EP0341642A2 - Dispositif pour raccorder des bandes, en particulier des bandes de papier, pour la production de carton ondulé - Google Patents
Dispositif pour raccorder des bandes, en particulier des bandes de papier, pour la production de carton ondulé Download PDFInfo
- Publication number
- EP0341642A2 EP0341642A2 EP89108266A EP89108266A EP0341642A2 EP 0341642 A2 EP0341642 A2 EP 0341642A2 EP 89108266 A EP89108266 A EP 89108266A EP 89108266 A EP89108266 A EP 89108266A EP 0341642 A2 EP0341642 A2 EP 0341642A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- roller
- clamping
- rollers
- knife
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1857—Support arrangement of web rolls
- B65H19/1873—Support arrangement of web rolls with two stationary roll supports carrying alternately the replacement and the expiring roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1842—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact
- B65H19/1852—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact taking place at a distance from the replacement roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/20—Cutting-off the expiring web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/461—Processing webs in splicing process
- B65H2301/4615—Processing webs in splicing process after splicing
- B65H2301/4617—Processing webs in splicing process after splicing cutting webs in splicing process
- B65H2301/46172—Processing webs in splicing process after splicing cutting webs in splicing process cutting expiring web only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/462—Form of splice
- B65H2301/4621—Overlapping article or web portions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/463—Splicing splicing means, i.e. means by which a web end is bound to another web end
- B65H2301/4631—Adhesive tape
- B65H2301/46312—Adhesive tape double-sided
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/464—Splicing effecting splice
- B65H2301/46414—Splicing effecting splice by nipping rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2408/00—Specific machines
- B65H2408/20—Specific machines for handling web(s)
- B65H2408/22—Splicing machines
- B65H2408/221—Splicing machines features of splicing unit
- B65H2408/2211—Splicing machines features of splicing unit splicing unit located above several web rolls arranged parallel to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
- B65H2701/1762—Corrugated
Definitions
- the invention relates to a device for splicing webs, in particular paper webs for the production of corrugated cardboard, with the features of the preamble of claim 1.
- Such a device is known from DE-0S 21 29 903 and DE-0S 23 30 945.
- the running web is passed over a deflection roller to a storage device which is arranged above the unwinding frame for the web rolls.
- the further web which is ready to be connected to the running web, is held on an adjacent roller by suction nozzles.
- the end of this prepared web is covered with double-sided adhesive tape.
- the holding roller holding the prepared web is pressed against the deflecting roller for the running web.
- a knife cuts off the connected webs that are still pulled off behind the roller for the web that is running off.
- the disadvantage here is that the connection of the two webs has a residual flag. This leads to difficulties in the further course of the web.
- the adhesive connection is only subjected to a relatively short pressure. There is a risk of web breaks.
- the invention has for its object to design the known device so that the splicing of the two webs takes place without a residual lug and that increased security against splices is ensured.
- the device for splicing two paper webs comprises a splicing device 1 and a roll-off frame 2.
- the roll-off frame 2 has double pairs of arms 3 and 4 for rotatably accommodating a running paper roll 5 and a paper roll 6 prepared for the later process.
- the paper rolls 5, 6 can be braked by a conventional time-controllable and adjustable braking device.
- the stand 8 of the unwind stand 2 resting on the floor 7 continues upwards into a stand part 9 which carries horizontal cheeks 10 of the splicing device 1. Between the cheeks 10, of which the front is to be regarded as removed, there is a deflecting roller 11 and a deflecting roller 12 for the running web 13 on the right end part. A pressing and deflecting roller 14 is wrapped by the running web 13. From this deflection roller 14, the web 13 then continues to a horizontally guided storage roller 15 which is movable against a preset force and which forms a web loop 16 between the fully extended roller position and the roller position indicated by dot-dash lines. The web 13 runs horizontally from the storage roller 15 to a discharge roller 17 at the left end of the cheeks 10. From there, the web 13 continues to a device (not shown) of the entire corrugated cardboard system.
- the pressure and deflection roller 14 is rotatably mounted on a rocker 20 which can be pivoted back and forth.
- the rocker 20 can be pivoted about the fixed central axis 21.
- a further pressure and deflection roller 22 is rotatably arranged at the rocker end.
- the pressure and deflection rollers 14 and 22 are mutually displaceable.
- a holding roller 25 is rotatably and displaceably arranged in a guide track 26 below the pressure roller and deflection roller 14.
- the holding roller 25 holds in the working position A below the pressure and deflection roller 14, the beginning 27 of the prepared web 28, which is pulled off the paper roll 6 on the pair of arms 4.
- the holding roller 25 can be provided with a pressure-sensitive adhesive layer 29 and / or with suction nozzles.
- the holding roller 25 In the initial position B, the holding roller 25 assumes the position shown in broken lines in FIG. 1 at the left end of the cheeks 10. The holding roller 25 reaches this starting position B via the downwardly curved guide track 26. In the starting position B, the holding roller 25 is fixed in its rotational position.
- the end 30 of the prepared paper web 28 is first passed over the deflection roller 31 and then placed over the holding roller 25.
- a bar-shaped knife carrier 35 is arranged in the starting position B next to the holding roller 25. This knife carrier 35 can likewise be moved into this starting position B via the guideway 26. In this starting position B, the knife carrier 35 can be pressed against the holding roller 25. In this position, the knife carrier 35 can then be latched to the holding roller 25.
- the contact surface 36 on one side 37 of the knife carrier 35 is curved in accordance with the surface of the holding roller 25.
- the contact surface 36 can have a corresponding elastic have a covering.
- the web end 30 is covered with a bonding layer, preferably a double-sided adhesive tape 40, preferably 5 cm wide, or another adhesive, e.g. Hot melt, sprayed on or applied as a caterpillar application. Behind the adhesive layer, the end 30 is trimmed manually or automatically using a knife 41 with the aid of a cutting bar 42.
- a bonding layer preferably a double-sided adhesive tape 40, preferably 5 cm wide, or another adhesive, e.g. Hot melt, sprayed on or applied as a caterpillar application.
- the holding roller 25 with the latched knife carrier 35 with the web 28 is now moved into the working position A according to FIG. 1. As can be seen, the web 28 is guided around the deflection roller 32. The knife carrier 35 is brought into a horizontal position. The holding roller 25 is held in such a position that the web end 30 encloses the roller 25 in a semicircular shape.
- the knife carrier 35 in turn has a curved contact surface 43 on the side opposite the side 37, correspondingly designed as the contact surface 36. In addition, it has a flat, preferably horizontal upper side 44 over which the running web 13 runs.
- the knife carrier 35 has two serrated knives 45, 46 which extend over the entire width of the web. These can alternately be pushed out of the retracted position into the active position, for which purpose a knife drive device, not shown, is used.
- the knives 45, 46 run obliquely to the web 13.
- the extended left knife 45 extends, as can be seen in FIG. 3, into the free gusset space 47 between the rollers 14 and 25 pressed against one another the linear contact of the rollers 14, 25 are cut off. This distance corresponds approximately to the width of the connection layer, for example that Adhesive tape 40.
- the knife carrier 35 is on the right (Fig. 1) continuing guideway 26 also in a right starting position B 'can be transferred. In this he works with a second holding roller 39 to clamp the beginning 30 'of a prepared paper roll 6 in the right pair of arms 3, as described (Fig. 2).
- height-adjustable pressure bars 50, 51 are arranged. These have a friction lining 52 on their underside.
- the pressure bars 50, 51 are pressed alternately against the top 44 of the knife carrier 35 and thereby hold the running paper web 13 running between the bottom of the pressure bar 50, 51 and the top 44 of the knife bar 35.
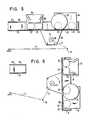
- the guideway 26 here consists of a horizontal central part 60 which is formed by a rail 61 with a U-shaped cross section.
- the end parts 62 of the guideway 26 are each formed by a straight rail 63, again U-shaped in cross section.
- the rails 61 and 62 are aligned with one another.
- the length of the end part 62 is such that it is the carriage 64 with rollers 65 running in the rails 61, 62 for the holding roller 39 (corresponding to the prepared paper roll 6 in the right position, FIG. 2) and carriage 66 with rollers 67 for knife carriers 35 can accommodate at a distance from each other.
- the end part 62 is fixedly connected to a pivot attachment 68, which is pivotably mounted to and fro about a pivot axis 69.
- the end part 62 is from that in FIG. 5 6 shown in the lowered starting position B 'of FIG. 6 suitable for receiving the end portion 30 of the prepared paper web 28.
- This lowering of the end part 62 can be done via an actuating device 70, e.g. B. consisting of a linkage 71, manually or automatically controlled.
- actuating device 70 e.g. B. consisting of a linkage 71, manually or automatically controlled.
- the holding roller 39 and knife carrier 35 are initially held at a distance from each other in the tilted position for receiving the end 30 'of the prepared paper roll 6 on the right arms 3 (Fig. 2) transferred.
- the knife carrier 35 is transferred to the pressure position, the right pressure surface 38 cooperating with the roller 39.
- Roller 39 and knife carrier 35 can be latched in this position.
- the knife 41 then cuts in conjunction with the knife bar 42 (see FIG. 7), which can be positioned on the carriage 64 of the holding roller 25, the end 30 'of the prepared paper web 28th
- the end part 62 is then tilted back into the position shown in FIG. 5 at the appropriate time.
- the roller 39 with knife carrier 35 with paper web 28 are transferred into the working position A under the roller 22.
- the splicing device 1 works as follows:
- a new paper roll 6 is attached to the pair of arms 4 on the left of the middle plane XX.
- the peeled end part 30 of this Pa pierrolle 6 takes the dot-dash position. It runs over the lower deflection roller 31 to the holding roller 25 located in the starting position B (shown in broken lines).
- the end 30 is fixed by pressing the knife carrier 35 against the roller 25.
- a knife 41 with a cutting bar 42 cuts this end part 30.
- the end of the web projects about 5 cm freely above the knife carrier 35.
- An equally wide, double-sided adhesive tape 40 or another adhesive is now applied to this end of the web.
- the holding roller 25 together with the latched knife carrier 35 with paper start 30 moves into the working position A under the pressure and deflection roller 14, which is arranged offset to the left to the central plane XX.
- This roller 14 is wrapped in the running web 13.
- the holding roller 25, which is now in working position A, holds the end of the prepared new web 28 at the top approximately in the middle.
- the rollers 14 and 25 are still slightly spaced apart.
- the splicing process may be initiated automatically by a trigger signal.
- the running web 13 In order to adhere the beginning 30 of the prepared new web 28 provided with an adhesive tape 40 to the running web 13 while avoiding a residual flag, the running web 13 must first be brought to a standstill.
- the pressure bar 50 located on the right in FIG. 1 next to the roller 14 is pressed downward in the indicated arrow direction (FIG. 3) with its friction surface 52 against the running web 13 and the upper side 44 of the knife carrier 35 located underneath.
- a vacuum suction surface in the pressure beam 50 could also be used.
- the pressure and deflection roller 14 which is rotatably seated on the rocker 20, is pressed against the roller 25 by slightly pivoting the rocker 20 in the direction indicated by the arrow, and the two webs 30 and 13 are in the press nip glued.
- the pressure and deflection roller 14 is preferably provided with an elastic covering.
- the running web 13 is now cut off by the knife 45 of the knife carrier 35 in the gusset 47 near the contact point of the two rollers 14 and 25.
- the length of the free end of the running paper web 13 corresponds approximately to the width of the adhesive tape 40.
- the length or width is preferably approximately 50 mm. Since a web tension is still exerted on the running web 13 via the shrinking storage loop 16, after the latching of the holding roller 25 and knife carrier 35 has been released and the roller 25 has moved away from the roller 25, the prepared new web 28 is pulled over the rotating roller 25.
- the roller 14 in the pressing position ensures that the web parts to be glued are firmly pressed together.
- the other, not in the working position slightly swiveled deflection and pressure roller 22 is moved on the rocker 20 in the direction of the roller 14 in the direction indicated by the arrow until it reaches the roller 14 in the pressure position (see FIG. 3).
- re-pressing of the web 13 and web 28 between these two rollers 22 and 14 is achieved.
- a secure connection of the flameless, glued, re-pressed connection of the running web 13 with the prepared new web 28 is thus achieved (cf. FIG. 4).
- the roller 25 (FIGS. 1 and 2) is now moved into the starting position B at the left end of the cheeks 10.
- the web 13 of the paper roll 5 on the left pair of support arms 4 then runs counter-clockwise in the manner shown in FIG Outlet roller 17 from.
- the knife carrier 35 is shifted to the right in FIG. 1 into the lowered and spaced-apart position to a further adhesive roller 39.
- a new prepared paper roll 6 is now applied to the right holding arms 3.
- the end 30 ' is guided over the deflecting roller 11 to the holding roller 39, trimmed as described and clamped by the knife carrier 35.
- the holding roller 39 is brought into the working position A with the knife carrier 35 locked, the holding roller 39 coming to rest under the deflection and pressure roller 22.
- the pressure bar 51 is now located above the knife carrier 35.
- the splicing process already described is repeated again at the appropriate time.
- the knife carrier 35 then moves back to the position shown in FIG. 1 at the left end of the cheeks 10.
- the pressure and deflection rollers 14, 22 can also be combined with the pressure bars 50, 51 to form a unit 80, 81, respectively. Either both units 80, 81 can be moved relative to one another, into the pressing position, or one unit 80 is stationary, while the other can be rotated and pressed against the other. In addition, the pressure and deflection rollers 14, 22 and the pressure bars 50, 51 can be lowered and raised.
Landscapes
- Replacement Of Web Rolls (AREA)
- Making Paper Articles (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3816223 | 1988-05-11 | ||
| DE19883816223 DE3816223A1 (de) | 1988-05-11 | 1988-05-11 | Vorrichtung zum splicen von bahnen, insbesondere von papierbahnen fuer die herstellung von wellpappe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0341642A2 true EP0341642A2 (fr) | 1989-11-15 |
| EP0341642A3 EP0341642A3 (fr) | 1990-08-22 |
Family
ID=6354236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89108266A Withdrawn EP0341642A3 (fr) | 1988-05-11 | 1989-05-08 | Dispositif pour raccorder des bandes, en particulier des bandes de papier, pour la production de carton ondulé |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0341642A3 (fr) |
| JP (1) | JPH0218247A (fr) |
| DE (1) | DE3816223A1 (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1386868A2 (fr) * | 2002-07-25 | 2004-02-04 | Manuel Torres Martinez | Système de raccordement automatique pour bandes laminaires dans des procédés d'alimentation en continu |
| EP1422175A2 (fr) * | 2002-09-25 | 2004-05-26 | FOSBER S.p.A. | Dispositif de raccordement de deux bandes de matériau, dérouleuse comprenant ledit dispositif de raccordement et son procédé |
| EP1609749A1 (fr) * | 2004-06-18 | 2005-12-28 | Fosber S.P.A. | Dispositif de raccordement pour raccorder deux matériaux en bande, et une dérouleuse comprenant ce dispositif |
| DE102010008906A1 (de) | 2009-02-24 | 2010-11-04 | FOSBER S.p.A., Monsagrati | Anlage zur Herstellung von Wellpappe |
| DE102010009741A1 (de) | 2009-03-04 | 2011-01-05 | FOSBER S.p.A., Monsagrati | Anlage zur Herstellung von Wellpappe, Heizkreislauf mit Energierückgewinnung und zugehöriges Verfahren |
| CN111532841A (zh) * | 2019-02-07 | 2020-08-14 | Bhs波纹机械和设备制造有限公司 | 料幅进给设备 |
| IT201900013419A1 (it) | 2019-07-31 | 2021-01-31 | Guangdong Fosber Intelligent Equipment Co Ltd | Svolgitore per bobine di carta e simili |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4013656C2 (de) * | 1990-04-27 | 1994-04-21 | Bhs Bayerische Berg | Vorrichtung zum Spleißen von Bahnen, insbesondere von Papierbahnen für die Herstellung von Wellpappe |
| DE102016012760A1 (de) * | 2016-10-25 | 2018-04-26 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Spliceanordnung |
| DE102018207446A1 (de) | 2018-05-15 | 2019-11-21 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Wellpappeanlage |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2129903A1 (de) * | 1971-06-16 | 1973-01-04 | Bhs Bayerische Berg | Verfahren und vorrichtung zum verbinden einer ablaufenden ersten bahn eines bahnfoermigen materials mit dem anfang einer zweiten bahn eines bahnfoermigen materials |
| FR2207496A5 (fr) * | 1972-10-24 | 1974-06-14 | Butler Automatic Inc | |
| US3841944A (en) * | 1973-06-26 | 1974-10-15 | Harris Intertype Corp | Web splicing apparatus |
| US3880698A (en) * | 1971-11-05 | 1975-04-29 | Toppan Containers Co Ltd | Continuously feeding apparatus for rolled webs |
| DE2644298A1 (de) * | 1975-09-30 | 1977-04-07 | Torres Martinez M | Vorrichtung zum anschliessen einer bobine aus papier oder einem anderen material an eine andere bobine |
| FR2345378A1 (fr) * | 1976-03-22 | 1977-10-21 | Marquip Inc | Appareil d'assemblage de bandes de materiau |
| GB2003119A (en) * | 1977-08-25 | 1979-03-07 | Ima Spa | Apparatus for joining without stop the tail end of a web from a coil being exhausted to the leading end of a fresh coil |
| FR2531940A1 (fr) * | 1982-08-23 | 1984-02-24 | Harris Graphics Corp | Appareil pour assembler des bandes |
| EP0223632A1 (fr) * | 1985-09-30 | 1987-05-27 | Materiels Equipements Graphiques | Dérouleur de bobines |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4838461B1 (fr) * | 1969-02-26 | 1973-11-17 | ||
| DE2330945A1 (de) * | 1973-06-18 | 1975-01-09 | Bhs Bayerische Berg | Verfahren und vorrichtung zum verbinden einer von einer ersten rolle ablaufenden ersten bahn eines bahnfoermigen materials mit dem anfang einer von einer zweiten rolle ablaufenden zweiten bahn eines bahnfoermigen materials |
| US4190475A (en) * | 1978-05-16 | 1980-02-26 | Marquip, Inc. | Paper roll web splicing |
| DD245855B1 (de) * | 1986-02-07 | 1989-11-22 | Wtz Baumwollindustrie Plauen | Vorrichtung zum verbinden von kunststoffbahnen |
-
1988
- 1988-05-11 DE DE19883816223 patent/DE3816223A1/de not_active Ceased
-
1989
- 1989-05-08 EP EP89108266A patent/EP0341642A3/fr not_active Withdrawn
- 1989-05-09 JP JP11590189A patent/JPH0218247A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2129903A1 (de) * | 1971-06-16 | 1973-01-04 | Bhs Bayerische Berg | Verfahren und vorrichtung zum verbinden einer ablaufenden ersten bahn eines bahnfoermigen materials mit dem anfang einer zweiten bahn eines bahnfoermigen materials |
| US3880698A (en) * | 1971-11-05 | 1975-04-29 | Toppan Containers Co Ltd | Continuously feeding apparatus for rolled webs |
| FR2207496A5 (fr) * | 1972-10-24 | 1974-06-14 | Butler Automatic Inc | |
| US3841944A (en) * | 1973-06-26 | 1974-10-15 | Harris Intertype Corp | Web splicing apparatus |
| DE2644298A1 (de) * | 1975-09-30 | 1977-04-07 | Torres Martinez M | Vorrichtung zum anschliessen einer bobine aus papier oder einem anderen material an eine andere bobine |
| FR2345378A1 (fr) * | 1976-03-22 | 1977-10-21 | Marquip Inc | Appareil d'assemblage de bandes de materiau |
| GB2003119A (en) * | 1977-08-25 | 1979-03-07 | Ima Spa | Apparatus for joining without stop the tail end of a web from a coil being exhausted to the leading end of a fresh coil |
| FR2531940A1 (fr) * | 1982-08-23 | 1984-02-24 | Harris Graphics Corp | Appareil pour assembler des bandes |
| EP0223632A1 (fr) * | 1985-09-30 | 1987-05-27 | Materiels Equipements Graphiques | Dérouleur de bobines |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1386868A2 (fr) * | 2002-07-25 | 2004-02-04 | Manuel Torres Martinez | Système de raccordement automatique pour bandes laminaires dans des procédés d'alimentation en continu |
| EP1386868A3 (fr) * | 2002-07-25 | 2005-06-22 | Manuel Torres Martinez | Système de raccordement automatique pour bandes laminaires dans des procédés d'alimentation en continu |
| EP1422175A2 (fr) * | 2002-09-25 | 2004-05-26 | FOSBER S.p.A. | Dispositif de raccordement de deux bandes de matériau, dérouleuse comprenant ledit dispositif de raccordement et son procédé |
| EP1422175A3 (fr) * | 2002-09-25 | 2005-02-02 | FOSBER S.p.A. | Dispositif de raccordement de deux bandes de matériau, dérouleuse comprenant ledit dispositif de raccordement et son procédé |
| US6966961B2 (en) | 2002-09-25 | 2005-11-22 | Fosber, S.P.A. | Splicing device for splicing two web materials together, unwinder comprising said splicing device and relative method |
| US7441579B2 (en) | 2004-06-18 | 2008-10-28 | Fosber, S.P.A. | Splicing device to join together two web materials, unwinding device comprising said splicing device |
| EP1609749A1 (fr) * | 2004-06-18 | 2005-12-28 | Fosber S.P.A. | Dispositif de raccordement pour raccorder deux matériaux en bande, et une dérouleuse comprenant ce dispositif |
| CN1709777B (zh) * | 2004-06-18 | 2011-07-27 | 弗斯伯股份公司 | 将两卷纸材料连接的接合装置,包括接合装置的展开装置 |
| DE102010008906A1 (de) | 2009-02-24 | 2010-11-04 | FOSBER S.p.A., Monsagrati | Anlage zur Herstellung von Wellpappe |
| DE102010009741A1 (de) | 2009-03-04 | 2011-01-05 | FOSBER S.p.A., Monsagrati | Anlage zur Herstellung von Wellpappe, Heizkreislauf mit Energierückgewinnung und zugehöriges Verfahren |
| CN111532841A (zh) * | 2019-02-07 | 2020-08-14 | Bhs波纹机械和设备制造有限公司 | 料幅进给设备 |
| CN111532841B (zh) * | 2019-02-07 | 2024-03-05 | Bhs波纹机械和设备制造有限公司 | 料幅进给设备 |
| IT201900013419A1 (it) | 2019-07-31 | 2021-01-31 | Guangdong Fosber Intelligent Equipment Co Ltd | Svolgitore per bobine di carta e simili |
| EP3771670A1 (fr) | 2019-07-31 | 2021-02-03 | Guangdong Fosber Intelligent Equipment Co., Ltd. | Dérouleur destiné à des rouleaux de papier et similaires |
| US11390479B2 (en) | 2019-07-31 | 2022-07-19 | Guangdong Fosber Intelligent Equipment Co., Ltd. | Unwinder for rolls of paper and similar |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3816223A1 (de) | 1989-11-23 |
| JPH0218247A (ja) | 1990-01-22 |
| EP0341642A3 (fr) | 1990-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AT400558B (de) | Verfahren und vorrichtung zum aufrollen und wickeln einer bahn | |
| DE69707771T2 (de) | Verfahren zum Einfädeln einer Papierbahn oder ähnlichem bandförmigem Material in eine Wickelvorrichtung, insbesondere in eine Längsschneide-Wickler, und Vorrichtung zur Durchführung des Verfahrens | |
| DE2430514B2 (de) | Vorrichtung zum Verbinden einer von einer Ersatzwickelrolle abgezogenen Materialbahn mit einer von einer Vorratswickelrolle ablaufenden Materialbahn | |
| EP0458112A1 (fr) | Dispositif pour raccorder des bandes | |
| DE3039293A1 (de) | Vorrichtung zum zufuehren eines einwickelbogens zu einer grossen papierrolle o.dgl. | |
| DE4013656C2 (de) | Vorrichtung zum Spleißen von Bahnen, insbesondere von Papierbahnen für die Herstellung von Wellpappe | |
| EP0341642A2 (fr) | Dispositif pour raccorder des bandes, en particulier des bandes de papier, pour la production de carton ondulé | |
| EP1163178B1 (fr) | Systeme permettant de relier deux bandes de matiere | |
| DE3914776C2 (de) | Verfahren und Vorrichtung zum Aufwickeln und Querschneiden einer laufenden Warenbahn | |
| DE10057597A1 (de) | Vorrichtung zum Speichern und Abwickeln von Materialrollen in Buchbindereimaschinen | |
| DE3916740C2 (de) | Textilmaschine mit verstellbarer Glättwalzenanordnung | |
| EP0379861B1 (fr) | Dispositif pour joindre des feuilles | |
| DE3816224C1 (fr) | ||
| DE2547699C3 (de) | Verfahren und Vorrichtung zum Einleiten eines Aufwickelvorganges | |
| DE19607495A1 (de) | Verfahren und Vorrichtung zum automatischen Wechsel von Folienrollen, insbesondere bei der Herstellung von Faltschachteln mit Folienfenstern | |
| EP0464535B1 (fr) | Dispositif pour fixer un ruban adhésif au bout d'une bande et au tambour, qui est formé par la bande | |
| DE3440107C2 (fr) | ||
| DE10343448A1 (de) | Verfahren und Vorrichtung zur Vorbereitung eines Wickels einer Materialbahn auf einem Wickeltambour für die Weiterverarbeitung | |
| EP0318676A2 (fr) | Mécanisme enrouler de feuille continue en matière plastique, papier ou semblable | |
| DE3115835C2 (de) | Klebewalze in einer Abwickelanlage | |
| EP2082982B1 (fr) | Dispositif d'enroulement | |
| DE10058458A1 (de) | Vorrichtung zum Verbinden zweier Materialbahnen | |
| DE3804402A1 (de) | Tragwalzenwickelmaschine zum aufwickeln einer materialbahn, insbesondere einer papier- oder kartonbahn, auf wickelhuelsen | |
| DD139243B1 (de) | Vorrichtung zum anwickeln von auf der wickelhuelse getrennten warenbahnen | |
| DE2128534C3 (de) | Vorrichtung zum Auftrennen flachgelegter nahtloser Kunststoffolienschläuche |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19910223 |