EP0341642A2 - Vorrichtung zum Splicen von Bahnen, insbesondere von Papierbahnen für die Herstellung von Wellpappe - Google Patents
Vorrichtung zum Splicen von Bahnen, insbesondere von Papierbahnen für die Herstellung von Wellpappe Download PDFInfo
- Publication number
- EP0341642A2 EP0341642A2 EP89108266A EP89108266A EP0341642A2 EP 0341642 A2 EP0341642 A2 EP 0341642A2 EP 89108266 A EP89108266 A EP 89108266A EP 89108266 A EP89108266 A EP 89108266A EP 0341642 A2 EP0341642 A2 EP 0341642A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- roller
- clamping
- rollers
- knife
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1857—Support arrangement of web rolls
- B65H19/1873—Support arrangement of web rolls with two stationary roll supports carrying alternately the replacement and the expiring roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1842—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact
- B65H19/1852—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact taking place at a distance from the replacement roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/20—Cutting-off the expiring web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/461—Processing webs in splicing process
- B65H2301/4615—Processing webs in splicing process after splicing
- B65H2301/4617—Processing webs in splicing process after splicing cutting webs in splicing process
- B65H2301/46172—Processing webs in splicing process after splicing cutting webs in splicing process cutting expiring web only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/462—Form of splice
- B65H2301/4621—Overlapping article or web portions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/463—Splicing splicing means, i.e. means by which a web end is bound to another web end
- B65H2301/4631—Adhesive tape
- B65H2301/46312—Adhesive tape double-sided
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/464—Splicing effecting splice
- B65H2301/46414—Splicing effecting splice by nipping rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2408/00—Specific machines
- B65H2408/20—Specific machines for handling web(s)
- B65H2408/22—Splicing machines
- B65H2408/221—Splicing machines features of splicing unit
- B65H2408/2211—Splicing machines features of splicing unit splicing unit located above several web rolls arranged parallel to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
- B65H2701/1762—Corrugated
Definitions
- the invention relates to a device for splicing webs, in particular paper webs for the production of corrugated cardboard, with the features of the preamble of claim 1.
- Such a device is known from DE-0S 21 29 903 and DE-0S 23 30 945.
- the running web is passed over a deflection roller to a storage device which is arranged above the unwinding frame for the web rolls.
- the further web which is ready to be connected to the running web, is held on an adjacent roller by suction nozzles.
- the end of this prepared web is covered with double-sided adhesive tape.
- the holding roller holding the prepared web is pressed against the deflecting roller for the running web.
- a knife cuts off the connected webs that are still pulled off behind the roller for the web that is running off.
- the disadvantage here is that the connection of the two webs has a residual flag. This leads to difficulties in the further course of the web.
- the adhesive connection is only subjected to a relatively short pressure. There is a risk of web breaks.
- the invention has for its object to design the known device so that the splicing of the two webs takes place without a residual lug and that increased security against splices is ensured.
- the device for splicing two paper webs comprises a splicing device 1 and a roll-off frame 2.
- the roll-off frame 2 has double pairs of arms 3 and 4 for rotatably accommodating a running paper roll 5 and a paper roll 6 prepared for the later process.
- the paper rolls 5, 6 can be braked by a conventional time-controllable and adjustable braking device.
- the stand 8 of the unwind stand 2 resting on the floor 7 continues upwards into a stand part 9 which carries horizontal cheeks 10 of the splicing device 1. Between the cheeks 10, of which the front is to be regarded as removed, there is a deflecting roller 11 and a deflecting roller 12 for the running web 13 on the right end part. A pressing and deflecting roller 14 is wrapped by the running web 13. From this deflection roller 14, the web 13 then continues to a horizontally guided storage roller 15 which is movable against a preset force and which forms a web loop 16 between the fully extended roller position and the roller position indicated by dot-dash lines. The web 13 runs horizontally from the storage roller 15 to a discharge roller 17 at the left end of the cheeks 10. From there, the web 13 continues to a device (not shown) of the entire corrugated cardboard system.
- the pressure and deflection roller 14 is rotatably mounted on a rocker 20 which can be pivoted back and forth.
- the rocker 20 can be pivoted about the fixed central axis 21.
- a further pressure and deflection roller 22 is rotatably arranged at the rocker end.
- the pressure and deflection rollers 14 and 22 are mutually displaceable.
- a holding roller 25 is rotatably and displaceably arranged in a guide track 26 below the pressure roller and deflection roller 14.
- the holding roller 25 holds in the working position A below the pressure and deflection roller 14, the beginning 27 of the prepared web 28, which is pulled off the paper roll 6 on the pair of arms 4.
- the holding roller 25 can be provided with a pressure-sensitive adhesive layer 29 and / or with suction nozzles.
- the holding roller 25 In the initial position B, the holding roller 25 assumes the position shown in broken lines in FIG. 1 at the left end of the cheeks 10. The holding roller 25 reaches this starting position B via the downwardly curved guide track 26. In the starting position B, the holding roller 25 is fixed in its rotational position.
- the end 30 of the prepared paper web 28 is first passed over the deflection roller 31 and then placed over the holding roller 25.
- a bar-shaped knife carrier 35 is arranged in the starting position B next to the holding roller 25. This knife carrier 35 can likewise be moved into this starting position B via the guideway 26. In this starting position B, the knife carrier 35 can be pressed against the holding roller 25. In this position, the knife carrier 35 can then be latched to the holding roller 25.
- the contact surface 36 on one side 37 of the knife carrier 35 is curved in accordance with the surface of the holding roller 25.
- the contact surface 36 can have a corresponding elastic have a covering.
- the web end 30 is covered with a bonding layer, preferably a double-sided adhesive tape 40, preferably 5 cm wide, or another adhesive, e.g. Hot melt, sprayed on or applied as a caterpillar application. Behind the adhesive layer, the end 30 is trimmed manually or automatically using a knife 41 with the aid of a cutting bar 42.
- a bonding layer preferably a double-sided adhesive tape 40, preferably 5 cm wide, or another adhesive, e.g. Hot melt, sprayed on or applied as a caterpillar application.
- the holding roller 25 with the latched knife carrier 35 with the web 28 is now moved into the working position A according to FIG. 1. As can be seen, the web 28 is guided around the deflection roller 32. The knife carrier 35 is brought into a horizontal position. The holding roller 25 is held in such a position that the web end 30 encloses the roller 25 in a semicircular shape.
- the knife carrier 35 in turn has a curved contact surface 43 on the side opposite the side 37, correspondingly designed as the contact surface 36. In addition, it has a flat, preferably horizontal upper side 44 over which the running web 13 runs.
- the knife carrier 35 has two serrated knives 45, 46 which extend over the entire width of the web. These can alternately be pushed out of the retracted position into the active position, for which purpose a knife drive device, not shown, is used.
- the knives 45, 46 run obliquely to the web 13.
- the extended left knife 45 extends, as can be seen in FIG. 3, into the free gusset space 47 between the rollers 14 and 25 pressed against one another the linear contact of the rollers 14, 25 are cut off. This distance corresponds approximately to the width of the connection layer, for example that Adhesive tape 40.
- the knife carrier 35 is on the right (Fig. 1) continuing guideway 26 also in a right starting position B 'can be transferred. In this he works with a second holding roller 39 to clamp the beginning 30 'of a prepared paper roll 6 in the right pair of arms 3, as described (Fig. 2).
- height-adjustable pressure bars 50, 51 are arranged. These have a friction lining 52 on their underside.
- the pressure bars 50, 51 are pressed alternately against the top 44 of the knife carrier 35 and thereby hold the running paper web 13 running between the bottom of the pressure bar 50, 51 and the top 44 of the knife bar 35.
- the guideway 26 here consists of a horizontal central part 60 which is formed by a rail 61 with a U-shaped cross section.
- the end parts 62 of the guideway 26 are each formed by a straight rail 63, again U-shaped in cross section.
- the rails 61 and 62 are aligned with one another.
- the length of the end part 62 is such that it is the carriage 64 with rollers 65 running in the rails 61, 62 for the holding roller 39 (corresponding to the prepared paper roll 6 in the right position, FIG. 2) and carriage 66 with rollers 67 for knife carriers 35 can accommodate at a distance from each other.
- the end part 62 is fixedly connected to a pivot attachment 68, which is pivotably mounted to and fro about a pivot axis 69.
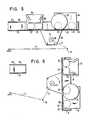
- the end part 62 is from that in FIG. 5 6 shown in the lowered starting position B 'of FIG. 6 suitable for receiving the end portion 30 of the prepared paper web 28.
- This lowering of the end part 62 can be done via an actuating device 70, e.g. B. consisting of a linkage 71, manually or automatically controlled.
- actuating device 70 e.g. B. consisting of a linkage 71, manually or automatically controlled.
- the holding roller 39 and knife carrier 35 are initially held at a distance from each other in the tilted position for receiving the end 30 'of the prepared paper roll 6 on the right arms 3 (Fig. 2) transferred.
- the knife carrier 35 is transferred to the pressure position, the right pressure surface 38 cooperating with the roller 39.
- Roller 39 and knife carrier 35 can be latched in this position.
- the knife 41 then cuts in conjunction with the knife bar 42 (see FIG. 7), which can be positioned on the carriage 64 of the holding roller 25, the end 30 'of the prepared paper web 28th
- the end part 62 is then tilted back into the position shown in FIG. 5 at the appropriate time.
- the roller 39 with knife carrier 35 with paper web 28 are transferred into the working position A under the roller 22.
- the splicing device 1 works as follows:
- a new paper roll 6 is attached to the pair of arms 4 on the left of the middle plane XX.
- the peeled end part 30 of this Pa pierrolle 6 takes the dot-dash position. It runs over the lower deflection roller 31 to the holding roller 25 located in the starting position B (shown in broken lines).
- the end 30 is fixed by pressing the knife carrier 35 against the roller 25.
- a knife 41 with a cutting bar 42 cuts this end part 30.
- the end of the web projects about 5 cm freely above the knife carrier 35.
- An equally wide, double-sided adhesive tape 40 or another adhesive is now applied to this end of the web.
- the holding roller 25 together with the latched knife carrier 35 with paper start 30 moves into the working position A under the pressure and deflection roller 14, which is arranged offset to the left to the central plane XX.
- This roller 14 is wrapped in the running web 13.
- the holding roller 25, which is now in working position A, holds the end of the prepared new web 28 at the top approximately in the middle.
- the rollers 14 and 25 are still slightly spaced apart.
- the splicing process may be initiated automatically by a trigger signal.
- the running web 13 In order to adhere the beginning 30 of the prepared new web 28 provided with an adhesive tape 40 to the running web 13 while avoiding a residual flag, the running web 13 must first be brought to a standstill.
- the pressure bar 50 located on the right in FIG. 1 next to the roller 14 is pressed downward in the indicated arrow direction (FIG. 3) with its friction surface 52 against the running web 13 and the upper side 44 of the knife carrier 35 located underneath.
- a vacuum suction surface in the pressure beam 50 could also be used.
- the pressure and deflection roller 14 which is rotatably seated on the rocker 20, is pressed against the roller 25 by slightly pivoting the rocker 20 in the direction indicated by the arrow, and the two webs 30 and 13 are in the press nip glued.
- the pressure and deflection roller 14 is preferably provided with an elastic covering.
- the running web 13 is now cut off by the knife 45 of the knife carrier 35 in the gusset 47 near the contact point of the two rollers 14 and 25.
- the length of the free end of the running paper web 13 corresponds approximately to the width of the adhesive tape 40.
- the length or width is preferably approximately 50 mm. Since a web tension is still exerted on the running web 13 via the shrinking storage loop 16, after the latching of the holding roller 25 and knife carrier 35 has been released and the roller 25 has moved away from the roller 25, the prepared new web 28 is pulled over the rotating roller 25.
- the roller 14 in the pressing position ensures that the web parts to be glued are firmly pressed together.
- the other, not in the working position slightly swiveled deflection and pressure roller 22 is moved on the rocker 20 in the direction of the roller 14 in the direction indicated by the arrow until it reaches the roller 14 in the pressure position (see FIG. 3).
- re-pressing of the web 13 and web 28 between these two rollers 22 and 14 is achieved.
- a secure connection of the flameless, glued, re-pressed connection of the running web 13 with the prepared new web 28 is thus achieved (cf. FIG. 4).
- the roller 25 (FIGS. 1 and 2) is now moved into the starting position B at the left end of the cheeks 10.
- the web 13 of the paper roll 5 on the left pair of support arms 4 then runs counter-clockwise in the manner shown in FIG Outlet roller 17 from.
- the knife carrier 35 is shifted to the right in FIG. 1 into the lowered and spaced-apart position to a further adhesive roller 39.
- a new prepared paper roll 6 is now applied to the right holding arms 3.
- the end 30 ' is guided over the deflecting roller 11 to the holding roller 39, trimmed as described and clamped by the knife carrier 35.
- the holding roller 39 is brought into the working position A with the knife carrier 35 locked, the holding roller 39 coming to rest under the deflection and pressure roller 22.
- the pressure bar 51 is now located above the knife carrier 35.
- the splicing process already described is repeated again at the appropriate time.
- the knife carrier 35 then moves back to the position shown in FIG. 1 at the left end of the cheeks 10.
- the pressure and deflection rollers 14, 22 can also be combined with the pressure bars 50, 51 to form a unit 80, 81, respectively. Either both units 80, 81 can be moved relative to one another, into the pressing position, or one unit 80 is stationary, while the other can be rotated and pressed against the other. In addition, the pressure and deflection rollers 14, 22 and the pressure bars 50, 51 can be lowered and raised.
Landscapes
- Replacement Of Web Rolls (AREA)
- Making Paper Articles (AREA)
Abstract
Die Vorrichtung zum Splicen von Bahnen, insbesondere von Papierbahnen (13, 28) für die Herstellung von Wellpappe besitzt eine erste Walze (14) zur Führung und Klemmung einer zu Ende gehenden ersten Bahn (13), eine zweite Walze (25, 39) zur Führung und Klemmung einer beginnenden zweiten Bahn (28), sowie einen Messerträger (35) mit Messer (45, 46), wobei der Anfang der zweiten Bahn (28) mit der ersten Bahn (13) verbunden und die erste Bahn (13) dann abgeschnitten wird. Dabei ist der ersten Walze (14, 22) zur Klemmung der zu Ende gehenden Bahn (13) eine Klemmvorrichtung (50, 51 35) vorgeordnet und es ist ein in den Zwickel (47) der aneinandergepreßten beiden Walzen (14, 22, 25, 39) hineinschneidendes Messer (45, 46) vorhanden.
Description
- Die Erfindung betrifft eine Vorrichtung zum Splicen von Bahnen, insbesondere von Papierbahnen für die Herstellung von Wellpappe mit den Merkmalen des Oberbegriffs des Patentanspruches 1.
- Eine derartige Vorrichtung ist aus der DE-0S 21 29 903 und DE-0S 23 30 945 bekannt. Hierbei wird die ablaufende Bahn über eine Umlenkwalze zu einer Speichervorrichtung geleitet, die überhalb dem Abrollgestell für die Bahnrollen angeordnet ist. Die vorbereite, mit der ablaufenden Bahn zu verbindende weitere Bahn wird an einer daneben angeordneten Walze durch Saugdüsen festgehalten. Das Ende dieser vorbereiteten Bahn ist mit einem beidseitigen Klebeband versehen. Zum Verbinden der beiden Bahnen wird die die vorbereitete Bahn festhaltende Haltewalze an die Umlenkwalze für die ablaufende Bahn angepreßt. Ein Messer schneidet die weiterhin abgezogenen verbundenen Bahnen hinter der Walze für die ablaufende Bahn ab. Nachteilig ist hierbei, daß die Verbindung der beiden Bahnen eine Restfahne aufweist. Dies führt zu Schwierigkeiten im weiteren Bahnablauf. Außerdem ist die Klebeverbindung nur einem verhältnismäßige kurzem Andruck ausgesetzt. Es besteht die Gefahr von Bahnabrissen.
- Der Erfindung liegt die Aufgabe zugrunde, die bekannte Vorrichtung so auszubilden, daß die Splicung der beiden Bahnen ohne Restfahne erfolgt und daß eine erhöhte Splicesicherheit gewährleistet wird.
- Die Erfindung löst diese Aufgabe mit den kennzeichnenden Merkmalen des Patentanspruches 1.
- Dadurch, daß die Splicung der beiden Bahnen ohne Restfahne erfolgt, wird eine erhöhte Splicesicherheit für den weiteren Ablauf der Bahn durch die gesamte Wellpappenanlage gewährleistet.
- Weitere Ausgestaltungen der Erfindung ergeben sich aus den Unteransprüchen.
- Die Erfindung wird nachfolgend anhand von in der Zeichnung dargestellten Ausführungsbeispielen näher erläutert. In der Zeichnung zeigen:
- Fig. 1 eine schematische Seitenansicht einer Splicevorrichtung mit Abrollgestell mit rechter ablaufender Bahnrolle und linker vorbereiteter Bahnrolle;
- Fig. 2 ein Ansicht wie in Fig. 1, jedoch mit linker ablaufender Rolle und rechter zum Ablauf vorbereiteter Rolle;
- Fig. 3 eine schematische Ansicht eines Details von Fig. 1;
- Fig. 4 eine Detailansicht der gesplicten Bahn;
- Fig. 5 eine schematische Seitenansicht des Endteils der Führungsbahn mit Betätigungsvorrichtung;
- Fig. 6 eine Ansicht wie in Fig. 5 mit geschwenktem Endstück der Führungsbahn;
- Fig. 7 eine Ansicht wie in Fig. 6 mit eingelegter neuer vorbereiteter Bahn und
- Fig. 8 eine Ansicht einer geänderten Ausführungsform für ein Detail.
- Die Erfindung wird nachfolgend in Verbindung mit einer Papierbahn zur Herstellung von Wellpappe beschrieben. Anstelle einer Papierbahn könnten auch andere Bahnarten zur Herstellung anderer Produkte benutzt werden.
- Die Vorrichtung zum Splicen von zwei Papierbahnen umfaßt eine Splicevorrichtung 1 und ein Abrollgestell 2. Das Abrollgestell 2 weist wie üblich doppelte Armpaare 3 und 4 zur drehbaren Aufnahme einer ablaufenden Papierrolle 5 und einer für den späteren Ablauf vorbereiteten Papierrolle 6 auf. Die Papierrollen 5, 6 können durch eine übliche zeitlich steuerbare und einstellbare Bremsvorrichtung gebremst sein.
- Der am Boden 7 ruhende Ständer 8 des Abrollgestells 2 setzt sich nach aufwärts in einen Ständerteil 9 fort, der waagrechte Wangen 10 der Splicevorrichtung 1 trägt. Zwischen den Wangen 10, von denen die vordere als abgenommen anzusehen ist, befindet sich am rechten Endteil eine Umlenkwalze 11 und eine Umlenkwalze 12 für die ablaufende Bahn 13. Eine Anpreß- und Umlenkwalze 14, wird von der ablaufenden Bahn 13 umschlungen. Von dieser Umlenkwalze 14 läuft die Bahn 13 dann weiter zu einer waagrecht geführten, gegen eine voreingestellte Kraft bewegliche Speicherwalze 15, die zwischen der vollausgezogenen Walzenstellung bis zur strichpunktiert angegebenen Walzenstellung eine Bahnschleife 16 bildet. Von der Speicherwalze 15 läuft die Bahn 13 waagrecht zu einer Ablaufwalze 17 am linken Ende der Wangen 10. Von dort gelangt die Bahn 13 weiter zu einer nicht dargestellten Vorrichtung der gesamten Wellpappenanlage.
- Die Anpreß- und Umlenkwalze 14 ist an einer hin und her schwenkbaren Wippe 20 drehbar gelagert. Die Wippe 20 ist um die ortsfeste Mittelachse 21 schwenkbar. Am gegenüberliegen den Wippenende ist eine weitere Anpreß- und Umlenkwalze 22 drehbar angeordnet. Die Anpreß- und Umlenkwalzen 14 und 22 sind wechselweise zueinander verschiebbar.
- Unterhalb der Anpreß- und Umlenkwalze 14 ist eine Haltewalze 25 drehbar und verschiebbar in einer Führungsbahn 26 angeordnet. Die Haltewalze 25 hält in Arbeitsstellung A unterhalb der Anpreß- und Umlenkwalze 14 den Anfang 27 der vorbereiteten Bahn 28 fest, die von der Papierrolle 6 auf dem Armpaar 4 abgezogen ist.
- Hierzu kann die Haltewalze 25 mit einer Haftklebeschicht 29 und/oder mit Saugdüsen versehen sein.
- In der Ausgangsstellung B nimmt die Haltewalze 25 die in Fig. 1 strichpunktierte Stellung am linken Ende der Wangen 10 ein. In diese Ausgangsstellung B gelangt die Haltewalze 25 über die nach abwärts gekrümmte Führungsbahn 26. In der Ausgangsstellung B ist die Haltewalze 25 in ihrer Drehlage festgelegt.
- Das Ende 30 der vorbereiteten Papierbahn 28 wird zunächst über die Umlenkwalze 31 geführt und dann über die Haltewalze 25 gelegt.
- Ein balkenförmiger Messerträger 35 ist in Ausgangsstellung B neben der Haltewalze 25 angeordnet. Dieser Messerträger 35 ist gleichfalls über die Führungsbahn 26 in diese Ausgangsstellung B verschiebbar. In dieser Ausgangsstellung B kann der Messerträger 35 an die Haltewalze 25 angepreßt werden. In dieser Stellung kann der Messerträger 35 dann mit der Haltewalze 25 verklinkt sein.
- Die Anpreßfläche 36 an der einen Seite 37 des Messerträgers 35 ist entsprechend der Oberfläche der Haltewalze 25 gewölbt. Die Anpreßfläche 36 kann einen entsprechenden elasti schen Belag aufweisen.
- Das Bahnende 30 wird mit einer Verbindungsschicht, vorzugsweise einem beidseitig klebenden Band 40, vorzugsweise 5 cm breit, oder einem anderen Klebemittel, z.B. Hot Melt, aufgesprüht oder als Raupenauftrag versehen. Hinter der Klebeschicht wird das Ende 30 mittels einem Messer 41 manuell bzw. automatisch unter Zuhilfenahme einer Schneidleiste 42 definiert beschnitten.
- Die Haltewalze 25 mit dem verklinkten Messerträger 35 mit Bahn 28 wird nun in die Arbeitsstellung A nach Fig. 1 verschoben. Dabei wird, wie ersichtlich, die Bahn 28 um die Umlenkwalze 32 geführt. Der Messerträger 35 wird in eine horizontale Lage überführt. Die Haltewalze 25 wird dabei in einer solchen Stellung gehalten, daß das Bahnende 30 die Walze 25 halbkreisförmig umschließt.
- Der Messerträger 35 besitzt an der der Seite 37 gegenüberliegenden Seite wiederum eine gewölbte Anpreßfläche 43, entsprechend ausgebildet wie die Anpreßfläche 36. Außerdem besitzt er eine ebene, vorzugsweise waagrechte Oberseite 44, über die die ablaufende Bahn 13 verläuft.
- Weiterhin besitzt der Messerträger 35 zwei sich über die ganze Bahnbreite erstreckende Zackenmesser 45, 46. Diese sind wechselweise aus der eingezogenen Stellung in die Wirkstellung ausschiebbar, wozu eine nicht dargestellte Messerantriebsvorrichtung dient. Die Messer 45, 46 verlaufen schräg zur Bahn 13. Das ausgefahrene linke Messer 45 erstreckt sich dabei, wie aus Fig. 3 ersichtlich, in den freien Zwickelraum 47 zwischen den aneinandergepreßten Walzen 14 und 25. Dadurch kann die ablaufende Bahn 13 in geringster Entfernung von der linienförmigen Berührung der Walzen 14, 25 abgeschnitten werden. Diese Entfernung entspricht etwa der Breite der Verbindungsschicht, z.B. dem Klebeband 40.
- Der Messerträger 35 ist über die sich nach rechts (Fig. 1) fortsetzende Führungsbahn 26 auch in eine rechte Ausgangsstellung B′ überführbar. In dieser arbeitet er mit einer zweiten Haltewalze 39 zusammen, um den Anfang 30′ einer vorbereiteten Papierrolle 6 in dem rechten Armpaar 3, wie beschrieben, zu klemmen (Fig. 2).
- Wie aus Fig. 1 ersichtlich, sind neben den Anpreß- und Umlenkwalzen 14 und 22 höhenbewegliche Anpreßbalken 50, 51 angeordnet. Diese besitzen an ihrer Unterseite einen Reibbelag 52. Die Anpreßbalken 50, 51 werden wechselweise gegen die Oberseite 44 des Messerträgers 35 gepreßt und halten dadurch die zwischen der Unterseite des Anpreßbalkens 50, 51 und der Oberseite 44 des Messerbalkens 35 hindurchlaufende ablaufende Papierbahn 13 fest.
- Eine geänderte Ausführung der verschiebbaren Haltewalze 39 und Messerträger 35 ist in den Figuren 5, 6 und 7 dargestellt. Die Führungsbahn 26 besteht hierbei aus einem waagrechten Mittelteil 60, das von einer im Querschnitt U-förmigen Schiene 61 gebildet ist. Die Endteile 62 der Führungsbahn 26 werden jeweils von einer geraden, im Querschnitt wiederum U-förmigen Schiene 63 gebildet. In der in Fig. 5 dargestellten Stellung fluchten die Schienen 61 und 62 miteinander. Die Länge des Endteiles 62 ist so bemessen, daß es den Wagen 64 mit in den Schienen 61, 62 laufenden Rollen 65 für die Haltewalze 39 (entsprechend der vorbereiteten Papierrolle 6 in rechter Stellung, Fig. 2) und Wagen 66 mit Rollen 67 für Messerträger 35 mit Abstand voneinander aufnehmen kann.
- Das Endteil 62 ist mit einem Schwenkansatz 68 fest verbunden, der um eine Schwenkachse 69 hin und her schwenkbar gelagert ist. Dadurch ist das Endteil 62 aus der in Fig. 5 dargestellten Aufnahmestellung in die abgesenkte Ausgangsstellung B′ nach Fig. 6 zur Aufnahme des Endteiles 30 der vorbereiteten Papierbahn 28 geeignet.
- Dieses Absenken des Endteils 62 kann über eine Betätigungsvorrichtung 70, z. B. bestehend aus einem Gestänge 71, manuell oder selbsttätig gesteuert erfolgen.
- Wie aus Fig. 6 ersichtlich, werden Haltewalze 39 und Messerträger 35 zunächst im Abstand voneinander gehalten in die abgekippte Lage zur Aufnahme des Endes 30′ der vorbereiteten Papierrolle 6 auf den rechten Armen 3 (Fig. 2) überführt. Nach Einfädeln des Endes 30′ der vorbereiteten Papierbahn 28 wird der Messerträger 35 in die Anpreßlage überführt, wobei die rechte Anpreßfläche 38 mit der Walze 39 zusammenwirkt. Walze 39 und Messerträger 35 können in dieser Lage verklinkt werden. Das Messer 41 beschneidet dann in Verbindung mit der Messerleiste 42 (vergl. Fig. 7), die am Wagen 64 der Haltewalze 25 positionierbar angeordnet sein kann, das Ende 30′ der vorbereiteten Papierbahn 28.
- Hierauf wird zur gegebenen Zeit das Endteil 62 in die Stellung nach Fig. 5 zurückgekippt. Die Walze 39 mit Messerträger 35 mit Papierbahn 28 werden in Arbeitsstellung A unter die Walze 22 überführt.
- Die Splicevorrichtung 1 arbeitet wie folgt:
- Es wird angenommen, daß wie in Fig. 1 gezeigt, die Papierrolle 5 in der angedeuteten Pfeilrichtung abgewickelt wird und daß die ablaufende Papierbahn 13 über die Umlenkwalzen 11, 12, die Anpreß- und Umlenkwalze 14, sowie über die Speicherwalze 15 der Auslaufwalze 17 zuläuft.
- Eine neue Papierrolle 6 ist auf das Armpaar 4 links der Mittelebene XX angebracht. Das abgezogene Endteil 30 dieser Pa pierrolle 6 nimmt die strichpunktierte Lage ein. Es verläuft über die untere Umlenkwalze 31 zur in Ausgangsstellung B befindlichen Haltewalze 25 (strichpunktiert dargestellt). Durch Anpressen des Messerträger 35 an die Walze 25 wird das Ende 30 festgelegt. Ein Messer 41 mit Schneidleiste 42 beschneidet dieses Endteil 30. Dabei steht das Bahnende etwa 5 cm frei über den Messerträger 35 vor. Es wird nun ein ebenso breites beidseitig klebendes Band 40 oder ein andere Klebemittel auf dieses Bahnende aufgebracht. Hierauf fährt die Haltewalze 25 samt verklinktem Messerträger 35 mit Papieranfang 30 in die Arbeitsstellung A unter die Anpreß- und Umlenkwalze 14, welche nach links zur Mittelebene XX versetzt angeordnet ist. Diese Walze 14 wird von der ablaufenden Bahn 13 umschlungen. Die nun in Arbeitsstellung A befindliche Haltewalze 25 hält das Ende der vorbereiteten neuen Bahn 28 an der Oberseite etwa in der Mitte fest. Die Walzen 14 und 25 sind noch geringfügig voneinander beabstandet.
- Geht die Bahn 13 der Papierrolle 5 zuende, wird ggf. durch ein Auslösesignal der Splicevorgang automatisch eingeleitet. Um den Anfang 30 der mit einem Klebeband 40 versehenen vorbereiteten neuen Bahn 28 unter Vermeidung einer Restfahne an die ablaufende Bahn 13 anzukleben, ist zunächst die ablaufende Bahn 13 zum Stillstand zu bringen. Hierzu wird der rechts in Fig. 1 neben der Walze 14 befindliche Anpreßbalken 50 in der angegebenen Pfeilrichtung (Fig. 3) nach abwärts mit seiner Reibfläche 52 gegen die ablaufende Bahn 13 und die Oberseite 44 des darunter befindlichen Messerträger 35 gepreßt. Dadurch wird die ablaufende Bahn 13 auf v = 0 abgebremst. Anstelle eines Reibbelages 52 könnte auch eine Vakuumsaugfläche im Anpreßbalken 50 verwendet werden.
- Hierauf wird die auf der Wippe 20 drehbar sitzende Anpreß- und Umlenkwalze 14 durch geringfügiges Schwenken der Wippe 20 in der angegebenen Pfeilrichtung gegen die Walze 25 gepreßt und die beiden Bahnen 30 und l3 werden im Preßspalt verklebt. Die Anpreß- und Umlenkwalze 14 ist vorzugsweise mit einem elastischen Belag versehen.
- Die ablaufende Bahn 13 wird nun durch das Messer 45 des Messerträgers 35 im Zwickel 47 nahe der Anpreßstelle der beiden Walzen 14 und 25 abgeschnitten. Die Länge des freien Endes der ablaufenden Papierbahn 13 entspricht etwa der Breite des Klebebandes 40. Vorzugsweise ist die Länge bzw. Breite etwa 50 mm. Da auf die ablaufende Bahn 13 über die sich verkleinernde Speicherschleife 16 immer noch ein Bahnzug ausgeübt wird, wird nach Lösung der Verklinkung der Haltewalze 25 und Messerträger 35 sowie Wegfahren desselben von der Walze 25 die vorbereitete, neue Bahn 28 über die drehende Walze 25 hinweggezogen. Die in Anpreßstellung befindliche Walze 14 sorgt dabei für ein festes Aneinanderdrücken der zu verklebenden Bahnteile.
- Vorzugsweise wird die andere, nicht in Arbeitsstellung befindliche etwas hoch geschwenkte Umlenk- und Anpreßwalze 22 auf der Wippe 20 in Richtung der Walze 14 in der angegebenen Pfeilrichtung verschoben, bis sie in Anpreßstellung zur Walze 14 gelangt (vergl. Fig. 3). Hierdurch wird eine Nachpreßung der zwischen diesen beiden Walzen 22 und 14 durchlaufenden Verklebung der Bahn 13 und Bahn 28 erreicht. Somit wird eine sichere Verbindung der fahnenlosen verklebten nachgepreßten Verbindung von ablaufender Bahn 13 mit vorbereiteter neuer Bahn 28 erreicht (vergl. Fig. 4).
- Die Walze 25 (Fig. 1 und 2) wird nun in die Ausgangsstellung B am linken Ende der Wangen 10 verschoben. Die Bahn 13 der Papierrolle 5 auf dem linken Tragarmpaar 4 läuft dann entgegen dem Uhrzeigersinn in der in Fig. 2 gezeigten Weise über die Umlenkwalze 31, die Umlenkwalze 32 zur zurückverschobenen Umlenk- und Anpreßwalze 22, hochgeschwenkten Umlenk- und Anpreßwalze 14, Speicherwalze 15 und Auslaufwalze 17 ab.
- Der Messerträger 35 wird in Fig. 1 nach rechts in die abgesenkte und beabstandete Lage zu einer weiteren Haftwalze 39 verschoben. Es wird nun auf die rechten Haltearme 3 eine neue vorbereitete Papierrolle 6 aufgebracht. Deren Ende 30′ wird über die Umlenkwalze 11 zur Haltewalze 39 geführt, wie beschrieben beschnitten und durch den Messerträger 35 geklemmt.
- Für einen neue Splicevorgang wird Haltewalze 39 mit verklinktem Messerträger 35 in die Arbeitsstellung A überführt, wobei die Haltewalze 39 unter die Umlenk- und Anpreßwalze 22 zu liegen kommt. Über dem Messerträger 35 befindet sich nun der Anpreßbalken 51.
- Zur gegebenen Zeit wiederholt sich erneut der bereits beschriebene Splicevorgang. Hierauf fährt der Messerträger 35 wieder in die in Fig. 1 gezeigte Stellung am linken Ende der Wangen 10.
- Wie aus Fig. 8 ersichtlich, können die Anpreß- und Umlenkwalzen 14, 22 auch mit den Anpreßbalken 50, 51 jeweils zu einer Einheit 80, 81 zusammengefaßt sein. Entweder sind beide Einheiten 80, 81 zueinander, in die Anpreßstellung verschiebbar oder die eine Einheite 80 ist ortsfest, während die andere verdrehbar und an die andere anpreßbar ist. Zusätzlich sind die Anpreß- und Umlenkwalzen 14, 22 sowie die Anpreßbalken 50, 51 absenkbar und abhebbar angeordnet.
Claims (14)
1. Vorrichtung zum Splicen von Bahnen, insbesondere von Papierbahnen für die Herstellung von Wellpappe, mit einer ersten Walze zur Führung und Klemmung einer zu Ende gehenden ersten Bahn, einer zweiten Walze zur Führung und Klemmung einer beginnenden zweiten Bahn, sowie einem Messerträger mit Messer, wobei der Anfang der zweiten Bahn mit der ersten Bahn verbunden und die erste Bahn mit dem Messer abgeschnitten wird, dadurch gekennzeichnet, daß der ersten Walze (14) zur Klemmung der zu Ende gehenden Bahn (13) eine Klemmvorrichtung (35, 50 , 51) vorgeordnet ist und daß ein in den Zwickel (47) der aneinandergepreßten beiden Walzen (14, 25, 22, 39) hineinschneidendes Messer (45) vorhanden ist.
2. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die erste und zweite Walze (14, 25, 39) übereinander in Arbeitsstellung (A) angeordnet sind.
3. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß zwei zweite Walzen (25, 39) vorhanden sind, die wechselweise in Arbeitsstellung (A) überführbar sind.
4. Vorrichtung nach Anspruch 1 oder 3, dadurch gekennzeichnet, daß der zweiten Walze (25, 39) in Außerwirkstellung (B, B′) ein Messerträger (35) zugeordnet ist, der zur Klemmung der beginnenden zweiten Bahn (28) an die zweite Walze anpreßbar ist.
5. Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, daß der Messerträger (35) wechselweise der einen oder anderen zweiten Walze (25, 39) für die beginnende zweite Bahn (28) zugeordnet ist.
6. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß zwei im Abstand voneinander angeordnete erste Walzen (14, 22) für die zu Ende gehende erste Bahn (13) vorhanden sind, von denen die eine gegen die in Arbeitsstellung (A) befindliche andere Walze anpreßbar ist.
7. Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, daß die ersten Walzen (14, 22) auf eine Wippe (20) angeordnet sind, die um eine ortsfeste Mittelachse (21) schwenkbar ist.
8. Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß die ersten Walzen (14, 22) auf der Wippe (20) wechselweise aneinander anpreßbar sind.
9. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die zweiten Walzen (25, 39) einen Haftbelag und/oder Saugdüsen besitzen.
10. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Klemmvorrichtung einen Anpreßbalken (50, 51) umfaßt, der gegen die Oberseite des Messerträgers (35) anpreßbar ist.
11. Vorrichtung nach Anspruch 1, 6 oder 10, dadurch gekennzeichnet, daß jeder ersten Walze (14, 22) ein Anpreßbalken (50, 5l) zugeordnet ist.
12. Vorrichtung nach Anspruch 10 und 1 1, dadurch gekennzeichnet, daß jeder Anpreßbalken (50, 51) einen Reibbelag (52) besitzt.
13. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß jede zweite Walze (25, 39) und ein Messerträger (35) auf einer Führungsbahn (26) verschiebbar sind, die von einer Ausgangsstellung (B) zur Aufnahme und Klemmung der zweiten Bahn in die Arbeitsstellung (A) und weiter zu einer weiteren Ausgangsstellung (B′) verläuft.
14. Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, daß ein Endstück (62) der Führungsbahn (26) mit Walze (39) und Schneidträger (35) über eine Betätigungsvorrichtung (70) ab- und hochschwenkbar ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3816223 | 1988-05-11 | ||
| DE19883816223 DE3816223A1 (de) | 1988-05-11 | 1988-05-11 | Vorrichtung zum splicen von bahnen, insbesondere von papierbahnen fuer die herstellung von wellpappe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0341642A2 true EP0341642A2 (de) | 1989-11-15 |
| EP0341642A3 EP0341642A3 (de) | 1990-08-22 |
Family
ID=6354236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89108266A Withdrawn EP0341642A3 (de) | 1988-05-11 | 1989-05-08 | Vorrichtung zum Splicen von Bahnen, insbesondere von Papierbahnen für die Herstellung von Wellpappe |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0341642A3 (de) |
| JP (1) | JPH0218247A (de) |
| DE (1) | DE3816223A1 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1422175A3 (de) * | 2002-09-25 | 2005-02-02 | FOSBER S.p.A. | Spleissvorrichtung zum Zusammenspleissen von zwei Bahnmaterialien, Abwickler mit besagter Spleissvorrichtung und dazugehöriges Verfahren |
| EP1386868A3 (de) * | 2002-07-25 | 2005-06-22 | Manuel Torres Martinez | Automatisches Spleissverfahren für laminare Bahnen in kontinuierliche Zuführungsprozessen |
| EP1609749A1 (de) * | 2004-06-18 | 2005-12-28 | Fosber S.P.A. | Spleissvorrichtung zum Verbinden zweier Bahnmaterialien, und ein diese Spleissvorrichuntg enthaltender Abwickler |
| DE102010008906A1 (de) | 2009-02-24 | 2010-11-04 | FOSBER S.p.A., Monsagrati | Anlage zur Herstellung von Wellpappe |
| DE102010009741A1 (de) | 2009-03-04 | 2011-01-05 | FOSBER S.p.A., Monsagrati | Anlage zur Herstellung von Wellpappe, Heizkreislauf mit Energierückgewinnung und zugehöriges Verfahren |
| CN111532841A (zh) * | 2019-02-07 | 2020-08-14 | Bhs波纹机械和设备制造有限公司 | 料幅进给设备 |
| IT201900013419A1 (it) | 2019-07-31 | 2021-01-31 | Guangdong Fosber Intelligent Equipment Co Ltd | Svolgitore per bobine di carta e simili |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4013656C2 (de) * | 1990-04-27 | 1994-04-21 | Bhs Bayerische Berg | Vorrichtung zum Spleißen von Bahnen, insbesondere von Papierbahnen für die Herstellung von Wellpappe |
| DE102016012760A1 (de) * | 2016-10-25 | 2018-04-26 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Spliceanordnung |
| DE102018207446A1 (de) * | 2018-05-15 | 2019-11-21 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | Wellpappeanlage |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4838461B1 (de) * | 1969-02-26 | 1973-11-17 | ||
| DE2129903A1 (de) * | 1971-06-16 | 1973-01-04 | Bhs Bayerische Berg | Verfahren und vorrichtung zum verbinden einer ablaufenden ersten bahn eines bahnfoermigen materials mit dem anfang einer zweiten bahn eines bahnfoermigen materials |
| US3880698A (en) * | 1971-11-05 | 1975-04-29 | Toppan Containers Co Ltd | Continuously feeding apparatus for rolled webs |
| US3858819A (en) * | 1972-10-24 | 1975-01-07 | Butler Automatic Inc | Web supply apparatus |
| DE2330945A1 (de) * | 1973-06-18 | 1975-01-09 | Bhs Bayerische Berg | Verfahren und vorrichtung zum verbinden einer von einer ersten rolle ablaufenden ersten bahn eines bahnfoermigen materials mit dem anfang einer von einer zweiten rolle ablaufenden zweiten bahn eines bahnfoermigen materials |
| US3841944A (en) * | 1973-06-26 | 1974-10-15 | Harris Intertype Corp | Web splicing apparatus |
| ES441391A1 (es) * | 1975-09-30 | 1977-04-01 | Torres Martinez M | Sistema de empalmado automatico de bobinas con suministro debanda en proceso continuo aplicable a la alimentacion de ma-quinas manufacturadoras de papel. |
| GB1535676A (en) * | 1976-03-22 | 1978-12-13 | Marquip Inc | Web splicing apparatus |
| IT1143850B (it) * | 1977-08-25 | 1986-10-22 | Ima Spa | Apparecchiatura per effettuare senza arresto la giunzione fra l estremita terminale di un nastro di una bobina in esaurimento e l estremita iniziale di una nuova bobina |
| US4190475A (en) * | 1978-05-16 | 1980-02-26 | Marquip, Inc. | Paper roll web splicing |
| US4450039A (en) * | 1982-08-23 | 1984-05-22 | Harris Graphics Corporation | Web splicing apparatus |
| FR2587982B1 (fr) * | 1985-09-30 | 1988-05-20 | Materiels Equip Graphiques Sa | Derouleur de bobines |
| DD245855B1 (de) * | 1986-02-07 | 1989-11-22 | Wtz Baumwollindustrie Plauen | Vorrichtung zum verbinden von kunststoffbahnen |
-
1988
- 1988-05-11 DE DE19883816223 patent/DE3816223A1/de not_active Ceased
-
1989
- 1989-05-08 EP EP89108266A patent/EP0341642A3/de not_active Withdrawn
- 1989-05-09 JP JP11590189A patent/JPH0218247A/ja active Pending
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1386868A3 (de) * | 2002-07-25 | 2005-06-22 | Manuel Torres Martinez | Automatisches Spleissverfahren für laminare Bahnen in kontinuierliche Zuführungsprozessen |
| US6966961B2 (en) | 2002-09-25 | 2005-11-22 | Fosber, S.P.A. | Splicing device for splicing two web materials together, unwinder comprising said splicing device and relative method |
| EP1422175A3 (de) * | 2002-09-25 | 2005-02-02 | FOSBER S.p.A. | Spleissvorrichtung zum Zusammenspleissen von zwei Bahnmaterialien, Abwickler mit besagter Spleissvorrichtung und dazugehöriges Verfahren |
| CN1709777B (zh) * | 2004-06-18 | 2011-07-27 | 弗斯伯股份公司 | 将两卷纸材料连接的接合装置,包括接合装置的展开装置 |
| EP1609749A1 (de) * | 2004-06-18 | 2005-12-28 | Fosber S.P.A. | Spleissvorrichtung zum Verbinden zweier Bahnmaterialien, und ein diese Spleissvorrichuntg enthaltender Abwickler |
| US7441579B2 (en) | 2004-06-18 | 2008-10-28 | Fosber, S.P.A. | Splicing device to join together two web materials, unwinding device comprising said splicing device |
| DE102010008906A1 (de) | 2009-02-24 | 2010-11-04 | FOSBER S.p.A., Monsagrati | Anlage zur Herstellung von Wellpappe |
| DE102010009741A1 (de) | 2009-03-04 | 2011-01-05 | FOSBER S.p.A., Monsagrati | Anlage zur Herstellung von Wellpappe, Heizkreislauf mit Energierückgewinnung und zugehöriges Verfahren |
| CN111532841A (zh) * | 2019-02-07 | 2020-08-14 | Bhs波纹机械和设备制造有限公司 | 料幅进给设备 |
| CN111532841B (zh) * | 2019-02-07 | 2024-03-05 | Bhs波纹机械和设备制造有限公司 | 料幅进给设备 |
| IT201900013419A1 (it) | 2019-07-31 | 2021-01-31 | Guangdong Fosber Intelligent Equipment Co Ltd | Svolgitore per bobine di carta e simili |
| EP3771670A1 (de) | 2019-07-31 | 2021-02-03 | Guangdong Fosber Intelligent Equipment Co., Ltd. | Abwickler für papierrollen und dergleichen |
| US11390479B2 (en) | 2019-07-31 | 2022-07-19 | Guangdong Fosber Intelligent Equipment Co., Ltd. | Unwinder for rolls of paper and similar |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0341642A3 (de) | 1990-08-22 |
| DE3816223A1 (de) | 1989-11-23 |
| JPH0218247A (ja) | 1990-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AT400558B (de) | Verfahren und vorrichtung zum aufrollen und wickeln einer bahn | |
| DE69707771T2 (de) | Verfahren zum Einfädeln einer Papierbahn oder ähnlichem bandförmigem Material in eine Wickelvorrichtung, insbesondere in eine Längsschneide-Wickler, und Vorrichtung zur Durchführung des Verfahrens | |
| DE2430514B2 (de) | Vorrichtung zum Verbinden einer von einer Ersatzwickelrolle abgezogenen Materialbahn mit einer von einer Vorratswickelrolle ablaufenden Materialbahn | |
| DE3039293A1 (de) | Vorrichtung zum zufuehren eines einwickelbogens zu einer grossen papierrolle o.dgl. | |
| DE3109529A1 (de) | Vorrichtung zum verbinden des hinteren endes einer von einer auslaufenden rolle abgezogenen bahn mit dem vorderen ende einer von einer ersatzrolle abgezogenen bahn | |
| DE4013656C2 (de) | Vorrichtung zum Spleißen von Bahnen, insbesondere von Papierbahnen für die Herstellung von Wellpappe | |
| EP0341642A2 (de) | Vorrichtung zum Splicen von Bahnen, insbesondere von Papierbahnen für die Herstellung von Wellpappe | |
| EP0506896B1 (de) | Tragwalzen-wickelmaschine | |
| EP1163178B1 (de) | Vorrichtung zum verbinden von materialbahnen | |
| DE10057597A1 (de) | Vorrichtung zum Speichern und Abwickeln von Materialrollen in Buchbindereimaschinen | |
| DE3914776C2 (de) | Verfahren und Vorrichtung zum Aufwickeln und Querschneiden einer laufenden Warenbahn | |
| DE3916740C2 (de) | Textilmaschine mit verstellbarer Glättwalzenanordnung | |
| EP0379861B1 (de) | Vorrichtung zum Verbinden von Materialbahnen | |
| DE3816224C1 (de) | ||
| DE2547699C3 (de) | Verfahren und Vorrichtung zum Einleiten eines Aufwickelvorganges | |
| EP0464535B1 (de) | Einrichtung zur Befestigung eines Klebestreifens am Bahnende und am Tambour, den die Warenbahn bildet | |
| DE3440107C2 (de) | ||
| DE10343448A1 (de) | Verfahren und Vorrichtung zur Vorbereitung eines Wickels einer Materialbahn auf einem Wickeltambour für die Weiterverarbeitung | |
| DE10058458A1 (de) | Vorrichtung zum Verbinden zweier Materialbahnen | |
| DE3115835C2 (de) | Klebewalze in einer Abwickelanlage | |
| EP0318676A2 (de) | Aufwickelvorrichtung für Bahnen aus Kunststoff, Papier oder dergleichen | |
| EP2082982B1 (de) | Wickelvorrichtung | |
| DE2128534C3 (de) | Vorrichtung zum Auftrennen flachgelegter nahtloser Kunststoffolienschläuche | |
| DD139243B1 (de) | Vorrichtung zum anwickeln von auf der wickelhuelse getrennten warenbahnen | |
| DE1935281A1 (de) | Schnellwechselvorrichtung zum Ersetzen von Vorratsrollen in einer Abwickeleinrichtung zum Abwickeln von Materialbahnen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19910223 |