EP0289996B1 - Verfahren zur Herstellung einer hydrophilen Beschichtung auf einem Formteil und unter Anwendung des Verfahrens hergestellter Rasierapparat - Google Patents
Verfahren zur Herstellung einer hydrophilen Beschichtung auf einem Formteil und unter Anwendung des Verfahrens hergestellter Rasierapparat Download PDFInfo
- Publication number
- EP0289996B1 EP0289996B1 EP88107114A EP88107114A EP0289996B1 EP 0289996 B1 EP0289996 B1 EP 0289996B1 EP 88107114 A EP88107114 A EP 88107114A EP 88107114 A EP88107114 A EP 88107114A EP 0289996 B1 EP0289996 B1 EP 0289996B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- weight
- process according
- solution
- razor
- polyvinylpyrrolidone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/40—Details or accessories
- B26B21/44—Means integral with, or attached to, the razor for storing shaving-cream, styptic, or the like
- B26B21/443—Lubricating strips attached to the razor head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/04—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain a surface receptive to ink or other liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/08—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2201/00—Polymeric substrate or laminate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2202/00—Metallic substrate
Definitions
- the invention relates to a process for the formation and application of a hydrophilic coating which is highly lubricious in the moist state on a molded part made of plastic or metal, in particular a razor or razor blade unit, in which a solution containing a water-soluble polymer, in particular polyvinylpyrrolidone, is applied to the molded part and cured there becomes.
- the invention further relates to a razor or a razor blade unit with at least one razor blade held on a blade support and a surface adjacent to the razor blade that sweeps over the skin of the user during the shaving process, in particular a cap made of plastic, such as polystyrene or ABS, or of metal that is coated with a the lubricity-increasing device is provided.
- a razor made of plastic in which at least one razor blade is arranged between a razor blade support and a cap.
- the shaver head has an integral solid and water soluble shaving aid.
- the shaving aid is provided in the form of a strip made of the solid but water-soluble material, the strip being arranged in an adjacent position to the razor blade and being attached either to the blade support or to the cap.
- a microencapsulated silicone oil, polyethylene oxide, a nonionic polyacrylamide or a polysaccharide is provided as the water-soluble material.
- a disadvantage of the known razor is that the substance acting as a lubricant detaches from the carrier body and is deposited on the skin of the user in the form of a film. There is thus the risk of causing skin irritation, as well as the need to rinse off the lubricating film that dries on already shaved skin, which can be difficult depending on the hardness of the water available.
- the construction of the razor with a plastic strip arranged in a recess is complex and it is not possible to move the strip into the actual vicinity of the cutting edge of the razor blade. In principle, therefore, the known sliding strip is only to be positioned at a location on the shaving apparatus which is unfavorable for the desired use properties.
- a molded body made of a polymeric substrate and a coating layer applied to this substrate is also known, in which it consists of a polyvinylpyrrolidone-polyurethane interpolymer.
- Various applications, such as contact lenses, catheters, peristaltic pump chambers, condoms and the like, are mentioned for such a shaped body, in which it is desirable to use a material, such as polyurethane, an acrylic acid polyester or a vinyl resin, which has a lower content in the moist state Has a coefficient of friction that is otherwise the case with such materials is possible.
- a material such as polyurethane, an acrylic acid polyester or a vinyl resin, which has a lower content in the moist state Has a coefficient of friction that is otherwise the case with such materials is possible.
- such requirements do not exist with conventional shavers and it is also not common to use such materials, in particular a polyurethane.
- the razors and razor blade unit are made of polystyrene, the properties of which are not comparable.
- a coating applied by the process according to DE-PS 28 28 617 would not adhere to polystyrene. It is namely proposed there that a solution of a polyisocyanate is applied to the substrate and, after the solvent has evaporated, a solution of polyvinylpyrrolidone is applied to the substrate treated in this way, after which the solvent is evaporated to give a polyvinylpyrrolidone-polyurethane interpolymer.
- the invention has for its object to improve a method of the type mentioned while avoiding the above disadvantages in such a way that the production of molded parts made of plastic or metal, in particular razors or razor blade units or their parts, high lubricity is made possible in the moist state, the The coating also adheres well to polystyrene or ABS or metal and should be applied and hardened in a short time.
- the invention is based on the objective of improving the sliding properties of a razor, particularly in the area close to the blade, in a way which prevents substances in the manner of a lubricant from depositing on the skin of the user.
- the solution to be applied to the molded part consists of the water-soluble polymer, in particular poly-N-vinylpyrrolidone or a copolymer thereof, one or more radically polymerizable vinyl monomers and a photoinitiator which decomposes into free radicals when irradiated and that the applied one Solution for curing is exposed to UV radiation.
- the solution then hardens quickly to a well-adhering coating of controlled layer thickness, which has a greatly reduced coefficient of friction in contact with skin when wet.
- the solution preferably contains 0.1 to 90% by weight of polyvinylpyrrolidone, in particular 5 to 30% by weight of polyvinylpyrrolidone, based on the vinyl monomers used.
- the average molecular weight of polyvinylpyrrolidone can be different values from 15,000 to 800,000 g / mol, preferably 200,000 to 500,000 g / mol.
- copolymers of pyrrolidone with, for example, maleinates or acrylates in the sense of the invention can also be used.
- Other water-soluble polymers such as polyvinyl alcohol, polymers containing polyacrylamide, polysaccharides or polyethylene oxide, are also suitable as additives.
- Radically polymerizable vinyl monomers suitable for the purposes of the invention are preferably acrylic acid, methacrylic acid and their derivatives and mixtures of styrene and maleic acid or fumaric acid-containing polyester resins.
- examples are cyclic or open-chain ether groups containing acrylic acid esters or methacrylic acid esters, such as esters of mono- or poly-ethoxylated or propoxylated C1 - C2en alcohols, THF-carbinol acrylate or THF-carbinol methacrylate, hydroxyalkyl esters, such as 2-hydroxyethyl acrylate, 2-hydroxyethyl methacrylate, 2-hydroxypropyl acrylate Hydroxypropyl methacrylate, N, N-dimethylamino-2-hydroxyethyl acrylate, N, N-dimethylaminoethyl metharylate or salts thereof, such as N, N, N-trimethylammonium-2-ethyl methyl acryl
- polyester resin systems contain maleic acid or fumaric acid and z.
- the hydrophilic vinyl monomer mixtures preferably contain from 0 to 80% by weight, in particular 0.5 to 50% by weight, of hydrophobic monomers, such as methyl methacrylate, butyl acrylate, ethyl acrylate, cyclohexyl acrylate or ethyl hexyl acrylate.
- hydrophobic monomers such as methyl methacrylate, butyl acrylate, ethyl acrylate, cyclohexyl acrylate or ethyl hexyl acrylate.
- Urethane-modified acrylic and methacrylic esters can also be used, which in a known manner, for. B.
- 2-isocyanatoethyl methacrylate by the reaction of 2-isocyanatoethyl methacrylate with various C1 to C6 alcohols, especially methanol, ethanol or butanol, alkoxy alcohols, such as ethoxylated and / or propoxylated methyl, ethyl, propyl, butyl or hexyl or.
- C1 to C6 alcohols especially methanol, ethanol or butanol, alkoxy alcohols, such as ethoxylated and / or propoxylated methyl, ethyl, propyl, butyl or hexyl or.
- Ethylhexyl alcohol or by reacting hydroxyalkyl acrylates or hydroxyalkyl methacrylates with aromatic or aliphatic mono-, di- or triisocyanates such as hexamethylene diisocyanate, lysine methyl ester diisocyanate, toluene diisocyanate, MDI diphenylmethane diisocyanate or an adduct of trimethylol propane and 3 mol toluene diol.
- aromatic or aliphatic mono-, di- or triisocyanates such as hexamethylene diisocyanate, lysine methyl ester diisocyanate, toluene diisocyanate, MDI diphenylmethane diisocyanate or an adduct of trimethylol propane and 3 mol toluene diol.
- N-vinylpyrrolidone can be used in the hydrophilic vinyl monomer mixture, which is particularly suitable as an additive
- Suitable crosslinking components are, for example, butanediol bisacrylate, 1,6-hexanediol bisacrylate, oligoethylene glycol bisacrylates with 1 to 400 ethylene glycol units, acrylates or methacrylates of trimethylolpropane, ethoxylated and / or propoxylated trimethylolpropane.
- Bis (2-hydroxyethyl) bisphenol A dimethacrylate or an adduct of (meth) acrylic acid and bisphenol A diglycidyl ether or urethane-modified bisacrylates is also suitable.
- the mixtures mentioned to be applied to the molded part can be produced with a solvent which has a favorable effect on the processability of the system.
- Suitable solvents are acetone, methyl ethyl ketone, methanol, ethanol, propanol, butanol, ethyl acetate, butyl acetate, methylene chloride, toluene, THF, water and mixtures thereof.
- Photoinitiators can be used in the vinyl monomer mixture in an effective amount of 0.01 to 5% by weight, in particular 0.1 to 5% by weight and preferably in an amount of 0.3 to 1% by weight. Compounds are used that break down into radicals due to UV radiation.
- Effective photoinitiators are, for example, the known compounds benzophenone, acetophenone, fluorenone, benzaldehyde, propiophenone, anthraquinone, carbazole, 3- or 4-methylacetophenone, 3- or 4-methoxybenzophenone, 4,4'-dimethoxybenzophenone, allylacetophenone, 2,2'-diphenoxy , Benzoin, methyl benzoin ether, ethyl benzoin ether, propyl benzoin ether, benzoin acetate, benzoin phenyl carbamate, benzoin acrylate, benzoin phenyl ether, benzoyl peroxide, dicumyl peroxide, azoisobutyronitrile, phenyl disulfide, acylphosphine oxides or chloromethylanthraquinone and mixtures thereof.
- an activator in addition to the photoinitator, 0.3 to 5.0% by weight of an activator can also be mixed into the coating system.
- Suitable activators are, for example, mercaptoacetic acid, organic amines, such as n-decylamine, piperazine, morpholine, tributylamine, benzylamine, allylamine, polyethyleneimine and / or piperidine.
- the razor or razor blade unit according to the invention is characterized in that the lubricity-increasing device comprises a 5 to 1,000 ⁇ m thick layer of a mixture of water-soluble polymers, in particular poly-N-vinylpyrrolidone or a copolymer thereof, cured by UV radiation, or one or more radicals polymerizable vinyl monomers and a photoinitiator which decomposes into free radicals when irradiated. Further configurations of this lubricity layer result from the compositions listed above.
- the special advantage is that the coating of the shaver, razor head or the razor blade unit can take place over a large area, even over the entire area, on the polystyrene or ABS or metal carrier body or PVC film to be subsequently glued on, the layer thickness being adjustable very well so that the volume of the solution applied does not change during the curing process, so that the applied layer thickness is retained.
- the viscosity of the solution it is also possible to form relatively thick layers without the solution running away uncontrollably after application and thus causing a change in layer thickness.
- the layer also adheres extremely well to polystyrene or ABS, which is generally used as a molded plastic body on razors, but also to metal surfaces, so that the formation of the sliding layer is simple.
- a mixture of 2.40 g of tetrahydrofuranyl 2-methyl acrylate, 0.05 g of photoinitiator (Darocur 1116, Merck), 0.25 g of polyvinylpyrrolidone and 0.05 g of tetraethylene glycol diacrylate is applied to a polystyrene support with a brush and then the top layer irradiated with an 80 W UV lamp at a distance of 5 cm for 15 min. When cured, the hardened coating has a drastically reduced frictional resistance. Sliding friction of a leather disc, which is pressed onto the coated surface with 1 kg / 8 cm2: dry 350 CN Wet 180 CN
- a mixture of 2.45 g of tetrahydrofuranyl-2-methyl acrylate, 0.05 g of photoinitiator (Darocur 1116), 0.25 g of polyvinylpyrrolidone is applied to a polystyrene body with a sponge and then with an Hg UV lamp at a distance of 30 min Irradiated 10 cm.
- the hardened coating shows a drastically reduced coefficient of friction when wet. Sliding friction of a leather disc, which is pressed 1 kg / 8 cm2 pressure on the treated and hardened surface: dry 360 CN wet 200 CN
- a surface is also obtained whose frictional resistance is drastically reduced by moistening. dry 340 CN wet 100 CN
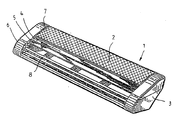
- the razor 1 shown in perspective in the single figure of the drawing has a razor blade unit 3 which can be placed on a handle and in which two razor blades 4, 5 are fixedly arranged between a raiser blade carrier 6 and a cap 7 in a conventional manner.
- a protective and guide bar 8 is arranged on the razor blade carrier and is ribbed in the usual way.
- the entire cap 7 and possibly the guide surface is provided with a sliding layer 2 shown hatched in the drawing, which has been applied according to one of the above examples 1 to 3 and consists of the preferred mixtures of substances mentioned.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88107114T ATE69181T1 (de) | 1987-05-06 | 1988-05-04 | Verfahren zur herstellung einer hydrophilen beschichtung auf einem formteil und unter anwendung des verfahrens hergestellter rasierapparat. |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3714971 | 1987-05-06 | ||
| DE3714971 | 1987-05-06 | ||
| DE3814135A DE3814135A1 (de) | 1987-05-06 | 1988-04-27 | Verfahren zur herstellung einer hydrophilen beschichtung auf einem formteil und unter anwendung des verfahrens hergestellter rasierapparat |
| DE3814135 | 1988-04-27 | ||
| IN540DE1988 IN172419B (es) | 1987-05-06 | 1988-06-21 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0289996A2 EP0289996A2 (de) | 1988-11-09 |
| EP0289996A3 EP0289996A3 (en) | 1990-04-04 |
| EP0289996B1 true EP0289996B1 (de) | 1991-11-06 |
Family
ID=27195873
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88107114A Expired - Lifetime EP0289996B1 (de) | 1987-05-06 | 1988-05-04 | Verfahren zur Herstellung einer hydrophilen Beschichtung auf einem Formteil und unter Anwendung des Verfahrens hergestellter Rasierapparat |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US5005287A (es) |
| EP (1) | EP0289996B1 (es) |
| JP (1) | JP2631997B2 (es) |
| AT (1) | ATE69181T1 (es) |
| AU (1) | AU604883B2 (es) |
| BR (1) | BR8802196A (es) |
| CA (1) | CA1328989C (es) |
| DD (2) | DD299278A5 (es) |
| DE (2) | DE3814135A1 (es) |
| ES (1) | ES2027340T3 (es) |
| HK (1) | HK62795A (es) |
| IL (1) | IL86271A (es) |
| IN (1) | IN172419B (es) |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU629203B2 (en) * | 1988-03-23 | 1992-10-01 | E.I. Du Pont De Nemours And Company | Low coefficient of friction surface |
| DE9002710U1 (es) * | 1990-03-08 | 1991-07-11 | Wilkinson Sword Gmbh, 5650 Solingen, De | |
| DE9004762U1 (es) * | 1990-04-27 | 1991-08-29 | Wilkinson Sword Gmbh, 5650 Solingen, De | |
| DE9004760U1 (es) * | 1990-04-27 | 1991-08-29 | Wilkinson Sword Gmbh, 5650 Solingen, De | |
| US5626154A (en) * | 1993-09-13 | 1997-05-06 | The Gillette Company | Method and system for shaving including a lubricant and a water-swellable polymer |
| US5711076A (en) * | 1996-03-27 | 1998-01-27 | The Gillette Company | Shaving system with improved guard structure |
| US5956848A (en) | 1997-02-27 | 1999-09-28 | The Gillette Company | Shaving system |
| US5956849A (en) * | 1997-06-05 | 1999-09-28 | Bic Corporation | Lubricating shaving aid |
| WO1998058990A1 (en) * | 1997-06-20 | 1998-12-30 | Coloplast A/S | A hydrophilic coating and a method for the preparation thereof |
| DE69809420T2 (de) * | 1997-06-20 | 2003-07-17 | Coloplast As | Hydrophile beschichtung und verfahren zu ihrer herstellung |
| EP0991702B2 (en) * | 1997-06-20 | 2017-07-19 | Coloplast A/S | A hydrophilic coating |
| US6681665B2 (en) * | 1998-02-25 | 2004-01-27 | Stuart Calwell | Aroma therapy delivery system |
| US6041503A (en) * | 1998-02-25 | 2000-03-28 | Calwell; Stuart | Aroma therapy delivery system |
| USD422380S (en) * | 1998-08-31 | 2000-04-04 | The Gillette Company | Shaving aid strip for razor cartridge |
| USD424745S (en) * | 1999-08-05 | 2000-05-09 | The Gillette Company | Shaving aid strip for razor cartridge |
| GB2353739A (en) * | 1999-09-04 | 2001-03-07 | Federal Mogul Technology Ltd | Applying a low friction and low wear coating |
| US6584690B2 (en) * | 2000-02-16 | 2003-07-01 | Warner-Lambert Company | Wet shaving assembly |
| US7370419B2 (en) * | 2000-02-16 | 2008-05-13 | Eveready Battery Company, Inc. | Replacement cartridge for a razor assembly |
| US7086159B2 (en) | 2000-02-16 | 2006-08-08 | Eveready Battery Company, Inc. | Razor assembly |
| US6996908B2 (en) * | 2000-02-16 | 2006-02-14 | Eveready Battery Company, Inc. | Wet shaving assembly |
| US7178241B1 (en) | 2000-05-22 | 2007-02-20 | Eveready Battery Company, Inc. | Lubricating shaving assembly |
| US7266895B2 (en) * | 2002-04-24 | 2007-09-11 | Eveready Battery Company, Inc. | Razor assembly |
| US20050278954A1 (en) * | 2002-04-24 | 2005-12-22 | Eveready Battery Company, Inc. | Shaving aid body for a safety razor |
| ES2346201T3 (es) * | 2002-10-02 | 2010-10-13 | Coloplast A/S | Hidrogel. |
| FR2846970B1 (fr) * | 2002-11-08 | 2006-08-11 | Desarrollo Del Grafting S L | Procede de traitement de surface par photopolymerisation pour obtenir des proprietes biocides |
| JP2006510756A (ja) | 2002-12-20 | 2006-03-30 | コロプラスト アクティーゼルスカブ | 親水性コーティング及びそれらを調製するための方法 |
| EP1615751B1 (en) * | 2003-04-07 | 2011-08-10 | Eveready Battery Company, Inc. | Shaving aid dispenser system for use in a wet shaving razor |
| IES20030294A2 (en) * | 2003-04-17 | 2004-10-20 | Medtronic Vascular Connaught | Coating for biomedical devices |
| US7162800B2 (en) * | 2003-05-12 | 2007-01-16 | Eveready Battery Company, Inc. | Wet shaving assembly |
| US20050015990A1 (en) * | 2003-07-25 | 2005-01-27 | Barone Chris A. | Method for producing a shaving aid cartridge |
| ATE365760T1 (de) * | 2003-08-07 | 2007-07-15 | Bioservice S P A | Verfahren zur herstellung von hydrophilen beschichtungen sowie daraus erhaltene produkte |
| US7103976B2 (en) * | 2004-02-06 | 2006-09-12 | Eveready Battery Company, Inc. | Razor assembly |
| US7837675B2 (en) * | 2004-07-22 | 2010-11-23 | Shaser, Inc. | Method and device for skin treatment with replaceable photosensitive window |
| JP5324100B2 (ja) | 2004-11-29 | 2013-10-23 | ディーエスエム アイピー アセッツ ビー.ブイ. | ポリマーコーティングに含まれる移行性物質の量を減少させる方法 |
| US8512795B2 (en) | 2005-12-09 | 2013-08-20 | Dsm Ip Assets B.V. | Hydrophilic coating comprising a polyelectrolyte |
| EP2037977A2 (en) | 2006-06-28 | 2009-03-25 | SurModics, Inc. | Active agent eluting matrices with particulates |
| ATE485784T1 (de) * | 2006-09-06 | 2010-11-15 | Shaser Inc | Laser-scanning-system zur gewebebehandlung |
| US20100076546A1 (en) | 2006-09-13 | 2010-03-25 | Dsm Ip Assets B.V. | Coating formulation for medical coating |
| EP2061528A1 (en) * | 2006-09-13 | 2009-05-27 | DSMIP Assets B.V. | Antimicrobial hydrophilic coating comprising metallic silver particles |
| JP5587611B2 (ja) | 2007-02-28 | 2014-09-10 | ディーエスエム アイピー アセッツ ビー.ブイ. | 親水性コーティング |
| JP5587612B2 (ja) * | 2007-02-28 | 2014-09-10 | ディーエスエム アイピー アセッツ ビー.ブイ. | 親水性コーティング |
| US8053081B2 (en) * | 2007-04-04 | 2011-11-08 | Aculon, Inc. | Cutting tool |
| US20090234338A1 (en) * | 2008-03-11 | 2009-09-17 | Shaser, Inc. | Reducing sensations experienced during light-based dermatologic treatment procedures |
| DK2252661T3 (en) * | 2008-03-12 | 2017-01-16 | Dsm Ip Assets Bv | HYDROPHIL COATING |
| EP2547495A1 (en) * | 2010-03-15 | 2013-01-23 | The Gillette Company | Hair removal device |
| GB201009019D0 (en) | 2010-06-01 | 2010-07-14 | King Of Shaves Company The Ltd | Razor or razor blade cartridge and methods of manufacture therefore |
| WO2011157805A1 (en) | 2010-06-16 | 2011-12-22 | Dsm Ip Assets B.V. | Coating formulation for preparing a hydrophilic coating |
| US8541498B2 (en) | 2010-09-08 | 2013-09-24 | Biointeractions Ltd. | Lubricious coatings for medical devices |
| GB2511726B (en) * | 2013-01-09 | 2016-12-21 | SOCIéTé BIC | Razors and razor blade cartridges and methods of manufacture therefore |
| CN105121103A (zh) * | 2013-04-23 | 2015-12-02 | 永备电池有限公司 | 用于剃刀夹头的皮肤接合部件 |
| EP3134237B1 (en) * | 2014-04-24 | 2018-06-13 | Koninklijke Philips N.V. | Personal care device with sliding surface |
| EP3597381A1 (en) | 2018-07-18 | 2020-01-22 | BIC-Violex S.A. | Shaving aid delivery systems for razors |
| EP3639991A1 (en) * | 2018-10-19 | 2020-04-22 | Edgewell Personal Care Brands, LLC | Razor blade and method of making it |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2545290A1 (de) * | 1975-10-09 | 1977-04-21 | Roehm Gmbh | Verfahren zum polymerisieren mittels uv-licht |
| US4171979A (en) * | 1976-11-01 | 1979-10-23 | Eastman Kodak Company | Method of treating scratched or abraded photographic elements with radiation-curable compositions comprising an acrylated urethane, an aliphatic ethylenically-unsaturated carboxylic acid and a multifunctional acrylate |
| US4092173A (en) * | 1976-11-01 | 1978-05-30 | Eastman Kodak Company | Photographic elements coated with protective overcoats |
| US4100309A (en) * | 1977-08-08 | 1978-07-11 | Biosearch Medical Products, Inc. | Coated substrate having a low coefficient of friction hydrophilic coating and a method of making the same |
| US4119094A (en) * | 1977-08-08 | 1978-10-10 | Biosearch Medical Products Inc. | Coated substrate having a low coefficient of friction hydrophilic coating and a method of making the same |
| US4170821A (en) * | 1977-12-02 | 1979-10-16 | Warner-Lambert Company | Razor cartridges |
| GB2024082B (en) * | 1978-05-31 | 1982-05-06 | Gillette Co | Safety razors |
| DE2842938A1 (de) * | 1978-10-02 | 1980-04-17 | Roehm Gmbh | Verfahren zum polymerisieren mittels uv-licht |
| DE2929164C2 (de) * | 1979-07-19 | 1980-10-30 | Braun Ag, 6000 Frankfurt | Verfahren zum Beschichten von Scherteilen für einen elektrischen Trockenrasierapparat mit einer festschmierstoffhaltigen Zubereitung |
| US4378411A (en) * | 1980-01-02 | 1983-03-29 | Minnesota Mining And Manufacturing Company | Radiation-curable polymers |
| JPS6099200A (ja) * | 1983-11-02 | 1985-06-03 | Nippon Parkerizing Co Ltd | 金属の潤滑処理方法 |
| US4537805A (en) * | 1984-03-26 | 1985-08-27 | W. R. Grace & Co. | Reactive plastisol dispersion |
| US4624051A (en) * | 1984-12-07 | 1986-11-25 | The Gillette Company | Shaving unit |
| AU7130487A (en) * | 1987-04-08 | 1988-10-13 | Tyndale Plains-Hunter Ltd. | Hydrophilic coating |
-
1988
- 1988-04-27 DE DE3814135A patent/DE3814135A1/de not_active Withdrawn
- 1988-05-04 ES ES198888107114T patent/ES2027340T3/es not_active Expired - Lifetime
- 1988-05-04 CA CA000565856A patent/CA1328989C/en not_active Expired - Fee Related
- 1988-05-04 EP EP88107114A patent/EP0289996B1/de not_active Expired - Lifetime
- 1988-05-04 IL IL86271A patent/IL86271A/xx unknown
- 1988-05-04 AT AT88107114T patent/ATE69181T1/de active
- 1988-05-04 DE DE8888107114T patent/DE3866008D1/de not_active Expired - Lifetime
- 1988-05-05 BR BR8802196A patent/BR8802196A/pt not_active Application Discontinuation
- 1988-05-05 US US07/190,628 patent/US5005287A/en not_active Expired - Lifetime
- 1988-05-05 AU AU15646/88A patent/AU604883B2/en not_active Ceased
- 1988-05-06 JP JP63109235A patent/JP2631997B2/ja not_active Expired - Lifetime
- 1988-06-21 IN IN540DE1988 patent/IN172419B/en unknown
- 1988-10-27 DD DD88340906A patent/DD299278A5/de not_active IP Right Cessation
- 1988-10-27 DD DD88321144A patent/DD284615A5/de not_active IP Right Cessation
-
1995
- 1995-04-27 HK HK62795A patent/HK62795A/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| IN172419B (es) | 1993-07-17 |
| AU1564688A (en) | 1988-11-10 |
| IL86271A (en) | 1991-11-21 |
| DD284615A5 (de) | 1990-11-21 |
| BR8802196A (pt) | 1988-12-06 |
| ATE69181T1 (de) | 1991-11-15 |
| EP0289996A2 (de) | 1988-11-09 |
| JPS63294971A (ja) | 1988-12-01 |
| HK62795A (en) | 1995-05-05 |
| DD299278A5 (de) | 1992-04-09 |
| DE3866008D1 (de) | 1991-12-12 |
| DE3814135A1 (de) | 1988-11-24 |
| EP0289996A3 (en) | 1990-04-04 |
| CA1328989C (en) | 1994-05-03 |
| US5005287A (en) | 1991-04-09 |
| IL86271A0 (en) | 1988-11-15 |
| AU604883B2 (en) | 1991-01-03 |
| ES2027340T3 (es) | 1992-06-01 |
| JP2631997B2 (ja) | 1997-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0289996B1 (de) | Verfahren zur Herstellung einer hydrophilen Beschichtung auf einem Formteil und unter Anwendung des Verfahrens hergestellter Rasierapparat | |
| EP0321679B1 (de) | Rasierapparat und Verfahren zur Herstellung einer Fläche geringen Reibungswiderstands an einem Rasierapparat | |
| DE1569939C3 (de) | Abdeckmaterial | |
| DE1594151C3 (de) | KJebeblattmaterial | |
| DE2259360C2 (de) | Verfahren zur Herstellung von dünnen Schichten auf Basis von Polyurethan-Elastomeren | |
| DE2417312B2 (de) | Selbstklebende Flächengebilde mit reversibler Haftung | |
| EP0068439B1 (de) | Verfahren zum Herstellen von Gegenständen aus geschäumtem Polymethylmethacrylat | |
| DE2703116A1 (de) | Scheibenwischerblatt und verfahren zu seiner herstellung | |
| CH630110A5 (de) | Selbstklebendes material. | |
| CH673191B5 (es) | ||
| DE2100853A1 (de) | Flachige Haftklebemittel | |
| DE4319519A1 (de) | Verfahren zum Herstellen von lackierten Teilen | |
| AT393145B (de) | Folienmaterial mit hohem reflexionsvermoegen | |
| DE2808870C3 (de) | Verfahren zur Behandlung von Polyvinylfluorid zum Verbessern seiner Haftung mit anderen Polymeren | |
| EP0296542A2 (de) | Ledermaterial sowie Verfahren und Vorrichtung zu seiner Herstellung | |
| EP0171549B1 (de) | Verfahren zur Herstellung von Skilaufsohlenbelägen | |
| DE2148338A1 (es) | ||
| DE2526793A1 (de) | Zusammensetzung und verfahren zum ueberziehen von magnetbaendern | |
| DE1594171B2 (de) | Erzeugnis mit druckempfindlichem Klebstoffüberzug und darauf befindlicher trocken abziehbarer Abdeckfolie | |
| DE1694931A1 (de) | Verfahren zur Herstellung eines mit einer gefaerbten Deckschicht versehenen geformten Produkts aus Polyurethanschaumstoff | |
| DE2045346C3 (de) | Bettdecke | |
| EP0325241A1 (de) | Kunststoffolie | |
| DE2428845A1 (de) | Klebstoff und seine verwendung | |
| DE2163013C3 (de) | Vorrichtung zum Auftragen eines härtbaren Klebstoffes auf eine Folienbahn | |
| DE1936674C3 (de) | Verfahren und Vorrichtung zur Beschichtung einer Platte mit einem härtbaren Polyesterlack |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900302 |
|
| 17Q | First examination report despatched |
Effective date: 19910422 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19911106 Ref country code: NL Effective date: 19911106 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19911106 |
|
| REF | Corresponds to: |
Ref document number: 69181 Country of ref document: AT Date of ref document: 19911115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3866008 Country of ref document: DE Date of ref document: 19911212 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed |
Owner name: ING. ZINI MARANESI & C. S.R.L. |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19920504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19920531 Ref country code: LI Effective date: 19920531 Ref country code: CH Effective date: 19920531 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2027340 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: WILKINSON SWORD G.M.B.H. Effective date: 19920531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19930526 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19960401 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19960509 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970505 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990301 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040519 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060131 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070702 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20070525 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20080503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20080503 |