EP0406529B1 - Streicheinrichtung - Google Patents
Streicheinrichtung Download PDFInfo
- Publication number
- EP0406529B1 EP0406529B1 EP90107009A EP90107009A EP0406529B1 EP 0406529 B1 EP0406529 B1 EP 0406529B1 EP 90107009 A EP90107009 A EP 90107009A EP 90107009 A EP90107009 A EP 90107009A EP 0406529 B1 EP0406529 B1 EP 0406529B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- coating
- roller
- doctor blade
- blade
- throttle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000576 coating method Methods 0.000 title claims abstract description 64
- 239000011248 coating agent Substances 0.000 title claims abstract description 63
- 239000000463 material Substances 0.000 claims abstract description 9
- 239000008199 coating composition Substances 0.000 claims description 5
- 230000001105 regulatory effect Effects 0.000 claims 1
- 150000001875 compounds Chemical class 0.000 abstract description 4
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/02—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/02—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface
- B05C11/023—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface
- B05C11/025—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface with an essentially cylindrical body, e.g. roll or rod
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C3/00—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material
- B05C3/18—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material only one side of the work coming into contact with the liquid or other fluent material
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/32—Addition to the formed paper by contacting paper with an excess of material, e.g. from a reservoir or in a manner necessitating removal of applied excess material from the paper
- D21H23/34—Knife or blade type coaters
- D21H23/36—Knife or blade forming part of the fluid reservoir, e.g. puddle-type trailing blade or short-dwell coaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/02—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface
- B05C11/04—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface with blades
Definitions
- the invention relates to a coating device according to the preamble of claim 1.
- a coating device is known from FR-A 2 606 673.
- an outlet channel is provided which first discharges the excess coating material from the application chamber along the doctor element.
- the coating slip is fed along the web and not along the doctor element. Interruptions of the feed and discharge channels must be provided in a certain area of the same so that this flow guidance is possible.
- a flow body is provided which separates the coating slip flowing along the web to the doctor element from the excess amount of the coating slip leaving the application space.
- an application unit in which the coating slip is also supplied to the doctor element or its metering edge lying against the web through a cover body along the web.
- an excess of coating slip is removed from the application area at the end of the cover body on the web entry side.
- a hydrodynamic pressure is to be generated in the area of the cover body and the web.
- the purpose is pursued, by means of a precisely defined discharge point of the coating slip at the end of the application unit at the web entry end, to prevent air being carried along by the web into the order area.
- the object of the invention is to improve the quality of the applied stroke with regard to uniformity. Because of the high web speeds, it seems to be difficult with the previously known application devices of the generic type to prevent turbulence occurring in the coating slip.
- the material web is guided by the counter roller 2 in the area of the coating blade 4.
- the coating slip passes from the chamber 10 via the mouth channel 11 'to the mouth 11 and from there to the coating blade 4.
- the coating slip is supplied with a certain excess, which in this case, however, can be considerably smaller than in the previously known coating devices.
- An upper plate 1 as a cover body forms the throttle gap 8 with a width (width) of between 3 and 15 mm, preferably between 5 and 8 mm, relative to the coating blade 4.
- the length of this channel is between 5 and 25 mm, preferably between 5 and 15 mm.
- the tip 16 of the plate 1 (that is to say the edge which is rounded at most with a radius of 1 mm and is close to the counter roller 2) is approximately 3 to 10 mm away from the counter roller 2.
- the plate 1 forms with another plate 5 as a base cover body from the application space 9 on the doctor blade 4, where the coating compound flows from the mouth 11 to the scraper edge of the doctor blade, leading further throttle channel (drain channel) 7, which is essentially here Area between the mouth 11 and the front boundary wall 13 of the mouth 11 or the mouth channel 11 'and the chamber 10 extends. Its height is approximately between 3 and 6 mm and its length is essentially between ten and twenty times the specified height.
- the throttle ducts are practically slit-shaped in sections parallel to the central longitudinal axis of the counter-roller 2, because in this direction they have an overall length corresponding to the length of the counter-roller, for example at 8 m length of the counter-roller 2 and a channel (slot) height of 5 or 8 mm (see for example "e") exceeds the latter by orders of magnitude (see for example also FIG. 5).
- the application chamber prefferably feed the coating slip directly to the roller 2, which is then wrapped or touched by the web in another area, in which the coating slip is then transferred to the web.
- FIG. 2 shows yet another possible embodiment of the base body and cover body.
- the reference symbols are each provided with an additional apostrophe.
- the throttle channels each meet the conditions.
- the feature of claim 2 is also fulfilled.
- a doctor blade 30 can also be used as a doctor blade element, which is rotatably guided in a doctor blade bed 31, which is fastened to a support spring 32 designed as a leaf spring in the doctor blade clamping bracket 33, 34.
- the second throttle channel 8 ′′′ is formed by the cover body 1 ′′′ opposite the doctor holder 31 of the roller doctor 30.
- the throttle channel 7 ′′′ can be controlled by a throttle slide 21 with throttle windows 22 in its throttle strength.
- a throttle strip 24 with corresponding windows 25 is assigned to each slide.
- the throttling action of the throttle channel can also be based essentially solely on the action of this slide 21.
- This embodiment can, of course, be adapted in a very comprehensive manner to the most varied conditions of the coating process, for example also the parameters of the coating composition, such as, for example, their consistency.
- FIG. 6 shows a further variant of the arrangement according to the invention, the cover body 36 forming the first throttle duct 37 directly with a very thick front wall 43 of the mouth 41 of the chamber 50 for the coating slip.
- this front wall 43 forms an essentially load-bearing component of the coating device or of the support beam for the coating blade 4.
- Dash-dotted lines show how a constriction point at the outlet of the outlet channel 41 can be formed by a nose-shaped projection 44 of the front wall 43.
- doctor blade 4 It is customary to adjust the doctor blade 4 by means of a pressure piece engaging in its free area, which can also be divided along the axis of the counter roller or the width of the paper web in order to exert different pressures on the doctor blade 4. This leads to a deflection of the same, so that the second throttle channel 8, 8 ', 8 ⁇ etc. could be changed quite greatly in its dimension.
- a coating device is used in which the contact angle of the coating blade 4 on the counter roller or paper web is kept constant by appropriate swivel conditions. Such a device has become known, inter alia, from US-A-46 37 338. Various other design options in this regard are known.
Landscapes
- Coating Apparatus (AREA)
- Medicines Containing Antibodies Or Antigens For Use As Internal Diagnostic Agents (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- Ultra Sonic Daignosis Equipment (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Electrochromic Elements, Electrophoresis, Or Variable Reflection Or Absorption Elements (AREA)
- Finger-Pressure Massage (AREA)
- Glass Compositions (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Seal Device For Vehicle (AREA)
Description
- Die Erfindung betrifft eine Streicheinrichtung nach dem Oberbegriff des Patentanspruchs 1. Eine solche Streicheinrichtung ist bekannt aus der FR-A 2 606 673. Bei dieser Einrichtung ist ein Ablaufkanal vorgesehen, der den Überschuß der Streichmasse aus der Auftragskammer zunächst entlang dem Rakelelement abführt. Die Zufuhr der Streichmasse erfolgt entlang der Bahn und nicht entlang dem Rakelelement. Es müssen dabei Unterbrechungen des Zufuhr- und Abfuhrkanals in einem gewissen Bereich derselben vorgesehen werden, damit diese Strömungsführung möglich ist. Dazu ist ein Strömungskörper vorgesehen, der die entlang der Warenbahn zum Rakelelement strömende Streichmasse von der den Auftragsraum verlassenden Überschußmenge der Streichmasse trennt.
- Gemäß der DE-A-36 16 645 ist ein Auftragswerk vorgesehen, bei welchem auch durch einen Deckkörper die Streichmasse entlang der Warenbahn dem Rakelelement bzw. dessen an der Bahn anliegender Dosierkante zugeführt wird. Dabei wird ein Überschuß an Streichmasse am bahneinlaufseitigen Ende des Deckkörpers aus dem Auftragsraum abgeführt. Dabei soll ein hydrodynamischer Druck im Bereich des Deckkörpers und der Warenbahn erzeugt werden. Ferner wird der Zweck verfolgt, durch einen genau definierten Ableitpunkt der Streichmasse am bahneinlaufseitigen Ende des Auftragswerks das Mitreißen von Luft durch die Warenbahn in den Auftragsraum hinein zu verhindern.
- Die Aufgabe der Erfindung ist es, die Qualität des aufgetragenen Strichs hinsichtlich Gleichmäßigkeit zu verbessern. Wegen der hohen Bahngeschwindigkeiten scheint es bei den bisher bekannten Auftragseinrichtungen der gattungsgemäßen Art schwierig zu sein, auftretende Turbulenzen in der Streichmasse zu verhindern.
- Die genannte Aufgabe wird erfindungsgemäß durch die kennzeichnenden Merkmale des Patentanspruchs 1 gelöst.
- Nachfolgend wird die Erfindung anhand mehrerer in der Zeichnung dargestellte Ausführungsbeispiele erläutert.
- Dabei stellt:
- Fig. 1
- prinzipmäßig einen Querschnitt durch die erfindungsgemäße Streicheinrichtung,
- Fig. 2
- eine andere Ausführungsform einer ähnlichen Darstellung,
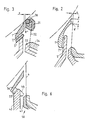
- Fig. 3
- eine wieder andere Ausführungsform,
- Fig. 4
- eine wieder andere Ausführungsform mit einem Drosselschieber,
- Fig. 5
- teilweise einen Längsschnitt zu Figur 4 gemäß dortiger Schnittangabe und
- Fig. 6
- eine Ausführungsform ähnlich Figur 2.
- Die Warenbahn wird von der Gegenwalze 2 im Bereich der Streichklinge 4 geführt. Die Streichmasse gelangt aus der Kammer 10 über den Mündungskanal 11′ zur Mündung 11 und von dort zur Streichklinge 4. Die Streichmasse wird mit einem gewissen Überschuß zugeführt, die jedoch in diesem Fall wesentlich kleiner sein kannn als bei den bisher bekannten Streicheinrichtungen. Eine obere Platte 1 als Deckkörper bildet gegenüber der Streichklinge 4 den Drosselspalt 8 von einer Weite (Breite) zwischen 3 und 15 mm, vorzugsweise zwischen 5 und 8 mm. Die Länge dieses Kanals beträgt zwischen 5 und 25 mm, vorzugsweise zwischen 5 und 15 mm. Die Spitze 16 der Platte 1 (also die höchstens mit einem Radius von 1 mm abgerundete, der Gegenwalze 2 nahe Kante) ist von der Gegenwalze 2 etwa 3 bis 10 mm entfernt. Die Platte 1 bildet mit einer weiteren Platte 5 als Basis-Deckkörper einen vom Auftragsraum 9 an der Streichklinge 4, wo die Streichmasse von der Mündung 11 zur Abstreifkante der Streichklinge fließt, wegführenden, weiteren Drosselkanal (Abflußkanal) 7, der sich hier im wesentlichen im Bereich zwischen der Mündung 11 und der vorderen Begrenzungswand 13 der Mündung 11 bzw. des Mündungskanals 11′ und der Kammer 10 erstreckt. Seine Höhe beträgt etwa zwischen 3 und 6 mm und seine Länge im wesentlichen zwischen dem Zehn- und Zwanzigfachen der angegebenen Höhe.
- Die Drosselkanäle sind in Schnitten parallel zur Mittellängsachse der Gegenwalze 2 praktisch schlitzförmig, weil sie in dieser Richtung eine Gesamtlänge entsprechend der Länge der Gegenwalze haben, die z.B. bei 8 m Länge der Gegenwalze 2 und einer Kanal-(Schlitz)-Hohe von 5 oder 8 mm (siehe z.B. "e") letztere um Größenordnungen übertrifft (siehe z.B. auch Fig. 5).
- Vorzugsweise befindet sich zwischen der Rückwand 17 des Mündungskanals 11', und der zweiten Platte 5 im Bereich derselben eine Verengungsstelle 18. Man kann dadurch den Fluß der Streichmasse noch mehr vergleichmäßigen.
- Durch den zweiten Drosselkanal 7 fließt im wesentlichen die im Überschuß zugeführte Menge der Streichmasse ab.
- Es kann ebenso gut auch die Auftragskammer die Streichmasse direkt der Walze 2 zuführen, die dann in einem anderen Bereich von der Warenbahn umschlungen oder berührt ist, in welchem dann die Übertragung der Streichmasse auf die Warenbahn erfolgt.
- In Figur 2 ist der Vollständigkeit halber noch eine andere mögliche Ausführungsform von Basiskörper und Deckkörper dargestellt. Die Bezugszeichen sind jeweils mit einem zusätzlichen Apostroph versehen. Die Drosselkanäle erfüllen dabei jeweils die gestellten Bedingungen. Auch das Merkmal des Anspruchs 2 ist erfüllt.
- In Figur 3 ist dargestellt, daß als Rakelelement auch eine Rollrakel 30 in Frage kommt, die in einem Rakelbett 31 drehbar geführt ist, welches an einer als Blattfeder ausgeführten Tragfeder 32 in der Rakel-Klemmhalterung 33, 34 befestigt ist. Dort wird von dem Deckkörper 1‴ der zweite Drosselkanal 8‴ gegenüber der Rakelhalterung 31 der Rollrakel 30 gebildet.
- In Figur 4 und 5 ist gezeigt, daß der Drosselkanal 7‴ durch einen Drosselschieber 21 mit Drosselfenstern 22 in seiner Drosselstärke gesteuert werden kann. Jedem Schieber ist eine Drosselleiste 24 mit entsprechenden Fenstern 25 zugeordnet. Die Drosselwirkung des Drosselkanals kann auch im wesentlichen allein auf der Wirkung dieses Schiebers 21 beruhen. Diese Ausführungsform läßt sich natürlich in sehr umfassender Weise an die verschiedensten Verhältnisse des Streichprozesses, z.B. auch die Parameter der Streichmasse wie z.B. deren Konsistenz, anpassen.
- In Fig. 6 ist eine weitere Variante der erfindungsgemäßen Anordnung dargestellt, wobei der Deckkörper 36 direkt mit einer sehr dick ausgebildeten Vorderwand 43 der Mündung 41 der Kammer 50 für die Streichmasse den ersten Drosselkanal 37 bildet. Dies ist dann besonders vorteilhaft, wenn gerade diese Vorderwand 43 ein wesentlich tragendes Bauteil der Streicheinrichtung bzw. des Tragbalkens für die Streichklinge 4 bildet. Strichpunktiert ist dort dargestellt, wie durch einen nasenförmigen Vorsprung 44 der Vorderwand 43 eine Verengungsstelle am Austritt des Mündungskanals 41 gebildet werden kann.
- Es ist üblich, die Streichklinge 4 durch ein in ihrem freien Bereich angreifendes Druckstück einzustellen, das längs der Achse der Gegenwalze bzw. der Breite der Papierbahn auch unterteilt sein kann, um unterschiedliche Preßdrücke auf die Streichklinge 4 auszuüben. Dadurch kommt es zu einer Durchbiegung derselben, so daß der zweite Drosselkanal 8, 8′, 8˝ usw. ziemlich stark in seiner Dimension verändert werden könnte. Dies wird dann ausgeschlossen, wenn man eine Streicheinrichtung anwendet, bei der der Anliegewinkel der Streichklinge 4 an der Gegenwalze bzw. Papierbahn durch entsprechende Schwenkverhältnisse konstantgehalten wird. Eine solche Einrichtung ist u.a. bekanntgeworden aus der US-A-46 37 338. Noch verschiedene andere konstruktive Möglichkeiten in dieser Hinsicht sind bekannt. Bei diesen Einrichtungen wird der Tragbalken samt der Kammer für die Streichmasse einschließlich deren Mündung in die Auftragszone und damit auch der Deckkörper und gegenbenenfalls der Basiskörper in gleichem Maße mitgeschwenkt, wie sich die Winkellage der Einspannung der Streichklinge ändert. Dadurch bleiben die Verhältnisse im wesentlichen auch im Bereich des zweiten Drosselkanals bei allen Betriebszuständen erhalten, so daß sich die Dimensionen des zweiten Drosselkanals dabei nicht wesentlich ändern.
Claims (10)
- Beschichtungseinrichtung, insbesondere Streicheinrichtung für laufende Warenbahnen aus Papier oder Karton, wobei an die Warenbahn im Bereich einer diese führenden Walze oder direkt an der Walze eine Streichrakel (4, 30) mit ihrer Streichkante oder längs einer Streichlinie angreift und eine Kammer (10) für die Streichmasse vorgesehen ist, in welcher die Streichmasse unter einem überatmosphärischen Druck gehalten wird, und aus der die Streichmasse über eine parallel zur Warenbahn bzw. Gegenwalze über die Breite der Warenbahn sich erstreckende Mündung der Warenbahn oder Walze bzw. Streichklinge oder Rollrakel zuführbar ist, und eine Überschußmenge der Streichmasse von dem der Streichrakel zumindest nahen Bereich durch zumindest einen oder mehrere zueinander parallele, in Richtung der Rotationsachse der Walze aufeinander folgende Kanäle (7, 7', 7'', 7'''; 22, 25, 37) zu einem von der Walze entfernten Bereich ableitbar ist, wobei ein Deckkörper (1, 1', 1'', 35, 36) zumindest in seinem der Streichrakel (4, 30) nahen Bereich der Walze angenähert ist und an dessen gegenüberliegender, von der Walze entfernt liegender Begrenzungswand der oder die Ableitkanäle (7, 7', 7'', 7'''; 22, 25, 37) gebildet sind, dadurch gekennzeichnet, daß der Deckkörper (1, 1', 1''; 35, 36) bis zu einem der Streichkante oder -linie der Streichrakel (4, 30) nahen Bereich einen Drosselspalt oder Drosselkanal (8, 8', 8'') an der Streichrakel (4, 30) bildet, durch den die Streichmasse zur Streichkante oder -linie der Streichrakel (4, 30) strömt, und daß der Ableitkanal (7, 7', 7'', 7''', 37) im Schnitt parallel zur Walzendrehachse schlitzförmig mit erheblicher Drosselwirkung über die gesamte Walzenlänge oder entsprechend die über die Bahnbreite verteilten Ableitkanäle mit einer regelbaren Drosseleinrichtung (21-25) ausgebildet sind.
- Streicheinrichtung nach Anspruch 1, dadurch gekennzeichnet, daß der zweite Drosselkanal (8) eine Länge (f) in Strömungsrichtung entlang der Streichklinge bzw. Rakelhalterung zwischen 5 und 25 mm, vorzugsweise zwischen 5 und 15 mm, und eine Weite (e) zwischen 3 und 15 mm, vorzugsweise zwischen 5\und 8 mm, aufweist.
- Streicheinrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß ein Basiskörper (5, 5', 5'') zwischen der Mündung (11) der Auftragskammer (10) oder deren Mündungskanal (11') und dem Deckkörper (1, 1', 1'', 1''') vorgesehen ist, wobei der Basiskörper (5, 5', 5'') und der Deckkörper mit ihren einander zugewandten Flächen den Abflußkanal (7; 7'; 7''; 7'''; 22; 37) bilden.
- Einrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß der Deckkörper (1) am Ende des mit der Streichklinge (4) oder Rakelhalters gebildeten, zweiten Drosselkanals (8) und im der Streichkante des Rakelelements nahen Bereich im wesentlichen mit einer Kante endet, deren Abrundungsradius höchstens 2, vorzugsweise etwa 1 mm beträgt und die sich von der Gegenwalze (2) in einem Abstand (s) zwischen 3 und 15 mm, vorzugsweise zwischen 5 und 10 mm, befindet.
- Einrichtung nach einem der Ansprüche 3 oder 4, dadurch gekennzeichnet, daß der Basiskörper (5) sich bis zur Streichklinge (4) bzw. dem Rakelhalter bis zu einer Entfernung erstreckt, die höchstens 10 mm größer ist als die Entfernung des Deckkörpers (1) von der Streichklinge (4) bzw. dem Rakelhalter und mindestens gleich ist der Weite (e) des zweiten, an der Streichrakel (4, 30) gebildeten Drosselkanals (8).
- Einrichtung nach einem der Ansprüche 3 bis 5, dadurch gekennzeichnet, daß der Basiskörper (5) an seiner der Streichklinge (4) bzw. dem Rakelhalter nahen Kante im Bereich des ersten Drosselkanals (7) mit einem Radius von mindestens 5 mm abgerundet ist.
- Einrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Höhe (Weite) des ersten Drosselkanals (7) zwischen 3 und 6 mm beträgt.
- Einrichtung nach Anspruch 7, dadurch gekennzeichnet, daß die Länge des ersten Drosselkanals (7) das Zehn- bis Zwanzigfache seiner Höhe beträgt.
- Einrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß der erste Drosselkanal (7''') mittels einem Drosselöffnungen (22) aufweisenden Drosselschieber (21) in der Drosselstärke regulierbar ist.
- Streicheinrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß der Deckkörper (1), der Auslaßkanal (7) und der zweite Drosselkanal (8) sich im wesentlichen über die gesamte Länge der Streichklinge (4) bzw. der Rakelhalterung (31) erstrecken, wobei der Deckkörper (1) im wesentlichen als eine Profilleiste oder Platte, platten- oder schalenförmig, ausgebildet ist, deren Entfernung sowohl von der Anliegekante der Streichklinge (4) bzw. der Rollrakel (30) als auch von der Gegenwalze mehr und mehr zunimmt mit mindestens 1 mm (Abstand von der Gegenwalze) je 10 mm Entfernung von der Anliegekante.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3920381 | 1989-06-22 | ||
| DE3920381 | 1989-06-22 | ||
| DE3942590 | 1989-12-22 | ||
| DE3942590A DE3942590C2 (de) | 1989-06-22 | 1989-12-22 | Streicheinrichtung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0406529A2 EP0406529A2 (de) | 1991-01-09 |
| EP0406529A3 EP0406529A3 (en) | 1991-10-23 |
| EP0406529B1 true EP0406529B1 (de) | 1994-06-29 |
Family
ID=25882200
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90107009A Expired - Lifetime EP0406529B1 (de) | 1989-06-22 | 1990-04-11 | Streicheinrichtung |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5078081A (de) |
| EP (1) | EP0406529B1 (de) |
| JP (1) | JPH0330862A (de) |
| AT (1) | ATE107981T1 (de) |
| BR (1) | BR9002989A (de) |
| CA (1) | CA2019703A1 (de) |
| ES (1) | ES2055823T3 (de) |
| FI (1) | FI902995A7 (de) |
| NO (1) | NO902079L (de) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5133996A (en) * | 1991-10-29 | 1992-07-28 | Beloit Corporation | Method and apparatus for coating a web |
| US5376177A (en) * | 1993-08-09 | 1994-12-27 | Macmillan Bloedel Limited | Coat weight profiling |
| US5599369A (en) * | 1994-04-29 | 1997-02-04 | Owens-Brockway Glass Container Inc. | Hood for metal-oxide vapor coating glass containers |
| DE4444779B4 (de) * | 1994-12-15 | 2005-08-04 | Voith Sulzer Papiermaschinen Gmbh | Vorrichtung zum Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton |
| US5599393A (en) * | 1995-04-25 | 1997-02-04 | Macmillan Bloedel Limited | Metering rod coaters |
| DE19723458A1 (de) | 1997-06-04 | 1998-12-10 | Voith Sulzer Papiermasch Gmbh | Vorrichtung und Verfahren zum Auftragen eines flüssigen oder pastösen Mediums auf einen sich vorbeibewegenden Untergrund |
| US5902401A (en) * | 1997-07-09 | 1999-05-11 | Pevifibe Papers Inc. | Coater head |
| EP1065004A4 (de) * | 1999-01-14 | 2006-09-13 | Nok Kluber Co Ltd | Machinen und verfahren zur bildung von beschichtungsmittelschichten |
| JP4830843B2 (ja) * | 2006-12-21 | 2011-12-07 | 東洋紡績株式会社 | 反応カップ収納器、及び反応測定器具セット |
| EP2353736A1 (de) * | 2010-01-29 | 2011-08-10 | 3M Innovative Properties Company | Kontinuierliches Verfahren zur Bildung einer mehrschichtigen Folie und mit dem Verfahren hergestellte mehrschichtige Folie |
| US10005925B2 (en) | 2011-10-19 | 2018-06-26 | 3M Innovative Properties Company | Articles with thin melt coatings and methods for making same |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3612248A1 (de) * | 1985-05-09 | 1986-11-27 | Consolidated Papers Inc., Wisconsin Rapids, Wis. | Streicheinrichtung |
| DE3513063C2 (de) * | 1985-04-12 | 1988-12-29 | Jagenberg Ag, 4000 Duesseldorf, De |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE360408B (de) * | 1968-12-30 | 1973-09-24 | Waertsilae Oy Ab | |
| US4405661A (en) * | 1981-09-10 | 1983-09-20 | Beloit Corporation | Blade type fountain coater and method |
| DE3338095A1 (de) * | 1983-10-20 | 1985-05-09 | J.M. Voith Gmbh, 7920 Heidenheim | Streicheinrichtung |
| CH663362A5 (de) * | 1984-01-07 | 1987-12-15 | Jagenberg Ag | Vorrichtung zum beschichten von ueber eine stuetzwalze laufenden materialbahnen mit regelbarer auftragsstaerke. |
| FI71081C (fi) * | 1984-05-11 | 1986-11-24 | Waertsilae Oy Ab | Bestrykningsanordning |
| DE3438380A1 (de) * | 1984-10-19 | 1986-04-24 | J.M. Voith Gmbh, 7920 Heidenheim | Streicheinrichtung zur beschichtung laufender warenbahnen |
| DE3505769A1 (de) * | 1985-02-20 | 1986-08-21 | J.M. Voith Gmbh, 7920 Heidenheim | Streicheinrichtung |
| DE3616645A1 (de) * | 1986-05-16 | 1987-11-19 | Voith Gmbh J M | Streicheinrichtung |
| FI81640C (fi) * | 1986-11-14 | 1990-11-12 | Valmet Paper Machinery Inc | Short-dwell-bestrykningsanordning foer bestrykning av en materialbana med bestrykningsmassa. |
| DE3734900A1 (de) * | 1987-05-07 | 1988-12-01 | Voith Gmbh J M | Einrichtung zum beschichten einer laufenden papier- oder kartonbahn |
-
1990
- 1990-04-11 EP EP90107009A patent/EP0406529B1/de not_active Expired - Lifetime
- 1990-04-11 ES ES90107009T patent/ES2055823T3/es not_active Expired - Lifetime
- 1990-04-11 AT AT90107009T patent/ATE107981T1/de active
- 1990-05-10 NO NO90902079A patent/NO902079L/no unknown
- 1990-06-14 FI FI902995A patent/FI902995A7/fi not_active IP Right Cessation
- 1990-06-19 US US07/540,476 patent/US5078081A/en not_active Expired - Fee Related
- 1990-06-21 BR BR909002989A patent/BR9002989A/pt not_active IP Right Cessation
- 1990-06-22 CA CA002019703A patent/CA2019703A1/en not_active Abandoned
- 1990-06-22 JP JP2163058A patent/JPH0330862A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3513063C2 (de) * | 1985-04-12 | 1988-12-29 | Jagenberg Ag, 4000 Duesseldorf, De | |
| DE3612248A1 (de) * | 1985-05-09 | 1986-11-27 | Consolidated Papers Inc., Wisconsin Rapids, Wis. | Streicheinrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2019703A1 (en) | 1990-12-22 |
| FI902995A0 (fi) | 1990-06-14 |
| US5078081A (en) | 1992-01-07 |
| ATE107981T1 (de) | 1994-07-15 |
| JPH0330862A (ja) | 1991-02-08 |
| BR9002989A (pt) | 1991-08-20 |
| EP0406529A2 (de) | 1991-01-09 |
| NO902079D0 (no) | 1990-05-10 |
| NO902079L (no) | 1990-12-27 |
| ES2055823T3 (es) | 1994-09-01 |
| EP0406529A3 (en) | 1991-10-23 |
| FI902995A7 (fi) | 1990-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0147536B1 (de) | Einrichtung zum gleichmässigen Verteilen fliessfähiger Medien in vorgegebener Breite | |
| AT392807B (de) | Stoffauflauf fuer eine papiermaschine od.dgl. | |
| DE3438380A1 (de) | Streicheinrichtung zur beschichtung laufender warenbahnen | |
| CH626000A5 (de) | ||
| DE3338095A1 (de) | Streicheinrichtung | |
| DE3347735C2 (de) | Streicheinrichtung zur Beschichtung laufender Warenbahnen | |
| EP0406529B1 (de) | Streicheinrichtung | |
| DE3931793A1 (de) | Ein geraet zur beschichtung einer fahrenden bahn | |
| DE4432177A1 (de) | Auftragswerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn | |
| EP0826824B1 (de) | Auftragwerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Streichmediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton | |
| DE19651739A1 (de) | Auftragwerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Streichmediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton | |
| DE1511218C3 (de) | Papierbrei-Aufgabevorrichtung für Papiermaschinen | |
| DE19602483C1 (de) | Rollrakelbaugruppe | |
| EP0882839B1 (de) | Vorrichtung zum Auftragen eines flüssigen oder pastösen Mediums auf eine bewegende Bahn | |
| EP0571849A1 (de) | Streicheinrichtung für laufende Warenbahnen | |
| DE2607822B2 (de) | Stoffauflauf für Papiermaschinen | |
| DE3605409A1 (de) | Einrichtung zur beschichtung laufender warenbahnen | |
| DE3942590C2 (de) | Streicheinrichtung | |
| DE29716541U1 (de) | Vorrichtung zum Auftragen von Flüssigkeiten auf ein Substrat | |
| DE19827712A1 (de) | Vorrichtung zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Auftragsmediums auf eine laufende Materialbahn | |
| DE29610773U1 (de) | Freistrahldüsen-Auftragseinrichtung | |
| EP0586855A1 (de) | Streicheinrichtung für laufende Bahnen, insbesondere Papier oder Karton | |
| DE4402626C2 (de) | Vorrichtung zum Streichen einer Papierbahn | |
| DE9302207U1 (de) | Vorrichtung zum breitenverteilenden Auftragen fließfähiger Substanzen | |
| EP0848109A1 (de) | Auftragswerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Oberfläche |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19901220 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| 17Q | First examination report despatched |
Effective date: 19921008 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 107981 Country of ref document: AT Date of ref document: 19940715 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940701 |
|
| REF | Corresponds to: |
Ref document number: 59006286 Country of ref document: DE Date of ref document: 19940804 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2055823 Country of ref document: ES Kind code of ref document: T3 |
|
| ITF | It: translation for a ep patent filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 90107009.4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19950317 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19950320 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19950404 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19950411 Year of fee payment: 6 Ref country code: AT Payment date: 19950411 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950517 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19950526 Year of fee payment: 6 |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19960411 Ref country code: AT Effective date: 19960411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19960412 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19960430 Ref country code: CH Effective date: 19960430 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19960411 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19961227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970101 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 90107009.4 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050411 |