EP0289996B1 - Verfahren zur Herstellung einer hydrophilen Beschichtung auf einem Formteil und unter Anwendung des Verfahrens hergestellter Rasierapparat - Google Patents
Verfahren zur Herstellung einer hydrophilen Beschichtung auf einem Formteil und unter Anwendung des Verfahrens hergestellter Rasierapparat Download PDFInfo
- Publication number
- EP0289996B1 EP0289996B1 EP88107114A EP88107114A EP0289996B1 EP 0289996 B1 EP0289996 B1 EP 0289996B1 EP 88107114 A EP88107114 A EP 88107114A EP 88107114 A EP88107114 A EP 88107114A EP 0289996 B1 EP0289996 B1 EP 0289996B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- weight
- process according
- solution
- razor
- polyvinylpyrrolidone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/40—Details or accessories
- B26B21/44—Means integral with, or attached to, the razor for storing shaving-cream, styptic, or the like
- B26B21/443—Lubricating strips attached to the razor head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/04—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain a surface receptive to ink or other liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/08—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2201/00—Polymeric substrate or laminate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2202/00—Metallic substrate
Definitions
- the invention relates to a process for the formation and application of a hydrophilic coating which is highly lubricious in the moist state on a molded part made of plastic or metal, in particular a razor or razor blade unit, in which a solution containing a water-soluble polymer, in particular polyvinylpyrrolidone, is applied to the molded part and cured there becomes.
- the invention further relates to a razor or a razor blade unit with at least one razor blade held on a blade support and a surface adjacent to the razor blade that sweeps over the skin of the user during the shaving process, in particular a cap made of plastic, such as polystyrene or ABS, or of metal that is coated with a the lubricity-increasing device is provided.
- a razor made of plastic in which at least one razor blade is arranged between a razor blade support and a cap.
- the shaver head has an integral solid and water soluble shaving aid.
- the shaving aid is provided in the form of a strip made of the solid but water-soluble material, the strip being arranged in an adjacent position to the razor blade and being attached either to the blade support or to the cap.
- a microencapsulated silicone oil, polyethylene oxide, a nonionic polyacrylamide or a polysaccharide is provided as the water-soluble material.
- a disadvantage of the known razor is that the substance acting as a lubricant detaches from the carrier body and is deposited on the skin of the user in the form of a film. There is thus the risk of causing skin irritation, as well as the need to rinse off the lubricating film that dries on already shaved skin, which can be difficult depending on the hardness of the water available.
- the construction of the razor with a plastic strip arranged in a recess is complex and it is not possible to move the strip into the actual vicinity of the cutting edge of the razor blade. In principle, therefore, the known sliding strip is only to be positioned at a location on the shaving apparatus which is unfavorable for the desired use properties.
- a molded body made of a polymeric substrate and a coating layer applied to this substrate is also known, in which it consists of a polyvinylpyrrolidone-polyurethane interpolymer.
- Various applications, such as contact lenses, catheters, peristaltic pump chambers, condoms and the like, are mentioned for such a shaped body, in which it is desirable to use a material, such as polyurethane, an acrylic acid polyester or a vinyl resin, which has a lower content in the moist state Has a coefficient of friction that is otherwise the case with such materials is possible.
- a material such as polyurethane, an acrylic acid polyester or a vinyl resin, which has a lower content in the moist state Has a coefficient of friction that is otherwise the case with such materials is possible.
- such requirements do not exist with conventional shavers and it is also not common to use such materials, in particular a polyurethane.
- the razors and razor blade unit are made of polystyrene, the properties of which are not comparable.
- a coating applied by the process according to DE-PS 28 28 617 would not adhere to polystyrene. It is namely proposed there that a solution of a polyisocyanate is applied to the substrate and, after the solvent has evaporated, a solution of polyvinylpyrrolidone is applied to the substrate treated in this way, after which the solvent is evaporated to give a polyvinylpyrrolidone-polyurethane interpolymer.
- the invention has for its object to improve a method of the type mentioned while avoiding the above disadvantages in such a way that the production of molded parts made of plastic or metal, in particular razors or razor blade units or their parts, high lubricity is made possible in the moist state, the The coating also adheres well to polystyrene or ABS or metal and should be applied and hardened in a short time.
- the invention is based on the objective of improving the sliding properties of a razor, particularly in the area close to the blade, in a way which prevents substances in the manner of a lubricant from depositing on the skin of the user.
- the solution to be applied to the molded part consists of the water-soluble polymer, in particular poly-N-vinylpyrrolidone or a copolymer thereof, one or more radically polymerizable vinyl monomers and a photoinitiator which decomposes into free radicals when irradiated and that the applied one Solution for curing is exposed to UV radiation.
- the solution then hardens quickly to a well-adhering coating of controlled layer thickness, which has a greatly reduced coefficient of friction in contact with skin when wet.
- the solution preferably contains 0.1 to 90% by weight of polyvinylpyrrolidone, in particular 5 to 30% by weight of polyvinylpyrrolidone, based on the vinyl monomers used.
- the average molecular weight of polyvinylpyrrolidone can be different values from 15,000 to 800,000 g / mol, preferably 200,000 to 500,000 g / mol.
- copolymers of pyrrolidone with, for example, maleinates or acrylates in the sense of the invention can also be used.
- Other water-soluble polymers such as polyvinyl alcohol, polymers containing polyacrylamide, polysaccharides or polyethylene oxide, are also suitable as additives.
- Radically polymerizable vinyl monomers suitable for the purposes of the invention are preferably acrylic acid, methacrylic acid and their derivatives and mixtures of styrene and maleic acid or fumaric acid-containing polyester resins.
- examples are cyclic or open-chain ether groups containing acrylic acid esters or methacrylic acid esters, such as esters of mono- or poly-ethoxylated or propoxylated C1 - C2en alcohols, THF-carbinol acrylate or THF-carbinol methacrylate, hydroxyalkyl esters, such as 2-hydroxyethyl acrylate, 2-hydroxyethyl methacrylate, 2-hydroxypropyl acrylate Hydroxypropyl methacrylate, N, N-dimethylamino-2-hydroxyethyl acrylate, N, N-dimethylaminoethyl metharylate or salts thereof, such as N, N, N-trimethylammonium-2-ethyl methyl acryl
- polyester resin systems contain maleic acid or fumaric acid and z.
- the hydrophilic vinyl monomer mixtures preferably contain from 0 to 80% by weight, in particular 0.5 to 50% by weight, of hydrophobic monomers, such as methyl methacrylate, butyl acrylate, ethyl acrylate, cyclohexyl acrylate or ethyl hexyl acrylate.
- hydrophobic monomers such as methyl methacrylate, butyl acrylate, ethyl acrylate, cyclohexyl acrylate or ethyl hexyl acrylate.
- Urethane-modified acrylic and methacrylic esters can also be used, which in a known manner, for. B.
- 2-isocyanatoethyl methacrylate by the reaction of 2-isocyanatoethyl methacrylate with various C1 to C6 alcohols, especially methanol, ethanol or butanol, alkoxy alcohols, such as ethoxylated and / or propoxylated methyl, ethyl, propyl, butyl or hexyl or.
- C1 to C6 alcohols especially methanol, ethanol or butanol, alkoxy alcohols, such as ethoxylated and / or propoxylated methyl, ethyl, propyl, butyl or hexyl or.
- Ethylhexyl alcohol or by reacting hydroxyalkyl acrylates or hydroxyalkyl methacrylates with aromatic or aliphatic mono-, di- or triisocyanates such as hexamethylene diisocyanate, lysine methyl ester diisocyanate, toluene diisocyanate, MDI diphenylmethane diisocyanate or an adduct of trimethylol propane and 3 mol toluene diol.
- aromatic or aliphatic mono-, di- or triisocyanates such as hexamethylene diisocyanate, lysine methyl ester diisocyanate, toluene diisocyanate, MDI diphenylmethane diisocyanate or an adduct of trimethylol propane and 3 mol toluene diol.
- N-vinylpyrrolidone can be used in the hydrophilic vinyl monomer mixture, which is particularly suitable as an additive
- Suitable crosslinking components are, for example, butanediol bisacrylate, 1,6-hexanediol bisacrylate, oligoethylene glycol bisacrylates with 1 to 400 ethylene glycol units, acrylates or methacrylates of trimethylolpropane, ethoxylated and / or propoxylated trimethylolpropane.
- Bis (2-hydroxyethyl) bisphenol A dimethacrylate or an adduct of (meth) acrylic acid and bisphenol A diglycidyl ether or urethane-modified bisacrylates is also suitable.
- the mixtures mentioned to be applied to the molded part can be produced with a solvent which has a favorable effect on the processability of the system.
- Suitable solvents are acetone, methyl ethyl ketone, methanol, ethanol, propanol, butanol, ethyl acetate, butyl acetate, methylene chloride, toluene, THF, water and mixtures thereof.
- Photoinitiators can be used in the vinyl monomer mixture in an effective amount of 0.01 to 5% by weight, in particular 0.1 to 5% by weight and preferably in an amount of 0.3 to 1% by weight. Compounds are used that break down into radicals due to UV radiation.
- Effective photoinitiators are, for example, the known compounds benzophenone, acetophenone, fluorenone, benzaldehyde, propiophenone, anthraquinone, carbazole, 3- or 4-methylacetophenone, 3- or 4-methoxybenzophenone, 4,4'-dimethoxybenzophenone, allylacetophenone, 2,2'-diphenoxy , Benzoin, methyl benzoin ether, ethyl benzoin ether, propyl benzoin ether, benzoin acetate, benzoin phenyl carbamate, benzoin acrylate, benzoin phenyl ether, benzoyl peroxide, dicumyl peroxide, azoisobutyronitrile, phenyl disulfide, acylphosphine oxides or chloromethylanthraquinone and mixtures thereof.
- an activator in addition to the photoinitator, 0.3 to 5.0% by weight of an activator can also be mixed into the coating system.
- Suitable activators are, for example, mercaptoacetic acid, organic amines, such as n-decylamine, piperazine, morpholine, tributylamine, benzylamine, allylamine, polyethyleneimine and / or piperidine.
- the razor or razor blade unit according to the invention is characterized in that the lubricity-increasing device comprises a 5 to 1,000 ⁇ m thick layer of a mixture of water-soluble polymers, in particular poly-N-vinylpyrrolidone or a copolymer thereof, cured by UV radiation, or one or more radicals polymerizable vinyl monomers and a photoinitiator which decomposes into free radicals when irradiated. Further configurations of this lubricity layer result from the compositions listed above.
- the special advantage is that the coating of the shaver, razor head or the razor blade unit can take place over a large area, even over the entire area, on the polystyrene or ABS or metal carrier body or PVC film to be subsequently glued on, the layer thickness being adjustable very well so that the volume of the solution applied does not change during the curing process, so that the applied layer thickness is retained.
- the viscosity of the solution it is also possible to form relatively thick layers without the solution running away uncontrollably after application and thus causing a change in layer thickness.
- the layer also adheres extremely well to polystyrene or ABS, which is generally used as a molded plastic body on razors, but also to metal surfaces, so that the formation of the sliding layer is simple.
- a mixture of 2.40 g of tetrahydrofuranyl 2-methyl acrylate, 0.05 g of photoinitiator (Darocur 1116, Merck), 0.25 g of polyvinylpyrrolidone and 0.05 g of tetraethylene glycol diacrylate is applied to a polystyrene support with a brush and then the top layer irradiated with an 80 W UV lamp at a distance of 5 cm for 15 min. When cured, the hardened coating has a drastically reduced frictional resistance. Sliding friction of a leather disc, which is pressed onto the coated surface with 1 kg / 8 cm2: dry 350 CN Wet 180 CN
- a mixture of 2.45 g of tetrahydrofuranyl-2-methyl acrylate, 0.05 g of photoinitiator (Darocur 1116), 0.25 g of polyvinylpyrrolidone is applied to a polystyrene body with a sponge and then with an Hg UV lamp at a distance of 30 min Irradiated 10 cm.
- the hardened coating shows a drastically reduced coefficient of friction when wet. Sliding friction of a leather disc, which is pressed 1 kg / 8 cm2 pressure on the treated and hardened surface: dry 360 CN wet 200 CN
- a surface is also obtained whose frictional resistance is drastically reduced by moistening. dry 340 CN wet 100 CN
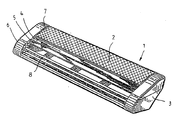
- the razor 1 shown in perspective in the single figure of the drawing has a razor blade unit 3 which can be placed on a handle and in which two razor blades 4, 5 are fixedly arranged between a raiser blade carrier 6 and a cap 7 in a conventional manner.
- a protective and guide bar 8 is arranged on the razor blade carrier and is ribbed in the usual way.
- the entire cap 7 and possibly the guide surface is provided with a sliding layer 2 shown hatched in the drawing, which has been applied according to one of the above examples 1 to 3 and consists of the preferred mixtures of substances mentioned.
Description
- Die Erfindung betrifft ein Verfahren zur Ausbildung und Aufbringung einer hydrophilen, im feuchten Zustand hochgleitfähigen Beschichtung auf einem Formteil aus Kunststoff oder Metall, insbesondere Rasierapparat bzw. Rasierklingeneinheit, bei dem eine ein wasserlösliches Polymeren, insbesondere Polyvinylpyrrolidon, enthaltende Lösung auf das Formteil aufgetragen und dort ausgehärtet wird. Die Erfindung betrifft ferner einen Rasierapparat bzw. eine Rasierklingeneinheit mit wenigstens einer auf einer Klingenauflage gehaltenen Rasierklinge und einer der Rasierklinge benachbarten, die Haut des Benutzers beim Rasiervorgang überstreichenden Fläche, insbesondere Kappe, aus Kunststoff, wie Polystyrol oder ABS oder aus Metall, die mit einer die Gleitfähigkeit steigernden Einrichtung versehen ist.
- Aus der DE-OS 28 51 457 ist ein Rasierapparat aus Kunststoff bekannt, bei dem zwischen einer Rasierklingenauflage und einer Kappe wenigstens eine Rasierklinge angeordnet ist. Der Rasierapparatekopf weist ein integrales festes und wasserlösliches Rasierhilfsmittel auf. Das Rasierhilfsmittel ist dabei in Form eines Streifens aus dem festen, jedoch wasserlöslichen Material vorgesehen, wobei der Streifen in einer angrenzenden Lage zu der Rasierklinge angeordnet ist und entweder an der Klingenauflage oder der Kappe befestigt ist. Insbesondere ist als wasserlösliches Material ein mikroeingekapseltes Silikonöl, Polyäthylenoxid, ein nichtionisches Polyacrylamid oder ein Polysaccharid vorgesehen. Hiermit soll eine perfektionierte Naßrasur dadurch erreicht werden, daß das Rasierhilfsmittel im Kontakt mit der feuchten Haut oder ggf. durch Befeuchten des Rasierapparatekopfs selbst sofort und bei jedem Rasiervorgang aufs neue auf die Haut aufgetragen wird, so daß es mit seinen Gleiteigenschaften kontinuierlich während der Dauer des Rasiervorgangs wirkt.
- Nachteilig ist bei dem bekannten Rasierapparat, daß sich die als Schmiermittel wirkende Substanz aus dem Trägerkörper herauslöst und sich in Form eines Films auf der Haut des Benutzers ablagert. Damit besteht die Gefahr der Verursachung von Hautirritationen ebenso wie die Notwendigkeit, den Schmierfilm, der auf bereits rasierten Hautflächen antrocknet, nachträglich abzuwaschen, was in Abhängigkeit vom Härtegrad des zur Verfügung stehenden Wassers schwierig sein kann. Darüber hinaus ist die Konstruktion des Rasierapparats mit in einer Ausnehmung angeordnetem Kunststoffstreifen aufwendig und ist es nicht möglich, den Streifen in die wirkliche Nähe der Schneidkante der Rasierklinge zu rücken. Prinzipiell ist daher der bekannte Gleitstreifen nur an einem Ort des Rasierapparats zu positionieren, der für die erwünschten Gebrauchseigenschaften ungünstig ist.
- Aus der DE-PS 28 28 617 ist ferner ein Formkörper aus einem polymeren Substrat und einer auf dieses Substrat aufgetragenen Überzugsschicht bekannt, bei dem diese aus einem Polyvinylpyrrolidon-Polyurethan-Interpolymeren besteht. Für einen solchen Formkörper werden verschiedene Anwendungszwecke, wie Kontaktlinsen, Katheder, peristaltische Pumpenkammern, Kondome und dgl. genannt, bei denen es erwünscht ist, ein Material, wie Polyurethan, einen Acrylsäure-Polyester oder ein Vinylharz zu verwenden, das im feuchten Zustand einen geringeren Reibungskoeffizienten hat als er bei solchen Materialen sonst möglich ist. Anders als in der Medizintechnik bestehen solche Forderungen bei herkömmlichen Rasierapparaten nicht und ist es auch nicht üblich, derartige Materialien, insbesondere ein Polyurethan, zu verwenden. Vielmehr bestehen Rasierapparate und Rasierklingeneinheit aus Polystyrol, das in seinen Eigenschaften nicht vergleichbar ist. Insbesondere würde ein nach dem Verfahren gemäß der DE-PS 28 28 617 aufgebrachter Überzug nicht auf Polystyrol haften. Dort ist nämlich vorgeschlagen, daß man auf das Substrat die Lösung eines Polyisocyanats aufträgt und nach dem Verdampfen des Lösungsmittels auf das so behandelte Substrat eine Lösung von Polyvinylpyrrolidon aufträgt, wonach das Lösungsmittel verdampft wird, um ein Polyvinylpyrrolidon-Polyurethan-Interpolymeres zu erhalten. Nachteilig ist bei diesem Verfahren darüber hinaus, daß die derartige Ausbildung einer Überzugsschicht ein zeitraubender Prozeß ist, da die einzelnen Komponenten aus verdünnten Lösungen aufgetragen werden, die Lösungsmittel langsam verdampft werden und freie Isocyanatgruppen bei erhöhter Temperatur zur Reaktion gebracht werden. Würde dies komplizierte Verfahren auf die Herstellung von Rasierapparaten übertragen werden, bestünde die Gefahr, daß Spannungsrisse entstehen oder Deformationsprozesse eingeleitet würden. Schließlich ist dies Verfahren auf die Herstellung von Rasierapparate deshalb nicht übertragbar, weil die Lösungen nur zu etwa 10 bis 15 % aus im Rahmen des Herstellungsprozesses nicht verdampfenden Substanzen bestehen, so daß nur außerordentlich geringe Schichtstärken für den Gleitüberzug erzielbar sind. Die Schichtstärken sind auch außerordentlich schlecht zu kontrollieren und es ist ein Auftragen auf runden Oberflächen zumindest schwierig durchzuführen. Auch die Steuerung des Aushärtungsprozesses durch Verdampfen muß sehr langsam und sorgfältig erfolgen, damit der Prozeß von innen nach außen verläuft und vermieden wird, daß unerwünschte Substanzen im Endprodukt eingeschlossen bleiben, die sich während des Rasiervorgangs herauslösen und auf der Haut zurückbleiben würden.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren der eingangs genannten Art unter Meidung obiger Nachteile derart zu verbessern, daß die Herstellung von Formteilen aus Kunststoff oder Metall, insbesondere Rasierapparaten bzw. Rasierklingeneinheiten oder deren Teilen, hoher Gleitfähigkeit im feuchten Zustand ermöglicht wird, wobei die Beschichtung auch auf Polystyrol oder ABS oder Metall gut haften und in kurzer Zeit aufzubringen und auszuhärten sein soll. Insbesondere liegt der Erfindung die Zielsetzung zugrunde, die Gleiteigenschaften eines Rasierapparats gerade im klingennahen Bereich auf einem Wege zu verbessern, der ausschließt, daß sich Substanzen nach Art eines Schmiermittels auf der Haut des Benutzers ablagern.
- Die Aufgabe ist erfindungsgemäß dadurch gelöst, daß die auf das Formteil aufzutragende Lösung aus dem wasserlöslichen Polymer, insbesondere Poly-N-Vinylpyrrolidon oder einem Copolymeren hiervon, einem oder mehreren radikalisch polymerisierbaren Vinylmonomeren und einem bei einer Bestrahlung in Radikale zerfallenden Photoinitiator besteht und daß die aufgetragene Lösung zur Aushärtung einer UV-Bestrahlung ausgesetzt wird. Die Lösung härtet dann rasch zu einem gut haftenden Überzug kontrollierter Schichtstärke aus, der im feuchten Zustand einen stark verminderten Reibungskoeffizienten bei Hautkontakt aufweist. Vorzugsweise enthält die Lösung 0,1 bis 90 Gew. % Polyvinylpyrrolidon, insbesondere 5 bis 30 Gew. % Polyvinylpyrrolidon, bezogen auf das eingesetzte Vinylmonomeren. Das mittlere Molekulargewicht von Polyvinylpyrrolidon kann unterschiedliche Werte von 15.000 bis 800.000 g/mol, vorzugsweise 200.000 bis 500.000 g/mol, betragen.
- Anstelle der Verwendung reinen Polyvinylpyrrolidons, das besonders geeignet ist, können auch Copolymere des Pyrrolidons mit beispielsweise Maleinaten oder Acrylaten im erfindungsgemäßen Sinne verwendet werden. Ferner sind andere wasserlösliche Polymere, wie Polyvinylalkohol, Polyacrylamid enthaltende Polymere, Polysaccharide oder Polyäthylenxid als Additiv geeignet.
- Im Sinne der Erfindung geeignete radikalisch polymerisierbare Vinylmonomeren sind vorzugsweise Acrylsäure, Methacrylsäure und deren Derivate sowie Mischungen aus Styrol und Maleinsäure bzw. Fumarsäure enthaltenden Polyesterharzen. Beispiele sind cyclische oder offenkettige Ethergruppen enthaltende Acrylsäureester oder Methacrylsäureester, wie Ester von einfach oder mehrfach ethoxylierten oder propoxylierten C₁ - C₂₀ Alkoholen, THF-Carbinolacrylat oder THF-Carbinolmethacrylat, Hydroxyalkylester, wie 2-Hydroxyethylacrylat, 2-Hydroxyethylmethacrylat, 2-Hydroxypropylacrylat oder 2-Hydroxypropylmethacrylat, N,N-Dimethylamino-2-hydroxyethylacrylat, N,N-Dimethylaminoethylmetharylat oder Salze hiervon, wie N,N,N-Trimethylammonium-2-ethylmethylacrylat-chlorid, ferner Acrylamid, N-Alkylacrylamid mit 1 - 10 C-Atomen in der Alkylgruppe, N-2-hydroxyethylacrylamid, N-2-Hydroxypropylacrylamid oder Methacrylamid, N-2-Hydroxyethylmethacrylamid, N-2-Hydroxypropylmethacrylamid, Acrylnitril und Methacrylnitril.
- Die außerdem geeigneten Polyesterharzsysteme enthalten Maleinsäure bzw. Fumarsäure sowie z. B. Phtalsäure, Adipinsäure, Sebazinsäure und hydrophile Polyetherdiole, wie Diethylenglycol, Oligoethylenglycol mit 3 - 1.000 Ethylenoxidbausteinen, Oligopropylenglycol mit 1 - 1.000 Propylenoxidbausteinen, ferner Etylenglycol, Butandiol, Trimethylolpropan oder ethoxyliertes Trimethylolpropan mit 3 - 60 Ethylenoxidanteilen sowie ethoxyliertes und/oder propoxyliertes Trimethylolpropan mit 0 - 60 Propylenoxidanteilen.
- Vorzugsweise sind in den hydrophilen Vinylmonomermischungen Anteile von 0 bis 80 Gew. %, insbesondere 0,5 bis 50 Gew. % an hydrophoben Monomeren, wie Metylmethacrylat, Butylacrylat, Ethylacrylat, Cyclohexylacrylat oder Ethyl-hexylacrylat, vorhanden. Auch können Urethan-modifizierte Acryl- und Methacrylester eingesetzt werden, die in bekannter Weise z. B. durch die Umsetzung von 2-Isocyanatoethylmethacrylat mit verschiedenen C₁ bis C₆ Alkoholen, insbesondere Methanol, Ethanol oder Butanol, Alkoxyalkoholen, wie ethoxylierter und/oder propoxylierter Methyl-, Ethyl-, Propyl-, Butyl- oder Hexyl-bzw. Ethylhexylalkohol, oder durch Umsetzung von Hydroxyalkylacrylaten oder Hydroxyalkylmethacrylaten mit aromatischen oder aliphatischen Mono-, Di- oder Triisocyanaten, wie Hexamethylendiisocyanat, Lysin-methylesterdiisocyanat, Toluoldiisocyanat, MDI Diphenylmethandiisocyanat oder ein Addukt aus Trimethylolpropan und 3 mol Toluoldiisocyanat, erhalten werden. Ferner kann N-Vinylpyrrolidon in der hydrophilen Vinylmonomermischung verwenden werden, welches als Zusatz besonders geeignet ist im Sinne der Erfindung.
- Obwohl mehrfunktionelle Vinylverbindungen im Sinne der Erfindung nicht zwingend erforderlich sind, führt die Zugabe in einer Menge von 0 bis 80 Gew. %, vorzugsweise bis zu 50 Gew. % ebenfalls zu qualitativ guten Ergebnissen. Geeignete Vernetzerkomponenten sind beispielsweise Butandiolbisacrylat, 1,6-Hexandiolbisacrylat, Oligoethylenglycol-Bisacrylate mit 1 bis 400 Ethylenglycoleinheiten, Acrylate oder Methacrylate des Trimethylolpropan, ethoxylierten und/oder propoxylierten Trimethylolpropans. Ebenfalls geeignet ist Bis(2 hydroxyethyl) bisphenol-A-dimethacrylat oder ein Addukt aus (Meth)acrylsäure und Bisphenol-A-diglycidether oder Urethan-modifiziert Bisacrylate.
- Die genannten auf das Formteil aufzutragenden Mischungen können mit einem Lösungsmittel hergestellt sein, das die Verarbeitbarkeit des Systems günstig beeinflußt. Geeignete Lösungsmittel sind Aceton, Methylethylketon, Methanol, Ethanol, Propanol, Butanol, Ethylacetat, Butylacetat, Methylenchlorid, Toluol, THF, Wasser sowie Mischungen hiervon.
- Photoinitiatoren können in einer effektiven Menge von 0,01 bis 5 Gew. %, insbesondere 0,1 bis 5 Gew. % und vorzugsweise in einer Menge von 0,3 bis 1 Gew. % in der Vinylmonomermischung verwendet werden. Dabei werden Verbindungen herangezogen, die durch UV-Bestrahlung in Radikale zerfallen. So sind wirksame Photoinitiatoren beispielsweise die bekannten Verbindungen Benzophenon, Acetophenon, Fluorenon, Benzaldehyd, Propiophenon, Anthrachinon, Carbazol, 3- oder 4-Methylacetophenon, 3-oder 4-Methoxybenzophenon, 4,4′Dimethoxybenzophenon, Allylacetophenon, 2,2'-Diphenoxyacetophenon, Benzoin, Methylbenzoinether, Ethylbenzoinether, Propylbenzoinether, Benzoinacetat, Benzoinphenyl-carbamat, Benzoinacrylat, Benzoinphenylether, Benzoylperoxid, Dicumylperoxid, Azoisobutyronitril, Phenyldisulfid, Acylphosphanoxide oder Chlormethylanthrachinon sowie Mischungen hiervon.
- Zusätzlich zum Photoinitator können noch 0,3 bis 5,0 Gew. % eines Aktivators dem Beschichtungssystem zugemischt werden. Geeignete Aktivatoren sind beispielsweise Mercaptoessigsäure, organische Amine, wie n-Decylamin, Piperazin, Morpholin, Tributylamin, Benzylamin, Allylamin, Polyethylenimin und/oder Piperidin.
- Der erfindungsgemäße Rasierapparat bzw. Rasierklingeneinheit ist dadurch gekennzeichnet, daß die die Gleitfähigkeit steigernde Einrichtung eine 5 bis 1.000 µm starke Schicht aus einer durch UV-Bestrahlung ausgehärteten Mischung aus wasserlöslichen Polymeren, insbesondere Poly-N-Vinylpyrrolidon oder einem Copolymeren hiervon, einem oder mehreren radikalisch polymerisierbaren Vinylmonomeren und einem bei Bestrahlung in Radikale zerfallenden Photoinitiator besteht. Weitere Ausgestaltungen dieser Gleitfähigkeitsschicht ergeben sich aus den oben aufgeführten Stoffzusammenstellungen. Der besondere Vorteil ist, daß die Beschichtung des Rasierapparats, Rasierapparatekopfes oder der Rasierklingeneinheit großflächig, ja sogar ganzflächig auf dem Polystyrol- oder ABS- oder Metallträgerkörper bzw. nachträglich aufzuklebender PVC-Folie stattfinden kann, wobei die Schichtstärke dadurch sehr gut einstellbar, daß sich das Volumen der aufgetragenen Lösung während des Aushärtevorgangs nicht ändert, so daß die aufgetragene Schichtstärke erhalten bleibt. Über eine Viskositätseinstellung der Lösung lassen sich auch relativ dicke Schichten ausbilden, ohne daß es zu einem unkontrollierten Weglaufen der Lösung nach dem Auftragen und damit zu einer Schichtdickenveränderung kommt. Die Schicht haftet darüber hinaus außerordentlich gut auf dem an Rasierapparaten in der Regel als Kunststoff-Formkörper benutzten Polystyrol oder ABS, aber auch auf Metalloberflächen, so daß sich die Ausbildung der Gleitschicht als einfach darstellt.
- Weitere Einzelheiten, Merkmale und Vorteile des Gegenstandes der Erfindung ergeben sich aus der nachfolgenden Beschreibung der zugehörigen Beispiele sowie der Zeichnung, in der ein Rasierapparat gemäß der Erfindung schematisch dargestellt ist.
- Ein Mischung aus 2,40 g Tetrahydrofuranyl-2-methylacrylat, 0,05 g Photoinitiator (Darocur 1116, Merck), 0,25 g Polyvinylpyrrolidon und 0,05 g Tetraethylenglycol-diacrylat wird auf einen Polystyrolträger mit einem Pinsel aufgetragen und anschließend die Deckschicht mit einer 80 W UV-Lampe in einem Abstand von 5 cm 15 min bestrahlt. Der gehärtete Überzug weist im angefeuchteten Zustand einen drastisch verminderten Reibungswiderstand auf. Gleitreibung einer Lederscheibe, die mit 1 kg/8 cm² auf die beschichtete Oberfläche gepreßt wird:
trocken 350 CN
Naß 180 CN - Eine Mischung aus 2,45 g Tetrahydrofuranyl-2-methylacrylat, 0,05 g Photoinitiator (Darocur 1116), 0,25 g Polyvinylpyrrolidon wird mit einem Schwamm auf einen Polystyrolkörper aufgetragen und anschließend mit einer Hg UV-Lampe 30 min in einem Abstand von 10 cm bestrahlt. Der gehärtete Überzug zeigt im feuchten Zustand einen drastisch verminderten Reibungswert. Gleitreibung einer Lederscheibe, die 1 kg/8 cm² Druck auf die behandelte und gehärtete Oberfläche gepreßt wird:
trocken 360 CN
naß 200 CN - 2,30 g Tetrahydrofuranyl-2-methylacrylat, 0,20 g Photoinitiator und 0,25 g Polyvinylpyrrolidon werden gemischt, mit einer Rolle auf einem Polystyrolträger aufgetragen und anschließend mit einer 80 W UV-Lampe in einem Abstand von 5 cm 15 min gehärtet. Der Reibungswiderstand der beschichteten Oberfläche reduziert sich durch Anfeuchten in starkem Maße. Gleitreibung einer Lederscheibe, die mit 1 kg/8 cm² Druck auf die gehärtete Oberfläche gepreßt wird:
trocken 350 CN
naß 210 CN - 10 g N-Vinylpyrrolidon, 10 g Trimethylolpropanmonoacrylat (Roskydal KL 5-2475, Fa. Bayer) werden mit 4 g PVP und 0,75 g Photoinitiator (Darucur 1116, Merck) gemischt, mit einem Rakel auf einen Träger aus ABS oder eine Folie aus PVC aufgebracht und in einem Abstand von 5 cm mit einer 80 W UV-Lampe 3 min bestrahlt.
- Man erhält eine im feuchten Zustand hochgleitfähige Oberfläche.
Reibwert trocken 330 CN
Reibwert naß 80 CN - 5 g NVP, 5 g Trimethylolpropanmonoacrylat werden mit 2 g PVP und 0,18 g Photoinitiator (Lucirin LR 8728, BASF) gemischt, mit einem Rakel auf einen Träger aus ABS oder eine Folie aus PVC aufgebracht und in einem Abstand von 5 cm mit einer 80 W UV-Lampe 45 sec bestrahlt.
- Man erhält gleichfalls eine Oberfläche, deren Reibungswiderstand sich durch Anfeuchten drastisch verringert.
trocken 340 CN
naß 100 CN - Der in der einzigen Figur der Zeichnung perspektivisch dargestellte Rasierapparat 1 weist eine auf einen Handgriff aufsetzbare Rasierklingeneinheit 3 auf, bei der zwei Rasierklingen 4,5 zwischen einem Raiserklingenträger 6 und einer Kappe 7 in herkömmlicher Weise fest angeordnet sind. Am Rasierklingenträger ist eine Schutz- und Führungsleiste 8 angeordnet, welche in der üblichen Weise verrippt ist. Die gesamte Kappe 7 sowie ggf. Führungsfläche ist mit einer in der Zeichnung schraffiert dargestellten Gleitschicht 2 versehen, die gemäß einem der obengenannten Beispiele 1 bis 3 aufgebracht worden ist und aus den genannten bevorzugten Stoffmischungen besteht.
Claims (11)
- Verfahren zur Ausbildung und Aufbringung einer hydrophilen, im feuchten Zustand hochgleitfähigen Beschichtung auf einem Formteil aus Kunststoff oder Metall unmittelbar oder mittelbar über eine Kunststoff-Folie, insbesondere Rasierapparat bzw. Rasierklingeneinheit, bei dem eine ein wasserlösliches Polymeren, insbesondere Polyvinylpyrrolidon, enthaltende Lösung auf das Formteil aufgetragen und dort ausgehärtet wird,
dadurch gekennzeichnet,
daß die auf das Formteil aufgetragene Lösung aus dem wasserlöslichen Polymeren, insbesondere Poly-N-Vinylpyrrolidon oder einem Copolymeren hiervon, einem oder mehreren radikalisch polymerisierbaren Vinylmonomeren und einem bei Bestrahlung in Radikale zerfallenden Photoinitiator besteht, und daß die aufgetragene Lösung zur Aushärtung einer UV-Bestrahlung ausgesetzt wird. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Lösung 0,1 bis 90 Gew. % Polyvinylpyrrolidon, vorzugsweise 5 bis 30 Gew. % Polyvinylpyrrolidon enthält.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß das mittlere Molekulargewicht des Polyvinylpyrrolidons 200.000 bis 500.000 g/mol beträgt.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß als Vinylmonomeren Acrylsäure, Methacrylsäure und deren Derivate und Mischungen aus Acrylsäurederivaten mit N-Vinylpyrrolidon sowie Mischungen aus Styrol und Maleinsäure bzw. Fumarsäure enthaltenden Polyesterharzen verwendet werden.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Vinylmonomerenmischungen mit Anteilen von 0 bis 80 Gew. %, vorzugsweise 0,5 bis 50 Gew. % an hydrophobem Monomeren, wie Methylmethacrylat, Butylacrylat, Ethylacrylat, Cyclohexylacrylat oder Ethyl-hexylacrylat, sind.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Vinylmonomeren Urethan-modifizierte Acryl- oder Methacrylester sind.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß mehrfunktionelle Vinylverbindungen in einer Menge bis zu 50 Gew. % zugegeben werden.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß als Lösungsmittel für die aufzutragende Lösung Aceton, Methylethylketon, Methanol, Ethanol, Propanol, Butanol, Ethylacetat, Butylacetat, Methylenchlorid, Toluol, THF oder Wasser sowie Mischungen hiervon verwendet werden.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß der Photoinitiator in einer Menge von 0,01 bis 5 Gew. %, vorzugsweise 0,3 bis 5 Gew. %, in der Lösung verwendet wird.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, daß der Lösung zusätzlich 0,3 bis 5 Gew. % eines Photoaktivators, insbesondere Mercaptoessigsäure und/oder organische Amine, zugesetzt werden.
- Rasierapparat bzw. Rasierklingeneinheit mit wenigstens einer auf eine Klingenauflage gehaltenen Rasierklinge und einer der Rasierklinge benachbarten, die Haut des Benutzers beim Rasiervorgang überstreichenden Fläche, insbesondere Kappe, aus Kunststoff wie Polystyrol oder ABS oder aus Metall, die mit einer die Gleitfähigkeit steigernden Einrichtung versehen ist,
dadurch gekennzeichnet,
daß die Einrichtung eine 5 bis 1.000 µm starke Schicht aus einer durch UV-Bestrahlung ausgehärteten Mischung aus wasserlöslichem Polymeren, insbesondere Poly-N-Vinylpyrrolidon oder einem Copolymeren hiervon, einem oder mehreren radikalisch polymerisierbaren Vinylmonomeren und einem bei Bestrahlung in Radikale zerfallenden Photoinitiator besteht.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88107114T ATE69181T1 (de) | 1987-05-06 | 1988-05-04 | Verfahren zur herstellung einer hydrophilen beschichtung auf einem formteil und unter anwendung des verfahrens hergestellter rasierapparat. |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3714971 | 1987-05-06 | ||
| DE3714971 | 1987-05-06 | ||
| DE3814135A DE3814135A1 (de) | 1987-05-06 | 1988-04-27 | Verfahren zur herstellung einer hydrophilen beschichtung auf einem formteil und unter anwendung des verfahrens hergestellter rasierapparat |
| DE3814135 | 1988-04-27 | ||
| IN540DE1988 IN172419B (de) | 1987-05-06 | 1988-06-21 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0289996A2 EP0289996A2 (de) | 1988-11-09 |
| EP0289996A3 EP0289996A3 (en) | 1990-04-04 |
| EP0289996B1 true EP0289996B1 (de) | 1991-11-06 |
Family
ID=27195873
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88107114A Expired - Lifetime EP0289996B1 (de) | 1987-05-06 | 1988-05-04 | Verfahren zur Herstellung einer hydrophilen Beschichtung auf einem Formteil und unter Anwendung des Verfahrens hergestellter Rasierapparat |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US5005287A (de) |
| EP (1) | EP0289996B1 (de) |
| JP (1) | JP2631997B2 (de) |
| AT (1) | ATE69181T1 (de) |
| AU (1) | AU604883B2 (de) |
| BR (1) | BR8802196A (de) |
| CA (1) | CA1328989C (de) |
| DD (2) | DD284615A5 (de) |
| DE (2) | DE3814135A1 (de) |
| ES (1) | ES2027340T3 (de) |
| HK (1) | HK62795A (de) |
| IL (1) | IL86271A (de) |
| IN (1) | IN172419B (de) |
Families Citing this family (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1989009246A1 (en) * | 1988-03-23 | 1989-10-05 | E.I. Du Pont De Nemours And Company | Low coefficient of friction surface |
| DE9002710U1 (de) * | 1990-03-08 | 1991-07-11 | Wilkinson Sword Gmbh, 5650 Solingen, De | |
| DE9004760U1 (de) * | 1990-04-27 | 1991-08-29 | Wilkinson Sword Gmbh, 5650 Solingen, De | |
| DE9004762U1 (de) * | 1990-04-27 | 1991-08-29 | Wilkinson Sword Gmbh, 5650 Solingen, De | |
| US5626154A (en) * | 1993-09-13 | 1997-05-06 | The Gillette Company | Method and system for shaving including a lubricant and a water-swellable polymer |
| US5711076A (en) * | 1996-03-27 | 1998-01-27 | The Gillette Company | Shaving system with improved guard structure |
| US5956848A (en) | 1997-02-27 | 1999-09-28 | The Gillette Company | Shaving system |
| US5956849A (en) * | 1997-06-05 | 1999-09-28 | Bic Corporation | Lubricating shaving aid |
| AU8011698A (en) * | 1997-06-20 | 1999-01-04 | Coloplast A/S | A hydrophilic coating and a method for the preparation thereof |
| AU8011798A (en) * | 1997-06-20 | 1999-01-04 | Coloplast A/S | A hydrophilic coating and a method for the preparation thereof |
| WO1998058990A1 (en) * | 1997-06-20 | 1998-12-30 | Coloplast A/S | A hydrophilic coating and a method for the preparation thereof |
| US6041503A (en) * | 1998-02-25 | 2000-03-28 | Calwell; Stuart | Aroma therapy delivery system |
| US6681665B2 (en) * | 1998-02-25 | 2004-01-27 | Stuart Calwell | Aroma therapy delivery system |
| USD422380S (en) * | 1998-08-31 | 2000-04-04 | The Gillette Company | Shaving aid strip for razor cartridge |
| USD424745S (en) * | 1999-08-05 | 2000-05-09 | The Gillette Company | Shaving aid strip for razor cartridge |
| GB2353739A (en) * | 1999-09-04 | 2001-03-07 | Federal Mogul Technology Ltd | Applying a low friction and low wear coating |
| US6584690B2 (en) * | 2000-02-16 | 2003-07-01 | Warner-Lambert Company | Wet shaving assembly |
| US7370419B2 (en) | 2000-02-16 | 2008-05-13 | Eveready Battery Company, Inc. | Replacement cartridge for a razor assembly |
| US6996908B2 (en) * | 2000-02-16 | 2006-02-14 | Eveready Battery Company, Inc. | Wet shaving assembly |
| US7086159B2 (en) | 2000-02-16 | 2006-08-08 | Eveready Battery Company, Inc. | Razor assembly |
| US7178241B1 (en) | 2000-05-22 | 2007-02-20 | Eveready Battery Company, Inc. | Lubricating shaving assembly |
| US7266895B2 (en) * | 2002-04-24 | 2007-09-11 | Eveready Battery Company, Inc. | Razor assembly |
| US20050278954A1 (en) * | 2002-04-24 | 2005-12-22 | Eveready Battery Company, Inc. | Shaving aid body for a safety razor |
| AU2003266947A1 (en) * | 2002-10-02 | 2004-04-23 | Coloplast A/S | A hydrogel |
| FR2846970B1 (fr) * | 2002-11-08 | 2006-08-11 | Desarrollo Del Grafting S L | Procede de traitement de surface par photopolymerisation pour obtenir des proprietes biocides |
| CN100467516C (zh) | 2002-12-20 | 2009-03-11 | 科洛普拉斯特公司 | 亲水性涂层和其制备方法 |
| EP1615751B1 (de) * | 2003-04-07 | 2011-08-10 | Eveready Battery Company, Inc. | Rasierhilfeabgabesystem zur verwendung in einem nassrasierer |
| IES20030294A2 (en) * | 2003-04-17 | 2004-10-20 | Medtronic Vascular Connaught | Coating for biomedical devices |
| US7162800B2 (en) * | 2003-05-12 | 2007-01-16 | Eveready Battery Company, Inc. | Wet shaving assembly |
| US20050015990A1 (en) * | 2003-07-25 | 2005-01-27 | Barone Chris A. | Method for producing a shaving aid cartridge |
| ATE365760T1 (de) * | 2003-08-07 | 2007-07-15 | Bioservice S P A | Verfahren zur herstellung von hydrophilen beschichtungen sowie daraus erhaltene produkte |
| US7103976B2 (en) * | 2004-02-06 | 2006-09-12 | Eveready Battery Company, Inc. | Razor assembly |
| US7837675B2 (en) * | 2004-07-22 | 2010-11-23 | Shaser, Inc. | Method and device for skin treatment with replaceable photosensitive window |
| AU2005308920B2 (en) | 2004-11-29 | 2010-04-15 | Dsm Ip Assets B.V. | Method for reducing the amount of migrateables of polymer coatings |
| WO2007065721A2 (en) | 2005-12-09 | 2007-06-14 | Dsm Ip Assets B.V. | Hydrophilic coating comprising a polyelectrolyte |
| JP2009542671A (ja) | 2006-06-28 | 2009-12-03 | サーモディクス,インコーポレイティド | 微粒子を含む活性剤溶出マトリックス |
| US8246612B2 (en) * | 2006-09-06 | 2012-08-21 | Shaser, Inc. | Scanning laser system for the treatment of tissue |
| US20100076546A1 (en) | 2006-09-13 | 2010-03-25 | Dsm Ip Assets B.V. | Coating formulation for medical coating |
| WO2008031601A1 (en) * | 2006-09-13 | 2008-03-20 | Dsm Ip Assets B.V. | Antimicrobial hydrophilic coating comprising metallic silver particles |
| MX339467B (es) | 2007-02-28 | 2016-05-27 | Dsm Ip Assets Bv | Recubrimiento hidrofilo. |
| CN101622019B (zh) * | 2007-02-28 | 2015-01-07 | 帝斯曼知识产权资产管理有限公司 | 亲水性涂层 |
| WO2008123957A2 (en) * | 2007-04-04 | 2008-10-16 | Aculon, Inc. | Coated cutting tool |
| US20090234338A1 (en) * | 2008-03-11 | 2009-09-17 | Shaser, Inc. | Reducing sensations experienced during light-based dermatologic treatment procedures |
| MX2010009982A (es) * | 2008-03-12 | 2010-09-30 | Dsm Ip Assets Bv | Revestimiento hidrofílico. |
| WO2011115981A1 (en) * | 2010-03-15 | 2011-09-22 | The Gillette Company | Liquid dispensing device comprising a peristaltic pump |
| GB201009019D0 (en) * | 2010-06-01 | 2010-07-14 | King Of Shaves Company The Ltd | Razor or razor blade cartridge and methods of manufacture therefore |
| MY161087A (en) | 2010-06-16 | 2017-04-14 | Dsm Ip Assets Bv | Coating formulation for preparing a hydrophilic coating |
| US8541498B2 (en) | 2010-09-08 | 2013-09-24 | Biointeractions Ltd. | Lubricious coatings for medical devices |
| GB2511726B (en) * | 2013-01-09 | 2016-12-21 | SOCIéTé BIC | Razors and razor blade cartridges and methods of manufacture therefore |
| US20140310960A1 (en) * | 2013-04-23 | 2014-10-23 | Eveready Battery Company Inc. | Skin Engaging Member For A Razor Cartridge |
| RU2686497C2 (ru) * | 2014-04-24 | 2019-04-29 | Конинклейке Филипс Н.В. | Устройство для личной гигиены, имеющее скользящую поверхность |
| EP3597381A1 (de) | 2018-07-18 | 2020-01-22 | BIC-Violex S.A. | Rasierhilfsmittelabgabesysteme für rasierer |
| EP3639991A1 (de) * | 2018-10-19 | 2020-04-22 | Edgewell Personal Care Brands, LLC | Rasierklinge und verfahren zur herstellung davon |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2545290A1 (de) * | 1975-10-09 | 1977-04-21 | Roehm Gmbh | Verfahren zum polymerisieren mittels uv-licht |
| US4092173A (en) * | 1976-11-01 | 1978-05-30 | Eastman Kodak Company | Photographic elements coated with protective overcoats |
| US4171979A (en) * | 1976-11-01 | 1979-10-23 | Eastman Kodak Company | Method of treating scratched or abraded photographic elements with radiation-curable compositions comprising an acrylated urethane, an aliphatic ethylenically-unsaturated carboxylic acid and a multifunctional acrylate |
| US4119094A (en) * | 1977-08-08 | 1978-10-10 | Biosearch Medical Products Inc. | Coated substrate having a low coefficient of friction hydrophilic coating and a method of making the same |
| US4100309A (en) * | 1977-08-08 | 1978-07-11 | Biosearch Medical Products, Inc. | Coated substrate having a low coefficient of friction hydrophilic coating and a method of making the same |
| US4170821A (en) * | 1977-12-02 | 1979-10-16 | Warner-Lambert Company | Razor cartridges |
| GB2024082B (en) * | 1978-05-31 | 1982-05-06 | Gillette Co | Safety razors |
| DE2842938A1 (de) * | 1978-10-02 | 1980-04-17 | Roehm Gmbh | Verfahren zum polymerisieren mittels uv-licht |
| DE2929164C2 (de) * | 1979-07-19 | 1980-10-30 | Braun Ag, 6000 Frankfurt | Verfahren zum Beschichten von Scherteilen für einen elektrischen Trockenrasierapparat mit einer festschmierstoffhaltigen Zubereitung |
| US4378411A (en) * | 1980-01-02 | 1983-03-29 | Minnesota Mining And Manufacturing Company | Radiation-curable polymers |
| JPS6099200A (ja) * | 1983-11-02 | 1985-06-03 | Nippon Parkerizing Co Ltd | 金属の潤滑処理方法 |
| US4537805A (en) * | 1984-03-26 | 1985-08-27 | W. R. Grace & Co. | Reactive plastisol dispersion |
| US4624051A (en) * | 1984-12-07 | 1986-11-25 | The Gillette Company | Shaving unit |
| AU7130487A (en) * | 1987-04-08 | 1988-10-13 | Tyndale Plains-Hunter Ltd. | Hydrophilic coating |
-
1988
- 1988-04-27 DE DE3814135A patent/DE3814135A1/de not_active Withdrawn
- 1988-05-04 CA CA000565856A patent/CA1328989C/en not_active Expired - Fee Related
- 1988-05-04 DE DE8888107114T patent/DE3866008D1/de not_active Expired - Lifetime
- 1988-05-04 IL IL86271A patent/IL86271A/xx unknown
- 1988-05-04 AT AT88107114T patent/ATE69181T1/de active
- 1988-05-04 ES ES198888107114T patent/ES2027340T3/es not_active Expired - Lifetime
- 1988-05-04 EP EP88107114A patent/EP0289996B1/de not_active Expired - Lifetime
- 1988-05-05 US US07/190,628 patent/US5005287A/en not_active Expired - Lifetime
- 1988-05-05 AU AU15646/88A patent/AU604883B2/en not_active Ceased
- 1988-05-05 BR BR8802196A patent/BR8802196A/pt not_active Application Discontinuation
- 1988-05-06 JP JP63109235A patent/JP2631997B2/ja not_active Expired - Lifetime
- 1988-06-21 IN IN540DE1988 patent/IN172419B/en unknown
- 1988-10-27 DD DD88321144A patent/DD284615A5/de not_active IP Right Cessation
- 1988-10-27 DD DD88340906A patent/DD299278A5/de not_active IP Right Cessation
-
1995
- 1995-04-27 HK HK62795A patent/HK62795A/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| AU1564688A (en) | 1988-11-10 |
| DE3866008D1 (de) | 1991-12-12 |
| ATE69181T1 (de) | 1991-11-15 |
| EP0289996A3 (en) | 1990-04-04 |
| CA1328989C (en) | 1994-05-03 |
| JP2631997B2 (ja) | 1997-07-16 |
| DD299278A5 (de) | 1992-04-09 |
| ES2027340T3 (es) | 1992-06-01 |
| JPS63294971A (ja) | 1988-12-01 |
| IL86271A0 (en) | 1988-11-15 |
| US5005287A (en) | 1991-04-09 |
| DE3814135A1 (de) | 1988-11-24 |
| IN172419B (de) | 1993-07-17 |
| HK62795A (en) | 1995-05-05 |
| BR8802196A (pt) | 1988-12-06 |
| AU604883B2 (en) | 1991-01-03 |
| IL86271A (en) | 1991-11-21 |
| DD284615A5 (de) | 1990-11-21 |
| EP0289996A2 (de) | 1988-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0289996B1 (de) | Verfahren zur Herstellung einer hydrophilen Beschichtung auf einem Formteil und unter Anwendung des Verfahrens hergestellter Rasierapparat | |
| EP0321679B1 (de) | Rasierapparat und Verfahren zur Herstellung einer Fläche geringen Reibungswiderstands an einem Rasierapparat | |
| DE1569939C3 (de) | Abdeckmaterial | |
| DE2259360C2 (de) | Verfahren zur Herstellung von dünnen Schichten auf Basis von Polyurethan-Elastomeren | |
| DE2417312B2 (de) | Selbstklebende Flächengebilde mit reversibler Haftung | |
| DE1594151B2 (de) | Klebeblattmaterial | |
| DE2703116A1 (de) | Scheibenwischerblatt und verfahren zu seiner herstellung | |
| CH630110A5 (de) | Selbstklebendes material. | |
| DE3027851A1 (de) | Verfahren zum formen eines weichen, durchlaessigen materials und danach hergestelltes material, sowie verblendmaterial | |
| DE2100853A1 (de) | Flachige Haftklebemittel | |
| DE2358124A1 (de) | Verfahren zur behandlung von oberflaechen gegen beschlagen | |
| AT393145B (de) | Folienmaterial mit hohem reflexionsvermoegen | |
| DE2808870C3 (de) | Verfahren zur Behandlung von Polyvinylfluorid zum Verbessern seiner Haftung mit anderen Polymeren | |
| DE2027458B2 (de) | Verfahren und vorrichtung zum auftragen einer lackschicht auf einen traeger aus kunststoff, insbesondere zum herstellen von magnetbaendern | |
| EP0296542A2 (de) | Ledermaterial sowie Verfahren und Vorrichtung zu seiner Herstellung | |
| DE2357402C3 (de) | Mittel und Verfahren zum Aufbringen von Überzügen | |
| DE2710202A1 (de) | Mittel zur speicherung von informationen und verfahren zu dessen herstellung | |
| EP0171549B1 (de) | Verfahren zur Herstellung von Skilaufsohlenbelägen | |
| EP0263150B1 (de) | Verfahren zum herstellen einer polymeren kunststoff enthaltenden folie oder platte | |
| DE2526793A1 (de) | Zusammensetzung und verfahren zum ueberziehen von magnetbaendern | |
| DE1594171B2 (de) | Erzeugnis mit druckempfindlichem Klebstoffüberzug und darauf befindlicher trocken abziehbarer Abdeckfolie | |
| DE2045346C3 (de) | Bettdecke | |
| DE828017C (de) | Schallplatte | |
| EP0325241A1 (de) | Kunststoffolie | |
| DE2428845A1 (de) | Klebstoff und seine verwendung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900302 |
|
| 17Q | First examination report despatched |
Effective date: 19910422 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19911106 Ref country code: NL Effective date: 19911106 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19911106 |
|
| REF | Corresponds to: |
Ref document number: 69181 Country of ref document: AT Date of ref document: 19911115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3866008 Country of ref document: DE Date of ref document: 19911212 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed |
Owner name: ING. ZINI MARANESI & C. S.R.L. |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19920504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19920531 Ref country code: LI Effective date: 19920531 Ref country code: CH Effective date: 19920531 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2027340 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: WILKINSON SWORD G.M.B.H. Effective date: 19920531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19930526 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19960401 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19960509 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970505 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990301 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040519 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060131 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070702 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20070525 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20080503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20080503 |