EP0189897A2 - Verfahren und Vorrichtung zum Veränderen der Fördergeschwindigkeit von schuppenartig ausliegenden Papierprodukten - Google Patents
Verfahren und Vorrichtung zum Veränderen der Fördergeschwindigkeit von schuppenartig ausliegenden Papierprodukten Download PDFInfo
- Publication number
- EP0189897A2 EP0189897A2 EP86101099A EP86101099A EP0189897A2 EP 0189897 A2 EP0189897 A2 EP 0189897A2 EP 86101099 A EP86101099 A EP 86101099A EP 86101099 A EP86101099 A EP 86101099A EP 0189897 A2 EP0189897 A2 EP 0189897A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- rollers
- products
- endless conveyor
- star
- scale
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
Definitions
- the invention relates primarily to a method for changing the conveying speed of the like on a belt conveyor.
- folded paper products are produced that comprise at least four pages and are to be fed to further processing stages, e.g. for trimming, stacking, stapling or the like.
- Such printing machines deliver e.g. 40,000 scale-like paper products per hour, so that the subsequent processing steps must always work at the same speed to avoid a jam, which is very difficult with regard to the scale-like incoming paper products
- the paper products are not deposited so precisely after delivery by the storage star to the conveyor track that the scale distances or product distances are of the same length, errors occur in the scaling, which can be up to ⁇ 50%, for example, at 30 mm scale distance.
- a method and a device for accelerating the scales for the purpose of pulling the paper products apart is already known, which consists in that the respective product is gripped at its free edge and accelerated at a speed which is higher than the initial conveying speed.
- the invention is therefore based on the object of providing a method and a device with which the error remains unchanged when the scale spacing is variable.
- the scale-like products are detected vertically or approximately perpendicularly from the top or bottom surface thereof by an application pressure.
- the scale-like products are preferably accelerated until they are completely leveled.
- the system pressure can be reduced by intermittently lowered rollers, rollers or the like. be generated.
- the acceleration of the scale-like products can also be achieved by an endless conveyor driven approximately parallel to and in the direction of the conveying direction.
- an endless conveyor with a pressing device which runs linearly at a point or transversely to the conveying direction and an abutment assigned to the latter are provided.
- the endless conveyor can be guided over at least three, preferably four deflection rollers or rollers.
- the pressing device expediently consists of at least three, preferably at least five, rollers, rollers or the like which can be rotated about a common axis and are arranged in a star shape. and the star can be rotated at a rotational speed different from the endless conveying speed.
- rollers, rollers or the like are preferably. each distributed in an equal arc angle over the circumference in such a way that the next roller, roller or the like which follows in the circumferential direction. the next following scale-like product is recorded.
- the rollers, rollers or the like. can be held springs in the radial direction.
- the endless conveyor expediently consists of a more than 50 cm wide belt with an adhesive surface or of several narrow belts
- the track of the rollers, rollers determining cam or the like. be provided.
- the star has a rectilinear section running parallel to the running direction.
- rollers, rollers or the like. of the star and the deflection rollers or rollers of the endless conveyor have the same width.
- At least two, preferably three rollers or rollers of the star can also be used at the same time as deflection rollers of the endless conveyor, the rollers or rollers of the star naturally not being driven independently; the endless conveyor is driven in the usual way; as an abutment, an endless conveyor rotating over two deflecting rollers or rollers may be used, which may not be driven independently.
- the products delivered by a web-fed rotary printing press can be folded signatures, single sheets or even stacks of sheets, provided that they are in the form of a scale with the usual means of conveyance, e.g. Pairs of endless conveyor belts can be conveyed at high speed.
- Web-fed rotary printing machines in which folds are also made, deliver e.g. 40,000 signatures per hour in the form of a scale.
- a scale spacing has e.g. of 80 mm as usual.
- this usual scale distance varies due to the somewhat irregular delivery of the delivery star behind the web-fed rotary printing press or also a loading machine, so that a source of error of approx. 50%, i.e. 40 mm must be taken into account.
- the device described below ensures that the absolute error is kept constant.
- An endless belt 3 guided over two deflecting rollers 1 and 2 serves as an abutment for an endless conveyor designed as an endless belt 5, which in the embodiment shown has three deflecting rollers 6, 7, 8, one of which can be driven.
- the slightly elastic endless belt 5 is approximately 50-55 cn wide in the embodiment shown and has an adhesive surface. Instead of the single wide belt, a number of narrower belts can of course also run over the deflection rollers.
- a star rotating around an axis 10 Arranged within the endless belt 5 is a star rotating around an axis 10, which has free-running rollers 11 - five rollers are provided in the present case.
- the star provided with the five free-running deflecting rollers engages with two or three deflecting rollers on the inside of the endless conveyor belt 5.
- the individual rollers 11 of the star are attached to a housing 13, each provided with a spring 12, so that they can spring in the radial direction.
- straight sections of the endless conveyor are provided from the free-running roller 14 to the corresponding free-running deflection roller 15 and again up to the corresponding deflection roller 16.
- the linear feeding of the endless conveyor for the shed entrance point 20 has an angle of about 60 0 to the horizontal to the line of contact between the two endless belts 3 and 5 more accurately determined.
- the respective free-running rollers 11, 14, 15 and 16 together form an arc angle that is adapted to the product distance.
- the star with the five rollers 11, 14-17 rotates at a speed which corresponds to the rotation of the delivery star during the production of the shingled stream, e.g. 50 m / min.
- a cam disk 30 is provided on the side of each of the conveyor belts 3 and 5, which cam runs the run of the laterally protruding, freely running Rolls 11 and 14 - 17 determined.
- rollers While the rollers are rotated in the fully extended position in the upper part of their range of rotation, they are pressed inward by the curve 31 in the cam disc in the lower third against the action of the springs 12, the respective product being detected at the point of curvature 32.
- the endless belt 5 is released from the product, whereupon the next product is gripped by the next roller.
- the star can be equipped with five deflecting rollers and the endless conveyor e.g. be provided with four deflection rollers; however, it is not necessary for the star deflection rollers to engage the endless belt - as stated above - with at least two rollers, but only one star deflection roller is to be used for pressing.
- a second star with an endless conveyor can also be used.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Making Paper Articles (AREA)
- Paper (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
Abstract
Description
- Die Erfindung bezieht sich in erster Linie auf ein Verfahren zum Verändern der Fördergeschwindigkeit von auf einem Bandförderer o.dgl. herangeführten, schuppenartig ausliegenden Produkten, insbesondere aus Papier, nach dem jeweiligen Erfassen der einzelnen Produkte und Beschleunigen derselben.
- Nach Herstellung von Druckereierzeugnissen, z.B. in Rollenrotationsmaschinen, fallen gefalzte Papierprodukte an, die mindestens vier Seiten umfassen und weiteren Bearbeitungsstufen zugeführt werden sollen, z.B. zum Besäumen, Stapeln, Heften o.dgl. mehr
- Deratige Druckmaschinen liefern z.B. 40.000 schuppenartig ausliegende Papierprodukte je Stunde, so daß die nachfolgenden Bearbeitungsstufen zur Vermeidung eines Staus immer mit gleicher Geschwindigkeit arbeiten müssen, was in bezug auf die schuppenartig einlaufenden Papierprodukte große Schwierigkeiten mit sich
- bringt, zumal z.B. das Besäumen der Papierprodukte nicht nur an zwei sich gegenüberliegenden Seiten, sondern mindestens auch an einer Querseite erfolgen soll, so daß zwischen den beiden Schneidaggregaten eine Umlenkvorrichtung vorgesehen sein muß. Da z.B. das Beschneiden von schuppenartig ausliegenden Papierprodukten, - es können auch kartonartige Einzelblätter sein oder Papierblätter, die jedoch eine so große Eigensteifigkeit haben sollten, daß die hohen Fördergeschwindigkeiten aufrecht erhalten werden - gewöhnlich nur erfolgen kann, wenn die schuppenartig angelieferten Papierprodukte auseinander gezogen werden, ist es erforderlich, die Produkte durch Einzelerfassung und Einzelbeschleunigung auseinanderzuziehen bzw. in der Förderebene einzuebnen.
- Da bekannterweise die Papierprodukte nach Abgabe durch den Ablagestern zur Förderbahn nicht so genau abgelegt werden, daß die Schuppenabstände bzw. Produktabstände jeweils gleich lang sind, entstehen bei der Schuppung Fehler, die z.B. bei 30 mm Schuppenabstand bis zu ± 50% betragen können.
- Es ist zwar bereits ein Verfahren und eine Vorrichtung zur Beschleunigung der Schuppen zum Zwecke des Auseinanderziehens der Papierprodukte bekannt, das darin besteht, daß das jeweilige Produkt an seinem freien Rand erfaßt und mit einer Geschwindigkeit beschleunigt wird, die höher ist wie die anfängliche Fördergeschwindigkeit.
- Gewöhnlich wird nach dem Auseinanderziehen der Produkte und irgendeiner erforderlichen Bearbeitung, z.B. dem Besäumen der Produkte der vorherige Zustand wieder hergestellt, da die anfängliche Fördergeschwindigkeit beibehalten werden soll.
- Durch die z.B. verdoppelte Geschwindigkeit der einzelnen herauszuziehenden Produkte wird der jeweilige Fehler im Schuppenabstand verdoppelt
- Der Erfindung liegt daher die Aufgabe zugrunde ein Verfahren und eine Vorrichtung zu schaffen, mit welcher der Fehler bei veränderlichem Schuppenabstand unverändert bleibt.
- Die Aufgabe wird dadurch gelöst, daß erfindungsgemäß die schuppenartig ausliegenden Produkte von ihrer Ober- oder Unterfläche durch einen Anlagedruck senkrecht oder annähernd senkrecht auf letzterer erfaßt werden.
- Hierdurch wird erreicht, daß die Erfassung der einzelnen Produkte zwischen dessen freiem Rand und dem freien Rand des nachfolgenden Produktes an einer Stelle erfolgt, die den jeweiligen Fehler mitberücksichtigt.
- Es ist bekannt, ggfs. bei der Aufschuppung der Papierprodukte umgekehrt vorzugehen, d.h. statt zu beschleunigen, zu verlangsamen, so daß bei der Verwendung des entsprechenden Verfahrens eine Aufschuppung lediglich unter Berücksichtigung der ursprünglichen Fehler erfolgt; d.h. die Fehler proportional zur Geschwindigkeit verkleinern sich.
- Bevorzugterweise werden die schuppenartig ausliegenden Produkte bis zur vollständigen Einebung beschleunigt.
- Der Anlagedruck kann durch intermittierend abgesenkte Rollen, Walzen o.dgl. erzeugt werden. Auch kann die Beschleunigung der schuppenartig ausliegenden Produkte durch einen annähernd parallel zur und in Richtung der Förderrichtung angetriebenen Endlosförderer erzielt werden.
- Bei einer zur Durchführung des obigen Verfahrens besonders zweckmäßigen Vorrichtung sind ein Endlosförderer mit einer punkt- oder quer zur Förderrichtung linienförmig verlaufenden Andrückvorrichtung und ein letzterer zugeordnetes Widerlager vorgesehen.
- Der Endlosförderer kann über mindestens drei, vorzugsweise vier Umlenkrollen oder Walzen geführt sein. Die Andrückvorrichtung besteht zweckmäßigerweise aus mindestens drei, vorzugsweise mindestens fünf, um eine gemeinsame Achse drehbaren, sternförmig angeordneten Rollen, Walzen o.dgl. und der Stern kann mit einer von der Endlosfördergeschwindigkeit unterschiedlichen Umlaufgeschwindigkeit drehbar sein.
- Bevorzugterweise sind die Rollen, Walzen o.dgl. jeweils in einem gleichen Bogenwinkel auf den Umfang verteilt derart, daß jeweils die in Umfangsrichtung nächstfolgende Rolle, Walze o.dgl. das nächstfolgende schuppenartig ausliegende Produkt erfaßt. Die Rollen, Walzen o.dgl. können in radialer Richtung federn gehalten sein.
- Zweckmäßigerweise besteht der Endlosförderer aus einem mehr als 50 cm breiten Band mit haftfähiger Oberfläche oder aus mehreren schmalen Bändern
- Mindestens auf einer Seite des Endlosförderers kann eine die Laufbahn der Rollen, Walzen bestimmende Kurvenscheibe o.dgl. vorgesehen sein. Der Umlaufweg der Rollen, Walzen o.dgl. des Sternes weist einen geradlinigen, parallel zur Laufrichtung verlaufenden Abschnitt auf.
- Besonders bevorzugt ist eine Ausführungsform, bei der die Rollen, Walzen o.dgl. des Sternes und die Umlenkrollen bzw. -walzen des Endlosförderers die gleiche Breite haben.
- Demzufolge können zumindest zwei, vorzugsweise drei Rollen bzw. Walzen des Sternes gleichzeitig auch als Umlenkwalzen des Endlosförderers verwendet werden, wobei selbstverständlich die Rollen oder Walzen des Sternes nicht selbständig angetrieben werden; der Endlosförderer wird in üblicher Weise angetrieben; als Widerlager kann ggfs. ein über zwei Umlenkwalzen oder -rollen umlaufender Endlosförderer Verwendung finden, der ggfs. nicht selbständig angetrieben wird.
- Auf der Zeichnung ist eine beispielsweise Ausführungsform der Erfindung dargestellt; sie wird nachfolgend näher beschrieben; es zeigt:
- Fig. 1 in schematischer Darstellung eine Seitenansicht auf eine Ausführungsform und
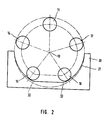
- Fig. 2 eine ähnliche Ansicht mit einem zusätzlichen Teil.
- Die von einer Rollenrotationsdruckmaschine angelieferten Produkte können gefalzte Signaturen, Einzelbögen oder auch Bogenstapel sein, soweit sie in Schuppenform mit üblichen Fördermitteln, z.B. Paaren von endlosen Förderbändern mit hoher Geschwindigkeit gefördert werden können.
- Rollenrotationsdruckmaschinen, in denen auch Falzungen vorgenommen werden, liefern z.B. 40.000 Signaturen je Stunde in Schuppenform.
- Unabhängig von der Länge der einzelnen Produkte hat sich ein Schuppenabstand z.B. von 80 mm als üblich erwiesen. Dieser übliche Schuppenabstand variiert jedoch aufgrund der etwas unregelmäßigen Abgabe des Abgabesternes hinter der Rollenrotationsdruckmaschine oder auch einer Beschickungsmaschine, so daß eine Fehlerquelle von ca. 50%, d.h. also 40 mm zu berücksichtigen ist.
- Um zu vermeiden, daß dieser Fehler sich bei einer Beschleunigung der einzelnen Schuppen beim Auseinanderziehen des Schuppenstromes vergrößert, wird mit der nachfolgend beschriebenen Vorrichtung jeweils erreicht, daß der absolute Fehler konstant gehalten wird.
- Ein über zwei Umlenkwalzen 1 und 2 geführtes Endlosband 3 dient als Widerlager für einen als Endlosband 5 ausgebildeten Endlosförderer, welcher bei der dargestellten Ausführungsform drei Umlenkwalzen, 6,7,8 aufweist, von denen eine angetrieben sein kann.
- Das geringfügig elastische Endlosband 5 ist bei der dargestellten Ausführungsform ca. 50 - 55 cn breit und weist eine haftfähige Oberfläche auf. Statt des einzelnen breiten Bandes kann auch selbstverständlich eine Anzahl von schmäleren Bändern über die Umlenkwalzen umlaufen.
- Innerhalb des Endlosbandes 5 ist ein um eine Achse 10 umlaufender Stern angeordnet, welcher freilaufende Walzen 11 - im vorliegenden Fall sind fünf Walzen vorgesehen - aufweist.
- Der mit den fünf freilaufenden Umlenkwalzen versehene Stern greift jeweils mit zwei oder drei Umlenkwalzen an der Innenseite des Endlosförderbandes 5 an.
- Die einzelnen Walzen 11 des Sternes sind an einem mit jeweils einer Feder 12 versehenen Gehäuse 13 angebracht, so daß sie in radialer Richtung federn können.
- Wie aus Fig. 1 ersichtlich ist, sind von der frei laufenden Walze 14 bis zur entsprechenden frei laufenden Umlenkwalze 15 und wiederum bis zu entsprechenden Umlenkwalze 16 geradlinige Abschnitte des Endlosförderers vorgesehen. Die geradlinige Zuführung des Endlosförderers zur Schuppeneinlaufstelle 20 hat einen Winkel von etwa 600 zur Horizontalen,um die Berührungslinie zwischen den beiden Endlosbändern 3 und 5 genauer festzulegen.
- Die jeweilig freilaufenden Walzen 11,14 15 und 16 schließen miteinander einen Bogenwinkel ein, der dem Produktabstand angepaßt ist.
- Während der Schuppenstrom mit einer Geschwindigkeit von ca. 50 m/min. einläuft, wird das Endlosband 5 mit einer ca. dreifachen Geschwindigkeit von 150 m/min. angetrieben, um den Produktstrom auseinanderzuziehen.
- Der Stern mit den fünf Walzen 11,14 - 17 dreht sich dagegen mit einer Geschwindigkeit, die der Drehung des Abgabesternes bei Herstellung des Schuppenstromes entspricht, also z.B. 50 m/min.
- Aufgrund dieser Relativgeschwindigkeiten wird erreicht, daß das Auseinanderziehen der Schuppen mit der dreifach erhöhten Geschwindigkeit erreicht wird, jedoch daß durch die Andrückwalzen 11 bzw. 14-17 jeweils das einzelne Produkt immer im gleichen Abstand von dem vorherigen Produkt und dem nachfolgenden Produkt erfaßt wird. Durch diesen "konstanten" Abstand der jeweiligen Produkte, unabhängig von der möglichen Fehlerquelle wird erreicht, daß bei einem nachfolgenden Verschuppen lediglich die ursprünglichen Fehler zu berücksichtigen sind.
- Nach Fig. 2 ist seitlich von den Förderbändern 3 und 5 jeweils je eine Kurvenscheibe 30 vorgesehen, die den Lauf der seitlich vorstehenden, frei laufenden Walzen 11 bzw. 14 - 17 bestimmt.
- Während die Walzen im oberen Teil ihres Drehbereiches in voll ausgefahrener Stellung gedreht werden, werden sie durch die Kurve 31 in der Kurvenscheibe im unteren Drittel gegen die Wirkung der Federn 12 nach innen gedrückt, wobei an der Krümmungsstelle 32 das jeweilige Produkt erfaßt wird.
- Nach der Krümmung 33 löst sich das Endlosband 5 wieder vom Produkt, worauf dann das nächste Produkt durch die nächste Walze erfaßt wird.
- Nach einer abgewandelten Ausführungsform kann der Stern zwar mit fünf Umlenkwalzenund der Endlosförderer z.B. mit vier Umlenkwalzen versehen sein; es ist jedoch nicht erforderlich, daß die Umlenkwalzen des Sternes an das Endlosband - wie oben ausgeführt - mit mindestens zwei Walzen angreifen, sondern es ist nur eine Umlenkwalzedes Sternes für die Andrückung heranzuziehen.
- Weiterhin ist es möglich, statt der radialen Federgehäuse in den Umlenkwalzen des Sternes jeweils je einen Lenker anzubringen, der durch Federwirkung (Schenkelfeder) nach außen gedrückt wird.
- Statt des als Widerlager ausgebildeten Endlosförderers kann auch ein zweiter Stern mit einem Endlosförderer eingesetzt werden.
Claims (13)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT86101099T ATE50747T1 (de) | 1985-01-29 | 1986-01-28 | Verfahren und vorrichtung zum veraenderen der foerdergeschwindigkeit von schuppenartig ausliegenden papierprodukten. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19853502897 DE3502897A1 (de) | 1985-01-29 | 1985-01-29 | Verfahren und vorrichtung zum veraendern der foerdergeschwindigkeit von schuppenartig ausliegenden papierprodukten |
| DE3502897 | 1985-01-29 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0189897A2 true EP0189897A2 (de) | 1986-08-06 |
| EP0189897A3 EP0189897A3 (en) | 1988-02-17 |
| EP0189897B1 EP0189897B1 (de) | 1990-03-07 |
Family
ID=6261043
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86101099A Expired - Lifetime EP0189897B1 (de) | 1985-01-29 | 1986-01-28 | Verfahren und Vorrichtung zum Veränderen der Fördergeschwindigkeit von schuppenartig ausliegenden Papierprodukten |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4781368A (de) |
| EP (1) | EP0189897B1 (de) |
| JP (1) | JPS62153056A (de) |
| AT (1) | ATE50747T1 (de) |
| CA (1) | CA1262464A (de) |
| DE (1) | DE3502897A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5102111A (en) * | 1989-11-28 | 1992-04-07 | Heidelberger Druckmaschinen Ag | Folder for a printing machine |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5088590A (en) * | 1990-03-30 | 1992-02-18 | Marquip, Inc. | System for changing the speed of conveyed sheets while holding register |
| US4987991A (en) * | 1990-03-30 | 1991-01-29 | Marquip Inc. | System for changing the speed of conveyed sheets while holding register |
| JPH06506903A (ja) * | 1991-01-07 | 1994-08-04 | マルクィップ インコーポレイテッド | 搬送されるシートの速度を整合を維持しながら変更するシステム |
| CH690435A5 (de) * | 1995-12-05 | 2000-09-15 | Ferag Ag | Verfahren und Vorrichtung zum Bremsen, Beschleunigen und/oder Lenken von geförderten Druckprodukten. |
| DE19726982B4 (de) * | 1997-06-25 | 2005-12-29 | Peter Prinz | Vorrichtung zur Herstellung von mehrlagig gefalteten Etiketten |
| DE10139405A1 (de) * | 2001-08-17 | 2003-02-27 | Jagenberg Querschneider Gmbh | Vorrichtung zum Querschneiden von Materialbahnen, insbesondere Papier- oder Kartonbahnen |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2406766A1 (de) * | 1973-02-19 | 1974-09-26 | Polygraph Leipzig | Taktrollenanordnung an bogenfoerdereinrichtungen |
| EP0075121A1 (de) * | 1981-09-18 | 1983-03-30 | Ferag AG | Vorrichtung zum Auseinanderziehen von in einem Schuppenstrom anfallenden flächigen Erzeugnissen, insbesondere Druckprodukten |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB769065A (en) * | 1954-05-29 | 1957-02-27 | Kristian Holmen | Apparatus for the counting of sheets of paper, especially bank notes |
| US3084931A (en) * | 1961-06-22 | 1963-04-09 | Pitney Bowes Inc | Document misregistration-correcting means |
| US3315956A (en) * | 1964-06-22 | 1967-04-25 | Smith And Winchester Mfg Compa | High speed sheet feeding and overlapping system |
| US3459420A (en) * | 1967-09-08 | 1969-08-05 | Nat Graphics Corp | Sheet unstacking and fanning machine |
| DE2114865B2 (de) * | 1971-03-27 | 1973-05-30 | Bielomatik Leuze & Co, 7442 Neuffen | Vorrichtung zum schuppen von bogen |
| US3822793A (en) * | 1972-04-14 | 1974-07-09 | Stobb Dev Corp Inc | Apparatus for stacking flexible sheets |
| DE2326563A1 (de) * | 1973-05-24 | 1974-12-12 | Windmoeller & Hoelscher | Vorrichtung zum foerdern und speichern von flachen werkstuecken |
| US3884102A (en) * | 1974-01-09 | 1975-05-20 | Advance Enterprises Inc | Three knife trimming machine |
-
1985
- 1985-01-29 DE DE19853502897 patent/DE3502897A1/de not_active Withdrawn
-
1986
- 1986-01-28 JP JP61016647A patent/JPS62153056A/ja active Pending
- 1986-01-28 EP EP86101099A patent/EP0189897B1/de not_active Expired - Lifetime
- 1986-01-28 CA CA000500539A patent/CA1262464A/en not_active Expired
- 1986-01-28 AT AT86101099T patent/ATE50747T1/de not_active IP Right Cessation
-
1987
- 1987-11-06 US US07/120,208 patent/US4781368A/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2406766A1 (de) * | 1973-02-19 | 1974-09-26 | Polygraph Leipzig | Taktrollenanordnung an bogenfoerdereinrichtungen |
| EP0075121A1 (de) * | 1981-09-18 | 1983-03-30 | Ferag AG | Vorrichtung zum Auseinanderziehen von in einem Schuppenstrom anfallenden flächigen Erzeugnissen, insbesondere Druckprodukten |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5102111A (en) * | 1989-11-28 | 1992-04-07 | Heidelberger Druckmaschinen Ag | Folder for a printing machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JPS62153056A (ja) | 1987-07-08 |
| ATE50747T1 (de) | 1990-03-15 |
| EP0189897B1 (de) | 1990-03-07 |
| CA1262464A (en) | 1989-10-24 |
| EP0189897A3 (en) | 1988-02-17 |
| DE3502897A1 (de) | 1986-08-07 |
| US4781368A (en) | 1988-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4305081C2 (de) | Verfahren und Vorrichtung zum Auftragen von Haftkleber auf Bogen aus Papier oder dergleichen Material | |
| EP0189896A2 (de) | Verfahren und Vorrichtung zum Zusammenführen von mindestens zwei Strömen schuppenartig ausliegender Produkte, insbesondere gefalzter Papierprodukte | |
| DE3940960A1 (de) | Verfahren und vorrichtung zum abbremsen von auf einen stapel abzulegenden boegen, insbesondere papier- oder kartonboegen | |
| EP0498068A1 (de) | Falzapparat, bei dem der Transport der Falzexemplare über Transportmittel, Bandrollen und Bänder erfolgt | |
| DE2209566A1 (de) | Verfahren und Vorrichtung zur Her stellung aus einer Vielzahl von Papierbogen zusammengefugter Bucher, Broschüren oder Hefte | |
| DE1243108B (de) | Verfahren und Einrichtung zum Herstellen eines Foerderflusses von gleichmaessiger Dichte, insbesondere von Postsendungen | |
| WO1995009796A1 (de) | Verfahren und vorrichtung zum bilden und versetzen von stapeln aus bedruckten blättern | |
| DE3315490A1 (de) | Verfahren und vorrichtung zum stapeln von druckbogen o.dgl. | |
| DE2721441A1 (de) | Vorrichtung zum stapeln von bogen | |
| DE69515772T2 (de) | Verfahren und vorrichtung zum überlappen von dokumenten | |
| EP3533609B1 (de) | Vorrichtung und verfahren zur weiterverarbeitung sequenziell bedruckter druckbogen | |
| EP0189897A2 (de) | Verfahren und Vorrichtung zum Veränderen der Fördergeschwindigkeit von schuppenartig ausliegenden Papierprodukten | |
| WO1994013567A1 (de) | Einrichtung zum fördern und trennen von gefalteten druckprodukten | |
| DE2114865A1 (de) | Vorrichtung zum geschuppten Über einanderlegen von Bogen oder Bogen stapeln | |
| DE19839433A1 (de) | Vorrichtung zum Abbremsen und zur geschuppten Auslage von Signaturen | |
| EP0078519B1 (de) | Einrichtung zum Auflockern einer Schuppenformation von Druckprodukten | |
| DE19924265A1 (de) | Vorrichtung zum Verlangsamen von Exemplaren | |
| DE19743020C2 (de) | Vorrichtung sowie Verfahren zur Vereinzelung von Druckprodukten | |
| DE3321318C2 (de) | Vorrichtung zum seitlichen Ausrichten von Bogen | |
| DE1461203A1 (de) | Schneid- und Foerdervorrichtung fuer Bogenmaterial | |
| DE3531145C2 (de) | ||
| DE2615864A1 (de) | Vorrichtung zum schuppen und ablegen von bogen auf einen stapel | |
| EP1371590B1 (de) | Vorrichtung zum Bilden von Stapeln | |
| DE1210730B (de) | Vorrichtung zum Einschlagen von blattfoermigen Gegenstaenden | |
| DE1549981C3 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19880416 |
|
| 17Q | First examination report despatched |
Effective date: 19880708 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19900307 Ref country code: NL Effective date: 19900307 Ref country code: SE Effective date: 19900307 Ref country code: FR Effective date: 19900307 Ref country code: GB Effective date: 19900307 Ref country code: BE Effective date: 19900307 |
|
| REF | Corresponds to: |
Ref document number: 50747 Country of ref document: AT Date of ref document: 19900315 Kind code of ref document: T |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19910128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19910131 Ref country code: LI Effective date: 19910131 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19910131 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |