EP0237136A1 - Vorrichtung zur Halterung und Handhabung eines flachen Gegenstandes - Google Patents
Vorrichtung zur Halterung und Handhabung eines flachen Gegenstandes Download PDFInfo
- Publication number
- EP0237136A1 EP0237136A1 EP87200697A EP87200697A EP0237136A1 EP 0237136 A1 EP0237136 A1 EP 0237136A1 EP 87200697 A EP87200697 A EP 87200697A EP 87200697 A EP87200697 A EP 87200697A EP 0237136 A1 EP0237136 A1 EP 0237136A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- frame
- jaw
- flat
- clamping
- movable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B1/00—Vices
- B25B1/24—Details, e.g. jaws of special shape, slideways
- B25B1/2489—Slideways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B1/00—Vices
- B25B1/24—Details, e.g. jaws of special shape, slideways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/02—Clamps with sliding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/06—Arrangements for positively actuating jaws
- B25B5/10—Arrangements for positively actuating jaws using screws
- B25B5/109—Arrangements for positively actuating jaws using screws with two screws, e.g. parallel screw clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/16—Details, e.g. jaws, jaw attachments
Definitions
- the invention relates to a device for holding and handling a flat object, in particular for holding a flat workpiece on a machine tool according to the preamble of claim 1.
- a device has already become known which is also said to be suitable for holding flat workpieces for machining on a machine tool (Tech. Rundschau I.86, workshop, accessories for wire EDM machines). It is adjustable Wrench, a so-called Englishman, and also has similarities to a vice.
- This device has the important disadvantage that it represents a system that is open on one side and is therefore not able to clamp a workpiece without play and distortion. Since certain machining processes, such as electrical spark erosion, require a play-free maintenance of a workpiece position that is set with high precision and free of tension during machining, the use of the known device is not very useful in such cases.
- the object of the invention is therefore to improve the generic device in such a way that it allows fast, tension-free and play-free clamping of the objects for the purpose of precision machining of flat objects.
- the respective machining process should not be obstructed by parts of the device if possible.
- the preset processing position of the object is to be ensured in successive operations on the firmly clamped object on changing processing machines, automatic handling or transport between the different processing machines should also be possible.
- the object of the invention is achieved in the generic device by the features specified in the characterizing part of claim 1.
- Advantageous refinements and developments of the invention can be found in the subclaims.
- the device according to the invention which is also referred to below as a "frame clamp", enables a precise, tension-free and play-free manner in a rigid, closed system Holder of the flat object and is therefore particularly advantageously applicable for machining operations that require extreme precision.
- the flat object is clamped in two steps: First of all, the movable jaw is inserted into the frame and carefully clamped to the object to be clamped with clamping means, but without play, and clamped; then the movable jaw is clamped by the clamping means with a superimposed support bracing on the frame, which is equivalent to a lock.
- the device represents a relatively simple construction, the parts of which, in particular the movable jaw, are easily interchangeable. This allows a quick adaptation to different types and contours of objects to be obtained.
- Another significant advantage of the device according to the invention is that it enables unhindered processing of the object clamped in it up to its outer contour, so that it can also be completely separated if necessary, without the separate parts being able to change their position.
- the respective flat object can be a workpiece to be machined or a tool.
- the flat object can represent a sinking electrode during spark erosion, which is clamped in the box clamp and fastened to a sinking EDM machine.
- the box clamp can also be used to "palletize" high-precision clamped objects, in particular workpieces. If you want to carry out a sequence of machining operations on different machines while maintaining the required workpiece position with respect to a reference point on a preset position, you can simply clamp the box clamp with the workpiece on the different machines without changing the relative position of the workpiece in relation to the reference system . This gives a high repeat accuracy of a defined machining position of the workpiece each time a new work step begins.
- Claims 10 and 11 offer the possibility of automatically handling the box clamp and combining it with other handling devices according to the applicant's earlier patent applications.
- the device shown in Fig. 1 has a closed, rectangular, flat frame 1, one (on the right in Fig. 1) transverse side is designed as a fixed jaw 1.1. Furthermore, the device has a movable clamping jaw 1.3, which can be inserted into the frame from the outside and is guided on its longitudinal sides 1.2. The jaw 1.3 can on the long sides 1.2 of the frame 1 are clamped and it can be clamped against a flat object W to be held (cf. also FIGS. 2 to 4). The left-hand transverse side 1.4 of the frame 1 in FIG.
- clamping means 1.5 acting on the movable clamping jaw 1.3, which in the present embodiment consists of three screw bolts 1.5.1 each inserted in a threaded hole 1.4.1 of the left-hand transverse side 1.4.
- hydraulically or pneumatically actuated pressure drives can also be used as clamping means 1.5.
- the rigid frame 1 and the precise guidance of the movable clamping jaw 1.3 explained in more detail below enable precise, play-free and distortion-free clamping of the flat object W to be held.
- the movable clamping jaw 1.3 essentially has the shape of a cuboid, which is provided with a groove 1.3.1 on both of its smallest side faces.
- the respective groove base 1.3.2 has an arcuate course (cf. dashed lines in FIGS. 1 and 4).
- the arcuate course of the groove base 1.3.2 of the two opposite grooves is designed in such a way that one groove (upper groove in FIG. 1) has a deep incision in the direction from the workpiece side, which decreases steadily towards the clamping device side, while the bottom of the other groove (bottom in FIG.
- the two grooved ends of the movable jaw 1.3 are each split by a slot 1.3.3 in two prongs 1.3.4 (Fig. 3).
- the slots 1.3.3 each extend from the center line of each groove base 1.3.2 parallel to the largest side surface of the movable jaw 1.3 towards the center thereof. They therefore run approximately in the center plane of the frame 1.
- the associated tines 1.3.4 on both sides of the clamping jaw 1.3 can spring slightly towards one another due to the slot 1.3.3 that forms them, and can thus be braced on the guide bar 1.2.1 of the respective longitudinal frame side 1.2 .
- Each pair of associated tines 1.3.4 has a hole with a common axis running perpendicular to the slot plane. Hole 1.3.5 in one prong is a through hole with smooth walls.
- the other coaxial 1.3.6 hole in the other prong 1.3.4 is a threaded hole.
- the pairs of associated tines 1.3.4, each of which clasp the guide bar 1.2.1 on the inside of the facing longitudinal side of the frame 1.2, can then ge using a countersunk screw 1.3.7 interacting with the threaded bore 1.3.6 against the guide bar 1.2.1 presses and clamped to it without play (cf. in particular Fig. 2).
- the pairs of associated tines 1.3.4 can also be clamped to the associated guide bar 1.2.1 by means of a pressure drive with hydraulic or pneumatic actuation.
- the movable clamping jaw 1.3 can also be designed with a pressure side which is inclined at an angle to the longitudinal sides 1.2 of the frame.
- the surfaces of the clamping jaws 1.1 and 1.3 and also those of the longitudinal sides of the frame 1.2, each of which comes into contact with the side surfaces of the object W, can be designed as special profiles 1.6, as shown in FIG Fig. 4 is shown for a simple example with a circular contour.
- Fig. 1 further shows that the surfaces facing the workpiece W of the fixed jaw 1.1, the movable jaw 1.3 and the guide rails 1.2.1 have incised grooves 1.7, which here has a semicircular cross section and which are perpendicular to the frame plane.
- the grooves can also have another shape, for example a triangular cross section.
- the effective contact surfaces are reduced by these grooves 1.7. However, this makes it possible to keep these contact surfaces cleaner and in particular to remove waste items, dirt such as metal chips etc.
- the wire electrode can also be threaded into these grooves.
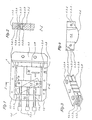
- FIG. 5 shows a first example of use of the device according to the invention for the purpose of automated handling of a tightly clamped flat object W when it is processed by the wire electrode D of a wire EDM machine, not shown, in a handling system 2 with a flat slide 2.1 that can be moved in X, Y coordinates according to an earlier patent application by the applicant.
- 5 shows one of two grooves 2.1.1 each formed on the two longitudinal sides of the flat slide 2.1.
- the visible front groove 2.1.1 has a trapezoidal cross-sectional area.
- the other groove (not visible in FIG. 5) is provided with a triangular cross-sectional area.
- the two edge surfaces of the adjacent flat slide side, which are close to the grooves 2.1.1, are designed as finely or precisely machined guide surfaces, while the front groove 2.1.1 has a surface created by milling and less precisely dimensioned.
- the flat slide 2.1 is guided along the guide jaws of a mobile base 2.2 using the grooves 2.1.1, of which only one 2.2.1 is visible in FIG. 5.
- the guide jaw 2.2.1 engaging in the front groove 2.1.1 is provided with a locking device 2.2.2 for locking the flat slide 2.1.
- the base 2.2 can in turn be displaced at right angles to the direction of movement of the flat slide 2.1 by means of guide jaws 2.3, these guide jaws 2.2.3 in turn having grooves 2.3.1. described type of a bar 2.3 are performed.
- the bar 2.3 directed transversely to the flat slide 2.1 is mounted on a frame 2.4.
- the flat slide 2.1 is connected by means of fastening screws 2.1.2 and adjusting screws 2.1.3 to the fixed jaw 1.1 of the box clamp according to FIG. 1.
- FIG. 6 A box clamp of a similar design is also shown in FIG. 6. It is mounted on a pallet 1.9 using holes 1.8 provided in frame 1 and screws 1.8.1 inserted into them.
- the pallet 1.9 has grooves 1.9.1 which are designed similarly to the grooves 2.1.1 of the flat slide 2.1 according to FIG. 5.
- FIG. 7 shows the use of a box clamp according to FIGS. 1 to 3 in a further handling system 10, which permits processing of an object W clamped in the box clamp from both sides, regardless of whether this object is flat or on both sides the box clamp protrudes.
- the handling system is based on the arrangement according to FIG. 5.
- the box clamp is mounted on a flat slide 12.1 and this is slidably arranged with side grooves 12.1.1 between guide jaws 12.2.1 on the upper longitudinal edges of a mobile base 12.2.
- two slots 12.1.4 are provided in the flat slide 12.1, which run obliquely from the central area of the flat slide 12.1 and each extend to the corresponding groove 12.1.1 via a kink.
- the pedestal 12.2 is then guided by means of further guide jaws 12.2.4 of the same type provided on its lower longitudinal edges in a pair of grooves 12.3.1 which run along the upper longitudinal edges of a bar 12.3 aligned parallel to the movement of the flat slide 12.1 and with regard to their cross-sectional areas and Surface texture are movable to play the grooves 12.1.1 of the flat slide 12.1.
- the beam 12.3 used to guide the base 12.2 in parallel is also provided with a pair of grooves 12.3.2 machined in its lower longitudinal edges, which correspond to those 12.1.1 of the flat slide 12.1 with regard to their cross-sectional area and surface quality.
- the flat slide 2.1 in the arrangement according to FIG. 5 can be replaced by a circular cylindrical shaft which can be guided in a housing and is limited in terms of its axial and rotary movements. It is also in the same arrangement according to FIG. 5 instead of one fold clamp, a multiple frame clamp can also be used, although the direction of movement or clamping of the associated movable clamping jaws should be directed at right angles to the stroke direction of the respective carrier (flat slide, cylindrical shaft, etc.).
- the flat slide 12.1 of the arrangement according to FIGS. 7 and 5 could finally be designed similarly to the beam 12.3 used for parallel guidance with a cross section corresponding to the beam 12.3 and also with four grooves identical to those of the beam. Such a slide would then also be insertable between the guide jaws 12.2.1 of the base 12.2 in a position rotated by 180 ° about its longitudinal axis.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Jigs For Machine Tools (AREA)
Abstract
Die Vorrichtung zur Halterung und Handhabung eines flachen Gegenstandes (W), der ein zu bearbeitendes Werktück oder auch ein Werkzeug hierfür sein kann, klemmt den Gegenstand zwischen einer feststehenden Klemmbacke (1.1) und einer beweglichen Klemmbacke (1.3) fest. Die Vorrichtung besitzt einen geschlossenen, rechteckigen, flachen Rahmen (1), dessen eine Seite als die feststehende Klemmbacke (1.1) ausgebildet ist.
Eine bewegliche Klemmbacke (1.3) ist von außen in den Rahmen (1) einsetzbar und darin geführt verschiebbar. Sie ist mit Mitteln (1.3.5, 1.3.6 und 1.3.7) zu ihrer Festklemmung am Rahmen (1) ausgerüstet und gegen den flachen Gegenstand (W) verspannbar.
An der der feststehenden Klemmbacke (1.1) gegenüberliegenden Seite (1.4) des Rahmens (1) ist mindestens ein auf die bewegliche Klemmbacke (1.3) einwirkendes Spannmittel (1.5) vorgesehen.
Die Vorrichtung ermöglicht ein spiel- und verzugfreies Festspannen des flachen Gegenstandes. Sie ist insbesondere für eine Präzisionsbearbeitung in einem oder mehreren aufeinanderfolgenden Arbeitsgängen geeignet, wobei im Verlauf der Bearbeitung eine voreingestellte Bearbeitungslage des Gegenstandes beibehalten wird.
Description
- Die Erfindung bezieht sich auf eine Vorrichtung zur Halterung und Handhabung eines flachen Gegenstandes, insbesondere zur Halterung eines flachen Werkstückes an einer Werkzeugmaschine gemäß dem Oberbegriff des Patentanspruches 1.
- Es ist bereits eine Vorrichtung bekannt geworden, die auch zum Festhalten flacher Werkstücke für eine Bearbeitung auf einer Werkzeugmaschine geeignet sein soll (Tech. Rundschau I.86, Werkstatt, Zubehör für Drahterodiermaschinen). Sie ist nach Art eines einstellbaren Schraubenschlüssels, eines sog. Engländers, gebaut und hat auch Ähnlichkeiten mit einem Schraubstock. Dieser Vorrichtung haftet indessen der gewichtige Nachteil an, daß sie ein einseitig offenes System darstellt und daher nicht im Stande ist, ein Werkstück spiel- und verzugsfrei festzuklemmen. Da bei gewissen Bearbeitungsprozessen, wie beispielsweise der elektrischen Funkenerosion, eine spielfreie Beibehaltung einer mit hoher Präzision spannungsfrei eingestellten Werkstückposition während der Bearbeitung erforderlich ist, ist der Einsatz der bekannten Vorrichtung in solchen Fällen wenig sinnvoll.
- Aufgabe der Erfindung ist es daher, die gattungsgemäße Vorrichtung dahingehend zu verbessern, daß sie zum Zwecke einer Präzisionsbearbeitung von flachen Gegenständen ein rasches, spannungs- und spielfreies Festspannen der Gegenstände gestattet. Zusätzlich soll der jeweilige Bearbeitungsvorgang durch Teile der Vorrichtung möglichst nicht behindert werden. Weiterhin soll bei aufeinanderfolgenden Arbeitsgängen an dem fest gespannten Gegenstand auf wechselnden Bearbeitungsmaschinen die voreingestellte Bearbeitungsposition des Gegenstandes gewährleistet sein, wobei auch eine automatische Handhabung bzw. Transport zwischen den verschiedenen Bearbeitungsmaschinen möglich sein soll.
- Die Aufgabe der Erfindung wird bei der gattungsgemäßen Vorrichtung durch die im kennzeichnenden Teil des Anspruches 1 angegebenen Merkmale gelöst. Vorteilhafte Ausgestaltung und Weiterbildungen der Erfindung sind den Unteransprüchen zu entnehmen. Die Vorrichtung nach der Erfindung, die im folgenden auch als "Rahmenklemme" bezeichnet wird, ermöglicht in einem starren, geschlossenen System eine präzise, spannungs- und spielfreie Halterung des flachen Gegenstandes und ist daher für Bearbeitungsvorgänge, die äußerste Präzision verlangen, besonders vorteilhaft anwendbar.
- Das Einspannen des flachen Gegenstandes erfolgt in zwei Schritten:
Zunächst wird die bewegliche Klemmbacke in den Rahmen eingeführt und mit Spannmittel vorsichtig jedoch spielfrei am festzuspannenden Gegenstand in Anschlag gebracht und festgeklemmt;
anschließend wird die bewegliche Klemmbacke durch die Klemmittel mit einer überlagerten stützenden Verspannung am Rahmen festgeklemmt, was einer Verriegelung gleichkommt. - Die Vorrichtung stellt eine relativ einfache Konstruktion dar, deren Teile, insbesondere die bewegliche Klemmbacke leicht austauschbar sind. Dadurch kann eine schnelle Anpassung an unterschiedliche Arten und Konturen von Gegenständen erhalten werden.
- Ein weiterer erheblicher Vorteil der erfindungsgemäßen Vorrichtung liegt darin, daß sie eine ungehinderte Bearbeitung des in ihr festgespannten Gegenstandes bis zu dessen Außenkontur ermöglicht, damit also auch im Bedarfsfall eine vollständige Durchtrennung desselben, ohne daß die getrennten Teile ihre Lage ändern können.
- Der jeweilige flache Gegenstand kann ein zu bearbeitendes Werkstück oder auch ein Werkzeug sein. So kann beispielsweise der flache Gegenstand eine Senkelektrode bei der Funkenerosion darstellen, der in der Rahmenklemme eingespannt an einer Senk-Erodiermaschine befestigt ist.
- Mit der Rahmenklemme kann auch eine "Palettisierung" von hochpräzise eingesspannten Gegenständen, insbesondere Werkstücken erhalten werden. Will man eine Folge von Bearbeitungsgängen auf unterschiedlichen Maschinen durchführen und dabei die jeweils notwendige Werkstückposition bezüglich eines Referenzpunktes auf einem Voreinstellplatz beibehalten, so kann man die Rahmenklemme samt Werkstück einfach auf den unterschiedlichen Maschinen einspannen, ohne daß die relative Lage des Werkstückes gegenüber dem Referenzsystem verändert wird. Man erhält damit eine hohe Widerholungsgenauigkeit einer definierten Bearbeitungsposition des Werkstückes jeweils bei Beginn eines neuen Arbeitsganges.
- Mit den Merkmalen der Ansprüche 2 und 3 erreicht man ein einfaches und schnelles Einsetzen der beweglichen Klemmbacke in den Rahmen und andererseits auch ein spielfreies Anlegen dieser Klemmbacke an den festzuklemmenden Gegenstand. Mit den Merkmalen des Anspruches 6 erhält man eine Anpassung der Rahmenklemme an den Umriß unterschiedlicher einzuspannender Gegenstände.
- Mit Anspruch 7 erreicht man, daß beim Festklemmen des flachen Gegenstandes möglichst kleine, dafür aber saubere Anlageflächen zwischen dem Gegenstand und der Rahmenklemme entstehen, so daß Bearbeitungsabfälle und Schmutz abgeführt werden können und daß im Falle einer Bearbeitung mittels Drahterosion das Einfädeln der Drahtelektrode ohne Startlochbohrung möglich ist.
- Mit Anspruch 9 wird der Einspannvorgang erleichert, insbesondere auch im Hinblick auf ein halb- oder vollautomatisches Einspannen.
- Die Ansprüche 10 und 11 bieten die Möglichkeit zur automatischen Handhabung der Rahmenklemme und zur Kombination derselben mit weiteren Handhabungseinrichtungen gemäß früheren Patentanmeldungen der Anmelderin.
- Im folgenden wird die Erfindung anhand von Ausführungsbeispielen im Zusammenhang mit der Zeichnung ausführlicher erläutert. Es zeigt:
- Fig. 1 eine Draufsicht der Vorrichtung nach der Erfindung;
- Fig. 2 einen teilweise weggebrochenen Schnitt längs der Linie I-I der Fig. 1;
- Fig. 3 eine perspektivische Darstellung der beweglichen Klemmbacke, die bei der Erfindung verwendet wird;
- Fig. 4 eine Draufsicht auf eine bewegliche Klemmbacke gemäß einer Weiterbildung der Erfindung, wobei ein Teil einer Ecke weggebrochen ist;
- Fig. 5 ein erstes Beispiel für die Verwendung der Vorrichtung nach der Erfindung bei einem Handhabungssystem für die Präzisionsbearbeitung flacher Werkstücke;
- Fig. 6 ein zweites Verwendungsbeispiel für die Vorrichtung; und
- Fig. 7 ein drittes Verwendungsbeispiel für den Einsatz der Vorrichtung.
- Die in Fig. 1 dargestellte Vorrichtung hat einen geschlossenen, rechteckigen, flachen Rahmen 1, dessen eine (rechts in Fig. 1) Querseite als feststehende Klemmbacke 1.1 ausgebildet ist. Weiterhin hat die Vorrichtung eine bewegliche Klemmbacke 1.3, die von außen in den Rahmen einsetzbar ist und an dessen Längsseiten 1.2 geführt ist. Die Klemmbacke 1.3 kann an den Längsseiten 1.2 des Rahmens 1 festgeklemmt werden und sie kann gegen einen festzuhaltenden, flachen Gegenstand W verspannt werden (vgl. auch Fig. 2 bis 4). Die in Fig. 1 linksseitige Querseite 1.4 des Rahmens 1 trägt ein auf die bewegliche Klemmbacke 1.3 einwirkendes Spannmittel 1.5, das in der vorliegenden Ausführungsform aus drei, je in einer Gewindebohrung 1.4.1 der linksseitigen Querseite 1.4 eingesetzten Schraubbolzen 1.5.1 besteht. Nach einer - nicht dargestellten - Variante der Erfindung können auch hydraulisch oder pneumatisch betätigte Druckantriebe als Spannmittel 1.5 verwendet werden.
- Der starre Rahmen 1 und die unten näher erläuterte genaue Führung der beweglichen Klemmbacke 1.3 ermöglichen ein präzises, spiel- und verzugfreies Festspannen des zu halternden, flachen Gegenstandes W.
- Wie insbesondere den Fig. 2 und 3 zu entnehmen ist, hat die bewegliche Klemmbacke 1.3 im wesentlichen die Form eines Quaders, der an seinen beiden kleinsten Seitenflächen jeweils mit einer Nut 1.3.1 ausgestattet ist. In Draufsicht auf die bewegliche Klemmbacke 1.3 hat der jeweilige Nutengrund 1.3.2 einen bogenförmigen Verlauf (vgl. gestrichelte Linien in Fig. 1 und 4). Der bogenförmige Verlauf des Nutengrundes 1.3.2 der beiden gegenüberliegenden Nuten ist so gestaltet, daß in Richtung von der Werkstückseite her gesehen die eine Nut (obere Nut in Fig. 1) einen tiefen Einschnitt hat, der nach hinten in Richtung zur Spannmittelseite stetig abnimmt, während der Nutengrund der anderen Nut (unten in Fig. 1) von der Werkstückseite her gesehen zunächst eine geringe Einschnittiefe hat, die nach hinten in Richtung zur Spannmittelseite hin stetig zunimmt. Mit anderen Worten ist der Nutengrund in diagonal gegenüberliegenden Ecken der beweglichen Klemmbacke tiefer eingeschnitten und in den anderen diagonal gegenüberliegenden Ecken flacher eingeschnitten. Der tiefere Einschnitt liegt dabei an den Ecken, die beim Einsetzen der beweglichen Klemmbacke 1.3 in den Rahmen 1 (vgl. gestrichelte Lage der Klemmbacke in Fig. 1) der Führungsleiste 1.2.1 näher liegt (vgl. auch Fig. 4 bis 6). Wie in Fig. 1 strichpunktiert angedeutet, beginnt das Einsetzen der beweglichen Klemmbacke 1.3 in den Rahmen in einer Schräglage. Dabei ist es von Vorteil, wenn die Ecken der beweglichen Klemmbacke 1.3 abgerundet oder abgeschrägt sind.
- Die beiden genuteten Enden der beweglichen Klemmbacke 1.3 sind jeweils durch einen Schlitz 1.3.3 in zwei Zinken 1.3.4 gespalten (Fig. 3). Die Schlitze 1.3.3 erstrecken sich jeweils ausgehend von der Mittelinie eines jeden Nutengrundes 1.3.2 parallel zu der größten Seitenfläche der beweglichen Klemmbacke 1.3 gegen deren Mitte hin. Sie verlaufen also etwa in der Mittenebene des Rahmens 1. Die jeweils zusammengehörigen Zinken 1.3.4 an beiden Seiten der Klemmbacke 1.3 können aufgrund des sie bildenden Schlitzes 1.3.3 etwas aufeinander zufedern und damit an der Führungsleiste 1.2.1 der jeweiligen Rahmenlängsseite 1.2 verspannt werden. Je ein Paar zusammengehöriger Zinken 1.3.4 besitzt eine Bohrung mit gemeinsamer und senkrecht zur Schlitzebene verlaufender Achse. Die Bohrung 1.3.5 in der einen Zinke ist eine Durchgangsbohrung mit glatten Wänden. Die dazu koaxiale andere Bohrung 1.3.6 im anderen Zinken 1.3.4 ist eine Gewindebohrung. Die Paare zusammengehöriger Zinken 1.3.4, die jeweils die Führungsleiste 1.2.1 an der Innenseite der zugewandten Rahmenlängsseite 1.2 umklammern, können dann je mit Hilfe einer mit der Gewindebohrung 1.3.6 zusammenwirkenden Senkschraube 1.3.7 gegen die Führungsleiste 1.2.1 ge drückt und daran spielfrei festgeklemmt werden (vgl. insbesondere Fig. 2).
- Anstelle der Bohrungen 1.3.5, 1.3.6 und der Senkschrauben 1.3.7 können jedoch auch die Paare zusammengehöriger Zinken 1.3.4 je mittels eines Druckantriebes mit hydraulischer oder pneumatischer Betätigung an der zugeordneten Führungsleiste 1.2.1 festgeklammert werden.
- Falls der festzuhaltende flache Gegenstand W nicht parallele jedoch gerade Seitenflächen aufweist, kann die bewegliche Klemmbacke 1.3 ebenfalls mit einer Druckseite ausgebildet sein, die gegen die Rahmenlängsseiten 1.2 unter einem Winkel geneigt verläuft.
- Zur Anpassung an einen Umriß von flachen gegenständen W mit unregelmäßigem oder gekrümmtem Verlauf können die Flächen der Klemmbacken 1.1 und 1.3 sowie auch die der Rahmenlängsseiten 1.2, die jeweils mit den Seitenflächen des Gegenstandes W in Berührung kommen, als Spezialprofile 1.6 ausgestaltet sein, wie dies aus Fig. 4 für ein einfaches Beispiel mit kreisförmiger Kontur dargestellt ist.
- Fig. 1 zeigt weiterhin, daß die dem Werkstück W zugewandten Flächen der feststehenden Klemmbacke 1.1, der beweglichen Klemmback 1.3 sowie der Führungsleisten 1.2.1 eingeschnittene Rillen 1.7 haben, die hier einen Halbkreisquerschnitt besitzt und die senkrecht zur Rahmenebene verlaufen. Die Rillen können auch andere Form haben, beispielsweise einen Dreiecksquerschnitt. Durch diese Rillen 1.7 werden die wirksamen Berührungsflächen verkleinert. Damit ist es jedoch möglich, diese Berührungsflächen sauberer zu halten und insbesondere Abfallartikel, Schmutz wie z.B. Metallspäne etc. abzuführen. Weiterhin kann im Falle der Bearbeitung durch Drahterosion auch das Einfädeln der Drahtelektrode in diesen Rillen erfolgen.
- Aus Fig. 2 ist noch deutlicher zu erkennen, daß die Breite der Nuten 1.3.1 and die Breite der Führungsleisten 1.2.1 angepaßt ist und zwar so, daß be nicht fest angezogener Senkschraube 1.3.7 die bewegliche Klemmbacke leicht gegenüber dem Rahmen verschoben werden kann, daß sie aber bei angezogener Senkschraube 1.3.7 fest an der Führungsleiste 1.2.1 verspannt ist.
- Fig. 5 zeigt ein erstes Verwendungsbeispiel der Vorrichtung nach der Erfindung zum Zwecke einer automatisierten Handhabung eines fest gespannten flachen Gegenstandes W bei dessen Bearbeitung durch die Drahtelektrode D einer nicht gezeigten Drahterodiermaschine in einem Handhabungssystem 2 mit einem in X-, Y-Koordinaten bewegbaren Flachschlitten 2.1 gemäß einer früheren Patentanmeldung der Anmelderin. In Fig. 5 ist eine von zwei je an den beiden Längsseiten des Flachschlittens 2.1 ausgebildete Nut 2.1.1 zu sehen. Die sichtbare, vordere Nut 2.1.1 besitzt eine trapezförmige Querschnittsfläche. Demgegenüber ist die in Fig. 5 nicht sichtbare, andere Nut mit einer dreieckförmigen Querschnittsfläche versehen. Die beiden Randflächen jeweils der benachbarten Flachschlittenseite, die den Nuten 2.1.1 naheliegen, sind als fein bzw. präzise bearbeitete Führungsflächen ausgebildet, während die vordere Nut 2.1.1 eine durch Fräsen erstellte und weniger präzise vermaßte Oberfläche besitzt.
- Der Flachschlitten 2.1 wird anhand der Nuten 2.1.1 längs Führungsbacken eines fahrbaren Untersatzes 2.2 geführt, von denen in Fig. 5 nur die eine 2.2.1 sichtbar ist. Die in die vordere Nut 2.1.1 eingreifende Führungsbacke 2.2.1 ist mit einer Arretierungsvorrichtung 2.2.2 zum Feststellen des Flachschlittens 2.1 versehen. Der Untersatz 2.2 ist seinerseits mittels Führungsbacken 2.3 rechtwinklig zur Bewegungsrichtung des Flachschlittens 2.1 verschiebbar, wobei diese Führungsbacken 2.2.3 wiederum mit Nuten 2.3.1. beschriebener Art eines Balkens 2.3 geführt sind. Der quer zum Flachschlitten 2.1 gerichtete Balken 2.3 ist auf einem Gestell 2.4 gelagert. Der Flachschlitten 2.1 ist mit Hilfe von Befestigungsschrauben 2.1.2 und Justierschrauben 2.1.3 mit der feststehenden Klemmbacke 1.1 der Rahmenklemme gemäß Fig. 1 verbunden. Mittels der Justierschrauben 2.1.3 ist eine Feineinstellung von Rahmenklemme und Flachschlitten 2.1 in einer horizontalen Ebene durch sehr geringe partielle Schwenkbewegungen von Materialbezirken jeweils in der Nähe einer Justierschraube 2.1.3 etwa um parallel zu den Nuten 2.1.1. des Flachschlittens 2.1 verlaufende Achsen möglich.
- Eine weitere Möglichkeit zur Feineinstellung des Flachschlittens 2.1 im Hinblick auf dessen ungehinderte Verschiebbarkeit bzw. genaue Führung zwischen den Führungsbacken 2.2.1 des fahrbaren Untersatzes 2.2 ist durch einen im wesentlichen U-förmigen Schlitz 2.1.4 gegeben, der anschließend an dem Bereich der Befestigungs- und Justierschrauben 2.1.2 und 2.1.3 im Flachschlitten 2.1 ausgebildet ist. Rechtwinklig zu den beiden Schenkeln des U-förmigen Schlitzes 2.1.4 ist je eine in Fig. 5 nicht sichtbare Gewindebohrung in den Flachschlitten 2.1 eingearbeitet, die beidseits des U-förmigen Schlitzes 2.1.4 gegensinnig ausgehend jeweils von einem Schenkel desselben in die Nut 2.1.1 an der jeweiligen näherliegenden Längsseite des Flachschlittens 2.1 einmünden. Mit Hilfe eines in die Gewindebohrungen eingesetzten Gewindestiftes 2.1.5, dessen inneres Ende sich jeweils gegen die entsprechende Seite des vom U-förmigen Schlitzes 2.1.4 umschlossenen, rechteckigen Materialbezirkes des Flachschlittens 2.1 stemmt, läßt sich dann eine Feinabstimmung der Nuten 2.1.1 des letzteren auf die Führungsbacken 2.2.1 des fahrbaren Untersatzes wiederum durch geringe partielle Drehbewegung um eine vertikale Achse vollziehen. Die in Fig. 5 dargestellte Rahmenklemme ist mit der gemäß den Fig. 1 bis 3 identisch.
- In Fig. 6 is ebenfalls eine Rahmenklemme ähnlicher Bauart dargestellt. Sie ist anhand von im Rahmen 1 vorgesehener Bohrungen 1.8 sowie in diese eingesetzte Schrauben 1.8.1 an einer Palette 1.9 montiert. Die Palette 1.9 weist zwecks Handhabung Nuten 1.9.1 auf, die ähnlich den Nuten 2.1.1 des Flachschlittens 2.1 gemäß der Fig. 5 ausgebildet sind.
- In Fig. 7 wird die Verwendung einer Rahmenklemme gemäß den Fig. 1 bis 3 in einem weiteren Handhabungssystem 10 gezeigt, das eine Bearbeitung eines in der Rahmenklemme festgespannten Gegenstandes W von beiden Seiten her gestattet, unabhängig davon, ob dieser Gegenstand flach ist oder beiderseits aus der Rahmenklemme hervorsteht. Das Handhabungssystem geht von der Anordnung nach Fig. 5 aus. Sinngemäß ist die Rahmenklemme an einem Flachschlitten 12.1 montiert und dieser ist mit seitlichen Nuten 12.1.1 zwischen Führungsbacken 12.2.1 an den oberen Längskanten eines fahrbaren Untersatzes 12.2 verschieblich angeordnet. Im Flachschlitten 12.1 sind hierbei zwei Schlitze 12.1.4 angebracht, die etwa vom mittleren Bereich des Flachschlittens 12.1 schräg und je über einen Knick zur entsprechenden Nut 12.1.1 auslaufen.
- Der Untersatz 12.2 wird dann mittels an seinen unteren Längskanten vorgesehenen, weiteren Führungsbacken 12.2.4 gleicher Art in einem Paar von Nuten 12.3.1 geführt, die längs den oberen Längskanten eines parallel zur Bewegung des Flachschlittens 12.1 ausgerichteten Balkens 12.3 verlaufen und hinsichtlich ihrer Querschnittsflächen sowie Oberflächenbeschaffenheit spielbeweglich zu den Nuten 12.1.1 des Flachschlittens 12.1 ausgebildet sind.
- Der zur Parallelführung des Untersatzes 12.2 dienende Balken 12.3 ist auch mit einem Paar von in seinen unteren Längskanten eingearbeiteten Nuten 12.3.2 versehen, die bezüglich ihrer Querschnittsfläche und Oberflächenbeschaffenheit denjenigen 12.1.1 des Flachschlittens 12.1 entsprechen.
- Um eine Bearbeitung des Gegenstandes W von der in der Fig. 7 unsichtbaren unteren Seite der Rahmenklemme her zu ermöglichen, kann diese samt Flachschlitten 12.1 und fahrbarem Untersatz 12.2 an der Unterseite des zur Parallelführung dienenden Balkens 12.3 angebracht werden, indem die unteren Führungsbacken 12.2.4 des Untersatzes 12.2 in die unteren Nuten 12.3.2 des Balkens 12.3 eingeführt werden, so daß der Flachschlitten 12.1 und die Rahmenklemme mit samt den zu bearbeitenden Gegenstand W in einer um die Balkenlängsachse um 180° gedrehten Lage nach unten weisen.
- Es sind noch andere Ausführungsformen und Verwendungsarten der erfindungsgemäßen Vorrichtung möglich. So kann der Flachschlitten 2.1 in der Anordnung nach Fig. 5 durch einen kreiszylindrischen Schaft ersetzt werden, der in einem Gehäuse führbar ist und hinsichtlich seiner Axial- und Drehbewegungen begrenzt ist. Es ist ferner in derselben Anordnung gemäß Fig. 5 anstelle einer ein fachen Klemme auch eine Mehrfachrahmenklemme verwendbar, wobei allerdings die Bewegungs- bzw. Spannrichtung der zugehörigen beweglichen Klemmbacken rechtwinklig zur Hubrichtung des jeweiligen Trägers (Flachschlitten, zylindrischer Schaft usw.) gerichtet werden sollte. Der Flachschlitten 12.1 der Anordnung nach Fig. 7 und 5 ließe sich schließlich ähnlich wie der zur Parallelführung dienende Balken 12.3 mit einem Querschnitt entsprechend dem Balken 12.3 und ebenfalls mit vier Nuten gleich denjenigen des Balkens ausbilden. Ein derartiger Schlitten wäre dann auch in einer um 180° um seine Längsachse verdrehten Lage zwischen die Führungsbacken 12.2.1 des Untersatzes 12.2 einschiebbar.
Claims (11)
1. Vorrichtung zur Halterung und Handhabung eines flachen Gegenstandes, insbesondere zur Halterung eines flachen Werkstückes an einer Werkzeugmaschine, wobei der Gegenstand (W) zwischen einer feststehenden Klemmbacke (1.1) und einer beweglichen Klemmbacke (1.3) festklemmbar ist, gekennzeichnet durch:
a) einen geschlossenen, rechteckigen, flachen Rahmen (1), dessen eine Seite als die feststehende Klemmbacke (1.1) ausgebildet ist,
b) durch eine von außen in den Rahmen (1) einsetzbare, in diesem geführte und gegen den flachen Gegenstand verspannbare, bewegliche Klemmbacke (1.3),
c) Klemmittel (1.3.5, 1.3.6, 1.3.7) zum Festklemmen der beweglichen Klemmbacke (1.3) am Rahmen (1) und
d) mindestens ein auf die bewegliche Klemmbacke (1.3) einwirkendes Spanmittel (1.5), das an der der feststehenden Klemmbacke (1.1) gegenüberliegenden Rahmenseite (1.4) vorgesehen ist.
2. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die bewegliche Klemmbacke (1.3) im wesentlichen die Gestalt eines Quaders aufweist und an ihren beiden, einander gegenüberliegenden Stirnseiten jeweils eine Nut (1.3.1) aufweist, in die je eine Führungsleiste (1.2.1) eingreift, welche jeweils an einander zugewandten Innenflächen von Längsseiten (1.2) des Rahmens (1) vorgesehen sind.
3. Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die beiden Nuten (1.3.1) in Draufsicht auf die bewegliche Klemmbacke (1.3) gesehen einen bogenförmigen Verlauf ihres Nutengrundes (1.3.2) haben und daß in Richtung von einer Vorderseite (die zum Gegenstand weist) zu einer Rückseite (die zu den Spannmitteln weist) der beweglichen Klemmbacke (1.3) die eine Nut eine stetig zunehmende Tiefe und die andere Nut eine stetig abnehmende Tiefe hat.
4. Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die bewegliche Klemmbacke (1.3) an ihren beiden am Rahmen (1) geführ ten Seiten je durch einen Schlitz (1.3.3), der sich parallel zu den größten Seitenflächen der beweglichen Klemmbacke (1.3) gegen deren Mitte hin erstreckt, je in zwei Zinken (1.3.4) gespalten ist, wobei der jeweilige Schlitz (1.3.3) insbesondere im Nutengrund (1.3.2) beginnt, so daß die beiden Zinken (1.3.4) durch die Klemmittel (1.3.5, 1.3.6, 1.3.7) am Rahmen festklemmbar sind.
5. Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, daß die Schlitze (1.3.3) von einer normal zur Schlitzebene verlaufenden Bohrung versetzt sind, wobei die Bohrung in je einer der paarweise zueinander gehörenden Zinken (1.3.4) eine Gewindebohrung (1.3.6) ist, in welche eine Schraube (1.3.7) einschraubbar ist, die die beiden Zinken (1.3.4) eines zusammengehörenden Paares gegen die in die jeweilige Nut (1.3.1) eingreifende Führungsleiste (1.2.1) drückt.
6. Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die dem einzuspannenden Gegenstand zugewandten Seitenflächen der Klemmbacken (1.1, 1.3) sowie ggf. auch die dem Gegenstand (W) zugewandten Flächen der Längsseiten (1.2) des Rahmens (1) der Kontur des Gegenstandes angepaßte Spezialprofile (1.6) aufweisen.
7. Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die dem Gegenstand (W) zugewandten Seiten der Klemmbacken (1.1, 1.3) und der Längsseiten (1.2) des Rahmens (1) senkrecht zur Ebene des Rahmens verlaufende Rillen (1.7), insbesondere mit Halbkreisquerschnitt aufweisen.
8. Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß die Spannmittel (1.5) Schraubbolzen (1.5.1) sind, die in Gewindebohrungen (1.4.1) der der feststehenden Klemmbacke (1.1) gegenüberliegenden Rahmenseite (1.4) angeordnet sind.
9. Vorrichtung nach einem der Ansprüche 1 bis 4, 6 oder 7, dadurch gekennzeichnet, daß die Klemmmittel (1.3.5, 1.3.6, 1.3.7) und die Spannmittel (1.5) jeweils ein hydraulischer oder pneumatischer Druckantrieb sind.
10. Verwendung der Vorrichtung nach den Ansprüchen 1 bis 9 für die Halterung und Handhabung eines flachen Gegenstandes (W) im Verlaufe aufeinanderfolgender Bearbeitungsvorgänge.
11. Verwendung nach Anspruch 10, bei der die Vorrichtung anhand von in ihrem Rahmen (1) vorgesehenen Bohrungen (1.8) sowie in diese eingesetzte Schrauben (1.8.1) an einer Palette (1.9) befestigt oder vermittelt einer anderen Hantierungshilfe, wie insbesondere mindestens eines mittels Nuten (2.1.1, 2.3.1) besonderer Ausgestaltung an einem Gestell (2.3, 2.4) führbaren Flachschlittens (2.1) oder eines in einem Zylindergehäuse führbaren Schaftes, welche letztere mit Hilfe von Befestigungsschrauben (2.1.2) und Justierschrauben (2.1.3) jeweils mit der feststehenden Klemmbacke (1.1) verbunden sind, zwischen Bearbeitungsmaschinen weiter befördert wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH476/86 | 1986-02-07 | ||
| CH476/86A CH668733A5 (de) | 1986-02-07 | 1986-02-07 | Vorrichtung zur halterung und handhabung eines flachen gegenstandes. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0237136A1 true EP0237136A1 (de) | 1987-09-16 |
Family
ID=4187875
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87901052A Expired - Lifetime EP0254741B1 (de) | 1986-02-07 | 1987-02-06 | Vorrichtung zur halterung und handhabung eines flachen gegenstandes |
| EP87200697A Pending EP0237136A1 (de) | 1986-02-07 | 1987-02-06 | Vorrichtung zur Halterung und Handhabung eines flachen Gegenstandes |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87901052A Expired - Lifetime EP0254741B1 (de) | 1986-02-07 | 1987-02-06 | Vorrichtung zur halterung und handhabung eines flachen gegenstandes |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4824085A (de) |
| EP (2) | EP0254741B1 (de) |
| JP (1) | JPS63502812A (de) |
| CH (1) | CH668733A5 (de) |
| ES (1) | ES2020308B3 (de) |
| WO (1) | WO1987004651A1 (de) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3919078C1 (de) * | 1989-06-10 | 1990-02-01 | Erowa Ag, Reinach, Ch | |
| US5033724A (en) * | 1989-10-06 | 1991-07-23 | James Lawrence W | Machine tool vise |
| US5108080A (en) * | 1989-10-06 | 1992-04-28 | James Lawrence W | Machine tool vise |
| US5312097A (en) * | 1992-12-21 | 1994-05-17 | Womack Terry R | Double C clamp device |
| US5391230A (en) * | 1993-07-07 | 1995-02-21 | Eastman Kodak Company | Apparatus for holding solid compact medicaments during processing |
| DE4340818C2 (de) * | 1993-12-01 | 2002-03-14 | Mannesmann Sachs Ag | Einspannvorrichtung für ein Werkstück |
| US5551676A (en) * | 1995-03-24 | 1996-09-03 | Gaiser Tool Co. | Dual clamping vise |
| US5791640A (en) * | 1996-05-24 | 1998-08-11 | Micron Technology, Inc. | Clamping device |
| US6761350B1 (en) * | 1996-05-24 | 2004-07-13 | Micron Technology, Inc. | Clamping device |
| JP3037665B2 (ja) * | 1997-11-06 | 2000-04-24 | 株式会社浅井鉄工所 | 小形異形物の掴持装置 |
| US20040168287A1 (en) * | 2001-12-19 | 2004-09-02 | Chun-Tsai Yang | Pressing apparatus for a semiconductor device |
| US6827327B2 (en) * | 2002-07-02 | 2004-12-07 | Cosmo Instruments Co., Ltd. | Flow resistance setting nozzle |
| US20060197269A1 (en) * | 2005-03-04 | 2006-09-07 | Downey Curtis W | Drawer clamp |
| DE102005026346A1 (de) * | 2005-06-08 | 2006-12-14 | Bernhard Brandl | Vorrichtung und Anordnung zum Fixieren von Werkstücken |
| USD803021S1 (en) | 2015-07-30 | 2017-11-21 | Ming Chieh Wu | Pliers |
| CN106807960A (zh) * | 2015-12-02 | 2017-06-09 | 安徽鸿远机电科技有限公司 | 一种钻铣床中拖板 |
| US11925524B1 (en) * | 2023-06-07 | 2024-03-12 | King Faisal University | Dental tooth grasper |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR547479A (fr) * | 1921-05-10 | 1922-12-13 | étau pour machines-outils | |
| FR764590A (fr) * | 1933-10-20 | 1934-05-24 | Appareil pour faciliter l'assemblage des éléments d'un cadre | |
| CH354045A (de) * | 1957-11-05 | 1961-04-30 | Ehrat Arnold | Einspannvorrichtung für Werkstücke wie Metallschilder usw. beim Gravieren derselben |
| US3239210A (en) * | 1963-07-12 | 1966-03-08 | Ralph L Hustead | Universal drill press and pipe vise |
| FR1482132A (fr) * | 1966-04-12 | 1967-05-26 | Demurger & Cie Ets | étau perfectionné |
| US3665986A (en) * | 1969-10-02 | 1972-05-30 | Jimmie Johnson | Jig for cabinet door construction |
| FR2503009A1 (fr) * | 1981-04-07 | 1982-10-08 | Felix Decool | Ensemble modulaire de serrage |
| EP0143698A1 (de) * | 1983-11-25 | 1985-06-05 | René Dubois | Anpassbarer Halter für Stücke mit unterschiedlichen Formen und Dimensionen |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE525321A (de) * | ||||
| US1328492A (en) * | 1919-10-27 | 1920-01-20 | Frank V Carman | Work-holding cradle for spike-hole-plug machines |
| US2518867A (en) * | 1948-04-13 | 1950-08-15 | Laher Spring And Tire Corp | Vehicle spring manufacturing method |
| US2865591A (en) * | 1956-02-23 | 1958-12-23 | Holinshead Alida Viola | Hose-clamp |
| US4412676A (en) * | 1981-12-24 | 1983-11-01 | Black & Decker Inc. | Vise for workbench |
-
1986
- 1986-02-07 CH CH476/86A patent/CH668733A5/de not_active IP Right Cessation
-
1987
- 1987-02-06 EP EP87901052A patent/EP0254741B1/de not_active Expired - Lifetime
- 1987-02-06 ES ES87901052T patent/ES2020308B3/es not_active Expired - Lifetime
- 1987-02-06 JP JP62501163A patent/JPS63502812A/ja active Pending
- 1987-02-06 WO PCT/EP1987/000058 patent/WO1987004651A1/de active IP Right Grant
- 1987-02-06 EP EP87200697A patent/EP0237136A1/de active Pending
- 1987-05-18 US US07/051,535 patent/US4824085A/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR547479A (fr) * | 1921-05-10 | 1922-12-13 | étau pour machines-outils | |
| FR764590A (fr) * | 1933-10-20 | 1934-05-24 | Appareil pour faciliter l'assemblage des éléments d'un cadre | |
| CH354045A (de) * | 1957-11-05 | 1961-04-30 | Ehrat Arnold | Einspannvorrichtung für Werkstücke wie Metallschilder usw. beim Gravieren derselben |
| US3239210A (en) * | 1963-07-12 | 1966-03-08 | Ralph L Hustead | Universal drill press and pipe vise |
| FR1482132A (fr) * | 1966-04-12 | 1967-05-26 | Demurger & Cie Ets | étau perfectionné |
| US3665986A (en) * | 1969-10-02 | 1972-05-30 | Jimmie Johnson | Jig for cabinet door construction |
| FR2503009A1 (fr) * | 1981-04-07 | 1982-10-08 | Felix Decool | Ensemble modulaire de serrage |
| EP0143698A1 (de) * | 1983-11-25 | 1985-06-05 | René Dubois | Anpassbarer Halter für Stücke mit unterschiedlichen Formen und Dimensionen |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0254741B1 (de) | 1990-12-27 |
| ES2020308B3 (es) | 1991-08-01 |
| EP0254741A1 (de) | 1988-02-03 |
| US4824085A (en) | 1989-04-25 |
| JPS63502812A (ja) | 1988-10-20 |
| CH668733A5 (de) | 1989-01-31 |
| WO1987004651A1 (en) | 1987-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0254741B1 (de) | Vorrichtung zur halterung und handhabung eines flachen gegenstandes | |
| DE4442802C1 (de) | Nutenstein für Spannwerkzeuge | |
| EP2625003B1 (de) | Linearer mechanischer schnellverschluss für einen zentrierspanner | |
| DE19739059A1 (de) | Halteplatte für ein Werkstück | |
| EP0116260B1 (de) | Einrichtung zur Halterung eines Gegenstandes | |
| EP0058972A1 (de) | Schneidwerkzeug für die spanabhebende Bearbeitung | |
| DE19529004A1 (de) | Werkstückhaltevorrichtung | |
| DE4339271C1 (de) | Haltevorrichtung zur lösbaren Halterung zu bearbeitender Werkstücke | |
| DE1959852A1 (de) | Fluessigkeitszufuehrung fuer Elektroerosionsmaschinen | |
| DE3441968A1 (de) | Gegenstandsfeststeller, -aufspannvorrichtung und bearbeitungsverfahren | |
| DE602004003726T2 (de) | Klemmvorrichtung und Verfahren zum Klemmen eines Teils mit solchen Klemmvorrichtungen | |
| DE102006024880A1 (de) | Werkzeug mit Einstellvorrichtung | |
| EP1563964A1 (de) | Hilfsvorrichtung zum Bearbeiten von Werkstücken | |
| EP1402985A2 (de) | Spannvorrichtung | |
| DE1256514B (de) | Schneidplatte fuer ein spanabhebendes Werkzeug, insbesondere Drehwerkzeug | |
| DE3128198A1 (de) | Verfahren und vorrichtung zum herstellen von nut-feder-verbindungen in werkstuecken | |
| DE19701394C1 (de) | Haltevorrichtung für mehrseitig zu bearbeitende Werkstücke | |
| DE3105181A1 (de) | Schneidwerkzeug | |
| DE2209516A1 (de) | Bohrstange und bohrstangeneinsatz mit bohrstaehlen an beiden enden | |
| DE10391648B4 (de) | Stützvorrichtung für Spanngut in einer Spannvorrichtung | |
| DE2322825A1 (de) | Schneidwerkzeug und verfahren zur anformung der schneidkanten desselben | |
| DE3248202C2 (de) | ||
| DE202005018586U1 (de) | Spannvorrichtung zum Einspannen von Werkstücken | |
| DE3828482A1 (de) | Stoss- oder ziehwerkzeug | |
| EP0765719A1 (de) | Oberfräse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): ES |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 19880205 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BUECHLER, RENE |