EP0254904A2 - Walzwerk zur Herstellung eines Walzgutes, insbesondere eines Walzbandes - Google Patents
Walzwerk zur Herstellung eines Walzgutes, insbesondere eines Walzbandes Download PDFInfo
- Publication number
- EP0254904A2 EP0254904A2 EP87109587A EP87109587A EP0254904A2 EP 0254904 A2 EP0254904 A2 EP 0254904A2 EP 87109587 A EP87109587 A EP 87109587A EP 87109587 A EP87109587 A EP 87109587A EP 0254904 A2 EP0254904 A2 EP 0254904A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolls
- work
- bale
- roll
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 74
- 230000000295 complement effect Effects 0.000 claims abstract description 8
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 238000006073 displacement reaction Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 6
- 230000008878 coupling Effects 0.000 description 5
- 238000010168 coupling process Methods 0.000 description 5
- 238000005859 coupling reaction Methods 0.000 description 5
- 238000013000 roll bending Methods 0.000 description 5
- 238000005452 bending Methods 0.000 description 4
- 230000008859 change Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
- B21B13/142—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls by axially shifting the rolls, e.g. rolls with tapered ends or with a curved contour for continuously-variable crown CVC
Definitions
- the invention relates to a rolling mill or rolling stand for the production of a rolling stock, in particular a rolling belt with work rolls, which are optionally supported on support rolls or intermediate rolls and support rolls, the work rolls and / or the support rolls and / or the intermediate rolls being axially displaceable relative to each other and each Roll at least one of these pairs of rolls is provided with a curved contour running in the direction of a bale end, which extends on the two rolls on opposite sides in each case over part of the width of the rolling stock, the curved contour extending over the entire bale length of both rolls and one Shape, in which the two bale contours complement each other in a certain relative axial position.
- a rolling mill of the same type is known, for example, from European Patent 0 049 798.
- the roll gap profile is to be influenced by means of the measures described there.
- a special position of the rollers in relation to the edges of the rolling stock is not provided.
- the work rolls are generally supported along their entire length on intermediate or back-up rolls, so that those exerted by the back-up rolls Rolling force is also transmitted over its entire length. This has the consequence that the ends of the work rolls projecting laterally over the rolling stock and thus not participating in the rolling process are bent in the direction of the rolling stock by the rolling force exerted on them. In the case of roll stands with rigid work rolls, this harmful deflection of the work rolls manifests itself in the bending of their middle roll sections and causes the central strip area to be rolled out too little and the roll strip edges to be rolled out too much. These effects are particularly noticeable when the rolling conditions change during operation, such as strip temperature and rolling force, and when rolling strips of different widths.
- the object of the invention is to compensate for the disadvantageous deflection of the work rolls under rolling force over the entire range from small to large rolling stock width and to increase the roll bending effect of the roll bending devices without having to interrupt the rolling operation. Furthermore should the necessary displacement distances are shortened.
- the work rolls each have a curved contour tapering towards one end of the bale and widening towards the other end of the bale, and are arranged so as to be adjustable in opposite directions in the axial direction in such a way that the tapered end of a work roll between each a rolled edge and the end of the associated support roller is held.
- the bulbous parts of both work rolls advantageously cooperate in such a way that the tapered sections of the bulbous contours are arranged in the region of the two edges of the rolling stock.
- the work rolls with respect to the axial direction have a curved contour consisting of an approximately concave and an approximately convex part.
- intermediate rolls with an equally curved contour can advantageously be provided, which are arranged in opposite directions in the axial direction as the work rolls, in such a way that one end of an intermediate roll is held in the region of an edge of the rolling stock.
- cooperating work and intermediate rolls can expediently be aligned on opposite edges of the rolling stock.
- the work rolls are cylindrical or symmetrically spherical and the intermediate rolls each have a curved contour tapering towards one end of the bale and widening towards the other end of the bale and are arranged so as to be adjustable in opposite directions in the axial direction, that in each case the tapered end of an intermediate roller is held between an edge of the rolling stock and the end of the associated support roller.
- the necessary displacement paths can be reduced by up to 60% with the same effect depending on the strip width and rolling force.
- the intermediate rollers can have a curved contour with respect to the axial direction and consist of an approximately concave and an approximately convex part, the end of each intermediate roller being aligned and held on an edge of the rolling stock. With this axial position of the rollers, the tapered parts of both intermediate rollers act simultaneously on each edge of the rolling stock, as a result of which the load distribution in the edge region of the rolling stock is particularly favorable.
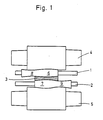
- two work rolls (1) and (2) which are arranged vertically one above the other and which directly roll a rolling stock (3), are held in a known manner by chocks (not shown) mounted in roll stands.
- the work rolls (1, 2) are each supported by an upper and lower support roll (4, 5).
- Each of the work rolls (1, 2) is tapered at one end, ie the end (6) of the work roll (1) and the other end (7) of the work roll (2) have a bulbous shape tapering towards the end of the bale, while their opposite ends (8, 9) form the complementary addition.
- Such a grinding of the work rolls (1, 2) can also be referred to as an S-shape.
- the work rolls (1, 2) have pins at one end, to which couplings for connecting drive devices (not shown) are attached.
- the respectively tapering ends (6, 7) of the work rolls (1, 2) are arranged in the region of the edges of the rolled strip (3) by axial displacement. In this arrangement, strong rolling pressures on the edges of the rolling stock (3) are largely avoided. If the rolling stock width changes, a sufficient cross-sectional constancy of the strip can be achieved by merely shifting the work rolls in the axial direction by means of the shift drives (not shown) via couplings, so that the tapered ends (6, 7) of these rolls are placed in the area of one rolled material edge.
- FIG. 2 shows two cylindrical work rolls (10) and (11) arranged vertically one above the other, which roll the rolling stock (12) and in turn are held in a known manner by chocks (not shown) mounted in roll stands.
- the two intermediate rolls (13, 14), each supported on a work roll (10, 11), are arranged in such a way that their axes lie essentially vertically above or below the axes of the work rolls.
- the intermediate rollers (13, 14) are supported by an upper and lower support roller (15, 16). Furthermore, each of the intermediate rolls (13, 14) is tapered at one end, i.e.
- the end (20) of the intermediate roller (13) and the other end (21) of the intermediate roller (14) have a bulbous shape which tapers towards the end of the bale, while the opposite ends (22, 23) form the complementary addition thereto.
- the intermediate rollers (13, 14) have pins at one of their ends, on which couplings for connecting drive devices (not shown) are attached.
- FIG. 3 shows two work rolls (30) and (31) arranged vertically one above the other but contoured.
- the intermediate rolls (33, 34), which are supported on each work roll (30, 31), are arranged in such a way that their axes in turn lie essentially vertically above or below the axes of the work rolls.
- the intermediate rollers (33, 34) are supported by an upper and lower backup roller (35, 36).
- each of the work and intermediate rolls (30, 31; 33, 34) is tapered at one end, the ends (40, 41, 42, 43) having the bulbous shape tapering towards the end of the bale, while their opposite ends ( 44, 45, 46, 47) form the respective complementary supplement.
- the work and intermediate rolls (30, 31; 33, 34) have pins at one end, on which couplings for connecting drive devices (not shown) are attached.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Metal Rolling (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf ein Walzwerk oder Walzgerüst zur Herstellung eines Walzgutes, insbesondere eines Walzbandes mit Arbeitswalzen, die sich gegebenenfalls an Stützwalzen oder Zwischenwalzen und Stützwalzen abstützen, wobei die Arbeitswalzen und/oder die Stützwalzen und/oder die Zwischenwalzen gegeneinander axial verschiebbar sind und jede Walze wenigstens eines dieser Walzenpaare mit einer in Richtung zu einem Ballenende hin verlaufenden, gekrümmten Kontur versehen ist, die sich an den beiden Walzen jeweils nach entgegengesetzten Seiten über einen Teil der Walzgutbreite erstreckt, wobei die gekrümmte Kontur über die gesamte Ballenlänge beider Walzen verläuft und eine Gestalt hat, bei welcher die beiden Ballenkonturen sich in einer bestimmten relativen Axialstellung komplementär ergänzen.
- Ein gattungsgleiches Walzwerk ist beispielsweise aus der Europäischen Patentschrift 0 049 798 bekannt. Mittels der dort geschilderten Maßnahmen soll das Walzspaltprofil beeinflußt werden. Eine besondere Stellung der Walzen in Bezug auf die Walzgutkanten ist nicht vorgesehen.
- Die Arbeitswalzen werden im allgemeinen über ihre gesamte Länge an Zwischen- oder Stützwalzen abgestützt, so daß die von den Stützwalzen ausgeübte Walzkraft auch auf ihre gesamte Länge übertragen wird. Dies hat zur Folge, daß die über das Walzgut seitlich vorstehenden und damit am Walzvorgang nicht beteiligten Enden der Arbeitswalzen durch die auf sie ausgeübte Walzkraft in Richtung auf das Walzgut durchgebogen werden. Bei Walzgerüsten mit steifen Arbeitswalzen äußert sich diese schädliche Durchbiegung der Arbeitswalzen in einer Aufbiegung ihrer mittleren Walzenabschnitte und bewirkt ein zu geringes Auswalzen des zentralen Bandbereiches und ein zu starkes Auswalzen der Walzbandränder. Diese Wirkungen kommen besonders bei sich im Betrieb ändernden Walzbedingungen, wie Bandtemperatur und Walzkraft, sowie beim Walzen von unterschiedlich breiten Bändern zur Geltung.
- Zur Beseitigung dieser nachteiligen Wirkungen wurde bereits in der Deutschen Patentschrift 22 06 912 vorgeschlagen, bei Sexto-Gerüsten die Zwischenwalzen in Anpassung an die Walzgutbreite so verstellbar auszubilden, daß ein Ende des wirksamen Walzenballens der oberen Zwischenwalze im Bereich der einen Walzgutkante und das gegenüberliegende Ende des wirksamen Walzenballens der unteren Zwischenwalze im Bereich der unteren Walzgutkante liegt, wodurch jede Arbeitswalze ein vom Andruck der zugehörigen Zwischenwalze freies Endteil erhält, wobei ferner Walzenbiegevorrichtungen an den Enden der Arbeitswalzen angreifen. Die Walzen sind dabei in konventioneller Weise symmetrisch ballig geschliffen bzw. sind Walzenbiegevorrichtungen vorgesehen. Ein Endteil der Zwischenwalzen ist in einem relativ kurzen Teil konisch verjüngt ausgebildet, mit dem Nachteil einer sprunghaften Änderung der Lastverteilung im Bereich des Übergangs vom wirksamen Walzendurchmesser in die Konizität.
- Ein weiterer gravierender Nachteil dieser bekannten Walzenanordnung liegt noch darin, daß sich die Wirkungen der konischen Verjüngung und der axialen Verstellung der Zwischenwalzen ausschließlich auf die Walzbandränder beschränken, und die mittleren Bandbereiche in keiner Weise durch sie beeinflußt werden können.
- Aus der Deutschen Patentschrift 22 60 256 ist ferner ein Walzgerüst mit Einrichtungen zur gegensinnigen Axialverschiebung der Arbeitswalzen bei Änderungen der Walzgutbreite bekannt, damit jeweils ein Ende der Arbeitsfläche einer Arbeitswalze zwischen einer Walzgutkante und dem Ende der zugeordneten Stützwalze gehalten ist. Darüberhinaus sind auch Zwischenwalzen vorgesehen, wobei die obere Zwischenwalze in der gleichen Richtung wie die untere Arbeitswalze und die untere Zwischenwalze in der gleichen Richtung wie die obere Arbeitswalze verschiebbar ist. Auch hier ist wiederum nur eine konische Verjüngung der Enden der Zwischenwalzen vorsehen, mit der obengenannten nachteiligen Wirkung.
- Aufgabe der Erfindung ist es, die nachteilige Durchbiegung der Arbeitswalzen unter Walzkraft über die gesamte Bandbreite von kleiner bis großer Walzgutbreite auszugleichen und den Walzenbiegeeffekt der Walzenbiegeeinrichtungen zu vergrößern, ohne daß der Walzbetrieb unterbrochen werden muß. Ferner sollen die notwendigen Verschiebewege verkürzt werden.
- Diese Aufgabe wird gemäß der Erfindung dadurch gelöst, daß die Arbeitswalzen jeweils eine sich zu einem Ballenende hin verjüngende und zum anderen Ballenende hin erweiternde, gekrümmte Kontur aufweisen und gegensinnig in Achsrichtung in der Weise verstellbar angeordnet sind, daß jeweils das sich verjüngende Ende einer Arbeitswalze zwischen einer Walzgutkante und dem Ende der zugeordneten Stützwalze gehalten ist. Vorteilhaft wirken dabei die bauchigen Teile beider Arbeitswalzen in der Weise zusammen, daß die sich verjüngenden Abschnitte der bauchigen Konturen im Bereich beider Walzgutkanten angeordnet sind.
- In einer weiteren Ausgestaltung der Erfindung ist vorgesehen, daß die Arbeitswalzen mit Bezug auf die Axialrichtung eine aus einem in etwa konkaven und einem in etwa konvexen Teil bestehende gekrümmte Kontur aufweisen.
- Ferner hat es sich als besonders zweckmäßig erwiesen, wenn jeweils das Ende einer Arbeitswalze auf eine Walzgutkante ausgerichtet und gehalten ist.
- Vorteilhaft können nach der Erfindung auch Zwischenwalzen mit einer in gleicher Weise gekrümmten Kontur vorgesehen sein, die gegensinnig in Achsrichtung wie die Arbeitswalzen verstellbar in der Weise angeordnet sind, daß jeweils ein Ende einer Zwischenwalze im Bereich einer Walzgutkante gehalten ist.
- Ferner können zweckmäßigerweise die zusammenwirkenden Arbeits- und Zwischenwalzen an gegenüberliegenden Walzgutkanten ausgerichtet werden.
- Es kann aber auch sinnvoll sein, die zusammenwirkenden Arbeits- und Zwischenwalzen an derselben Walzgutkante auszurichten.
- Nach einer anderen Ausführungsform der Erfindung ist vorgesehen, daß die Arbeitswalzen zylindrisch oder symmetrisch ballig ausgebildet sind und die Zwischenwalzen jeweils eine sich zu einem Ballenende hin verjüngende und zum anderen Ballenende hin erweiternde, gekrümmte Kontur aufweisen und gegensinnig in Achsrichtung in der Weise verstellbar angeordnet sind, daß jeweils das sich verjüngende Ende einer Zwischenwalze zwischen einer Walzgutkante und dem Ende der zugeordneten Stützwalze gehalten ist. Durch die Verwendung von s-förmig geschliffenen Zwischenwalzen statt zylindrischer Zwischenwalzen, lassen sich die notwendigen Verschiebewege bei gleichem Effekt je nach Bandbreite und Walzkraft um bis zu 60 % verringern. Während bei zylindrischen Zwischenwalzen die Pressungen zwischen Stützwalze und Zwischenwalze bzw. Zwischenwalze und Arbeitswalze auf Werte ansteigen, die je nach Bandbreite und Verschiebeweg das 1,3 bis 1,4fache der spezifischen Walzkraft (Linienlast) erreichen, können demgegenüber mit s-förmig geschliffenen Zwischenwalzen Verringerungen der Pressungen um ca. 20 % erzielt werden. Statt des Lastsprungs vom Maximalwert auf Null am Ende des Zwischenwalzenballens erhält man einen kontinuierlichen Lastabfall, beispielsweise über eine Breite von ca. 400 mm.
- Dabei können die Zwischenwalzen mit Bezug auf die Axialrichtung eine aus einem in etwa konkaven und einem in etwa konvexen Teil bestehende gekrümmte Kontur aufweisen, wobei jeweils das Ende einer Zwischenwalze auf eine Walzgutkante ausgerichtet und gehalten ist. Bei dieser Axialstellung der Walzen wirken auf jede Walzgutkante gleichzeitig jeweils die verjüngten Teile beider Zwischenwalzen, wodurch die Lastverteilung im Randbereich des Walzgutes besonders günstig ist.
- Weitere Einzelheiten, Merkmale und Vorteile der Erfindung ergeben sich aus der nachstehenden Erläuterung mehrerer in den Zeichnungen schematisch dargestellter Ausführungsbeispiele.
- Es zeigen:
- Fig. 1 Schematische Darstellung eines Quarto-Walzwerks mit konturierten Arbeitswalzen in bandkantenorientierter Verschiebeposition
- Fig. 2 Schematische Darstellung eines Sexto-Walzwerks mit zylindrischen Arbeitswalzen und konturierten Zwischenwalzen in bandkantenorientierter Verschiebeposition
- Fig. 3 Schematische Darstellung eines Sexto-Walzwerks mit konturierten Arbeitswalzen und konturierten Zwischenwalzen in bandkantenorientierter Verschiebeposition
- Wie aus der Figur 1 ersichtlich, werden zwei senkrecht übereinander angeordnete Arbeitswalzen (1) und (2), welche unmittelbar ein Walzgut (3) walzen, in bekannter Weise von in Walzenständern montierten Einbaustücken (nicht dargestellt) gehalten. Die Arbeitswalzen (1, 2) werden von je einer oberen und unteren Stützwalze (4, 5) gestützt. Jede der Arbeitswalzen (1, 2) ist an einem Ende verjüngt, d.h. das Ende (6) der Arbeitswalze (1) und das andere Ende (7) der Arbeitswalze (2) weisen eine bauchige sich zum Ballenende hin verjüngende Form auf, während ihre gegenüberliegenden Enden (8, 9) die komplementäre Ergänzung dazu bilden. Insgesamt kann ein derartiger Schliff der Arbeitswalzen (1, 2) auch als s-förmig bezeichnet werden. Die Arbeitswalzen (1, 2) haben an einem ihrer Enden Zapfen, an denen Kupplungen zum Anschließen von Antriebseinrichtungen (nicht dargestellt) angebracht sind. Durch Axialverschiebung werden die sich jeweils verjüngenden Enden (6, 7) der Arbeitswalzen (1, 2) im Bereich der Kanten des Walzbandes (3) angeordnet. Bei dieser Anordnung werden starke Walzdrücke auf die Walzgutränder des Walzgutes (3) weitgehend vermieden. Wenn sich die Walzgutbreite ändert, kann eine ausreichende Querschnittkonstanz des Bandes durch bloßes Verschieben der Arbeitswalzen in axialer Richtung mittels der (nicht dargestellten) Verschiebeantriebe über Kupplungen erreicht werden, so daß die verjüngten Enden (6, 7) dieser Walzen im Bereich je eines Walzgutrandes placiert werden.
- Figur 2 zeigt zwei senkrecht übereinander angeordnete zylindrische Arbeitswalzen (10) und (11), welche das Walzgut (12) walzen und wiederum in bekannter Weise von in Walzenständern montierten Einbaustücken (nicht dargestellt) gehalten werden. Die zwei sich an je einer Arbeitswalze (10, 11) abstützenden Zwischenwalzen (13, 14) sind so angeordnet, daß ihre Achsen im wesentlichen senkrecht über bzw. unter den Achsen der Arbeitswalzen liegen. Die Zwischenwalzen (13, 14) werden von je einer oberen und unteren Stützwalze (15, 16) gestützt. Ferner ist jede der Zwischenwalzen (13, 14) an einem Ende verjüngt, d.h. das Ende (20) der Zwischenwalze (13) und das andere Ende (21) der Zwischenwalze (14) weisen eine bauchige Form auf, die sich zum Ballenende verjüngt, während die gegenüberliegenden Enden (22, 23) die komplementäre Ergänzung dazu bilden. Die Zwischenwalzen (13, 14) haben an einem ihrer Enden Zapfen, an denen Kupplungen zum Anschließen von Antriebseinrichtungen (nicht dargestellt) angebracht sind.
- Bei dieser Anordnung der Zwischenwalzen (13, 14) werden ebenfalls starke Walzdrücke auf die Walzgutränder des Walzgutes (12) vermieden. Da jeweils eines der Enden der Arbeitswalzen (10, 11) nicht von den Stützwalzen gestützt wird, erfolgt außerdem eine wirksame Rückbiegung der Arbeitswalzen durch nicht gezeigte Walzenbiegevorrichtungen. Die Kompensation kleiner Änderungen erfolgt mittels bekannter Biegeeinrichtungen, die durch ihre kleinere Auslegung beschleunigt ansprechen und die Lager und Walzenzapfen nicht übermäßig beanspruchen. Wenn sich die Walzgutbreite ändert, kann eine ausreichende Querschnittkonstanz des Bandes durch Verschieben der Zwischenwalzen (13, 14) in axialer Richtung mittels der (nicht dargestellten) Verschiebeantriebe über Kupplungen erreicht werden, so daß die verjüngten Enden (20, 21) dieser Walzen im Bereich je eines Walzgutrandes angeordnet werden. Durch Verhinderung der von der Walzkraft verursachten Durchbiegung der Arbeitswalzen und Verbreiterung der wirksamen Länge der Walzenbiegung ergibt sich somit vorteilhaft ein Walzband von gleichbleibendem Querschnitt auch bei Schwankungen der Walzgutbreite.
- Figur 3 zeigt wie Fig. 2 zwei senkrecht übereinander angeordnete, jedoch konturierte Arbeitswalzen (30) und (31). Die sich an je einer Arbeitswalze (30, 31) abstützenden Zwischenwalzen (33, 34) sind so angeordnet, daß ihre Achsen wiederum im wesentlichen senkrecht über bzw. unter den Achsen der Arbeitswalzen liegen. Die Zwischenwalzen (33, 34) werden von je einer oberen und unteren Stützwalze (35, 36) gestützt. Ferner ist jede der Arbeits- und Zwischenwalzen (30, 31; 33, 34) an einem Ende verjüngt, wobei die Enden (40, 41, 42, 43) die bauchige und sich zum Ballenende hin verjüngende Form aufweisen, während ihre gegenüberliegenden Enden (44, 45, 46, 47) die jeweilige komplementäre Ergänzung bilden. Die Arbeitsund Zwischenwalzen (30, 31; 33, 34) haben an einem ihrer Enden Zapfen, an denen Kupplungen zum Anschließen von Antriebseinrichtungen (nicht dargestellt) angebracht sind.
- Bei den erfindungsgemäßen Walzgerüsten verbleibt ein genügend weiter Raum um die Arbeitswalzen herum, so daß sich obere und untere Andrückvorrichtungen, Abstreifer und Kühlvorichtungen genügend nahe an den Arbeitswalzen anordnen lassen.
- Die erfindungsgemäßen Maßnahmen sind nicht auf die in den Zeichnungsfiguren dargestellten Ausführungsbeispiele beschränkt. Ohne den Rahmen der Erfindung zu verlassen, können sowohl beliebig gekrümmte Konturen bei Arbeits- und Zwischenwalzen, als auch bei den Stützwalzen verwendet werden. Die jeweilige konstruktive Ausgestaltung ist in das Belieben des Fachmanns gestellt.
Claims (9)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3624241A DE3624241C2 (de) | 1986-07-18 | 1986-07-18 | Verfahren zum Betrieb eines Walzwerkes zur Herstellung eines Walzbandes |
| DE3624241 | 1986-07-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0254904A2 true EP0254904A2 (de) | 1988-02-03 |
| EP0254904A3 EP0254904A3 (de) | 1989-04-19 |
Family
ID=6305423
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87109587A Ceased EP0254904A3 (de) | 1986-07-18 | 1987-07-03 | Walzwerk zur Herstellung eines Walzgutes, insbesondere eines Walzbandes |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4798074A (de) |
| EP (1) | EP0254904A3 (de) |
| JP (1) | JPH07115049B2 (de) |
| CN (1) | CN1016588B (de) |
| DE (1) | DE3624241C2 (de) |
| RU (1) | RU2050994C1 (de) |
| UA (1) | UA26059A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3638331A1 (de) * | 1986-11-10 | 1988-05-19 | Schloemann Siemag Ag | Walzgeruest zum walzen von flachmaterial mit einem paar von axial verschiebbaren arbeitswalzen |
| GB2222376A (en) * | 1988-08-29 | 1990-03-07 | Sendzimir Inc T | Roll for cold rolling of metal strip |
| EP2017017A1 (de) * | 2006-05-09 | 2009-01-21 | JP Steel Plantech Co. | Walze, walzwerk und walzverfahren |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0763737B2 (ja) * | 1988-05-11 | 1995-07-12 | 日新製鋼株式会社 | ワークロールと接する中間ロール及びそれが組み込まれた多段圧延機 |
| US5218852A (en) * | 1989-06-05 | 1993-06-15 | Kawasaki Steel Corporation | Multi-roll cluster rolling apparatus |
| JP3174457B2 (ja) * | 1994-05-17 | 2001-06-11 | 株式会社日立製作所 | 連鋳直結熱間圧延設備およびその圧延方法 |
| TW358758B (en) * | 1996-12-27 | 1999-05-21 | Hitachi Ltd | Rolling mill and method of the same |
| JP3747786B2 (ja) † | 2001-02-05 | 2006-02-22 | 株式会社日立製作所 | 板材用圧延機の圧延方法及び板材用圧延設備 |
| ES2314709T3 (es) | 2004-09-14 | 2009-03-16 | Sms Demag Aktiengesellschaft | Rodillo convexo para influir sobre el perfil y la planeidad de una banda laminada. |
| EP2026916B1 (de) * | 2006-06-14 | 2012-08-01 | Siemens VAI Metals Technologies GmbH | Walzgerüst zur herstellung von walzband oder blech |
| US8607848B2 (en) * | 2008-08-05 | 2013-12-17 | Nucor Corporation | Method for casting metal strip with dynamic crown control |
| US8607847B2 (en) * | 2008-08-05 | 2013-12-17 | Nucor Corporation | Method for casting metal strip with dynamic crown control |
| AT509107B1 (de) | 2009-12-10 | 2011-09-15 | Siemens Vai Metals Tech Gmbh | Walzgerüst zur herstellung von walzband |
| WO2011094552A1 (en) * | 2010-02-01 | 2011-08-04 | The Timken Company | Unified rolling and bending process for large roller bearing cages |
| US8505611B2 (en) | 2011-06-10 | 2013-08-13 | Castrip, Llc | Twin roll continuous caster |
| DE102010049068A1 (de) * | 2010-10-20 | 2012-04-26 | Mtu Aero Engines Gmbh | Vorrichtung zum Herstellen, Reparieren und/oder Austauschen eines Bauteils mittels eines durch Energiestrahlung verfestigbaren Pulvers, sowie ein Verfahren und ein gemäß dem Verfahren hergestelltes Bauteil |
| CN102441574B (zh) * | 2011-09-22 | 2013-12-18 | 常州宝菱重工机械有限公司 | 四六辊互换轧机的托轴架装置 |
| CN109500082B (zh) * | 2018-12-27 | 2023-11-21 | 中冶南方工程技术有限公司 | 一种六辊轧机及其轧制控制方法 |
| CN115990616B (zh) * | 2023-03-23 | 2023-06-30 | 首钢智新迁安电磁材料有限公司 | 一种连轧机组及其窜辊值的控制方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2732591A (en) * | 1956-01-31 | whittum | ||
| FR2125363A1 (de) * | 1971-02-15 | 1972-09-29 | Hitachi Ltd | |
| DE2260256A1 (de) * | 1971-12-10 | 1973-06-20 | Hitachi Ltd | Walzgeruest und verfahren zum walzen von walzgut abnehmender breite |
| EP0049798A2 (de) * | 1980-10-15 | 1982-04-21 | Sms Schloemann-Siemag Aktiengesellschaft | Walzwerk |
| EP0091540A1 (de) * | 1982-04-10 | 1983-10-19 | Sms Schloemann-Siemag Aktiengesellschaft | Walzgerüst mit axial verschiebbaren Walzen |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6018243B2 (ja) * | 1980-07-07 | 1985-05-09 | 株式会社日立製作所 | 圧延ロ−ル |
| US4519233A (en) * | 1980-10-15 | 1985-05-28 | Sms Schloemann-Siemag Ag | Roll stand with noncylindrical rolls |
| DE3245090A1 (de) * | 1982-12-06 | 1984-06-07 | SMS Schloemann-Siemag AG, 4000 Düsseldorf | Verfahren und einrichtung zum walzen von metallbaendern |
| JPS59110401A (ja) * | 1982-12-14 | 1984-06-26 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延方法 |
| DE3325823A1 (de) * | 1983-07-18 | 1985-01-31 | SMS Schloemann-Siemag AG, 4000 Düsseldorf | Walzgeruest mit axial verschiebbaren arbeitswalzen |
| JPS6036330A (ja) * | 1983-08-10 | 1985-02-25 | Onoda Cement Co Ltd | 高純度酸化ジルコニウム微粉の製造方法 |
| US4683744A (en) * | 1985-06-18 | 1987-08-04 | Wean United Rolling Mills, Inc. | Flexible edge roll |
| US4656859A (en) * | 1985-08-21 | 1987-04-14 | Wean United, Inc. | Rolling mill stand employing variable crown rolls and associated method |
-
1986
- 1986-07-18 DE DE3624241A patent/DE3624241C2/de not_active Expired - Lifetime
-
1987
- 1987-06-15 JP JP62147182A patent/JPH07115049B2/ja not_active Expired - Lifetime
- 1987-07-03 EP EP87109587A patent/EP0254904A3/de not_active Ceased
- 1987-07-17 RU SU874202940A patent/RU2050994C1/ru active
- 1987-07-17 UA UA4202940A patent/UA26059A1/uk unknown
- 1987-07-18 CN CN87104310A patent/CN1016588B/zh not_active Expired
- 1987-07-20 US US07/075,376 patent/US4798074A/en not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2732591A (en) * | 1956-01-31 | whittum | ||
| FR2125363A1 (de) * | 1971-02-15 | 1972-09-29 | Hitachi Ltd | |
| DE2260256A1 (de) * | 1971-12-10 | 1973-06-20 | Hitachi Ltd | Walzgeruest und verfahren zum walzen von walzgut abnehmender breite |
| EP0049798A2 (de) * | 1980-10-15 | 1982-04-21 | Sms Schloemann-Siemag Aktiengesellschaft | Walzwerk |
| EP0091540A1 (de) * | 1982-04-10 | 1983-10-19 | Sms Schloemann-Siemag Aktiengesellschaft | Walzgerüst mit axial verschiebbaren Walzen |
Non-Patent Citations (2)
| Title |
|---|
| STAHL UND EISEN, Band 104, Nr. 22, 29. Oktober 1984, Seiten 1167-1170, D}sseldorf, DE; K. KLAMMA: "CVC-Technologie im Kaltwalzwerk" * |
| STAHL UND EISEN, Band 106, Nr. 9, 5. Mai 1986, Seiten 439-444, D}sseldorf, DE; W. BOLTE: "CVC-Technologie, ein neues Kaltwalzverfahren zur Erzeugung planer Stahlb{nder" * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3638331A1 (de) * | 1986-11-10 | 1988-05-19 | Schloemann Siemag Ag | Walzgeruest zum walzen von flachmaterial mit einem paar von axial verschiebbaren arbeitswalzen |
| GB2222376A (en) * | 1988-08-29 | 1990-03-07 | Sendzimir Inc T | Roll for cold rolling of metal strip |
| GB2222376B (en) * | 1988-08-29 | 1993-04-07 | Sendzimir Inc T | Apparatus and method for cold rolling of metal strip |
| EP2017017A1 (de) * | 2006-05-09 | 2009-01-21 | JP Steel Plantech Co. | Walze, walzwerk und walzverfahren |
| EP2017017A4 (de) * | 2006-05-09 | 2012-07-11 | Jp Steel Plantech Co | Walze, walzwerk und walzverfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1016588B (zh) | 1992-05-13 |
| EP0254904A3 (de) | 1989-04-19 |
| CN87104310A (zh) | 1988-02-03 |
| JPS6330104A (ja) | 1988-02-08 |
| DE3624241C2 (de) | 1996-07-11 |
| DE3624241A1 (de) | 1988-01-28 |
| US4798074A (en) | 1989-01-17 |
| UA26059A1 (uk) | 1999-04-30 |
| RU2050994C1 (ru) | 1995-12-27 |
| JPH07115049B2 (ja) | 1995-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0254904A2 (de) | Walzwerk zur Herstellung eines Walzgutes, insbesondere eines Walzbandes | |
| EP0049798B1 (de) | Walzwerk | |
| EP0249801B1 (de) | Walzwerk zur Herstellung eines Walzbandes | |
| DE2260256C3 (de) | Walzgerüst | |
| DE2206912C3 (de) | Walzgerüst | |
| DE3873103T2 (de) | Metallwalzverfahren mit in axialrichtung verschiebbaren arbeitswalzen. | |
| EP0258482B1 (de) | Walzgerüst mit axial verschiebbaren Walzen | |
| EP0091540B1 (de) | Walzgerüst mit axial verschiebbaren Walzen | |
| EP0059417A1 (de) | Walzgerüst | |
| DE2919105A1 (de) | Walzwerk | |
| EP0876857A2 (de) | Verfahren zur Beeinflussung der Bandkontur im Kantenbereich eines Walzbandes | |
| EP0899029B1 (de) | Walzgerüst zum Walzen von Bändern | |
| EP2392416B1 (de) | Stützwalze und damit ausgerüstetes Walzgerüst | |
| DE2341768A1 (de) | Walzgeruest | |
| EP0255714A2 (de) | Vielwalzen-Walzgerüst mit paarweise gegensinnig verschiebbaren, verjüngte Enden aufweisenden Zwischenwalzen | |
| DE3919285A1 (de) | Vorrichtung und verfahren zum kaltwalzen eines metallbandes | |
| DE2335809C2 (de) | Walzgerüst | |
| EP0102014B1 (de) | Walzgerüst zum Auswalzen von Bandmaterial unterschiedlicher Breite | |
| DE2819567C2 (de) | Walzstraße zum Walzen von stabförmigem Gut | |
| EP0181474B1 (de) | Sechs-Walzen-Walzwerk | |
| DE3819303C2 (de) | ||
| DE3736683C2 (de) | Mehrrollen-Walzgerüst | |
| DE1251260B (de) | Stützwalzenanordnung zur Aufnahme des Walzdrucks der Arbeitswalzen eines Blechbandwalzwerks | |
| DE3206556A1 (de) | Verfahren und walzgeruest zum auswalzen von bandmaterial unterschiedlicher breite | |
| EP0212002A2 (de) | Walzgerüst |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19870714 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE DE ES FR GB IT NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE DE ES FR GB IT NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19900423 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19910920 |
|
| APAF | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNE |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BEISEMANN, GERD Inventor name: GAERTNER, HORST Inventor name: FELDMANN, HUGO, DR. Inventor name: HOLLMANN, FRIEDRICH, DR. |