EP0244600A2 - Vorrichtung zum Stapeln von flachen Gegenständen, vorzugsweise Doppelbeuteln aus Kunststoffolie - Google Patents
Vorrichtung zum Stapeln von flachen Gegenständen, vorzugsweise Doppelbeuteln aus Kunststoffolie Download PDFInfo
- Publication number
- EP0244600A2 EP0244600A2 EP87103775A EP87103775A EP0244600A2 EP 0244600 A2 EP0244600 A2 EP 0244600A2 EP 87103775 A EP87103775 A EP 87103775A EP 87103775 A EP87103775 A EP 87103775A EP 0244600 A2 EP0244600 A2 EP 0244600A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- stacking
- belts
- conveyor
- station
- stacks
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/92—Delivering
- B31B70/98—Delivering in stacks or bundles
- B31B70/984—Stacking bags on wicket pins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/647—With means to convey work relative to tool station
- Y10T83/6476—Including means to move work from one tool station to another
Definitions
- the invention relates to a device for stacking flat objects provided with positioning holes in their central region, preferably double bags welded off from a plastic tube or semi-tubular web with opening edges lying in the region of the center line thereof, by a transfer device, preferably a so-called wicketer, with one horizontal axis rotating star-like and paired transport arms are placed in a stacking station on a stacking conveyor consisting of endless, intermittently driven traction means running over deflection wheels or rollers, with a supporting stacking pins arranged in the stacking station Stacking plate, onto which the objects are formed to form stacks, which are conveyed away by switching the traction means, with a downstream separation station with an up and down, preferably heated knife, which separates the stacks along a center line lying in the conveying direction, and with means for holding the separated stacks on the stack conveyor.
- a transfer device preferably a so-called wicketer
- the object of the invention is to provide a device of the type mentioned, the stacking conveyor need only be able to cope with less stress, so that the device can be built more easily and therefore more economically.
- this object is achieved in a device of the generic type in that the stacking conveyor consists of two belts, belts, belts or chains rotating at a distance and parallel to one another, that the stacking pins in the Stacking station between the strands of the belts or the like are arranged so that they can be raised and lowered in fixed guides that the stacking pins can be lowered to below the conveying plane, and that the separating knife in the separating station with one between the strands of endless conveying means in the region of Conveyor level abutment interacts.
- the device according to the invention only needs to have simple, light pairs of conveyor belts or the like as stacking conveyors, since the pairs of conveyor belts or the like are only used for conveying and holding the stacks and, at the same time, do not carry the counter tools for the separation station at a distance from the stack.
- a stacking plate with only two stacking pins is only provided in the stacking station.
- the stacking plate with the stacking pins is designed to be lowerable and is therefore used for stacking each stack in the stacking station.
- an abutment which is fixed to the frame is provided for the separating knife, so that the stacks do not have to be separated with the interposition of the belts or the like of the stacking conveyor.
- the stacking pins are expediently heated so that they block the successively stacked double bags in the stack which is being formed. If the conveyor belts forming the stacking conveyor or the like are not made wide enough so that the overhanging side parts of the stack of bags no longer find sufficient support on them after they have been separated, the separating station on both sides of the conveyor belts or the like can have axes parallel to the conveying direction Roller combs for lifting the hanging stack parts in the conveyor plane can be pivoted.
- roller combs are pivotably mounted on the conveyor belts or the like between supporting frame parts on the side and on inner frame parts, which lift the hanging side stack parts into the conveying plane and their tines are arranged "on a gap" with the rollers are.
- the support rakes first lift the laterally overhanging stack parts into the conveying plane in the separating station, so that the lateral roller combs can be pivoted in between the prongs of the support rakes.
- lateral support belts are provided for the stack parts projecting laterally from the conveyor belt pairs.
- additional pressure belts can be provided above the support belts, which clamp the side stack parts between their lower runs and the upper runs of the support belts.
- the inlet gap of the pressure belts can already be in the area of the separation station above the roller combs.
- the holding means consist of the separate stacks between the upper and lower strands of clamping strap pairs. These pairs of clamping bands hold the stacks in a clamped position even after their central separation, so that they cannot slip despite their hanging side parts.
- the pressure belts interacting with the upper runs of the conveyor belts or the like can be provided immediately after the stacking station.
- the rear deflection rollers of the pressure belts are expediently mounted in raisable and lowerable rockers, so that the stacks can be removed from the stack conveyor in the region of the end thereof.
- the conveyor belts or the like forming the stacking conveyor are expediently provided with stop strips which rest against the rear sides of the stack and form, as it were, pushing strips.
- a shaft 2 is provided which is provided with a drive (not shown) and which carries the transport arms 3 arranged in pairs and provided with suction devices or gripping devices.
- a cross-welding separating device Arranged in front of the wicking frame is a cross-welding separating device, not shown, for welding bags off a plastic tubular or semi-tubular web, from which the rotating transport arms 3 take over the finished double bags, which are still connected in their central area, and needle onto the stacking pins 4, 5.
- a horizontal shaft 6 is supported, which carries two deflection rollers 7 at a distance from one another symmetrically to the transverse center plane of the pairs of transport arms 3.
- a horizontal shaft 8 is likewise mounted in a frame (not shown), which correspondingly carries a pair of end pulleys 9.
- Two endless conveyor belts 10 run around the deflection rollers 7, 9 in parallel and at a distance from one another.
- a pair of rollers 7, 9 is provided with an intermittent drive, not shown.
- the endless conveyor belts are provided with stop bars 12 at a distance from the stacks 11 to be removed step by step.
- a support plate 15 is provided between the winding arms 3 arranged in pairs, on which the stacking pins 4, 5 are fastened at a distance from one another in the transverse center plane between the winding arms 3.
- the support plate 15 is fastened in the middle to the piston rod 16 of the pressure medium-piston-cylinder unit 17.
- the cylinder of the pressure medium-piston-cylinder unit 17 is connected to the horizontal leg of the angled support piece 18, which is welded to the base support 19 of the device.
- the support plate 15 is parallel to its guidance Piston rod 16 is provided with a guide pin 20 which passes through a bore in the horizontal leg of support piece 18 for its guidance.
- the stacking pins 4, 5 are heated by a heating cartridge, to which the heating current is fed through the lines 22, 23.
- the support plate 15 By actuating the pressure-piston-cylinder unit 17, the support plate 15 can be lowered so far that the tips of the stacking pins 4, 5 lie below the conveying plane of the conveyor belts 10.
- FIG. 2 From Fig. 2 it can be seen that between the endless conveyor belts 10, 10 'running parallel to each other there is a gap in which the lifting and lowering support plate 15 with the stacking pins 4, 5 is arranged.
- the conveyor belts 10, 10 ' are supported on box girders 27, 28 with a smooth surface.
- the side parts of the stack 29 hang laterally over the conveyor belts 10, 10 '.
- two pressure medium-piston-cylinder units 30, 31 are fastened to a frame-fixed support above the gap formed between the supports 27, 28, the piston rods of which carry a heated separating knife 32, which is lifted and lifted in the longitudinal median plane between the supports 27, 28 is lowerable.
- an abutment 35 which extends over the length of the stacks 29, is arranged fixed to the frame, the surface of which is aligned with the conveying plane.
- support combs 38, 39 are pivotally mounted in the separation station T about axes 36, 37 which are parallel to one another and point in the conveying direction and which are supported by pressure-piston-cylinder units 40 in the manner shown in FIG the conveyor level swiveling and in the out 3, 6 and 7 visible way to the carrier 27, 28 can be folded.
- roller combs 47 which by means of pressure-piston-cylinder units 48 in the manner shown in FIG. 5 into the conveying plane are pivotable and can be folded against the side frame walls 44.
- the roller combs consist of a central support 50, to which the axes of the freely rotatable rollers 51 are attached at right angles to this.
- the freely cantilevered rollers 51 and the tines of the support combs 38 are arranged such that they are "on a gap" and penetrate each other without contact.
- support belts 55, 56 are provided on the side next to the conveyor belts 10, 10 'and run around end pulleys.
- lateral support belts 55, 56, pressure belts 57, 58 are provided, the inlet gap of which is formed by a deflection roller and a guide roller lies in the separation station T and clamps the stacks transported into the separation station.
- the support combs 38, 39 are first pivoted into the conveying plane by the piston-cylinder units 40, so that the stack 29 is stretched in the Funding level.
- the lateral roller combs 47 are pivoted in, so that the support combs 38, 39 can then be pivoted back in the manner shown in FIG. 6.
- the double stacks have been severed into single stacks, they are between the side stacks in the manner shown in FIG. 7 Support bands 55, 56 and the upper pressure belt 57, 58 clamped.
- the support combs 38, 39 and roller combs 47 which can be pivoted in and out by themselves, make it possible to move the following stack into the separation station T during the removal of the last stack separated in the middle.
- the support combs are pivoted out while the stack to be separated is at a standstill, so that they are folded against the supports 27, 28.
- the stacks with their hanging side parts can therefore be moved into the separating station T without hindrance, since the gaps between the front ends of the roller combs and the pivoted-out support combs are wide enough. If the previously separated stack 29 has been removed, the roller combs 47 are also swung out, so that the hanging side parts of the subsequent stack 29, which has in the meantime been conveyed into the separation station T, can be raised into the conveying plane of the roller combs 47 by pivoting the support combs. Then the roller combs are swung in so that the individual stacks can be removed after the separating cut.
- roller and support combs which can be swiveled in and out alternately, thus make it possible to lift, separate and remove stacks 29, which are conveyed into the separating station T in close succession, into their extended position.
- the supply of bags is briefly interrupted.
- the support plate 15 with the stacking pins 4, 5 is lowered so that the stacks 29 lie freely with hanging side parts on the conveyor belts 10, 10 '. Since the stacking pins 4, 5 are heated, the stacks are already blocked with one another in the region of the stacking holes.
- the conveyor belts 10, 10 ' are advanced by a conveying step by a drive, not shown, so that the stacking station is free and the stacking pins can be moved back into their needling position and stacking operation can be resumed.
- the stacking station S and the separation station T correspond to those which have been explained with reference to FIGS. 1 to 7.
- the device according to FIGS. 8 and 9 differs from that according to FIGS. 1 to 7 in the manner in which the stack of bags 29 is held on the conveyor belts 10, 10 '.
- endless clamping belts 60, 61 are provided all around the conveyor belts 10, 10 '.
- These clamping belts form for the stacks 29 an inlet gap created by two rollers 62, 63 immediately behind the stacking station S, so that the stacks of bags are clamped on the conveyor belts 10, 10 'until they are released.
- Spring-loaded pressure rollers 63 act on the lower clamping strands of the clamping belts 60, 61.
- the rear deflection rollers 64 of the clamping belts 60, 61 are pivotally mounted in rockers 65, which can be raised and lowered by pressure-medium-piston-cylinder units 66.
- the clamping belts 60, 61 are synchronous with the conveyor belts 10, 10 ' driven intermittently. Special clamping or lifting means need not be provided in the device according to FIGS. 8 and 9 even in the separation station, since the stacks of bags are also fixed in this.
- FIGS. 8 and 9 is significantly simplified compared to that according to FIGS. 1 to 7, since only one pair of clamping belts 60, 61 is used to secure the position of the stacks 29 both immediately after stacking and also during separation and intermittent removal needs to be provided, which interacts with the conveyor strands of the conveyor belts 10, 10 '.
- the positioning holes provided in the middle area of the flat objects or double bags can also be dispensed with. Instead, the stacking pins are then preferably also heated needles on which the objects are needled.
- the stacking pins consist of preferably heated needles, onto which the objects are needled without being previously punched.
Landscapes
- Making Paper Articles (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Stapeln von in ihrem mittleren Bereich mit Positionierlöchern versehenen flachen Gegenständen, vorzugsweise von von einer Kunststoffschlauch- oder -halbschlauchbahn abgeschweißten Doppelbeuteln mit im Bereich von deren Mittellinie liegenden Öffnungsrändern, die von einer Ubergabeeinrichtung, vorzugsweise einem sogenannten Wicketer mit um eine horizontale Achse rotierenden sternartig und paarweise angeordneten Transportarmen, in einer Stapelstation auf einem aus endlosen, über Umlenkräder oder -rollen laufenden, intermittierend angetriebenen Zugmitteln bestehenden Stapelförderer abgelegt werden, mit einer in der Stapelstation angeordneten, aufragende Stapelstifte tragenden Stapelplatte, auf die die Gegenstände zur Bildung von Stapeln aufgenadelt werden, die durch Weiterschalten der Zugmittel abgefördert werden, mit einer nachgeschalteten Trennstation mit einem auf- und abbewegbaren, vorzugsweise beheizten Messer, das die Stapel längs einer in Förderrichtung liegenden Mittellinie trennt, und mit Mitteln zum Festhalten der getrennten Stapel auf dem Stapelförderer.
- Bei einer aus der DE-GMS 81 28 146 bekannten Vorrichtung dieser Art werden die von einem Folienschlauch durch Querschweißtrennnähte abgeschweißten Doppelbeutel auf von endlosen Ketten getragenen Stapelplatten abgelegt, die zur Aufnahme der Beutel beidseits ihrer Längsmittellinie eine Reihe von Stapelstiften aufweisen. Zur Trennung der Beutelstapel ist ein beheiztes heb- und absenkbares Messer vorgesehen, das die in der Trennstation befindlichen Stapel zwischen den Reihen der Stapelstifte durchtrennt, wobei die Stapelplatte das Widerlager für das Trennmesser bildet. Da die Stapelplatten zugleich auch die Widerlager für die beheizten Messer bilden, müssen diese relativ groß und schwer ausgebildet werden. Die bekannte Vorrichtung ist daher verhältnismäßig aufwendig, weil die endlosen Ketten im Abstand der von diesen transportierten Stapel mit Stapelplatten versehen werden müssen, die den Anforderungen als Widerlagerplatten für das Schneidmesser genügen müssen.
- Aufgabe der Erfindung ist es, eine Vorrichtung der eingangs angegebenen Art zu schaffen, deren Stapelförderer nur geringeren Beanspruchungen gewachsen zu sein braucht, so daß sich die Vorrichtung leichter und damit wirtschaftlicher bauen läßt.
- Erfindungsgemäß wird diese Aufgabe bei einer Vorrichtung der gattungsgemäßen Art dadurch gelöst, daß der Stapelförderer aus zwei im Abstand und parallel zueinander umlaufenden Bändern, Riemen, Gurten oder Ketten besteht, daß die Stapelstifte in der Stapelstation zwischen den Trumen der Riemen o. dgl. in gestellfesten Führungen derart heb- und absenkbar angeordnet sind, daß sich die Stapelstifte bis unter die Förderebene absenken lassen, und daß das Trennmesser in der Trennstation mit einem zwischen den Trumen der endlosen Fördermittel im Bereich der Förderebene liegenden Widerlager zusammenwirkt.
- Die erfindungsgemäße Vorrichtung braucht lediglich einfache leichte Förderbandpaare o. dgl. als Stapelförderer aufzuweisen, da die Förderbandpaare o. dgl. nur dem Fördern und Halten der Stapel dienen und nicht zugleich auch im Abstand der Stapel die Gegenwerkzeuge für die Trennstation tragen.
- Bei der erfindungsgemäßen Vorrichtung ist eine Stapelplatte mit nur zwei Stapelstiften nur in der Stapelstation vorgesehen. Die Stapelplatte mit den Stapelstiften ist absenkbar ausgebildet und dient daher der Stapelung jedes Stapels in der Stapelstation.
- In der Trennstation ist ein gestellfestes Widerlager für das Trennmesser vorgesehen, so daß die Stapel nicht unter Zwischenlage der Bänder o. dgl. des Stapelförderers getrennt werden müssen.
- Zweckmäßigerweise sind die Stapelstifte beheizt, so daß sie die aufeinanderfolgend gestapelten Doppelbeutel in dem sich bildenden Stapel miteinander verblocken. Falls die den Stapelförderer bildenden Förderbänder o. dgl. nicht breit genug ausgebildet sind, so daß die überhängenden Seitenteile der Beutelstapel nach ihrer Trennung keinen genügenden Halt mehr auf diesen finden, können in der Trennstation beidseits der Förderbänder o. dgl. um zur Förderrichtung parallele Achsen Rollenkämme zum Anheben der herabhängenden Stapelteile in die Förderebene schwenkbar gelagert sein.
- Nach einer Weiterbildung ist vorgesehen, daß die Rollenkämme an die Förderbänder ö. dgl. zwischen sich einfassenden seitlichen Gestellteilen und an inneren Gestellteilen Stützrechen schwenkbar gelagert sind, die die herabhängenden seitlichen Stapelteile in die Förderebene heben und deren Zinken zu den Rollen "auf Lücke" angeordnet sind. Die Stützrechen heben zunächst in der ,Trennstation die seitlich überhängenden Stapelteile in die Förderebene, so daß die seitlichen Rollenkämme zwischen die Zinken der Stützrechen eingeschwenkt werden können.
- Nach einer erfinderischen Weiterbildung ist vorgesehen, daß in Verlängerung der Rollenkämme in der Förderebene seitliche Stützbänder für die die Förderbandpaare seitlich überragenden Stapelteile vorgesehen sind.
- Sollten diese seitlichen Stützbänder einen sicheren und verlagerungsfreien Transport der getrennten Stapel nicht gewährleisten, können oberhalb der Stützbänder zusätzliche Andrückbänder vorgesehen werden, die die seitlichen Stapelteile zwischen ihren Untertrumen und den Obertrumen der Stützbänder festklemmen. Der Einlaufspalt der Andrückbänder kann sich bereits im Bereich der Trennstation oberhalb der Rollenkämme befinden.
- Nach einer erfinderischen Weiterbildung ist vorgesehen, daß die Haltemittel aus die voneinander getrennten Stapel zwischen ihren Ober- und Untertrumen festklemmenden Klemmbänderpaaren bestehen. Diese Klemmbänderpaare halten die Stapel auch nach ihrer mittigen Trennung zwischen sich klemmend fest, so daß sie trotz ihrer herabhängenden Seitenteile nicht verrutschen können.
- Die mit den Obertrumen der Förderbänder o. dgl. zusammenwirkenden Andrückbänder können gleich im Anschluß an die Stapelstation vorgesehen sein.
- Die hinteren Umlenkrollen der Andrückbänder sind zweckmäßigerweise in heb- und absenkbaren Schwingen gelagert, so daß die Stapel im Bereich des Endes des Stapelförderers von diesem abgenommen werden können.
- Die den Stapelförderer bildenden Förderbänder o. dgl. sind zweckmäßigerweise mit Anschlagleisten versehen, die sich an die hinteren Stapelseiten anlegen und gleichsam Schubleisten bilden.
- Ausführungsbeispiele der Erfindung werden nachstehend anhand der Zeichnung näher erläutert. In dieser zeigen
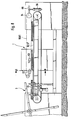
- Fig. 1 eine Seitenansicht der Stapelvorrichtung,
- Fig. 2 einen Schnitt durch die Vorrichtung längs der Linie A - B in Fig. 1,
- Fig. 3 bis 6 Schnitte durch die Trennstation längs der Linie C - D in Fig. 1 mit unterschiedlichen Stellungen der Röllchenkämme und Stützrechen,
- Fig. 7 einen Schnitt durch den Stapelförderer längs der Linie E - F in Fig. 1,
- Fig. 8 eine Seitenansicht einer zweiten Ausführungsform eines Stapelförderers und
- Fig. 9 einen Schnitt durch den Stapelförderer nach Fig. 8 längs der Linie G - H.
- In Seitenteilen 1 des Wicketergestells ist eine mit einem nicht dargestellten Antrieb versehene Welle 2 gelagert, die die paarweise angeordneten und mit Saugern oder Greifeinrichtungen versehenen Transportarme 3 trägt. Vor dem Wicketergestell ist eine nicht dargestellte Querschweißtrenneinrichtung zum Abschweißen von Beuteln von einer Kunststoffschlauch- oder -halbschlauchbahn angeordnet, von der die rotierenden Transportarme 3 die fertigen, aber in ihrem mittleren Bereich noch zusammenhängenden Doppelbeutel übernehmen und auf die Stapelstifte 4, 5 aufnadeln.
- In den Seitenteilen 1 oder seitlichen Lagerstücken des Wicketergestells ist eine horizontale Welle 6 gelagert, die symmetrisch zur Quermittelebene der Transportarmpaare 3 im Abstand voneinander zwei Umlenkrollen 7 trägt. Am Ende der Stapelvorrichtung ist in einem nicht dargestellten Gestell ebenfalls eine horizontale Welle 8 gelagert, die entsprechend ein Paar endseitige Umlenkrollen 9 trägt. Um die Umlenkrollen 7, 9 laufen zwei endlose Förderriemen 10 parallel und im Abstand voneinander um. Ein Rollenpaar 7, 9 ist mit einem nicht dargestellten intermittierenden Antrieb versehen. Die endlosen Förderriemen sind im Abstand der schrittweise abzufördernden Stapel 11 mit Anschlagleisten 12 versehen.
- In der Stapelstation S ist zwischen den paarweise angeordneten Wicketerarmen 3 eine Tragplatte 15 vorgesehen, auf der in der Quermittelebene zwischen den Wicketerarmen 3 im Abstand voneinander die Stapelstifte 4, 5 befestigt sind. Die Tragplatte 15 ist in ihrer Mitte an der Kolbenstange 16 der Druckmittel-Kolben-Zylindereinheit 17 befestigt.
- Der Zylinder der Druckmittel-Kolben-Zylindereinheit 17 ist mit dem waagerechten Schenkel des abgewinkelten Tragstücks 18 verbunden, der mit dem Grundträger 19 der Vorrichtung verschweißt ist. Die Tragplatte 15 ist zu ihrer Führung parallel zu der Kolbenstange 16 mit einem Führungsstift 20 versehen, der zu seiner Führung eine Bohrung des waage- rechten Schenkels des Tragstücks 18 durchsetzt.
- Die Stapelstifte 4, 5 sind durch eine Heizpatrone beheizt, denen durch die Leitungen 22, 23 der Heizstrom zugeführt wird.
- Durch Betätigung der Druckmittel-Kolben-Zylindereinheit 17 läßt sich die Tragplatte 15 so weit absenken, daß die Spitzen der Stapelstifte 4, 5 unterhalb der Förderebene der Förderbänder 10 liegen.
- Aus Fig. 2 ist ersichtlich, daß zwischen den parallel zueinander umlaufenden endlosen Förderbändern 10, 10' ein Spalt vorhanden ist, in dem die heb- und absenkbare Tragplatte 15 mit den Stapelstiften 4, 5 angeordnet ist. Die Förderbänder 10, 10' sind auf Kastenträgern 27, 28 mit glatter Oberfläche abgestützt. Wie weiterhin aus Fig. 2 ersichtlich ist, hängen die Seitenteile der Stapel 29 seitlich über die Förderbänder 10, 10' über.
- In der Trennstation sind oberhalb des zwischen den Trägern 27, 28 gebildeten Spalts an einem gestellfesten Träger zwei Druckmittel-Kolben-Zylindereinheiten 30, 31 befestigt, deren Kolbenstangen ein beheiztes Trennmesser 32 tragen, das in der Längsmittelebene zwischen den Trägern 27, 28 heb- und absenkbar ist. Zwischen den Trägern 27, 28 ist ein sich über die Länge der Stapel 29 erstreckendes Widerlager 35 gestellfest angeordnet, dessen Oberfläche mit der Förderebene fluchtet.
- Im oberen Bereich der Außenseiten der Träger 27, 28 sind in der Trennstation T um zueinander parallele, in Förderrichtung weisende Achsen 36, 37 Stützkämme 38, 39 schwenkbar gelagert, die durch Druckmittel-Kolben-Zylindereinheiten 40 in der aus Fig. 5 ersichtlichen Weise in die Förderebene schwenkbar und in der aus den Fig. 3, 6 und 7 ersichtlichen Weise an die Träger 27, 28 anklappbar sind.
- An äußeren, die Förderbänder 10, 10' zwischen sich einfassenden Gestellteilen 44 sind um zueinander parallele, in Förderrichtung weisende Achsen 45, 46 Rollenkämme 47 schwenkbar gelagert, die durch Druckmittel-Kolben-Zylindereinheiten 48 in der aus Fig. 5 ersichtlichen Weise in die Förderebene schwenkbar und an die seitlichen Gestellwände 44 anklappbar sind. Die Rollenkämme bestehen aus einem zentralen Träger 50, an dem rechtwinkelig zu diesem die Achsen der frei drehbaren Rollen 51 befestigt sind. Die frei auskragend gelagerten Rollen 51 und die Zinken der Stützkämme 38 sind derart angeordnet, daß diese "auf Lücke" stehen und einander berührungsfrei durchsetzen.
- In Förderrichtung hinter den Rollenkämmen 47 und den Stützkämmen 38, 39 sind seitlich neben den Förderbändern 10, 10' Stützbänder 55, 56 vorgesehen, die über endseitige Umlenkrollen umlaufen.
- Oberhalb der seitlichen Stützbänder 55, 56 sind Andrückbänder 57, 58 vorgesehen, deren aus einer Umlenk- und einer Leitrolle gebildeter Einlaufspalt in der Trennstation T liegt und die in die Trennstation transportierten Stapel festklemmt.
- In der Trennstation T werden in der aus den Fig. 3 bis 7 ersichtlichen Weise zum Anheben der herabhängenden Seitenteile der Beutelstapel zunächst durch die Kolben-Zylinder-Einheiten 40 die Stützkämme 38, 39 in die Förderebene geschwenkt, so daß die Stapel 29 gestreckt in der Förderebene liegen. Sobald die Stützkämme ausgeschwenkt sind, werden die seitlichen Rollenkämme 47 eingeschwenkt, so daß sodann die Stützkämme 38, 39 in der aus Fig. 6 ersichtlichen Weise zurückgeschwenkt werden können. Nach dem Durchtrennen der Doppelstapel in Einzelstapel sind diese in der aus Fig. 7 ersichtlichen Weise zwischen den seitlichen Stützbändern 55, 56 und den oberen Andrückriemen 57, 58 festgeklemmt.
- Die für sich ein- und ausschwenkbaren Stützkämme 38, 39 und Rollenkämme 47 ermöglichen es, während des Abtransports des zuletzt mittig getrennten Stapels bereits den folgenden Stapel in die Trennstation T einzufahren. Hierzu werden nach dem Einschwenken der Rollenkämme zwischen die Zinken der Stützkämme die Stützkämme während des Stillstandes des zu trennenden Stapels ausgeschwenkt, so daß sie an die Träger 27, 28 angeklappt sind. Zwischen den vorderen Enden der einzelnen Rollen der Rollenkämme und den ausgeschwenkten Stützkämmen bzw. den Trägern ist dabei ein Spalt vorhanden, der größer ist als die Höhe der zu trennenden Stapel. Die Stapel mit ihren herabhängenden Seitenteilen können daher behinderungsfrei in die Trennstation T eingefahren werden, da die Spalte zwischen den vorderen Enden der Rollenkämme und den ausgeschwenkten Stützkämmen breit genug sind. Ist der zuvor getrennte Stapel 29 abgefördert worden, werden auch die Rollenkämme 47 ausgeschwenkt, so daß durch Einschwenken der Stützkämme die herabhängenden Seitenteile des zwischenzeitlich in die Trennstation T geförderten nachfolgenden Stapels 29 in die Förderebene der Rollenkämme 47 angehoben werden können. Sodann werden auch die Rollenkämme eingeschwenkt, so daß nach dem Trennschnitt die Einzelstapel abgefördert werden können.
- Die wechselweise ein- und ausschwenkbaren Rollen- und Stützkämme ermöglichen es somit, dicht aufeinanderfolgend in die Trennstation T geförderte Stapel 29 in ihre gestreckte Stellung anzuheben, zu trennen und abzufördern.
- Sobald durch die Tragarme 3 des Wicketers ein Stapel vorbestimmter Stückzahl von Doppelbeuteln auf die Stapelstifte 4, 5 aufgenadelt worden ist, wird die Zuführung von Beuteln kurzfristig unterbrochen. Die Tragplatte 15 mit den Stapelstiften 4, 5 wird abgesenkt, so daß die Stapel 29 frei mit herabhängenden Seitenteilen auf den Förderbändern 10, 10' liegen. Da die Stapelstifte 4, 5 beheizt sind, sind die Stapel bereits im Bereich der Stapellöcher miteinander verblockt. Nach dem Absenken der Stapelstifte werden die Transportbänder 10, 10' durch einen nicht dargestellten Antrieb um einen Förderschritt weitergeschaltet, so daß die Stapelstation frei ist und die Stapelstifte wieder in ihre Aufnadelposition gefahren werden können und der Stapelbetrieb wiederaufgenommen werden kann.
- In der Folge findet im Rhythmus des Fortschaltens der Förderbänder 10, 10' die mittige Trennung der Stapel und deren Abtransport statt.
- Anhand der Fig. 8 und 9 wird nachstehend eine zweite Ausführungsform einer Stapelvorrichtung erläutert. Die Stapelstation S sowie die Trennstation T entsprechen denen, die anhand der Fig. 1 bis 7 erläutert worden sind.
- Die Vorrichtung nach den Fig. 8 und 9 unterscheidet sich von der nach den Fig. 1 bis 7 durch die Art der Halterung der Beutelstapel 29 auf den Förderbändern 10, 10'. Zur Fixierung der Beutelstapel 29 sind oberhalb der Förderbänder 10, 10' umlaufende endlose Klemmriemen 60, 61 vorgesehen. Diese Klemmriemen bilden für die Stapel 29 einen durch zwei Rollen 62, 63 geschaffenen Einlaufspalt unmittelbar hinter der Stapelstation S, so daß die Beutelstapel auf den Förderbändern 10, 10' bis zu ihrer Abgabe festgeklemmt sind. Auf die unteren Klemmtrume der Klemmriemen 60, 61 wirken abgefederte Andruckrollen 63. Die hinteren Umlenkrollen 64 der Klemmriemen 60, 61 sind in Schwingen 65 schwenkbar gelagert, die durch Druckmittel-Kolben-Zylindereinheiten 66 heb-und absenkbar sind.
- Die Klemmriemen 60, 61 sind mit den Förderriemen 10,10' synchron intermittierend angetrieben. Besondere Klemm- oder Anhebmittel brauchen bei der Vorrichtung nach den Fig. 8 und 9 auch in der Trennstation nicht vorgesehen zu werden, da auch in dieser die Beutelstapel fixiert sind.
- Das Ausführungsbeispiel nach den Fig. 8 und 9 ist gegenüber dem nach den Fig. 1 bis 7 wesentlich vereinfacht, da zur Sicherung der Lage der Stapel 29 sowohl unmittelbar nach dem Stapeln als auch während des Trennens und des intermittierenden Abförderns nur ein Klemmriemenpaar 60, 61 vorgesehen zu werden braucht, das klemmend mit den Fördertrumen der Förderbänder 10, 10' zusammenwirkt.
- Auf die im mittleren Bereich der flachen Gegenstände oder Doppelbeutel vorgesehenen Positionierlöcher kann auch verzichtet werden. Statt dessen sind dann die Stapelstifte als vorzugsweise ebenfalls beheizte Nadens ausgebildet, auf die die Gegenstände aufgenadelt werden.
- Als weitere bevorzugte Ausführungsform ist daher vorgesehen, daß die Stapelstifte aus vorzugsweise beheizten Nadeln bestehen, auf die die Gegenstände, ohne zuvor gelocht zu werden, aufgenadelt werden.
Claims (11)
dadurch gekennzeichnet,
daß der Stapelförderer aus zwei im Abstand und parallel zueinander umlaufenden Bändern, Riemen, Gurten oder Ketten besteht,
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3611041 | 1986-04-02 | ||
| DE3611041 | 1986-04-02 | ||
| DE19863619933 DE3619933A1 (de) | 1986-04-02 | 1986-06-13 | Vorrichtung zum stapeln von flachen gegenstaenden, vorzugsweise doppelbeuteln aus kunststoffolie |
| DE3619933 | 1986-06-13 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0244600A2 true EP0244600A2 (de) | 1987-11-11 |
| EP0244600A3 EP0244600A3 (en) | 1988-10-19 |
| EP0244600B1 EP0244600B1 (de) | 1991-10-16 |
Family
ID=25842545
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19870103775 Expired - Lifetime EP0244600B1 (de) | 1986-04-02 | 1987-03-16 | Vorrichtung zum Stapeln von flachen Gegenständen, vorzugsweise Doppelbeuteln aus Kunststoffolie |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4826476A (de) |
| EP (1) | EP0244600B1 (de) |
| DE (1) | DE3619933A1 (de) |
| DK (1) | DK167287A (de) |
| ES (1) | ES2026473T3 (de) |
| SU (1) | SU1620047A3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0239857A3 (en) * | 1986-04-04 | 1988-10-19 | Windmoller & Holscher | Device for stacking flat objects, especially double bags made of a plastics film |
| WO1990013432A1 (en) * | 1987-12-21 | 1990-11-15 | Livits Eric A | One-handed keyboard |
| CN112123743A (zh) * | 2020-09-04 | 2020-12-25 | 许昌学院 | 一种用于法布里-珀罗干涉仪透明基板的整平装置 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5000728A (en) * | 1987-06-12 | 1991-03-19 | Lemo M. Lehmacher & Sohn Gmbh Maschinenfabrik | Method of and apparatus for stacking bag segments |
| DE19839155B4 (de) * | 1998-08-28 | 2004-09-16 | Lemo Maschinenbau Gmbh | Verfahren und Vorrichtung zum stapelweisen Verblocken von Kunststoffbeuteln, insbesondere Automatenbeuteln durch Verschweißen |
| DE102004035672A1 (de) * | 2004-07-22 | 2006-03-30 | Windmöller & Hölscher Kg | Verkürzte Stapelbildung |
| US9505504B2 (en) | 2011-02-18 | 2016-11-29 | Pouch Pac Innovations, Llc | Apparatus for the two stage filling of flexible pouches |
| US9944037B2 (en) * | 2011-05-12 | 2018-04-17 | Pouch Pac Innovations, Llc | Apparatus for simultaneously separating a plurality of pouches, transferring the pouches and method of same |
| RU2628915C2 (ru) * | 2013-04-19 | 2017-08-22 | Ипн Ип Б.В. | Система и способ сборки и собирания незаполненных пакетов с выливными носиками |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4128049A (en) * | 1971-08-17 | 1978-12-05 | Hans Lehmacher | Apparatus for manufacture of pad stacked bags or the like |
| DE2302477C3 (de) * | 1973-01-19 | 1981-03-26 | Stiegler GmbH Maschinenfabrik, 73635 Rudersberg | Vorrichtung zum Fördern eines aus folienförmigen Abschnitten gestapelten Stapels |
| US4207667A (en) * | 1977-09-12 | 1980-06-17 | Flexible Design Packaging Machine Company | Method and apparatus for automatic sheet cutting and stacking |
| DE8128146U1 (de) * | 1980-09-26 | 1982-12-09 | Fmc Corp., Chicago, Ill. | Vorrichtung zur herstellung von beutelstapeln |
| US4451249A (en) * | 1980-09-26 | 1984-05-29 | Debin Rene F | Manufacture of thermoplastic bags |
| DE3201170C1 (de) * | 1982-01-16 | 1983-05-19 | M. Lehmacher & Sohn Gmbh Maschinenfabrik, 5216 Niederkassel | Vorrichtung zum Querschweissen und Trennen einer Kunststoffolien-Doppelbahn |
| DE3505858A1 (de) * | 1984-11-23 | 1986-06-05 | Windmöller & Hölscher, 4540 Lengerich | Vorrichtung zum stapeln von flachen gegenstaenden, vorzugsweise beuteln aus kunststoffolie |
| US4668148A (en) * | 1985-06-27 | 1987-05-26 | Fmc Corporation | Sheet stacking and transferring device |
| DE3609362A1 (de) * | 1986-03-20 | 1987-10-08 | Lehmacher & Sohn Masch | Vorrichtung zum stapeln von doppelbeutelabschnitten sowie zum aufteilen des doppelbeutelstapels in zwei einzelbeutelstapel |
-
1986
- 1986-06-13 DE DE19863619933 patent/DE3619933A1/de active Granted
-
1987
- 1987-03-09 SU SU874202097A patent/SU1620047A3/ru active
- 1987-03-16 EP EP19870103775 patent/EP0244600B1/de not_active Expired - Lifetime
- 1987-03-16 ES ES87103775T patent/ES2026473T3/es not_active Expired - Lifetime
- 1987-03-27 US US07/030,511 patent/US4826476A/en not_active Expired - Fee Related
- 1987-04-01 DK DK167287A patent/DK167287A/da active IP Right Grant
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0239857A3 (en) * | 1986-04-04 | 1988-10-19 | Windmoller & Holscher | Device for stacking flat objects, especially double bags made of a plastics film |
| WO1990013432A1 (en) * | 1987-12-21 | 1990-11-15 | Livits Eric A | One-handed keyboard |
| CN112123743A (zh) * | 2020-09-04 | 2020-12-25 | 许昌学院 | 一种用于法布里-珀罗干涉仪透明基板的整平装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0244600B1 (de) | 1991-10-16 |
| US4826476A (en) | 1989-05-02 |
| ES2026473T3 (es) | 1992-05-01 |
| DE3619933C2 (de) | 1990-08-16 |
| DE3619933A1 (de) | 1987-10-08 |
| EP0244600A3 (en) | 1988-10-19 |
| SU1620047A3 (ru) | 1991-01-07 |
| DK167287A (da) | 1987-10-03 |
| DK167287D0 (da) | 1987-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0239857B1 (de) | Vorrichtung zum Stapeln von flachen Gegenständen, vorzugsweise Doppelbeuteln aus Kunststoffolie | |
| EP0120251A1 (de) | Verfahren und Vorrichtung zum Umwickeln von vorzugsweise quaderförmigen Gegenständen mit einem bahnförmigen Umwickelmaterial | |
| EP0218550A2 (de) | Vorrichtung zum Vereinzeln und zum Zuführen von länglichen Nahrungsmittelprodukten zu einer Verpackungsmaschine | |
| EP0244600B1 (de) | Vorrichtung zum Stapeln von flachen Gegenständen, vorzugsweise Doppelbeuteln aus Kunststoffolie | |
| DE60205654T2 (de) | Verfahren und vorrichtung zum verpacken von objekten | |
| AT392371B (de) | Vorrichtung zum eintaschen und abstapeln von positiven oder negativen platten fuer akkumulatoren | |
| DE69802147T2 (de) | Maschine und Verfahren zum Stapeln | |
| DE3505858C2 (de) | ||
| EP0432592B1 (de) | Vorrichtung zum Verpacken von Zigaretten | |
| DE3812604A1 (de) | Vorrichtung zum herstellen von behaeltern | |
| CH636049A5 (de) | Vorrichtung zur herstellung von beuteln aus aufeinanderliegenden kunststoffbahnen durch querschweissen. | |
| EP0371276B1 (de) | Vorrichtung zum Stapeln von flachen Gegenständen | |
| DE3635895A1 (de) | Verfahren und vorrichtung zum trennen einer zick-zack-foermig gefalteten materialbahn | |
| DE1221150B (de) | Verfahren und Vorrichtung zum Entleeren von Saecken | |
| DE3637491C2 (de) | ||
| CH664749A5 (de) | Verfahren und vorrichtung zum sammeln einer anzahl blaetter aus einer reihe von stapeln. | |
| DE2424186C3 (de) | Vorrichtung zum Vereinzeln von konischen ineinandergestapelten Behältern mit Tragbügeln | |
| DE3215006A1 (de) | Vorrichtung zum z-foermigen falten von papiersaecken | |
| DE1761884C (de) | Forderer zur Aufnahme von Beuteln einer BeuteiherstelJungs maschine Ausscheidung aus 1486989 | |
| DE3519841A1 (de) | Vorrichtung zum verkleben flaechenfoermiger textilstuecke | |
| DE3531457A1 (de) | Vorrichtung zum herstellen von beuteln | |
| DE3909700A1 (de) | Vorrichtung zum stapeln von flachen werkstuecken auf stapelstiften eines endlosen transportmittels | |
| DE1486087C (de) | Maschine zum packenweisen Umbändern von Briefumschlägen. Ausscheidung aus: 1302563 | |
| DE665224C (de) | Vorrichtung zum Herstellen eines Filterstranges | |
| DE2240045C3 (de) | Vorrichtung zum Schneiden von Stahldrahtbandern zu Streifen, die zum Herstellen von Fahrzeugreifen dienen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): ES FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): ES FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19890111 |
|
| 17Q | First examination report despatched |
Effective date: 19900705 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): ES FR GB IT |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2026473 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920603 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920608 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19920617 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19930317 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19931130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050316 |