- Manufacturing Of Electric Cables (AREA)
- Insulated Conductors (AREA)
Abstract
Description
- »Die Erfindung betrifft ein Verfahren zum Bündein und Bandagieren mehrerer Gegenstände, z.B. mehrerer elektrischer Leitungen mittels eines aus schweißbarem Werkstoff bestehenden Bandes, insbesondere mittels eines Kunststoffbandes zu einem Kabelbaum. Außerdem betrifft sie eine Vorrichtung zur Verfahrensdurchführung. Ein solches Verfahren und eine zu seiner Durchführung verwendete Vorrichtung sind aus US 4 534 817 A bekannt.
- Bei dem bekannten Verfahren bzw. bei der bekannten Vorrichtung wird
- a) zunächst ein motorisch gesteuert zugeführtes Endlosband mit seinem Freiende unter Bildung einer Bandschlinge um mehr als 360° um die zu bündelnden Gegenstände in eine Überdeckungsposition durch einen nachgeführten Bandteil herumgeführt.
- b) Sodann wird das Band außerhalb des Überdeckungsbereiches an dessen dem Freiende abgewandter Seite ortsfest fixiert.
- c) Schließlich wird die Bandschlinge durch motorisches Zurückziehen des Endlosbandes zur Bündelung der Gegenstände zugezogen und unter einer Zugspannung gehalten.
- Die Zugspannung wird bei diesem Verfahren solange aufrechterhalten, bis die Bündelschlinge im Bereich des Bandstoßes durch die dort als Sonotrode ausgebildete Schweißvorrichtung verschweißt ist. Die Verschweißung erfolgt dort gegen den Gegendruck zweier zangenartig in eine Gegenhalteposition auf der Innenseite der Bandschlinge geschwenkter Gegenhalter. Nach dem Erkalten und dem damit verbundenen Abbinden des Schweißverbindungsstoßes wird die bis dahin den Bandstoß mechanisch gegen die Gegenhalterelemente fixierende Sonotrode zurückgezogen und das über den Schweißverbindungsstoß hinausstehende Endlosband wird abgeschnitten.
- Dieses Verfahren hat zunächst den Nachteil, daß jedenfalls die der Sonotrode zugewandte Außenlage des Endlosbandes im Schweißstoßbereich während der Schweißung der Zugspannung ausgesetzt bleibt. Würde diese Zugspannung vorher eliminiert, so würde sich die Bündelung der Gegenstände noch vor oder zu Beginn des Schweißvorganges lockern. Weiterhin haben dieses Verfahren bzw. die zu seiner Durchführung verwendete Vorrichtung den Nachteil, daß in der Regel ein Trennende des Endlosbandes über den Schweißstoß hinaus stehenbleibt, welches bei der Weiterverwendung des Bündels, beispielsweise beim roboterisierten Einbau eines derart gebündelten Kabelbaums störend radial nach außen vorsteht.
- Der Erfindung liegt zunächst die Aufgabe zugrunde, ein derartiges Verfahren zu schaffen, welches die erwähnten Nachteile vermeidet und insbesondere in der Lage ist, mit einfachen Mitteln dichte Bündel zu schaffen, über deren Bandage keine Trennenden des Bandagierbandes störend hinausstehen. Diese Aufgabe wird durch die Merkmalskombination des Anspruches 1 gelöst, deren Merkmale a) - c) aus der eingangs genannten Literaturstelle vorbekannt sind.
- Das erfindungsgemäße Verfahren hat den Vorteil, daß die im Schweißstoßbereich miteinander verschweißten Lagen des Endlosbandes absolut spannungsfrei sind, ohne daß dadurch die dichte Bündelung der zu bandagierenden Gegenstände gefährdet wird.
- In Fortbildung des erfinderischen Verfahrens erfolgt das beiderseits der Schweißstelle vorgenommene, vorherige Fixieren des Bandagenbandes gegenüber den zu bündelnden Gegenständen nicht unmittelbar sondern mittelbar gegen einen Gegenhalter, der zwischen dem Schweißstoßbereich des Endlosbandes und den zu bündelnden Gegenständen einliegt. Er übernimmt dadurch auch die Hitzeabschirmung der Schweißstelle gegenüber den zu bündelnden Gegenständen und während des Schweißvorganges auch die Funktion des Übertragungsmittels der Bündelungs-Zugkraft in einem By-passbereich zur Schweißstelle.
- Der Gegenhalter kann auch als nach der Verschweißung im Bündel verbleibendes Teil ausgebildet sein. Dadurch ist eine besonders dichte Bündelung mit hoher Bündelungs-Zugkraft möglich. Diese dichte Bündelung ermöglicht es beispielsweise, im Bündelbereich auch federnde Spreizelemente in das Bündel mit einzubeziehen, die am späteren Verlegungsort durch einfaches Aufschneiden des Bündelbandes eine wenigstens vorläufige ortsfeste Fixierung des Bündels, beispielsweise des Kabelbaumes, am Einbaugegenstand (Automobilkarosserie) ermöglichen. Trotz der dadurch erhöhten Zugkraft innerhalb des Bündelungsbandes wird die Sicherheit der Schweißung nicht beeinträchtigt, weil die Fixierschieber bis zum Erkalten und Abbinden des Schweißverbindungsstoßes zugkraftentlastend wirksam bleiben.
- Die Formgebung des Gegenhalters ist Gegenstand der Ansprüche 11 - 15. Die Art des Zusammenwirkens der Fixierschieber mit dem Gegenhalter ist Gegenstand des Anspruches 16. Durch eine im Querschnitt kreissegmentartige Rinnenform wirkt der Gegenhalter gegenüber den zu bündelnden Gegenständen als Formmittel. Für bestimmte Verwendungsformen am späteren Einbaugegenstand kann der Gegenhalter auch eine andere, dem jeweiligen Einbauort angepaßte Querschnittsform aufweisen. Dadurch ist es möglich, dem Bündel auch eine von einer Kreisquerschnittsform abweichende Querschnittskontur zu verleihen. Außerdem hat der erfindungsgemäße Gegenhalter den Vorteil, für den unmittelbaren Schweißvorgang auch den Schweißamboß gegenüber der Oberfläche der Schweißsonotrode zu bilden.
- Weitere vorteilhafte Ausgestaltungen insbesondere der Vorrichtung zur Verfahrensdurchführung werden anhand von in den Figuren dargestellten Ausführungsbeispielen näher erläutert. Es zeigen:
- Fig. 1
- einen Querschnitt durch das in der Vorrichtung für die Schweißung vorbereitete Bündel aus dem Bereich I von Fig. 2.;
- Fig. 2
- die Seitenansicht einer Vorrichtung zur Verfahrensdurchführung;
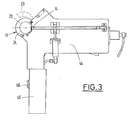
- Fig. 3
- eine Seitenansicht der um 180° um eine vertikale Achse geschwenkten Vorrichtung gemäß Fig. 2;
- Fig. 4
- eine vergrößerte Seitenansicht des Bündelungsteiles der Vorrichtung analog Fig. 2, wobei sich das Freiende des Endlosbandes bereits um etwa 90° im Bandführungsring fortbewegt hat (!);
- Fig. 5
- eine vergrößerte Darstellung des Bündelungsbereiches der Vorrichtung entsprechend Pfeil V in Fig. 4, wobei das Endlosband bereits seine Sollposition gemäß Merkmal a) des Kennzeichens des Anspruches 1 erreicht hat;
- Fig. 6
- eine vergrößerte Darstellung des Bereiches VI in Fig. 5 in einer Position, in welcher bereits die Bandschlinge zugezogen wird;
- Fig. 7
- eine Darstellung anlog Fig. 6 bei bereits vollständig geschlossenem Bündel am Ende des Schweißvorganges;
- Fig. 8
- eine schematische Perspektivdarstellung des Gegenhalters;
- Fig. 9
- eine vergrößerte Perspektivdarstellung des Mündungsbereiches der mit dem Bandkanal kombinierten Fixiereinrichtung aus dem Bereich IX in Fig. 5.
- Die Verfahrensdurchführung wird im wesentlichen anhand von Fig. 1 beschrieben, die sich auf die wesentlichsten Funktionsteile der Vorrichtung zur Verfahrensdurchführung beschränkt: Das Verfahren dient zum Bündeln und Bandagieren mehrerer Gegenstände, beim Ausführungsbeispiel elektrische Leitungen 1, deren Längsachsen bzw. Längserstreckung senkrecht zur Zeichnungsebene von Fig. 1 verläuft. Diese in Fig. 1 noch in großem Abstand voneinander dargestellten Leitungen sollen zu einem dichten Bündel nach Art eines Kabelbaums gebündelt werden. Die Bündelung geschieht mittels eines aus thermoplastischem Kunststoff bestehenden Bandes 2, welches von der Seite 3 her motorisch gesteuert in Zuführungs- bzw. Zugrichtung 4 in den Bündelungsbereich hineinschiebbar und aus diesem herausziehbar ist.
- Zur Verfahrensdurchführung wird das Endlosband 2 motorisch gesteuert der Bündelungsvorrichtung mit seinem Freiende 5 unter Bildung einer Bandschlinge um mehr als 360° um die zu bündelnden Leitungen 1 herumgeführt. In der in Fig. 1 dargestellten Endposition dieses Verfahrensschrittes befindet sich das Freiende 5 des Bandes 2 in einer Überdeckungsposition durch den Endlosbandteil 6. Die Art der Schlingenbildung ist grundsätzlich bekannt, nämlich in der eingangs genannten US-Literaturstelle detailliert beschrieben.
- Als weiterer, in den Ansprüchen mit b) bezeichneter Verfahrensschritt wird das Band 2 außerhalb des mit dem Endlosbandteil 6 identischen Überdeckungsbereiches 7 an dessen dem Freiende 5 abgewandter Seite ortsfest fixiert, und zwar durch den Fixierschieber 8, welcher in Pfeilrichtung 9 im wesentlichen radial zum Bündelungsbereich verschiebbar ist.
- Die Fixierung des Bandes durch den Fixierschieber 8 erfolgt gegen den Gegenhalter 10, an dessen Außenseite der an das Freiende 5 des Bandes 2 anschließende Bandteil anliegt.
- Nach dieser Fixierung erfolgt der in Anspruch 1 mit c) gekennzeichnete Verfahrensschritt. Durch motorisches Zurückziehen des Bandes 2 in Pfeilrichtung 4 wird die in Fig. 1 und Fig. 5 noch den Innendurchmesser des Bandführungsringes 11 aufweisende Bandschlinge zur Bündelung der Leitungen 1 zugezogen (Fig. 6) und nach vollendeter Zuziehung unter einer einstellbaren Zugspannung gehalten, wie das Zurückziehen in nach unten gerichteter Pfeilrichtung 4 wirksam ist.
- Danach wird der in Anspruch 1 mit d) bezeichnete Fixiervorgang vorgenommen. Das Freiende 5 und das Endlosband 2 in seinem das Freiende 5 überdeckenden Bereich werden ortsfest gegen ebenfalls den Gegenhalter 10 fixiert, und zwar durch Vorschieben des Fixierschiebers 12 in Pfeilrichtung 13. Danach nimmt das Bündel die aus Fig. 7 ersichtliche Fixierstellung an der Vorrichtung ein.
- Sodann wird das Endlosband 2 in dem in Anspruch 1 mit e) bezeichneten Verfahrensschritt im Bereich zwischen den beiden durch Fixierschieber 8 und Fixierschieber 12 markierten Fixierstellungen mittels der von außen gegen den Gegenhalter 10 geführten Sonotrode 14 einer Ultraschall-Schweißvorrichtung mit dem überdeckten, bündelseitigen Bandbereich 15 verschweißt. Dazu wird die Sonotrode 14 in Pfeilrichtung 16 gegen das Bündel bzw. gegen den Gegenhalter 10 geführt. Vor oder am Beginn des Verschweißens wird gemäß Merkmal f) des Anspruches 1 das bis dahin unter der eingestellten Zugspannung gehaltene Endlosband 2 so abgetrennt, daß die Verschweißung des Trennendes 17 der Bandschlinge mit dem innenliegenden bündelseitigen Bandbereich 15 vollständig erfolgt. Das Abtrennen des Bandes 2 erfolgt dabei durch das an die Unterkante der Sonotrode 14 angeformte Trennmesser 18.
- Durch die Aufrechterhaltung der in Pfeilrichtung 4 nach unten wirksamen Zugkraft auf das Band 2 im Zusammenhang mit der dem Band innewohnenden Eigenelastizität (thermoplastischer Kunststoff) verkürzt sich mit dem Trennschnitt nach Art der Wirkung eines gespannten, sich kontrahierenden Gummibandes die Restlänge des Bandes zwischen Fixierschieber 12 und Trennende 17. Genauso zieht sich auf Grund dieser Zugspannung das an das Trennende 17 angrenzende Anfangsende 19 mit dem Trennschnitt in Pfeilrichtung 4 nach unten zurück. Dieses Anfangsende 19 bildet das Anfangsende 5 für den nachfolgenden Bündelungsvorgang. Durch dieses sich mit dem Trennschnitt aus dem Trennbereich in beiden Richtungen 4 erfolgende Zurückziehen der Bandenden ist weiterhin ein weitgehendes Sauberhalten des Trennbereiches von Schweißperlen aus Bandwerkstoff oder dergleichen sichergestellt. Das Trennende 17 wird auf Grund der genannten Eigenelastizität selbsttätig so weit in den Erfassungsbereich der Sonotrode 14 zurückgezogen, daß es vollständig ohne ein seitlich herausstehendes Ende mit dem bündelseitigen Bandbereich 15 verschweißt wird. Die Verschweißung des Trennendes 17 bzw. des Schweißstoßes erfolgt mit zwei vollständig spannungsfreien Bandbereichen.
- Nach vollzogener Schweißung wird der Gegenhalter 10 senkrecht zur Zeichnungsebene 2, nämlich in Pfeilrichtung 20 (Fig. 8) aus dem Bündelungsbereich herausgezogen. Der Bündelungsvorgang ist damit abgeschlossen. Das Bündel ist fertiggestellt.
- Die Erstfixierung des Bandes gemäß Merkmal b) des Anspruches 1 ist steuerbar durch Erreichen der Sollposition des Freiendes 5 gemäß Fig. 1 und Fig. 5 oder aber durch Erreichen einer zugeführten Bandsollänge, die an einem Schrittvorschubantrieb einstellbar ist.
- Die Zweitfixierung mittels Fixierschieber 12 gemäß Merkmal d) des Anspruches 1 ist durch Erreichen einer in Pfeilrichtung 4 nach unten wirksamen Sollzugkraft beim Zuziehen der Bandschlinge (Anspruchsmerkmal c)) steuerbar.
- Die Vorrichtung zur Verfahrensdurchführung enthält eine motorisch antreibbare Führungseinrichtung 21, die das von einer Speicherseite 22 abgezogene Endlosband 2 in Zuführungsrichtung 4 den schlingenbildenden Bandführungsring 11 zuschiebt und entsprechend den beiden Richtungspfeilen 4 auch in der in Fig. 1 und 5 nach unten gerichteten Zugrichtung 4 umschaltbar ist.
- Der Bandführungsring 11 besteht aus zwei halbkreisförmigen Ringsegmenten 23, 24, dessen unteres 24 ortsfest, während das obere Ringsegment 23 durch motorischen Antrieb 25 zur Ringöffnung in Pfeilrichtung 26 hochschwenkbar ist. In der aus Fig. 4 ersichtlichen, dort strichpunktiert dargestellten Hochschwenkstellung des oberen Ringsegments 23 erfolgt das Einlegen der Leitungen 1 in den Bündelungsbereich. Das obere Ringsegment 23 ist zu seiner Schwenkbarkeit um die Schwenkachse 27 schwenkbar.
- Der Gegenhalter ist als einheitliches Teil sowohl gegen die Fixierschieber 8, 12 als auch gegen die Sonotrode 14 der Schweißvorrichtung wirksam. Er ist als Bündelungshilfsvorrichtung nach Art einer mit seiner Konkavseite 28 zum Bündel hin offenen Rinne beliebiger Querschnittsform mit zur senkrecht zu den Bildebenen verlaufenden Längsachse des Bündels paralleler Längsrichtung ausgebildet. Die Rinnenform, insbesondere die Ausgestaltung ihrer Konkavseite 28 kann beliebig, insbesondere in Anpassung an die Gegebenheiten am Einbauobjekt für das Bündel bzw. für den Kabelbaum ausgestaltet sein. Daher hat die Ausgestaltung des Gegenhalters 10 bzw. seiner Rinnenform eine nicht unwesentliche Bedeutung für die dadurch in gewissen Bereichen variable Formgebung des Bandagierbereiches des Bündels.
- Beim Ausführungsbeispiel hat der Gegenhalter 10 die Form etwa eines Kreisbogensegmentes mit einem dem Bündeldurchmesser angepaßten Biegeradius. Er beschreibt im Querschnitt einen Kreisbogen von zwischen etwa 90° und 130°.
- Die erstfixierende Fixiereinrichtung, nämlich der Fixierschieber 8 hat bei der in den Fig. 5 - 7 und 9 näher dargestellten Ausführung die Form eines Schwenkteiles 29 mit einem Zuführungskanal 30 für das Endlosband 2, nachstehend kurz als ''Bandkanal 30'' bezeichnet. Bündelseitig führt der Bandkanal 30 zum Einwirkungsbereich des Trennmessers 18. Die Mündung 31 des Bandkanals 30 ist in Umfangsrichtung 32 der zu bildenden Bandschlinge ausgerichtet, und zwar zur Einführungsseite 33 des oberen Ringsegments 23 des Bandführungsringes 11 hin.
- Die Querschnittsform des Bandkanals 30 ist der Querschnittsform insbesondere der Wandstärke des Endlosbandes 2 variabel anpaßbar. In den Bandkanal 30 ist eine Bodenplatte 34 einschiebbar, deren Wandstärke 35 der Bandstärke des Endlosbandes 2 anpaßbar ist. Die Bodenplatte 34 bildet auf der dem Bündel zugewandten Bandkanalseite 36 positioniert und aus der Mündung 31 hinausstehend mit ihrem Ende 37 die Fixierkante 38 für die Erstfixierung des Bandes 2 gegenüber dem Gegenhalter 10.
- Die Bodenplatte 34 weist als Einschubbegrenzung außerhalb der Mündung 31 eine größere Breite 39 als der Bandkanal 30 auf.
- Weiterhin ist der Bandkanal 30 an seinem Mündungsende 31 bündelseitig zur Bildung einer Führungsnut 40 für den Bereich des Freiendes 5 des Endlosbandes 2 offen ausgebildet, wobei die Bodenplatte 34 in diesem Bereich den Nutboden bildet (Fig. 9).
- Die durch das Schwenkteil 29 gebildete Fixiereinrichtung für die Erstfixierung ist um eine an ihrem Bündel fernen Ende um eine zur Bündellängsachse parallele Achse 41 schwenkbar gelagert. Diese Schwenkung erfolgt durch das Schwenkteil 29 beidseitig flankierende Druckschieber 42, 43, und zwar zwischen der Fixierstelle zur Erstfixierung (Fig. 5, 6 und 7) und der Ausgangsstellung für die Schlingenbildung (Fig. 2, 4).
- Das Trennmesser 18 zwischen Mündung 31 der mit dem Bandkanal 30 versehenen Fixiereinrichtung und der Sonotrode 14 ist einstückig an die Unterkante der Sonotrode 14 angeformt und steht über deren Schweißoberfläche derart hinaus, daß der Trennschnitt vor der Durchführung der Verschweißung erfolgt.
- Ein mit der Vorrichtung durchgeführter Bündelungsvorgang wird nachstehend beschrieben: Zunächst werden die zum Bündeln bestimmten Leitungen 1 in den Innenraum des Bandführungsringes 11 in Parallellage nebeneinander eingeführt. Dies erfolgt bei hochgeschwenktem oberen Ringsegment 23 (Fig. 2, 4). Sodann wird das obere Ringsegment 23 heruntergeschwenkt, so daß ein um nahezu 360° umfänglich geschlossener Bandführungsring 11 gebildet ist. Hinsichtlich Ausbildung und Funktion des Bandführungsringes 11 besteht kein wesentlicher Unterschied zum Gegenstand von US 4 534 817. Das Chassis 44 der portablen Vorrichtung ist nach Art einer Pistole mit einem Pistolengriff 45 versehen. Der Pistolengriff 45 enthält einen elektrischen Schalter 46 für den motorischen Antrieb der Bandzuführungseinrichtung 21, die in beide Drehrichtungen 47 umschaltbar ist derart, daß das Band 2 in Pfeilrichtung 4 nach oben in die Bündelungsvorrichtung eingeschoben oder umgekehrt nach unten zurückgezogen werden kann.
- Mit dem Einschalten der Zuführungseinrichtung 21 wird das Band 2 aus der Mündung 31 des die Erstfixierung bewirkenden, als Schwenkteil 29 ausgebildeten Fixierschiebers 8 der Einführungsseite 33 des oberen Ringsegments 23 zugeführt (Fig. 2) und am Umfangsboden der im geschlossen Bandführungsring 11 vorhandenen Ringnut entlanggeführt (Fig. 4), und zwar um mehr als 360°, bis sich etwa das Freiende 5 des Bandes 2 wieder im Bereich der Einführungsseite des oberen Ringsegments 23 des Banführungsringes 11 befindet (Fig. 5). In dieser Position liegt der an das Freiende 5 des Bandes 2 angrenzende Bandbereich an der Konvexseite des Gegenhalters 10, also an dessen Außenseite an. In dieser Stellung befindet sich der an das Freiende 5 angrenzende Bandbereich in einer Überdeckungsposition durch den Endlosbandteil 6 des außerhalb des Bandführungsringes 11 befindlichen, nachgeführten Bandes 2. Diese aus Fig. 1 und 5 ersichtliche Endstellung der Bandschlingenbildung seitens des Bandführungsringes 11 bewirkt die Umschaltung der Drehrichtung 47 der Zuführungseinrichtung 21. Der Umschaltvorgang kann durch die zugeführte Bandlänge aber auch durch einen Sensor gesteuert werden, der auf die Erreichung der Sollposition des Freiendes 5 des Bandes 2 anspricht. (dieser Teil erst später.)
- Mit der Erreichung der Sollposition des Freiendes 5 der Bandschlaufe erfolgt zunächst die Erstfixierung des Bandes 2 im unteren Bereich des Gegenhalters 10, in dem der Fixierschieber 8 in Pfeilrichtung 9 gegen den Gegenhalter 10 verfahren bzw. verschwenkt wird. Die Schwenkung erfolgt durch den Druckschieber 43 im Uhrzeigersinn, wobei die Fixierkante 38 der Bodenplatte 34 den in ihrem Bereich befindlichen Teil des Bandes 2 gegen den unteren Bereich des Gegenhalters 10 preßt und dadurch das Band einklemmt.
- Nach dieser Erstfixierung des Bandes 2 wird der motorische Antrieb der Zuführungseinrichtung 21 in Pfeilrichtung 4 nach unten, d.h. in Zugrichtung eingeschaltet. Daraufhin wird die Bandschlinge zugezogen. Eine Zwischenstellung ist Gegenstand von Fig. 6. Mit dem Zuziehen der Schlinge erfolgt selbsttätig das dichte Heranziehen und Einlegen der Leitungen 1 in die Konkavseite 28 des Gegenhalters 10. Nach Vollzug der dichten Bündelung der Leiter 1 an der schüsselartigen Seite des Gegenhalters 10 hat das Bündel bereits seine aus Fig. 7 ersichtliche Querschnittsform eingenommen. Nach Erreichung einer vorbestimmbaren, in Pfeilrichtung 4 nach unten wirksamen Zugkraft wird der motorische Antrieb der Zuführungseinrichtung 21 abgeschaltet, das Band 2 jedoch bündelseitig weiterhin unter dieser Zugspannung gehalten.
- Daraufhin fährt der obere Fixierschieber 12 zur Zweitfixierung des Bandes 2 im Schlingenbereich in Pfeilrichtung 13 radial gegen den oberen Teil des Gegenhalters 10 und klemmt dort den unter Zugspannung stehenden Teil des Bandes 2 sowie den darunterliegenden, an das Freiende 5 angrenzenden, zugspannungsfreien Bandteilgegen die obere Seite des Gegenhalters 10. Nunmehr sind die Leitungen 1 auf der Konkavseite des Gegenhalters 10 vollumfänglich mit einer Vorspannung dicht gebündelt umreift, wobei der sich über 360° erstreckende Bandagier-Reifen zunächst auf der Seite der Sonotrode 14 durch den Gegenhalter 10 und zwischen den beiden Fixierungen durch die Fixierschieber 8, 12 (Fig. 1) außerhalb des Gegenhalters 10 durch das in Pfeilrichtung 4 vorgespannte Band 2 gebildet sind. In dieser Stellung unter weiterhin aufrechterhaltender Vorspannung des aus der Mündung 31 vorstehenden Bandteiles wird die Sonotrode 14 in Pfeilrichtung 16 gegen den Gegenhalter 1 vorgefahren. Dabei trennt zunächst das der Sonotrodenfläche vorauseilende Trennmesser 18 das Band am Trennende 17 durch. Bis zum Trennschnitt ist dort das Band 2 aufgrund seiner geringfügig elastischen Konsistenz leicht gedehnt. Mit dem Vollzug des Trennschnitts ist die Einwirkung dieser Zugspannung auf das Trennende 17 aufgehoben und das Trennende wird durch Kontraktion des zwischen Trennende 17 und Fixierschieber 12 liegenden Bandbereiches soweit zurückgezogen, daß auch die Schnittebene voll im Beaufschlagungsbereich der Sonotrode 14 liegt. Auf Grund derselben Elastizität wird das nunmehrige Anfangsende 19 des Bandes 2 für den nächsten Bündelungsvorgang in die Mündung 31 des Bandkanals 30 zurückgezogen. Diese Verfahrensposition ist in Fig. 7 dargestellt. Das neue Anfangsende 19 des Bandes 2 jedenfalls ist in den Bandkanal 30 hineingezogen und dort der Einflußnahme durch die Sonotrode 14 entzogen. Damit ist eine Verklebungsgefahr im Bereich der Schweißstelle beseitigt. Die vollständige Verschweißung des Trennendes 17 ist sichergestellt, ohne daß ein störender Abschnitt von der fertigen Bandagierung absteht. Das Bündel kann nach dem Hochschwenken des oberen Ringsegments 23 in Pfeilrichtung 26 der Vorrichtung entnommen werden.
-
- 1
- el. Leitung
- 2
- Band
- 3
- Seite
- 4
- Zug- bzw. Zuführrichtung
- 5
- Freiende
- 6
- Endlosbandteil
- 7
- Überdeckungsbereich
- 8
- Fixierschieber
- 9
- Peilrichtung
- 10
- Gegenhalter
- 11
- Bandführungsring
- 12
- Fixierschieber
- 13
- Peilrichtung
- 14
- Sonotrode
- 15
- bündelseitiger Bandbereich
- 16
- Pfeilrichtung
- 17
- Trennende
- 18
- Trennmesser
- 19
- Anfangsende
- 20
- Pfeilrichtung
- 21
- mot. antr. Führungseinrichtung
- 22
- Speicherseite
- 23
- Ringsegment
- 24
- Ringsegment
- 25
- motorischer Antrieb
- 26
- Pfeilrichtung
- 27
- Schwenkachse
- 28
- Konkavseite
- 29
- Schwenkteil
- 30
- Bandkanal
- 31
- Mündung
- 32
- Umfangsrichtung
- 33
- Einführungsseite
- 34
- Bodenplatte
- 35
- Wandstärke
- 36
- Bandkanalseite
- 37
- Ende
- 38
- Fixierkante
- 39
- größere Breite
- 40
- Führungsnut
- 41
- Achse
- 42
- Druckschieber
- 43
- Druckschieber
- 44
- Chassis
- 45
- Pistolengriff
- 46
- el. Schalter
- 47
- Drehrichtung
Claims (26)
- »1. Verfahren zum Bündein und Bandagieren mehrerer Gegenstände, z.B. mehrerer elektrischer Leitungen (1) mittels eines aus schweißbarem Werkstoff bestehenden Bandes (2), insbesondere mittels eines Kunststoffbandes mit der Schrittfolge:a) Ein motorisch gesteuert zugeführtes Band (2) wird mit seinem Freiende (5) unter Bildung einer Bandschlinge um mehr als 360° um die zu bündelnden Gegenstände (1) in eine Überdeckungsposition mit einem Bereich (6) des nachgeführten Bandes (2) herumgeführt.b) Das Band (2) wird außerhalb des Überdeckungsbereiches (7) an dessen dem Freiende (5) abgewandter Seite ortsfest erstfixiert.c) Durch motorisches Zurückziehen des Bandes (2) wird die Bandschlinge zur Bündelung der Gegenstände (1) zugezogen und unter einer einstellbaren Zugspannung gehalten.d) Das Freiende (5) und das Band (2) werden in ihrem das Freiende (5) überdeckenden Bereich ortsfest zweitfixiert.e) Das Band (2) wird abgetrennt.f) Die sich überdeckenden Bandbereiche werden einschließlich des Trennendes (17) des Bandes (2) im Bereich zwischen den Fixierstellen gemäß b) und d) mittels einer von außen gegen das Bündel geführten Schweißvorrichtung (14) miteinander verschweißt.
- 2. Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
daß das Fixieren des Bandes (2) gegen mindestens einen zwischen den Bündelgegenständen (1) und dem Band (2) einliegenden Gegenhalter (10) erfolgt. - 3. Verfahren nach Anspruch 2,
dadurch gekennzeichnet,
daß der Gegenhalter (10) nach vollzogener Schweißung aus der Bandschlinge entfernt wird. - 4. Verfahren nach einem der Ansprüche 1 bis 3,
gekennzeichnet durch
die Einbettung von Spreizelementen innerhalb der Bündelung. - 5. Verfahren nach einem oder mehreren der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß der Gegenhalter (10) amboßartig gegen die Schweißvorrichtung (14) wirksam ist. - 6. Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
daß der Trennschnitt mit dem Vorschub der Schweißvorrichtung gemäß Merkmal f) bewirkt wird. - 7. Verfahren nach einem oder mehreren der vorhergehenden Ansprüche,
gekennzeichnet durch
eine Ultraschallschweißung. - 8. Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
daß die Erstfixierung durch Erreichen einer Sollposition des vorgeschobenen Freiendes (5) des Bandes (2) oder durch Erreichen einer zugeführten Bandsollänge gesteuert wird. - 9. Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
daß die Zweitfixierung (Merkmal d)) durch Erreichen einer Sollzugkraft beim Zuziehen der Bandschlinge (Merkmal c)) gesteuert wird. - 10. Vorrichtung zur Durchführung des Verfahrens nach einem der Ansprüche 1 bis 9- mit einer motorisch antreibbaren Führungseinrichtung (21), die das beispielsweise von einer Rolle abgezogene Band (2) in Bandlängsrichtungeinem schlingenbildenden Bandführungsring (11) zuschiebt und auf Zugrichtung (4) umschaltbar ist,- mit einer im wesentlichen radial gegen das Bündel verschiebbaren Schweißvorrichtung (14) und- mit einem Trennmesser (18) gekennzeichnet durch
je eine- in Bandlängsrichtung die Schweißvorrichtung (14) beidseitig flankierende und- zur Bandfixierung gegen das Bündel bewegbare Fixiereinrichtung, die den das Trennende (17) mit umfassenden, für die Verschweißung bestimmten Bandbereich der Schlinge unbeaufschlagt lassen. - 11. Vorrichtung nach Anspruch 10,
dadurch gekennzeichnet,
daß der Gegenhalter (10) als einheitliches Teil sowohl gegen die Fixiereinrichtungen (8,12) als auch gegen die Sonotrode (14) der Schweißvorrichtung wirksam ist. - 12. Vorrichtung nach Anspruch 11,
dadurch gekennzeichnet,
daß der Gegenhalter (10) als Bündelungshilfsvorrichtung nach Art einer mit ihrer Konkavseite (28) zum Bündel hin offenen Rinne beliebiger Querschnittsform mit zur Längsachse des Bündels paralleler Längsrichtung ausgebildet ist. - 13. Vorrichtung nach Anspruch 11 oder 12,
dadurch gekennzeichnet,
daß der Gegenhalter (10) die Form etwa eines Kreisbogensegments mit einem dem Durchmesser des Bündels angepaßten Biegeradius aufweist. - 14. Vorrichtung nach einem der Ansprüche 11 bis 13,
dadurch gekennzeichnet,
daß der Gegenhalter (10) im Querschnitt einen Kreisbogen von zwischen etwa 90° - 130° beschreibt. - 15. Vorrichtung nach einem der Ansprüche 11 bis 14,
dadurch gekennzeichnet,
daß der Gegenhalter (10) in Bündellängsrichtung (20) aus dem Überdeckungsbereich durch die Bandschlinge und umgekehrt bewegbar ist. - 16. Vorrichtung nach einem der Ansprüche 10 bis 15,
dadurch gekennzeichnet,
daß die Fixiereinrichtungen im wesentlichen radial von außen gegen die Konvexseite des Gegenhalters (10) bewegliche Fixierschieber (8, 12) sind. - 17. Vorrichtung nach einem oder mehreren der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß die erstfixierende Fixiereinrichtung einen Bandkanal (30) zur Führung des Endlosbandes (2) enthält,- der bündelseitig zum Einwirkungsbereich des Trennmessers (18) führt und- dessen Mündung (31) im wesentlichen in Umfangsrichtung (32) der zu bildenden Bandschlinge in Richtung auf die Einführungsseite (33) des Bandführungsringes (11) hin ausgerichtet ist. - 18. Vorrichtung nach Anspruch 17,
dadurch gekennzeichnet,
daß die Querschnittsform des Bandkanals (30) der Querschnittsform, insbesondere der Wandstärke des Endlosbandes (2) variabel anpaßbar ist. - 19. Vorrichtung nach Anspruch 18,
gekennzeichnet durch
eine in den Bandkanal (30) einschiebbare Bodenplatte (34), deren Wandstärke (35) der Bandstärke des Bandes (2) angepaßt ist. - 20. Vorrichtung nach einem der Ansprüche 18 oder 19,
dadurch gekennzeichnet,
daß die Bodenplatte (34) auf der dem Bündel zugewandten Bandkanalseite (36) positioniert und aus der Mündung (31) hinausstehend mit ihrem Ende (37) eine Fixierkante (38) der Fixiervorrichtung bildet. - 21. Vorrichtung nach Anspruch 20,
dadurch gekennzeichnet,
daß die Bodenplatte (34) als Einschubbegrenzung außerhalb der Mündung (31) eine größere Breite (39) als der Bandkanal (30) aufweist. - 22. Vorrichtung nach einem oder mehreren der Ansprüche 17 bis 21,
dadurch gekennzeichnet,
daß der Bandkanal (30) an seiner Mündung (31) bündelseitig zur Bildung einer Führungsnut (40) für den Freiendenbereich des Bandes (2) offen ausgebildet ist,- wobei die Bodenplatte (34) den Nutboden bildet. - 23. Vorrichtung nach einem der Ansprüche 17 bis 22,
dadurch gekennzeichnet,
daß die Erstfixiereinrichtung an ihrem bündelfernen Ende um eine zur Bündellängsachse parallele Achse (41) schwenkbar gelagert ist. - 24. Vorrichtung nach einem der Ansprüche 17 bis 23,
gekennzeichnet durch
je einen die Erstfixiereinrichtung (Schwenkteil (29)) beidseitig flankierenden Druckschieber (42,43) zur Schwenkung zwischen der Fixierstellung (Fig. 5 bis 7) und der Ausgangsstellung für die Schlingenbildung (Fig. 2,4). - 25. Vorrichtung nach einem oder mehreren der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
daß das Trennmesser (18) zwischen der Mündung (31) der mit dem Bandkanal (30) versehenen Erstfixiereinrichtung und der Sonotrode (14) angeordnet und zum Trennschnitt in etwa der Vorschubrichtung (16) der Sonotrode (14) verschiebbar angetrieben ist. - 26. Vorrichtung nach Anspruch 25,
dadurch gekennzeichnet,
daß das Trennmesser (18) an die der Mündung (31) zugewandte Flanke der Sonotrode (14) über deren Schweißoberfläche in Vorschubrichtung (16) hinausstehend angeformt ist.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE9101372 | 1991-02-07 | ||
| DE9101372U | 1991-02-07 | ||
| DE4109295A DE4109295A1 (de) | 1991-02-07 | 1991-03-21 | Verfahren zum herstellen eines kabelbaumes und vorrichtung dazu |
| DE4109295 | 1991-03-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0499042A1 true EP0499042A1 (de) | 1992-08-19 |
| EP0499042B1 EP0499042B1 (de) | 1996-11-27 |
Family
ID=25902107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92100655A Expired - Lifetime EP0499042B1 (de) | 1991-02-07 | 1992-01-16 | Verfahren zum Herstellen eines Kabelbaumes und Vorrichtung dazu |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0499042B1 (de) |
| AT (1) | ATE145603T1 (de) |
| DE (2) | DE4109295A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6120327A (en) * | 1997-07-22 | 2000-09-19 | Lear Automotive Dearborn, Inc. | Foam wire harness with shape memory |
| CN105836196A (zh) * | 2016-04-19 | 2016-08-10 | 朱凌 | 一种线束包胶机的自动送料机构及使用方法 |
| CN113165760A (zh) * | 2018-12-21 | 2021-07-23 | 森德斯有限公司 | 用于测试形成于长条捆束元件的闭环上的接头强度的捆束机及方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104827663B (zh) * | 2015-04-17 | 2017-04-12 | 广州科祺自动化设备有限公司 | 环形织物带拼接装置及其控制方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2137582A (en) * | 1983-04-08 | 1984-10-10 | Sullivan Denis P O | An automatic bundle-tying tool |
| EP0248295A2 (de) * | 1986-06-06 | 1987-12-09 | Signode Corporation | Verfahren und Vorrichtung zum Herstellen einer geschweissten Verbindung thermoplastischer Bänder |
| EP0357902A1 (de) * | 1988-09-08 | 1990-03-14 | Strapex AG | Spann- und Verschliessgerät für ein Umreifungsband aus Kunststoff |
| EP0399599A1 (de) * | 1989-05-25 | 1990-11-28 | Akzo Nobel N.V. | Vorrichtung zum engen Umschliessen eines Gegenstandes mit einem Streifen thermoplastischen Materials |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1956425A1 (de) * | 1969-11-10 | 1971-05-13 | Gerd Mosca Maschf | Vorrichtung zum Umschnueren von Packstuecken mittels verschweissbarer Kunststoffbaender |
| NL192100C (nl) * | 1987-05-27 | 1997-02-04 | Takami Masaho | Machine voor het met een band omsnoeren van een produkt. |
-
1991
- 1991-03-21 DE DE4109295A patent/DE4109295A1/de not_active Ceased
-
1992
- 1992-01-16 EP EP92100655A patent/EP0499042B1/de not_active Expired - Lifetime
- 1992-01-16 DE DE59207561T patent/DE59207561D1/de not_active Expired - Fee Related
- 1992-01-16 AT AT92100655T patent/ATE145603T1/de not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2137582A (en) * | 1983-04-08 | 1984-10-10 | Sullivan Denis P O | An automatic bundle-tying tool |
| EP0248295A2 (de) * | 1986-06-06 | 1987-12-09 | Signode Corporation | Verfahren und Vorrichtung zum Herstellen einer geschweissten Verbindung thermoplastischer Bänder |
| EP0357902A1 (de) * | 1988-09-08 | 1990-03-14 | Strapex AG | Spann- und Verschliessgerät für ein Umreifungsband aus Kunststoff |
| EP0399599A1 (de) * | 1989-05-25 | 1990-11-28 | Akzo Nobel N.V. | Vorrichtung zum engen Umschliessen eines Gegenstandes mit einem Streifen thermoplastischen Materials |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6120327A (en) * | 1997-07-22 | 2000-09-19 | Lear Automotive Dearborn, Inc. | Foam wire harness with shape memory |
| CN105836196A (zh) * | 2016-04-19 | 2016-08-10 | 朱凌 | 一种线束包胶机的自动送料机构及使用方法 |
| CN105836196B (zh) * | 2016-04-19 | 2017-06-20 | 杭州鼎巅科技有限公司 | 一种线束包胶机的自动送料机构及使用方法 |
| CN113165760A (zh) * | 2018-12-21 | 2021-07-23 | 森德斯有限公司 | 用于测试形成于长条捆束元件的闭环上的接头强度的捆束机及方法 |
| CN113165760B (zh) * | 2018-12-21 | 2023-01-24 | 森德斯有限公司 | 用于测试形成于长条捆束元件的闭环上的接头强度的捆束机及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0499042B1 (de) | 1996-11-27 |
| ATE145603T1 (de) | 1996-12-15 |
| DE59207561D1 (de) | 1997-01-09 |
| DE4109295A1 (de) | 1992-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102017130895B4 (de) | Wickelvorrichtung und Verfahren zum vollautomatisierten Umwickeln eines Leitungsbündels mit einem Klebeband | |
| EP1013554B1 (de) | Verfahren zum Automatisierten Bündeln von Kabelsträngen | |
| DE2939527C2 (de) | Vorrichtung zur Herstellung eines Kabelbaumes | |
| DE3912205C2 (de) | Verfahren und Vorrichtung zum Einbauen eines Ersatzrohrs in einer vorhandenen Untergrundleitung | |
| DE4205574C2 (de) | Kanalkörper und Verfahren zum Verlegen eines Kabels in diesem | |
| DE2752143A1 (de) | Verfahren zum einbringen einer rohrfoermigen anordnung in den boden und vorrichtung zur durchfuehrung des verfahrens | |
| DE3922437A1 (de) | Drahtbearbeitungsvorrichtung | |
| WO1997038906A1 (de) | Vorrichtung zum bandagieren von länglichen gegenständen | |
| EP0178518A1 (de) | Verfahren und Vorrichtung zum Umschnüren eines Ballens od. dgl. | |
| EP0142001B1 (de) | Vorrichtung zum Binden eines Bündels elektrischer Leitungen | |
| DE69401255T2 (de) | Automatische Vorrichtung für wasserdichte Verbindung von elektrischen Kabeln | |
| DE202017102503U1 (de) | Vorrichtung zum Umwickeln eines Leitungssatzes mit einem Band | |
| EP0499042B1 (de) | Verfahren zum Herstellen eines Kabelbaumes und Vorrichtung dazu | |
| EP1452474A1 (de) | Verfahren und Vorrichtung zur maschinellen Herstellung von spulenlosen Kabelwickeln | |
| EP0793851B1 (de) | Verfahren und vorrichtung zum abschnittsweisen ummanteln von einer vielzahl von adern aufweisenden verdrahtungssystemen mit kunststoff | |
| DE4408568A1 (de) | Automatische Maschine zum Binden von Rohrbündeln oder ähnlichem | |
| DE69429899T2 (de) | Verfahren und Vorrichtung zum Aufwickelen eines Heizdrahtes | |
| DE102018101427B4 (de) | System zum automatisierten Abdichten einer Verbindungsstelle von miteinander verbundenen elektrischen Leitungen | |
| DE2802138A1 (de) | Kabelbaum | |
| EP0800476B1 (de) | Verfahren zum binden von gebündelten gegenständen, insbesondere kabelstücken, sowie dazugehörige vorrichtung und ein bindematerial | |
| CH671585A5 (de) | ||
| DE102019213325A1 (de) | Montagekopf sowie Verfahren zur automatisierten Umwicklung eines Leitungsstrangs | |
| DE3047838A1 (de) | Verfahren und vorrichtung zur herstellung von kabelbaeumen | |
| DE3211481C2 (de) | Vorrichtung und Verfahren zur Umwicklung von länglichen Gegenständen, insbesondere von Kabeln | |
| DE4321006A1 (de) | Kabel, insbesondere für den Schaltschrank- und Steuerungsbau und Verfahren zu seiner Bearbeitung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19920723 |
|
| 17Q | First examination report despatched |
Effective date: 19940415 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LEONISCHE DRAHTWERKE AG |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: REICHINGER, GERHARD, DIPL.-ING. |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: REICHINGER, GERHARD |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KALISH, JAMES |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19961127 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19961127 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19961127 Ref country code: DK Effective date: 19961127 Ref country code: GB Effective date: 19961127 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19961127 Ref country code: FR Effective date: 19961127 |
|
| REF | Corresponds to: |
Ref document number: 145603 Country of ref document: AT Date of ref document: 19961215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59207561 Country of ref document: DE Date of ref document: 19970109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19970131 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970131 Ref country code: LI Effective date: 19970131 Ref country code: BE Effective date: 19970131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Effective date: 19970227 Ref country code: SE Effective date: 19970227 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19961127 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990222 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001101 |