EP0407747A1 - Wattestäbchen-Maschine - Google Patents
Wattestäbchen-Maschine Download PDFInfo
- Publication number
- EP0407747A1 EP0407747A1 EP90111164A EP90111164A EP0407747A1 EP 0407747 A1 EP0407747 A1 EP 0407747A1 EP 90111164 A EP90111164 A EP 90111164A EP 90111164 A EP90111164 A EP 90111164A EP 0407747 A1 EP0407747 A1 EP 0407747A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- belt
- cotton swab
- cotton
- machine according
- formation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/34—Packaging other rod-shaped articles, e.g. sausages, macaroni, spaghetti, drinking straws, welding electrodes
Definitions
- the invention relates to a cotton swab machine with the features of the preamble of claim 1.
- a cotton swab machine of this type is known from CH-PS 582 088. With their help, a packaging output of 1200 cotton swabs / min could be achieved.
- the chopsticks are conveyed through a discharge belt, resting on this, from a manufacturing device to a takeover point, where during their transport movement from the lower run of a belt above the discharge belt with the same speed and in the same direction, a further belt is taken over to a transfer device and fed to a transfer station. During this transport movement, the cotton swabs are attached to the underside of the belt strand by means of negative pressure with limited force.
- the transfer device is assigned a stripping station, in which the supplied rod formation is stripped in layers into the packaging container from the hanging state of the sections which continuously correspond to the container size.
- the stripping station is equipped with two strippers arranged to the side of the belt strand delivering the cotton swabs, which perform downward stripping movements and thereby detach one swab formation from the belt strand and feed them in layers to the packaging container.
- the belt of the transfer device must be stopped during the lifting movements of the wipers, otherwise cotton swabs would run against it and would fall off the belt.
- the pair of wipers comes into operation and stores a layer of cotton swabs in the packaging container provided at high speed.
- the tines of the pair of tines provided as a wiper pair carry out a sideways movement increasing their distance from one another by such an extent that they bypass the cotton balls of the cotton swabs which have already been delivered again, whereupon they return to their starting position in which they are then located above the shaft of the cotton swabs and can again perform a downward stroke for transferring a number of cotton swabs determining a pack position into the packaging container provided.
- the deflection movement of the tines is advantageously derived from their vertical lowering movement.
- these can be serrated on the underside in accordance with the swab distance within the swab formation.
- the circumferential belt that continuously conveys the cotton swabs in the suspended state into the area of the packaging container can be formed by the discharge belt itself.
- a preferred embodiment of the invention is the subject of claim 7, advantageous embodiments of which are defined in further subclaims.
- a cotton swab machine is known from CH-PS 582 089, the discharge belt for the hanging transport of the finished cotton swab supplied by him above its upper, the Belt straps carrying cotton swabs are assigned a suction slide which is adjustable in the direction of travel and which can be lowered onto the belt strand for taking over cotton swabs and can be controlled by a cotton swab attached to a transfer station by suction. There the suction slide runs between two wipers which can be moved up and down in the vertical direction and which, analogous to the construction according to the invention, form a pair of tines which extend in the opposite direction to the transport direction of the cotton swabs.
- the pair of tines After the suction slide has stopped in the transfer position, the pair of tines perform a downward stroke movement, scraping off the number of cotton swabs adhering to the suction slide due to negative pressure, and driving them into the packaging container provided.
- This known machine also works intermittently, with only a packaging output of up to 850 sticks / min being achieved.
- a cotton swab machine is also known, in which by means of a feeder slide the cotton swabs supplied by the upper, formed by two narrow belts running at a distance and parallel to each other, a delivery belt down and in the transport direction from this one Transfer station are pushed.
- the ends of the cotton swabs rest on two parallel support strips which can be folded down around a horizontal axis to release the cotton swabs as soon as a push-in device is steered downwards to insert a predetermined number of provided cotton swabs into a packaging container.
- This known machine is thus already equipped with a securing device for holding a cotton swab formation during its transfer into the transfer position. This construction also works intermittently and is unable to provide satisfactory packaging performance.
- 10 denotes an endless discharge belt of a cotton swab transfer station 12 of a cotton swab machine known per se.
- 14 relates to a belt deflection roller provided on the transfer side.
- the discharge belt 10 is preferably formed from individual chain links 16 which are articulated to one another and each carry a support bracket 18 which is U-shaped in cross section and is open at the top.
- a support bracket 18 which is U-shaped in cross section and is open at the top.
- stirrup legs 20 and 22 are formed adjacent to each other, upwardly open recesses 28 for receiving a shaft end 24 of cotton swabs 26 (see FIG. 3).
- the downward running strand 38 'of the transfer belt 38 is guided such that its recesses 40 are aligned along a strand section a during the conveying movement of the discharge belt 10 with the recesses 28 of its strand 10'.
- a drive wheel 42 of a drive device is in positive engagement.
- 44 denotes a belt tensioning roller mounted on the carrier 32.
- the lower transport strand 38 'of the transfer belt 38 continuously takes shafts 24 of the cotton swabs 26 arriving from the recesses 28 of the transport strand 10' of the discharge belt 10 in a lying formation and transports them in a hanging state to a stripping device of the cotton swab take-up device 30, designated as a whole by 46, with the help of which a predetermined number of cotton swabs 26 are transferred simultaneously into a packaging container 48 provided under the stripping device 46.
- the work cycle is coordinated with reference to the conveying speed of the transport run 38 'so that, when the transfer belt 38 runs continuously, the cotton swabs 26 conveyed away from the transfer station 12 are intermittently stored in the packaging container 48 in a hanging manner.
- packaging container 48 contains the intended number of layers of cotton swabs 26, this is automatically replaced with an empty packaging container 48, which can be done by a suitable conveyor 50.
- a suitable conveyor 50 This can be a belt or carousel conveyor.
- the transport strand 10' of the discharge belt 10 is assigned a securing device 49 which has a cross-sectionally U-shaped holding rail 52 (Fig. 2), which protrudes on the one hand over a section into the transport strand 10 'and on the other hand extends into the area of the packaging container 48 provided under the stripping device 46.
- the upwardly extending U-legs 54 and 56 of the holding rail 52 each form a support in the event that a cotton swab 26 should detach from the same receiving recesses 40 of the transport strand 38 'of the transfer belt 38.
- a suction zone is provided within the transfer belt 38 or above its transport run 38 ', preferably in the form of a suction chamber 58 extending in its longitudinal direction, of the securing device 49, which is connected at 47 to a vacuum source and protrudes beyond the stripping device 46 in the transport direction.
- the suction chamber 58 is in the longitudinal center of its 38 'adjacent channel floor 60 equipped with a plurality of air inlet openings 62 (see FIG. 3), which can be assigned corresponding belt openings 63 in the transfer belt 38 (see FIG. 2).
- the transfer belt 38 is formed by two individual belts 64 and 66 arranged at a distance from one another, the transport strands of which, in the transport direction, each run in an underlying guide groove 68 or 70 of the suction channel floor 60 is.
- the suction air then flows between the individual belts 64 and 66 designed as toothed belts into the air inlet openings 62 of the suction chamber 58.
- the stripping device 46 has two parallel tines 72 and 74 which are provided at a lateral distance from one another and in a horizontal arrangement or parallel to the conveying plane 75 of the packaging containers 48 and which are held at one end on a lifting device 76.
- the tines 72 and 74 extend opposite to the transport direction of the transport belt 38 ', are in their upper starting position just above the transport plane of the cotton swabs 26, and their lateral distance corresponds approximately to the length of the part of the shaft 24 of the cotton swabs free from cotton swabs 78 and 80 26 (see Fig. 2).
- the length of the tines 72 and 74 corresponds approximately to the length of the cuboid packaging container 48.
- the filled packaging container 48 is transported away and another empty packaging container 48 is again provided in a defined position below the stripping device 46 for filling.
- the tines 72 and 74 are deflected upwards and outwards in the lateral direction when starting up from a certain lifting height (see dash-dotted lines 82 and 84) in such a way that they wad the cotton balls 78 and drive around 80 sideways. Above this, they are then returned inwards to the vertical plane, in which they are then steered straight down again.
- This evasive movement of the tines 72 and 74 can be accomplished in various technical ways.
- a possible type of such a tine guide can be realized according to FIG. 5 with the aid of a control device 86.
- the prongs 72 and 74 each sit at the lower end of a vertically extending lever arm 88 or 90 of a double-armed lever, the other lever arm 92 or 94 of which is arranged transversely, in particular at right angles, to the lever arm 88 or 90.
- Both levers 88, 92 and 90, 94 are arranged symmetrically to one another in such a way that their lever arms 92 and 94 extend opposite one another in the lateral direction. These each carry a role 96 or 98.
- the lever arms 88 and 90 are articulated at 100 and 102 on a common lifting member 104, which e.g. is vertically adjustable by means of a piston rod 106 of, for example, a pneumatically controlled working cylinder 108 for carrying out the lifting movements of the tines 72 and 74.
- a control cam 110 or 112 is assigned to each lever 88, 92 or 90, 94, which can evade the associated roller 96 or 98 in the downward direction of the lifting member 104 by acting around an axis 114 or 116 against the action of a return spring 118 or 120 is pivotable downwards. Accordingly, the levers 88, 92 and 90, 94 can move downward in their stop position defined by a tension spring 122 on the lifting member 104 without being obstructed by the curves 110 and 112 for storing cotton swabs 26.
- the height of the two curves 110 and 112 determines the time at which the lateral tine deflection begins.
- the curves 110 and 112 are therefore adjustable in height with respect to the packaging container 48 or the conveyor plane 75.
- the pneumatic control of the lifting member 104 offers the advantage that, with an appropriate choice of the air pressure, the path during the downward movement of the tines 72 and 74 is shortened correspondingly according to the number of layers of cotton swabs 26 stored in the packaging container 48 per stroke without any technical effort.
- the evasive movement of the tines 72 and 74 can e.g. can also be generated by a backdrop with a gate switch.
- transverse slots 126 are incorporated at a distance from one another which, when cotton swabs are taken over, absorb and hold their swab shaft 24 under slight pretension.
- the transverse webs 128 remaining between the transverse slots 126 thus form rod-holding claws. These can also be formed by spring steel tongues.
- the discharge belt 40 also takes over the task of the transfer belt for the hanging transport of the cotton swabs 26 to the stripping device, which is denoted by 46 'and their stroke direction and their components with the same, but also provided with an apostrophe reference numerals as in Fig. 1.
- the transport run 10 'of the discharge belt 10 fulfills the function of the transfer belt along a last section of the belt before the latter is deflected again in the opposite direction for the return.
- this section of the strand is guided in such a way that it is twisted or restricted in the conveying direction by 180 ° before the cotton swabs 26, which are then suspended from this, which is no longer shown, are fed to a stripping device for storage in a packaging container.
- the setting of the transport strand 10 ' is then undone again by appropriate guide means before it begins its return.
- the transport strand 10 'along the twisting section is also assigned a suitable, for example working with negative pressure, no longer shown securing device to secure the cotton swabs 26, if necessary, during the setting of the transport strand 10' and during further transport in a hanging state.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
Abstract
Es wird eine Wattestäbchen-Maschine beschrieben, die sich durch eine grosse Verpackungskapazität auszeichnet. Hierzu wird eine geschlossene Wattestäbchenformation mittels eines Fördergurtes (38) kontinuierlich und derart zu einer Verpackungsstation gefördert, dass sie dort oberhalb eines Verpackungsbehälters (48) hängend ankommt. Mit Hilfe einer oberhalb des Verpackungsbehälters und über der Wattestäbchenformation angeordneten Abstreifvorrichtung (46) werden Abschnitte der ankommenden Stäbchenformation während der Bewegung des Fördergurtes von diesem abgestreift und lagenweise in den Verpackungsbehälter abgelegt.
Description
- Die Erfindung betrifft eine Wattestäbchen-Maschine mit den Merkmalen des Oberbegriffes von Patentanspruch 1.
- Eine Wattestäbchen-Maschine dieser Art ist aus der CH-PS 582 088 bekannt. Mit ihrer Hilfe konnte eine Verpackungsleistung von 1200 Wattestäbchen/min erzielt werden. Die Stäbchen werden hierbei durch einen Austragsgurt, auf diesem aufliegend, von einer Herstellungsvorrichtung einer Übernahmestelle zugefördert, dort während ihrer Transportbewegung vom unteren Trum eines oberhalb des Austragsgurtes mit gleicher Geschwindigkeit und in gleicher Richtung laufenden weiteren Gurtes einer Überführeinrichtung übernommen und einer Übergabestation zugeführt. Während dieser Transportbewegung werden die Wattestäbchen durch Unterdruck mit begrenzter Kraft an der Unterseite des Gurttrums festgelegt.
- Der Überführeinrichtung ist eine Abstreifstation zugeordnet, in der die angelieferte Stäbchenformation aus dem Hängezustand des kontinuierlich in jeweils der Behältergrösse entsprechenden Abschnitten lagenweise in den Verpackungsbehälter abgestreift werden.
- Hierzu ist die Abstreifstation mit zwei seitlich des die Wattestäbchen anliefernden Gurttrums angeordneten Abstreifern ausgestattet, die nach unten gerichtete Abstreifbewegungen ausführen und dabei jeweils eine Stäbchenformation vom Gurttrum ablösen und lagenweise dem Verpackungsbehälter zuführen. Während der Hubbewegungen der Abstreifer muss dabei der Gurt der Überführeinrichtung stillgesetzt werden, da sonst Wattestäbchen an diese anlaufen und vom Gurt abfallen würden.
- Die Hubbewegungen der Abstreifer haben sehr schnell bzw. stossartig zu erfolgen, wobei im selben Takt auch der Antrieb des Gurtes der Überführeinrichtung unterbrochen werden muss. Hieraus resultieren häufig Störungen, indem sich bei den ruckartigen Bewegungen Wattestäbchen von der Unterseite des Gurttrums ablösen können.
- Die Fertigungskapazität von Herstellungsvorrichtungen für Wattestäbchen ist bei einer derartigen Arbeitsweise von Überführeinrichtung und Abstreifer nicht auszuschöpfen.
- Es ist demgemäss Aufgabe der Erfindung, eine Wattestäbchen-Maschine in einer Ausbildung gemäss dem Oberbegriff des Patentanspruches 1 so zu verbessern, dass die Fertigungskapazität von Herstellungsvorrichtungen für die Verpackung von Wattestäbchen voll nutzbar ist.
- Diese Aufgabe wird erfindungsgemäss durch die kennzeichnenden Merkmale des Patentanspruches 1 gelöst.
- Kommen bei der erfindungsgemässen Konstruktion die Wattestäbchen an einem Gurt hängend an der Übergabestelle an, so tritt das Abstreiferpaar in Funktion und lagert mit grosser Geschwindigkeit eine Lage von Wattestäbchen in den bereitgestellten Verpackungsbehälter ein.
- Aufgrund der durch die hohe Maschinenkapazität erfindungsgemäss ermöglichten grösseren Fördergeschwindigkeit des die Wattestäbchen haltenden Gurtes werden in dem Intervall zwischen Abstreifen und Einlagern von Wattestäbchen in einen Verpackungsbehälter bereits erneut Wattestäbchen an der Übergabestation angeliefert. Erfindungsgemäss führen deshalb die Zinken des als Abstreiferpaar vorgesehenen Zinkenpaares bei ihrer Hubbewegung nach oben zugleich eine deren Abstand voneinander um ein solches Maß vergrössernde Bewegung seitwärts aus, dass sie die Wattebäusche der bereits wieder angelieferten Wattestäbchen seitlich umfahren, worauf sie in ihre Ausgangsposition zurückkehren, in der sie sich dann oberhalb des Schaftes der Wattestäbchen befinden und erneut einen Abwärtshub zum Überführen von einer eine Packungslage bestimmende Anzahl von Wattestäbchen in den bereitgestellten Verpackungsbehälter ausführen können.
- Die Ausweichbewegung der Zinken ist hierbei vorteilhaft von deren vertikaler Absenkbewegung abgeleitet. Zur exakten Orientierung des Schaftes der Wattestäbchen an den Zinken können diese unterseitig sägezahnartig entsprechend dem Stäbchenabstand innerhalb des Stäbchenformation gezahnt sein.
- Der die Wattestäbchen im Hängezustand in den Bereich des Verpackungsbehälters kontinuierlich weiterfördernde, umlaufende Gurt kann durch den Austragsgurt selbst gebildet sein. Hierbei bieten sich vorteilhafte Lösungen gemäss den Patentansprüchen 5 und 6 an.
- Eine bevorzugte Ausführungsform der Erfindung ist Gegenstand des Patentanspruches 7, wobei vorteilhafte Ausgestaltungen derselben in weiteren Unteransprüchen definiert sind.
- Neben der Wattestäbchen-Maschine gemäss CH-PS 582 088, von der die Erfindung ausgeht, ist aus der CH-PS 582 089 eine Wattestäbchen-Maschine bekannt, deren Austragsgurt für den hängenden Weitertransport von von ihm angelieferten, fertigen Wattestäbchen oberhalb seines oberen, die Wattestäbchen tragenden Gurttrums ein in dessen Laufrichtung verstellbarer Saugschlitten zugeordnet ist, der zur Übernahme von Wattestäbchen auf das Gurttrum absenkbar und mit durch Ansaugen an diesem haftenden Wattestäbchen einer Übergabestation zusteuerbar ist. Dort läuft der Saugschlitten zwischen zwei in Vertikalrichtung auf- und abbewegbare Abstreifer ein, die, analog zur erfindungsgemässen Konstruktion, ein sich der Transportrichtung der Wattestäbchen entgegenstreckendes Zinkenpaar bilden.
- Nach Stillsetzen des Saugschlittens in der Übergabestellung führt das Zinkenpaar eine Hubbewegung nach unten aus, streift dabei die durch Unterdruck am Saugschlitten haftende Anzahl von Wattestäbchen von diesem ab und schlägt sie in den bereitgestellten Verpackungsbehälter ein.
- Diese bekannte Maschine arbeitet gleichfalls intermittierend, wobei lediglich eine Verpackungsleistung bis zu 850 Stäbchen/min erreicht wird.
- Aus der CH-PS 575 854 ist ausserdem eine Wattestäbchen-Maschine bekannt, bei der mittels eines Zubringerschlittens die vom oberen, aus zwei im Abstand und parallel zueinander laufenden, schmalen Gurte gebildeten Trum eines Austragsgurtes angelieferten Wattestäbchen in Transportrichtung von diesem herunter- und zu einer Übergabestation geschoben werden.
- Während ihres Verschiebens ruhen die Wattestäbchen mit ihren Enden auf zwei zueinander parallelen Auflageleisten auf, die zur Freigabe der Wattestäbchen um eine horizontale Achse nach unten abklappbar sind, sobald ein Einschieber zum Einlegen einer vorbestimmten Anzahl von bereitgestellten Wattestäbchen in einen Verpackungsbehälter nach unten gesteuert wird.
- Diese bekannte Maschine ist somit bereits mit einer Sicherungsvorrichtung zum Halten einer Wattestäbchenformation während ihrer Überführung in die Übergabestellung ausgestattet. Dabei arbeitet auch diese Konstruktion intermittierend und vermag keine befriedigende Verpackungsleistung zu erbringen.
- In der Zeichnung sind Ausführungsbeispiele der Erfindung schematisch dargestellt. Es zeigen:
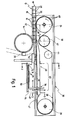
- Fig. 1: in Seitenansicht das Übergabeende einer Wattestäbchen-Übergabestation einer Wattestäbchen-Maschine, der eine Wattestäbchen-Übernahmeeinrichtung und dieser eine Wattestäbchen-Abstreifstation zugeordnet ist.
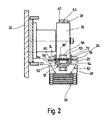
- Fig. 2: einen Querschnitt der Wattestäbchen-Übergabestation, entlang der Linie 2-2 der Fig. 1 gesehen,
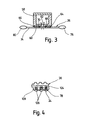
- Fig. 3: einen Teilschnitt durch die Wattestäbchen-Übergabestation, entlang der Linie 3-3 der Fig. 1, in vergrössertem Maßstab,
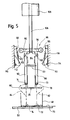
- Fig. 4: in Seitenansicht ein Teilstück einer Konstruktionsvariante des Überführungsgurtes der Wattestäbchen-Übergabestation,
- Fig. 5: eine Ansicht einer möglichen Ausführungsform der in Fig. 1 lediglich angedeuteten Wattestäbchen-Abstreifstation, in Richtung des Pfeiles A der Fig. 1 gesehen,
- Fig. 6 und 7: Konstruktionsvarianten, bei denen der Austragsgurt zugleich den Überführungsgurt für den Wattestäbchentransport im Hängezustand bildet.
- In Fig. 1 ist als Ganzes mit 10 ein endloser Austragsgurt einer Wattestäbchen-Übergabestation 12 einer an sich bekannten Wattestäbchen-Maschine bezeichnet. 14 bezieht sich auf eine übergabeseitig vorgesehene Gurt-Umlenkrolle. Der Austragsgurt 10 ist vorzugsweise aus einzelnen, aneinander angelenkten Kettengliedern 16 gebildet, die jeweils einen im Querschnitt U-förmigen, nach oben offenen Stützbügel 18 tragen. In die Stirnenden der sich nach oben erstreckenden Bügelschenkel 20 und 22 (s. Fig. 2) sind zur Aufnahme jeweils eines Schaftendes 24 von Wattestäbchen 26 (s. Fig. 3) nebeneinanderliegende, nach oben offene Ausnehmungen 28 eingeformt.
- 30 bezeichnet als Ganzes eine der Wattestäbchen-Übergabestation 12 zugeordnete Wattestäbchen-Übernahmeeinrichtung, die oberhalb des horizontal geführten Transporttrums 10′ des Auftraggurtes 10 angeordnet ist und sich vom Endbereich der Wattestäbchen-Übergabestation 12 in deren Förderrichtung horizontal weitererstreckt. Diese weist einen um an einem stationären Träger 32 gelagerte Umlenkrollen 34 und 36 herumgeführten Überführungsgurt 38 auf, der am Gurtrücken sich quer erstreckende, in ihrer Ausbilding beispielsweise den Ausnehmungen 28 der Stützbügel 18 entsprechende Ausnehmungen 40 zur Übernahme jeweils eines Wattestäbchens 26 bzw. dessen Wattestäbchenschaftes 24 aufweist.
- Das unten laufende Transporttrum 38′ des Überführungsgurtes 38 ist derart geführt, dass dessen Ausnehmungen 40 entlang eines Trumteilstückes a während der Förderbewegung des Austragsgurtes 10 mit den Ausnehmungen 28 seines Transporttrums 10′ fluchten. Mit diesen eine Gurtverzahnung bildenden Ausnehmungen 40 ist ein Antriebsrad 42 einer nicht näher gezeigten Antriebsvorrichtung in formschlüssigem Eingriff. 44 bezeichnet eine am Träger 32 gelagerte Gurtspannrolle.
- Das untere Transporttrum 38′ des Überführungsgurtes 38 übernimmt kontinuierlich Schäfte 24 der von den Ausnehmungen 28 des Transporttrums 10′ des Austraggurtes 10 in liegender Formation ankommenden Wattestäbchen 26 und transportiert diese in hängendem Zustand zu einer als Ganzes mit 46 bezeichneten Abstreifvorrichtung der Wattestäbchen-Übernahmeeinrichtung 30, mit deren Hilfe taktweise jeweils eine vorbestimmte Anzahl von Wattestäbchen 26 gleichzeitig in einen unter der Abstreifvorrichtung 46 bereitgestellten Verpackungsbehälter 48 überführt werden.
- Der Arbeitstakt ist mit Bezug auf die Fördergeschwindigkeit des Transporttrums 38′ so abgestimmt, dass bei kontinuierlichem Lauf des Überführungsgurtes 38 die am Transporttrum 38′ hängend von der Übergabestation 12 weggeförderten Wattestäbchen 26 intermittierend lageweise in den Verpackungsbehälter 48 eingelagert werden.
- Enthält der Verpackungsbehälter 48 die vorgesehene Anzahl von Lagen an Wattestäbchen 26, wird dieser gegenüber einem leeren Verpackungsbehälter 48 maschinell ausgewechselt, was durch einen geeigneten Förderer 50 erfolgen kann. Hierbei kann es sich um einen Band- oder Karussellförderer handeln.
- Damit im Anschluss an den vom liegenden in den hängenden Zustand überwechselnden Transport von Wattestäbchen 26 eine sichere Halterung am Transporttrum 38′ des Überführungsgurts 38 gewährleistet ist, ist dem Transporttrum 10′ des Austraggurtes 10 eine Sicherungsvorrichtung 49 zugeordnet, die eine im Querschnitt U-förmige Halteschiene 52 aufweist (Fig. 2), die einerseits über ein Teilstück in das Transporttrum 10′ hineinragt und andererseits sich bis in den Bereich des unter der Abstreifvorrichtung 46 bereitgestellten Verpackungsbehälters 48 erstreckt. Die sich nach oben erstreckenden U-Schenkel 54 und 56 der Halteschiene 52 bilden jeweils eine Stütze für den Fall, dass sich ein Wattestäbchen 26 aus den dasselbe aufnehmenden Ausnehmungen 40 des Transporttrums 38′ des Überführungsgurtes 38 lösen sollte.
- Der Hängezustand der Wattestäbchen 26 am Transporttrum 38′ wird mittels Unterdruck aufrechterhalten. Hierzu dient eine innerhalb des Überführungsgurtes 38 bzw. oberhalb dessen Transporttrums 38′ vorgesehene Saugzone, vorzugsweise in Form einer sich in dessen Längsrichtung erstreckenden Saugkammer 58 der Sicherungsvorrichtung 49, die bei 47 an eine Unterdruckquelle angeschlossen ist und in Transportrichtung über die Abstreifvorrichtung 46 hinausragt.
- Die Saugkammer 58 ist in Längsmitte ihres am Transporttrum 38′ anliegenden Kanalbodens 60 mit einer Vielzahl von Lufteintrittsöffnungen 62 ausgestattet (s. Fig. 3), denen im Überführungsgurt 38 entsprechende Gurtöffnungen 63 zugeordnet sein können (s. Fig. 2).
- Vorteilhafter ist es hingegen, wenn, wie beim gezeigten Ausführungsbeispiel gemäss Fig. 3, der Überführungsgurt 38 durch zwei im Abstand nebeneinander angeordnete Einzelriemen 64 und 66 gebildet ist, deren Transporttrum in Transportrichtung in jeweils einer unter liegenden Führungsnut 68 bzw. 70 des Saugkanalbodens 60 geführt ist. Die Saugluft strömt dann zwischen den als Zahnriemen ausgebildeten Einzelriemen 64 und 66 in die Lufteintrittsöffnungen 62 der Saugkammer 58 ein.
- Die Abstreifvorrichtung 46 weist zwei in seitlichem Abstand voneinander und in horizontaler Anordnung, bzw. parallel zur Förderebene 75 der Verpackungsbehälter 48 vorgesehene, parallele Zinken 72 und 74 auf, die mit ihrem einen Ende an einer Hubvorrichtung 76 gehalten sind.
- Die Zinken 72 und 74 erstrecken sich entgegen der Transportrichtung des Transportgurtes 38′, befinden sich in ihrer oberen Ausgangslage kurz oberhalb der Transportebene der Wattestäbchen 26, und ihr seitlicher Abstand entspricht ungefähr der Länge des von Wattestäbchen 78 und 80 freien Teils des Schaftes 24 der Wattestäbchen 26 (s. Fig. 2). Die Länge der Zinken 72 und 74 entspricht in etwa der Länge des quaderförmigen Verpackungsbehälters 48.
- Vom Transporttrum 38′ kontinuierlich transportierte Wattestäbchen 26 laufen oberhalb des Verpackungsbehälters 48 in einen Abwurfbereich ein, wobei sie unterhalb der beiden, sich in ihrer oberen Ausgangsstellung befindenden Zinken 72 und 74 transportiert werden. Befindet sich dann oberhalb des Verpackungsbehälters 48 ein Abschnitt der Stäbchenformation, dessen Anzahl derjenigen einer in den Verpackungsbehälter 48 einzulagernden Anzahl von Wattestäbchen 26 entspricht, so tritt die Abstreifvorrichtung 46 in Funktion, steuert deren Zinken 72 und 74 schlagartig nach unten und schlägt dabei die entsprechende Anzahl von Wattestäbchen 26 vom Transporttrum 38′ ab und überführt diese, ihre horizontale Förderlage beibehaltend, in den Verpackungsbehälter 48.
- Die Anlieferung weiterer Wattestäbchen 26 in den Abwurfbereich wird dabei kontinuierlich fortgesetzt, wobei die Geschwindigkeit der Ab- und Aufwärtshübe der Abstreifvorrichtung 46 zur Anliefergeschwindigkeit so abgestimmt ist, dass sich deren Zinken 72 und 74 bereits wieder in ihrer oberen Ausgangsstellung befinden, bevor wiederum die abzuwerfende Anzahl von Wattestäbchen 26 angefördert worden ist. Danach erfolgt dann sofort ein erneuter Stäbchenabwurf. Auf diese Weise wird in den Verpackungsbehälter 48 Stäbchenlage für Stäbchenlage bis zu dessen maximaler Füllung eingeschlagen.
- Anschliessend wird im Maschinenabwurftakt, d.h. in der Zeit zwischen Aufwärts- und Abwärtshub der Abstreifvorrichtung 46 durch den Förderer 50, der gefüllte Verpackungsbehälter 48 abtransportiert und erneut ein weiterer, leerer Verpackungsbehälter 48 unterhalb der Abstreifvorrichtung 46 lagedefiniert zum Füllen bereitgestellt.
- Für die im vorstehend erläuterten Sinne abgestimmten Bewegungen der Zinken 72 und 74 sowie des Transporttrums 38′ ist eine besondere Steuerung der Zinken 72 und 74 bei ihrem Abwärts- und Aufwärtshub notwendig, derart, dass sie während des Abwärtshubes, wie in Fig. 5 strichpunktiert angedeutet, eine vertikale bzw. lotrechte Abwärtsbewegung und aufwärts eine solche Bewegung ausführen, dass die erneut in die Abwurfzone einlaufenden Wattestäbchen 26 von den Zinken 72 und 74 nicht seitlich des Transporttrums 38′ nach oben abgeknickt werden.
- Wie aus den Fig. 2 und 5 ersichtlich ist, werden zu diesem Zweck die Zinken 72 und 74 beim Hochfahren ab einer bestimmten Hubhöhe in seitlicher Richtung derart nach oben und aussen ausgelenkt (s. strichpunktierte Linien 82 und 84), dass sie die Wattebäusche 78 und 80 seitlich umfahren. Oberhalb derselben werden sie dann nach innen in die vertikale Ebene zurückgeführt, in der sie anschliessend wieder geradlinig nach unten gesteuert werden.
- Diese Ausweichbewegung der Zinken 72 und 74 kann technisch verschiedenartig bewerkstelligt werden. Eine mögliche Art einer solchen Zinkenführung lässt sich gemäss Fig. 5 mit Hilfe einer Steuervorrichtung 86 realisieren.
- In diesem Falle sitzen die Zinken 72 und 74 jeweils am unteren Ende eines sich vertikal erstreckenden Hebelarmes 88 bzw. 90 eines doppelarmigen Hebels, dessen anderer Hebelarm 92 bzw. 94 zum Hebelarm 88 bzw. 90 quer, insbesondere rechtwinklig angeordnet ist. Beide Hebel 88, 92 bzw. 90, 94 sind zueinander symmetrisch derart angeordnet, dass sich deren Hebelarme 92 bzw. 94 zueinander entgegengesetzt in seitlicher Richtung erstrecken. Diese tragen jeweils eine Rolle 96 bzw. 98.
- Die Hebelarme 88 und 90 sind bei 100 bzw. 102 an einem gemeinsamen Hubglied 104 angelenkt, das z.B. mittels einer Kolbenstange 106 eines beispielsweise pneumatisch gesteuerten Arbeitszylinders 108 zur Durchführung der Hubbewegungen der Zinken 72 und 74 vertikal verstellbar ist.
- Jedem Hebel 88, 92 bzw. 90, 94 ist eine Steuerkurve 110 bzw. 112 zugeordnet, die in Abwärtsrichtung des Hubgliedes 104 der zugeordneten Rolle 96 bzw. 98 auszuweichen vermag, indem sie um eine Achse 114 bzw. 116 gegen die Wirkung einer Rückstellfeder 118 bzw. 120 nach unten verschwenkbar ist. Demgemäss können sich die Hebel 88, 92 bzw. 90, 94 in ihrer durch eine Zugfeder 122 am Hubglied 104 definierten Anschlagstellung ohne Behinderung durch die Kurven 110 und 112 zum Einlagern von Wattestäbchen 26 abwärts bewegen.
- Beim Aufwärtshub erfolgt hingegen durch die Kurven 110 und 112 eine solche Auslenkung der Hebel 88, 92 bzw. 90, 94, dass die Zinken 72 und 74 sich entlang der Kurvenbahn 82 bzw. 84 bewegen und somit die Wattebäusche 78 und 80 umfahren.
- Die Höhenlage der beiden Kurven 110 und 112 bestimmt dabei den Zeitpunkt des Beginns der seitlichen Zinkenauslenkung. Die Kurven 110 und 112 sind deshalb mit Bezug auf den Verpackungsbehälter 48 bzw. der Förderebene 75 in der Höhe verstellbar festzulegen.
- Die pneumatische Steuerung des Hubgliedes 104 bietet den Vorteil, dass sich bei entsprechender Wahl des Luftdruckes der Weg bei der Abwärtsbewegung der Zinken 72 und 74 entsprechend der Anzahl der eingelagerten Lagen von Wattestäbchen 26 in den Verpackungsbehälter 48 je Hub ohne technischen Aufwand entsprechend verkürzt.
- Anstelle der vorstehend erläuterten Steuervorrichtung 86 zur Erzeugung der speziellen Zinkenbewegung zum seitlichen Umfahren der Wattestäbchen 26 kann die Ausweichbewegung der Zinken 72 und 74 z.B. auch durch eine Kulisse mit Kulissenweiche erzeugt werden.
- Zur Übernahme von Wattestäbchen 26 können der Überführungsgurt 38 bzw. die denselben bildenden Einzelriemen 64 und 66 am Gurtrücken anstelle der quer verlaufenden, jeweils einen Stäbchenschaft 24 der Wattestäbchen 26 aufnehmenden Ausnehmungen 40 gemäs Fig. 4 auch eine Weichstoffauflage 124 tragen, in die quer zur Gurtlängsrichtung im Abstand nebeneinander Querschlitze 126 eingearbeitet sind, welche bei der Übernahme von Wattestäbchen deren Stäbchenschaft 24 unter geringer Vorspannung in sich aufnehmen und halten. Die zwischen den Querschlitzen 126 verbleibenden Querstege 128 bilden somit Stäbchenhaltekrallen. Diese können auch durch Federstahlzungen gebildet sein.
- Beim Ausführungsbeispiel gemäss Fig. 6 übernimmt der Austragsgurt 40 zugleich die Aufgabe des Überführungsgurtes für den hängenden Transport der Wattestäbchen 26 zur Abstreifvorrichtung, die mit 46′ bezeichnet ist und deren Hubvor richtung sowie deren Komponenten mit den gleichen, jedoch gleichfalls mit einem Apostroph versehenen Bezugszahlen wie in Fig. 1 bezeichnet sind.
- Hierbei bildet das untere, sich in die entgegengesetzte Richtung zum Transporttrum 10′ bewegende Rücklauftrum 10˝ zugleich einen Überführungsgurt, an dessen Unterseite die Wattestäbchen 26 hängend über einen bereitgestellten Verpackungsbehälter 48 gefördert und durch die der Konstruktion der Hubvorrichtung 76 entsprechenden Hubvorrichtung 76′ in der oben erläuterten Weise in diesen eingelagert werden.
- Bei der Konstruktionsvariante gemäss Fig. 7 erfüllt das Transporttrum 10′ des Austragsgurtes 10, bevor letzteres zum Rücklauf wieder in die entgegengesetzte Richtung umgelenkt wird, entlang eines letzten Trumteilstückes zugleich die Funktion des Überführungsgurtes. Zu diesem Zweck ist dieses Trumteilstück derart geführt, dass es in Förderrichtung um 180° verdrillt bzw. geschränkt wird, bevor die dann an diesem unten hängenden Wattestäbchen 26, was nicht mehr dargestellt ist, einer Abstreifvorrichtung zum lageweisen Einlagern in einen Verpackungsbehälter zugeführt werden. Im Anschluss an die Abstreifvorrichtung wird dann das Schränken des Transporttrums 10′ durch entsprechende Führungsmittel wieder rückgängig gemacht, bevor es seinen Rücklauf beginnt.
- Vorzugsweise ist dem Transporttrum 10′ entlang der Verdrillstrecke noch eine geeignete, beispielsweise mit Unterdruck arbeitende, nicht mehr dargestellte Sicherungsvorrichtung zugeordnet, um die Wattestäbchen 26 gegebenenfalls während des Schränkens des Transporttrums 10′ und beim Weitertransport in hängendem Zustand zu sichern.
Claims (16)
1. Wattestäbchen-Maschine mit einem kontinuierlich umlaufenden, als Band oder Kette ausgebildeten Austragsgurt für die fertigen Wattestäbchen, der diese von unten unterstützend in einer geordneten, der späteren Abpackformation entsprechenden Stäbchenformation aus der Herstellungsvorrichtung austrägt,
- ferner mit einer Einrichtung zum Überführen des Transportzustandes der Stäbchenformation aus dem von unten unterstützten Tragzustand in einen von oben mit begrenzter Kraft gehaltenen Hängezustand während der Weiterbewegung der Stäbchenformation, wobei die hängende Stäbchenformation durch einen umlaufenden Gurt in den Bereich eines lagedefiniert bereitgestellten Verpackungsbehälters transportiert wird,
- ferner mit einem im Bereich oberhalb des Verpackungsbehälters angeordneten, in Vertikalrichtung auf- und abbeweglichen, gemeinsam mit der lagedefinierenden Aufnahme für den Verpackungsbehälter eine Abstreifstation bildenden Abstreiferpaar, das die Stäbchenformation aus dem Hängezustand diskontinuierlich in jeweils der Behältergrösse entsprechenden Abschnitten lagenweise in den Verpackungsbehälter abstreift,
dadurch gekennzeichnet,
dass der die Stäbchenformation im Hängezustand transportierende Gurt (38) kontinuierlich umläuft,
- dass diesem Gurt (38) eine Sicherungsvorrichtung (49) zum Halten der Stäbchenformation während der Überführung in den Hängezustand am Gurt (38) zugeordnet ist,
- dass das Abstreiferpaar als ein der Transportrichtung sich entgegenstreckendes, einseitig im Bereich des in Transportrichtung weisenden Endes gehaltenes Zinkenpaar (72, 74) ausgebildet ist, welches Abschnitte der Stäbchenformation während der Bewegung des Gurtes (38) von diesem abstreift und
- dass jeder Zinken (72 bzw. 74) des Zinkenpaares horizontal nach aussen beweglich gelagert und angetrieben ist in einer solchen Weise, dass die Zinken (72, 74) wenigstens mit ihrem freien Ende (Spitzen) während und nur während ihres aufwärts gerichteten Rückhubes dem in den Abwurfbereich einfahrenden neuen Abschnitt der Stäbchenformation horizontal nach aussen ausweichen und in die Ausgangsposition zurückkehren.
- ferner mit einer Einrichtung zum Überführen des Transportzustandes der Stäbchenformation aus dem von unten unterstützten Tragzustand in einen von oben mit begrenzter Kraft gehaltenen Hängezustand während der Weiterbewegung der Stäbchenformation, wobei die hängende Stäbchenformation durch einen umlaufenden Gurt in den Bereich eines lagedefiniert bereitgestellten Verpackungsbehälters transportiert wird,
- ferner mit einem im Bereich oberhalb des Verpackungsbehälters angeordneten, in Vertikalrichtung auf- und abbeweglichen, gemeinsam mit der lagedefinierenden Aufnahme für den Verpackungsbehälter eine Abstreifstation bildenden Abstreiferpaar, das die Stäbchenformation aus dem Hängezustand diskontinuierlich in jeweils der Behältergrösse entsprechenden Abschnitten lagenweise in den Verpackungsbehälter abstreift,
dadurch gekennzeichnet,
dass der die Stäbchenformation im Hängezustand transportierende Gurt (38) kontinuierlich umläuft,
- dass diesem Gurt (38) eine Sicherungsvorrichtung (49) zum Halten der Stäbchenformation während der Überführung in den Hängezustand am Gurt (38) zugeordnet ist,
- dass das Abstreiferpaar als ein der Transportrichtung sich entgegenstreckendes, einseitig im Bereich des in Transportrichtung weisenden Endes gehaltenes Zinkenpaar (72, 74) ausgebildet ist, welches Abschnitte der Stäbchenformation während der Bewegung des Gurtes (38) von diesem abstreift und
- dass jeder Zinken (72 bzw. 74) des Zinkenpaares horizontal nach aussen beweglich gelagert und angetrieben ist in einer solchen Weise, dass die Zinken (72, 74) wenigstens mit ihrem freien Ende (Spitzen) während und nur während ihres aufwärts gerichteten Rückhubes dem in den Abwurfbereich einfahrenden neuen Abschnitt der Stäbchenformation horizontal nach aussen ausweichen und in die Ausgangsposition zurückkehren.
2. Wattestäbchen-Maschine nach Anspruch 1, dadurch gekennzeichnet, dass die Ausweichbewegung der Zinken (72, 74) des Abstreiferpaares von der Vertikalbewegung des Abstreiferpaares abgeleitet ist.
3. Wattestäbchen-Maschine nach Anspruch 2, dadurch gekennzeichnet, dass die Ausweichbewegung der Zinken (72, 74) des Abstreiferpaares durch eine Kulisse mit Kulissenweiche erzeugt wird.
4. Wattestäbchen-Maschine nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Zinken (72, 74) des Abstreiferpaares unterseitig sägezahnartig entsprechend dem Stäbchenabstand innerhalb der Stäbchenformation gezahnt sind.
5. Wattestäbchen-Maschine nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Austragsgurt (10) der Herstellungsvorrichtung die Funktion des den Hängezustand der Stäbchenformation herbeiführenden Gurtes übernimmt, dass die Abstreifstation (46) im Bereich des Rücklauftrums (10˝) des Austragsgurtes (10) angeordnet ist und dass der Austragsgurt (10) im Gesamtbereich von dessen Umkehr in den Gurtrücklauf und im Anfangsbereich von dessen Rücklauftrum (10˝) mit einer Sicherungsvorrichtung zum Halten der Wattestäbchen am Austragsgurt (10) versehen ist.
6. Wattestäbchen-Maschine nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Austragsgurt (10) in sich um wenigstens 180° verdrillbar ausgebildet ist, dass der Austragsgurt (10) mit einer ihn um 180° verdrillenden Gurtführung und in der solcherart gebildeten Drillstrecke sowie ein kurzes Stück darüber hinaus mit der die Wattestäbchen (26) am Austragsgurt (10) festhaltenden Sicherungsvorrichtung versehen ist, derart, dass der Austrags gurt (10) die Funktion des den Hängezustand der Stäbchenformation herbeiführenden Gurtes übernimmt, dass die Abstreifstation im Anschluss an die Verdrillstrecke angeordnet und dass im weiteren Verlauf der Gurtführung des Austragsgurtes (10) eine weitere, den Ausgangszustand des Austragsgurtes (10) herstellende Verdrillstrecke mit entsprechender Gurtführung vorgesehen ist.
7. Wattestäbchen-Maschine nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass oberhalb des Austragsgurtes (10) ein gesonderter, insbesondere ihn berührender und mit einem Fördertrum (38′) horizontal über das Transporttrum (10′) des Austragsgurtes (10) hinausreichender, die Stäbchenformation vom Austragsgurt (10) in einen Hängezustand übernehmender Überführungsgurt angeordnet ist, der mit der die Stäbchenformation im Hängezustand haltenden Sicherungsvorrichtung (49) versehen ist, und dass die Abstreifstation (46) im Bereich des horizontalen Fördertrums (38′) dieses Überführungsgurtes angebracht ist.
8. Wattestäbchen-Maschine nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Sicherungssvorrichtung zumindest bereichsweise durch ein mitlaufendes, die Stäbchen aussen andrückendes Band gebildet ist.
9. Wattestäbchen-Maschine nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Sicherungsvorrichtung (49) zumindest bereichsweise durch eine stillstehende, aussen an der Stäbchenformation anliegende Halteschiene (52) oder Blattfeder gebildet ist.
10. Wattestäbchen-Maschine nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Sicherungsvorrichtung (49) zumindest bereichsweise durch eine im Inneren, bzw. zwischen den beiden Trumen des Überführungsgurtes (38) angebrachte, an ein Sauggebläse anschliessbare Saugzone (58) gebildet ist.
11. Wattestäbchen-Maschine nach Anspruch 10, dadurch gekennzeichnet, dass der Saugluftstrom der Saugzone (58) durch eine Vielzahl von Gurtöffnungen (63) hindurchstreicht.
12. Wattestäbchen-Maschine nach Anspruch 10, dadurch gekennzeichnet, dass der Überführungsgurt durch ein gegenseitig beabstandetes Riemenpaar (64; 66) gebildet ist und dass die Saugzone (58) zwischen den beiden Einzelriemen (64 und 66) des Riemenpaares angeordnet ist.
13. Wattestäbchen-Maschine nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Wattestäbchen (26) durch ein Paar von Längsstegen (54, 56) im Abstand zum Gurttrum (38′) gehalten sind und dass die Sicherungsvorrichtung zumindest bereichsweise durch eine zwischen den beiden Längsstegen (54, 56), dem Gurttrum (38′) und den Wattestäbchen (26) sich der Stäbchenformation in Förderrichtung entgegenstreckende Sauglanze gebildet ist.
14. Wattestäbchen-Maschinen nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Sicherungsvorrichtung (49) durch elastische Haltekrallen am Überführungsgurt gebildet ist, wobei jeweils eine Haltekralle oder ein Paar von Haltekrallen jeweils ein Wattestäbchen (26) festhält.
15. Wattestäbchen-Maschine nach Anspruch 14, dadurch gekennzeichnet, dass die Haltekrallen durch Federstahlzungen gebildet sind.
16. Wattestäbchen-Maschine nach Anspruch 14, dadurch gekennzeichnet, dass die Haltekrallen durch Querschlitze (126) in einer Weichstoffauflage (124) auf dem Überführungsgurt (38) gebildet sind, wobei die Querschlitze (126) die Wattestäbchen (26) unter geringer Vorspannung in sich aufnehmen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19893922649 DE3922649C1 (de) | 1989-07-10 | 1989-07-10 | |
| DE3922649 | 1989-07-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0407747A1 true EP0407747A1 (de) | 1991-01-16 |
Family
ID=6384674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90111164A Withdrawn EP0407747A1 (de) | 1989-07-10 | 1990-06-13 | Wattestäbchen-Maschine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0407747A1 (de) |
| DE (1) | DE3922649C1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103101644A (zh) * | 2013-02-08 | 2013-05-15 | 刘义明 | 医用棉签自动化包装机的计数机构 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101905757A (zh) * | 2010-07-23 | 2010-12-08 | 兰溪市万成机电制造有限公司 | 一种棉签机的取料同步装置和方法 |
| CN106081192B (zh) * | 2016-08-10 | 2018-08-07 | 揭阳市康美日用制品有限公司 | 一种棉签棒料自动装箱机 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4054021A (en) * | 1975-07-18 | 1977-10-18 | Karl Fassbind | Apparatus for simultaneously packaging a series of elongate bodies |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH575854A5 (en) * | 1974-09-25 | 1976-05-31 | Fassbind Karl | Cotton wad stick packing machine - support bars swing down and out to lower stick group into pack underneath |
| CH582089A5 (de) * | 1975-07-17 | 1976-11-30 | Fassbind Karl | |
| CH582088A5 (en) * | 1975-07-18 | 1976-11-30 | Fassbind Karl | Packing machine for cotton wool buds on sticks - has toothed belt gripping items by suction and vertically reciprocating ejector |
-
1989
- 1989-07-10 DE DE19893922649 patent/DE3922649C1/de not_active Expired - Lifetime
-
1990
- 1990-06-13 EP EP90111164A patent/EP0407747A1/de not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4054021A (en) * | 1975-07-18 | 1977-10-18 | Karl Fassbind | Apparatus for simultaneously packaging a series of elongate bodies |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103101644A (zh) * | 2013-02-08 | 2013-05-15 | 刘义明 | 医用棉签自动化包装机的计数机构 |
| CN103101644B (zh) * | 2013-02-08 | 2014-09-03 | 东莞市万江鸿浩五金电器厂 | 医用棉签自动化包装机的计数机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3922649C1 (de) | 1990-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2852603C3 (de) | Vorrichtung zum Erzeugen einer vorbestimmten Lücke in einem sich schuppenartig überlappenden Bogenstrom | |
| CH640194A5 (de) | Uebergabevorrichtung fuer auf einem umlaufenden endlosen zubringeband in querreihen ankommende gegenstaende. | |
| DE2003594B2 (de) | Vorrichtung zum gleichmaessigen ausrichten von kegelstumpffoermigen spulenhuelsen und zum aufsetzen derselben auf die zapfen eines horizontal laufenden foerderers | |
| DE3843553A1 (de) | Garnlieferaggregat eines spulautomaten | |
| EP0063801B1 (de) | Vorrichtung zum Stapeln flacher Gegenstände | |
| EP0218872A2 (de) | Einrichtung zum Zusammentragen unterschiedlicher Druckprodukte | |
| EP0366038B1 (de) | Einrichtung zum zickzackförmigen Falten und Stapeln einer Materialbahn | |
| CH668057A5 (de) | Vorrichtung zum ueberfuehren der kreuzspulen von der kreuzspulenabgabestelle einer textilmaschine in ein kastenfoermiges transportmittel. | |
| DE3518906C2 (de) | Kopsladevorrichtung in einer Kopstransportvorrichtung für den Kopstransport von einer Spinnmaschine zu einem Spulautomaten | |
| DE2006090C3 (de) | Förderanlage zum Fördern von Zigaretten | |
| DE2311541A1 (de) | Vorrichtung zum bilden von losen paketen vorbestimmter werkstueckzahl von flachen werkstuecken | |
| DE19533086A1 (de) | Verfahren und Vorrichtung zum Stapeln von flächigen Erzeugnissen, insbesondere Druckereiprodukten | |
| DE2418562C2 (de) | Vorrichtung zum Entleeren von Schragen | |
| DE2136692A1 (de) | Verfahren und Vorrichtung zum Sammeln und Abtransportieren von Be haltern | |
| DE1436064C3 (de) | Vorrichtung zum Zusammentragen gefalzter Bogen zu einem Buchblock | |
| CH666880A5 (de) | Huelsenuebergabevorrichtung. | |
| EP0407747A1 (de) | Wattestäbchen-Maschine | |
| DE69907079T2 (de) | Vorrichtung zum Zuführen von flachen Zuschnitten aus Verpackungsmaterial zu einer Verarbeitungsmaschine | |
| DE1169825B (de) | Vorrichtung zum Ablegen von Zigaretten oder anderen stabfoermigen Gegenstaenden | |
| DE2935263A1 (de) | Automatische buchstapelmaschine | |
| DE19614807C2 (de) | Vorrichtung zum Anlegen von Paketen in gewendeter oder ungewendeter Form an eine nachfolgende Einrichtung | |
| CH646111A5 (de) | Vorrichtung zum umkippen aufeinanderfolgender gegenstaende. | |
| DE2000214A1 (de) | Vorrichtung zur Zufuehrung von Papiersaecken zu beispielsweise einer Verarbeitungsmaschine | |
| DE2500964C2 (de) | Stapelvorrichtung für eine Beutelherstellungsmaschine | |
| AT404116B (de) | Einrichtung zur entnahme von säcken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH ES FR GB IT LI LU NL |
|
| 17P | Request for examination filed |
Effective date: 19910529 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19921231 |