EP0163039B1 - Vorrichtung zum Texturieren von Endlosfilament-Fäden - Google Patents
Vorrichtung zum Texturieren von Endlosfilament-Fäden Download PDFInfo
- Publication number
- EP0163039B1 EP0163039B1 EP85103477A EP85103477A EP0163039B1 EP 0163039 B1 EP0163039 B1 EP 0163039B1 EP 85103477 A EP85103477 A EP 85103477A EP 85103477 A EP85103477 A EP 85103477A EP 0163039 B1 EP0163039 B1 EP 0163039B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- thread
- face
- lamellae
- lamella
- rounded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/12—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using stuffer boxes
- D02G1/122—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using stuffer boxes introducing the filaments in the stuffer box by means of a fluid jet
Definitions
- the present invention relates to a device for texturing continuous filament threads by means of heated flowing media as defined in the preamble of the first claim.
- each lamella is a flat steel part which is rounded and polished on the thread-carrying end face.
- Advantageous embodiments consist in the fact that the lamellae in the slot nozzle are exchangeable, respectively. are plugged in.
- An advantage of the invention is that the rounding of the end faces and the polishing make it possible to design this thread-guiding surface in such a way that the operating conditions, given the friction between the thread and this surface, are subject to significantly fewer changes due to the wear on the end face are.
- the interchangeable fastening has the further advantage that the slats can be exchanged in the simplest manner after a certain time interval, so that the operating conditions remain within acceptable tolerances.
- a device for texturing 1 comprises a thread insertion part 2 with a thread insertion channel 3, a treatment part 4 with an outer tube 5 and an inner tube 6 located therein, which contains a treatment chamber 7.
- the device 1 following the treatment part 4, comprises a crimp part 8 with a perforated jacket tube 9 and fins 10 located therein, which delimit a compression space 11.
- the thread insertion part 2 is connected by means of a thread 12 to the outer tube 5, while the outer tube 5 and the perforated tube 9 are centered by an inner connecting element 13 and by means of screws 22 and. 23 are interconnectable.
- the connecting element 13 further serves, on the one hand, for the fixed reception of the inner tube 6 (indicated by dash-dotted lines in FIG. 5) and, on the other hand, for the plug-in reception of the upper (in the viewing direction of FIG. 1) fin ends 24 (FIGS. 1 and 3).
- the connecting element 13 has an annular insert 26 provided with slots 25 (FIGS. 5 and 6), which is seated firmly in a cylindrical recess 27 of the connecting element 13.
- the slots 25 have a depth designated T for receiving the upper fin ends 24.
- a coaxial connecting tube 14 is also provided, which covers the slots 25 with a length m.
- the upper lamella ends 24 are thus, as indicated in FIG. 3 with dash-dotted lines, on the inner rounded end face 39 on the length m and on the outer end face 40 on the length T radially, with respect to the axis of the device 1, as seen.
- the tolerances are selected on all sides so that the upper slat end 24 is full, i.e. H. is performed practically without free play in the slot 25.
- the connecting tube 14 also has a connecting bore 28 which connects the treatment chamber 7 to the compression space 11.
- the length L of the extension 15 is somewhat longer than the depth t of the slots 29, so that an end face 30 of the lamellae 10 does not lie on the inner one End face 31 of the mouth part rests.
- each slot 25 resp. 29 is a lamella 10, so that, as shown in FIG. 2, these are arranged in a star shape.
- the mouth part 16 consists of an annular body 32 provided with the slots 29, a sleeve 33 surrounding this annular body 32, and an inner ring 34.
- the mouth part 16 also has a mouth bore 17 through which the crimped thread (not shown) and part of the treatment medium exit.
- a connecting piece 19 fastened in the outer tube 5 by means of a thread 20 serves to supply the treatment medium into the device 1.
- the treatment medium is conveyed via a supply channel 21 present in the connecting piece 19 into an annular space 35 located between the outer pipe 5 and the inner pipe 6 and from there into the treatment chamber 7.
- the lamellae 10 are provided with a bead 36.
- a bead 36 any other measure could be used for the same purpose, for example an offset 37, as indicated by dash-dotted lines in FIG. 4.
- the type and arrangement of the slots would have to be adapted accordingly.
- the length of the bead essentially corresponds to the distance between the upper slat end 24 and the extension 15.
- a screw 38 inserted in the perforated casing tube 9 is used to fasten the mouth part 16.
- each lamella is a flat steel part, the rounded thread-guiding end face of which is polished and has a radius which corresponds essentially to half the thickness of the lamella.
- the rounding is polished and has a minimum roughness value Ra of 0.2 u. and preferably from 0.4 g and is advantageously produced by milling.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Description
- Die vorliegende Erfindung bezieht sich auf eine Vorrichtung zum Texturieren von Endlosfilament-Fäden mittels erhitzter strömender Medien wie dies im Oberbegriff des ersten Anspruches definiert ist.
- Aus der schweizerischen Patentschrift Nr. 527 931 ist eine Vorrichtung nach dem Oberbegriff des ersten Anspruches bekannt, bei welcher die Lamellen im wesentlichen einen rechteckigen Querschnitt aufweisen, mit einer schmalseite dem gestauchten Faden zugekehrt und strahlenförrmig fest angeordnet sind.
- Bei der Verwendung sogenannter Schlitzdüsen zur Texturierung von Endlosfilament-Fäden besteht das Problem, dass sich die in der Stauchkammer befindlichen Fadenkringel je nach Plastifizierungsgrad der Fäden, vorgängiger Behandlung der Fäden durch irgendwelche Behandlungs- oder Färbemittel, sowie je nach den Reibverhältnissen an den dem Faden zugewendeten Stirnseiten der Lamellen mehr oder weniger tief in den Raum zwischen den Lamellen vordringen und dadurch die Reibverhältnisse für das Fortbewegen der Fadenmenge in dieser Stauchkammer unbestimmt verändern.
- Ein weiterer Nachteil besteht darin, dass die Reibverhältnisse infolge der Abnützung der Stirnseiten der Lamellen einer kontinuierlichen Veränderung unterworfen sind, was eine dauernde Kontrolle des Texturierproduktes und gleichzeitig eine entsprechende Anpassung der Betriebsbedingungen in bezug auf die Medienzufuhr, resp. ein häufiges Ersetzen der Schlitzdüsen erfordert.
- Das häufige Ersetzen der Schlitzdüsen sowie das häufige Kontrollieren des fertigen Garnes ist ausserdem sehr arbeits- und kostenaufwendig.
- Es ist deshalb Aufgabe der Erfindung, diese Nachteile zu beheben und eine Vorrichtung zum Kräuseln von Fäden zu schaffen, bei welcher die Kräuselcharakteristiken des fertigen texturierten Fadens bei im wesentlichen unveränderten Bedingungen in bezug auf die Medienzufuhr über längere Zeit innerhalb einer brauchbaren Toleranz liegen. Eine weitere Aufgabe besteht darin, das häufige Ersetzen der Schlitzdüse zu vermeiden.
- Erfindungsgemäss werden die Aufgaben dadurch gelöst, dass jede Lamelle ein Flachstahlteil ist, welcher an der fadenführenden Stirnseite gerundet und poliert ist.
- Vorteilhafte Ausführungsformen bestehen darin, dass die Lamellen in der Schlitzdüse auswechselbar, resp. steckbar befestigt sind.
- Weitere vorteilhafte Ausführungsformen sind in den weiteren abhängigen Ansprüchen aufgeführt.
- Ein Vorteil der Erfindung liegt darin, dass durch die Rundung der Stirnseiten und durch das Polieren die Möglichkeit besteht, diese fadenführende Fläche derart zu gestalten, dass die Betriebsbedingungen, gegeben durch die Reibung zwischen Faden und dieser Fläche wesentlich weniger Veränderungen durch die Abnützung der Stirnseite unterworfen sind.
- Durch die auswechselbäre Befestigung besteht im weiteren der Vorteil, dass die Lamellen auf einfachste Weise nach einem bestimmten Zeitintervall ausgewechselt werden können, so dass die Betriebsbedingungen innerhalb akzeptierter Toleranzen bleiben.
- Die Erfindung wird im folgenden anhand von lediglich einen Ausführungsweg darstellenden Zeichnungen näher erläutert.
- Es zeigen:
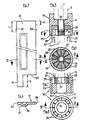
- Fig. 1 eine erfindungsgemässe Vorrichtung, als Längsschnitt gemäss den Schnittlinien I (Fig. 2) und halbschematisch dargestellt,
- Fig. 2 ein Querschnitt der Vorrichtung von Fig. 1, gemäss den Schnittlinien 11 (Fig. 1) geschnitten und halbschematisch dargestellt,
- Fig. 3 eine Ansicht eines Teiles der Vorrichtung von Fig. 1, stark vergrössert dargestellt,
- Fig. 4 ein Querschnitt des Teiles von Fig. 3, gemäss der Schnittlinie 111 (Fig. 3),
- Fig. 5 ein Längsschnitt durch ein Detail der Vorrichtung von Fig. 1, gemäss der Schnittlinie IV (Fig. 6), vergrössert dargestellt,
- Fig. 6 ein Querschnitt durch das Detail von Fig. 5, gemäss der Schnittlinie V (Fig. 5),
- Fig. 7 ein Längsschnitt durch ein weiteres Detail der Vorrichtung von Fig. 1, gemäss der Schnittlinie VI (Fig. 8), vergrössert dargestellt,
- Fig. 8 eine Draufsicht auf das Detail von Fig. 7.
- Eine Vorrichtung zum Texturieren 1 umfasst einen Fadeneinführungsteil 2 mit einem Fadeneinführungskanal 3, einen Behandlungsteil 4 mit einem Aussenrohr 5 und einem sich darin befindlichen Innenrohr 6, welches eine Behandlungskammer 7 beinhaltet.
- Im weiteren umfasst die Vorrichtung 1 im Anschluss an den Behandlungsteil 4 einen Kräuselteil 8 mit einem Lochmantelrohr 9 und sich darin befindlichen Lamellen 10, die einen Stauchraum 11 abgrenzen.
- Der Fadeneinführungsteil 2 ist mittels eines Gewindes 12 mit dem Aussenrohr 5 verbunden, während das Aussenrohr 5 und das Lochmantelrohr 9 durch ein inneres Verbindungselement 13 zentriert und mittels Schrauben 22 resp. 23 miteinander verbindbar sind. Das Verbindungselement 13 dient im weiteren einerseits zur festen Aufnahme des Innenrohres 6 (in Fig. 5 mit strichpunktierten Linien angedeutet) und andererseits zur steckbaren Aufnahme der oberen (in Blickrichtung der Fig. 1 gesehen) Lamellenenden 24 (Fig. 1 und 3).
- Zu diesem Zweck weist das Verbindungselement 13 einen mit Schlitzen 25 (Fig. 5 und 6) versehenen ringförmigen Einsatz 26 auf, welcher fest in einer zylindrischen Vertiefung 27 des Verbindungselementes 13 sitzt.
- Zur Aufnahme der oberen Lamellenenden 24 haben die Schlitze 25 eine mit T bezeichnete Tiefe. Zur radialen Zentrierung dieser Lamellenenden 24 ist im Verbindungselement 13 ausserdem ein koaxiales Verbindungsrohr 14 vorgesehen, welches mit einer Länge m die Schlitze 25 abdeckt.
- Die oberen Lamellenenden 24 sind somit wie in Fig. 3 mit strichpunktierten Linien angedeutet an der inneren gerundeten Stirnseite 39 auf der Länge m und an der äusseren Stirnseite 40 auf der Länge T radial, mit Bezug auf die Achse der Vorrichtung 1 gesehen, abgestützt.
- Dabei sind die Toleranzen allseits so gewählt, dass das obere Lamellenende 24 satt, d. h. praktisch ohne freies Spiel im Schlitz 25 geführt ist.
- Das Verbindungsrohr 14 weist ausserdem eine Verbindungsbohrung 28 auf, welche die Behandlungskammer 7 mit dem Stauchraum 11 verbindet.
- Das als Fortsatz 15 gebildete untere Ende der Lamellen 10 steckt ebenfalls satt in Schlitzen 29 eines Mündungsteiles 16. Dabei ist die Länge L des Fortsatzes 15 etwas länger als die Tiefe t der Schlitze 29, so dass eine Endfläche 30 der Lamellen 10 nicht auf der inneren Stirnfläche 31 des Mündungsteiles aufliegt.
- In jedem Schlitz 25 resp. 29 steckt eine Lamelle 10, so dass diese, wie mit Fig. 2 gezeigt, sternförmig angeordnet sind.
- Zur Bildung der Schlitze 29 besteht der Mündungsteil 16 aus einem mit den Schlitzen 29 versehenen Ringkörper 32, einer diesen Ringkörper 32 umgebenden Hülse 33, sowie aus einem Innenring 34.
- Der Mündungsteil 16 weist im weiteren eine Mündungsbohrung 17 auf, durch welche der gekräuselte Faden (nicht gezeigt) sowie ein Teil des Behandlungsmediums austritt.
- Der andere, zwischen den Lamellen 10 entweichende Teil des Behandlungsmediums entweicht durch die Austrittsbohrungen 18 des Lochmantelrohres 9.
- Ein im Aussenrohr 5 mittels eines Gewindes 20 befestigter Anschlußstutzen 19 dient der Zufuhr des Behandlungsmediums in die Vorrichtung 1.
- Im besonderen wird das Behandlungsmedium über einen im Anschlußstutzen 19 vorhandenen Zufuhrkanal 21 in einen sich zwischen dem Aussenrohr 5 und dem Innenrohr 6 befindlichen ringförmigen Raum 35 gefördert und von dort in die Behandlungskammer 7.
- Zur Verbesserung der Biegefestigkeit sind die Lamellen 10 mit einer Sicke 36 versehen. Anstelle einer Sicke 36 könnte jede andere Massnahme für denselben Zweck verwendet werden, beispielsweise eine Abkröpfung 37, wie in Fig. 4 mit strichpunktierten Linien angedeutet. Entsprechend müssten die Art und Anordnung der Schlitze angepasst werden.
- Die Länge der Sicke entspricht im wesentlichen der Distanz zwischen dem oberen Lamellenende 24 und dem Fortsatz 15.
- Zur Befestigung des Mündungsteiles 16 dient eine im Lochmantelrohr 9 eingelassene Schraube 38.
- Im weiteren ist jede Lamelle ein Flachstahlteil, dessen gerundete fadenführende Stirnseite poliert ist und einen Radius aufweist, welcher im wesentlichen der halben Dicke der Lamelle entspricht. Dabei ist die genannte Rundung poliert und weist im Minimum einen Rauhigkeits wert Ra von 0,2 u. und vorzugsweise von 0,4 g auf und wird vorteilhafterweise durch Walken erzeugt.
Claims (6)
dadurch gekennzeichnet,
dass jede Lamelle (10) ein Flachstahlteil ist, welcher an der fadenführenden Stirnseite (39) gerundet und poliert ist und, dass die gerundete Stirnseite im Minimum einen Rauhigkeitswert Ra von 0,2 u. aufweist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH265684 | 1984-05-30 | ||
| CH2656/84 | 1984-05-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0163039A1 EP0163039A1 (de) | 1985-12-04 |
| EP0163039B1 true EP0163039B1 (de) | 1988-05-18 |
Family
ID=4238648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85103477A Expired EP0163039B1 (de) | 1984-05-30 | 1985-03-25 | Vorrichtung zum Texturieren von Endlosfilament-Fäden |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4631790A (de) |
| EP (1) | EP0163039B1 (de) |
| JP (1) | JPH0718065B2 (de) |
| DE (1) | DE3562784D1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10043002A1 (de) * | 2000-09-01 | 2002-03-14 | Rieter Ag Maschf | Texturierdüse |
| EP3467168A1 (de) | 2017-10-06 | 2019-04-10 | Polytex Sportbeläge Produktions-GmbH | Verfahren zur verzögerung und verringerung der texturreversion eines texturierten kunstrasengarns |
| EP3486355A1 (de) | 2017-11-17 | 2019-05-22 | Polytex Sportbeläge Produktions-GmbH | Vorrichtung und verfahren zur herstellung eines texturierten garns |
| WO2021028471A1 (en) | 2019-08-13 | 2021-02-18 | Neuhoff Ulrich | An apparatus and a method for manufacturing of a textured yarn |
| EP4678796A1 (de) | 2024-07-12 | 2026-01-14 | Polytex Sportbeläge Produktions-GmbH | Kunstrasen mit texturierten und nichttexturierten fasern |
| WO2026013249A1 (en) | 2024-07-12 | 2026-01-15 | Polytex Sportbeläge Produktions-Gmbh | Artificial turf with texturized and non-texturized fibers |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3861805D1 (de) * | 1987-03-16 | 1991-04-04 | Rieter Ag Maschf | Texturierduese fuer endlosfilament-faeden. |
| DE59402589D1 (de) * | 1993-07-02 | 1997-06-05 | Rieter Ag Maschf | Vorrichtung zum Texturieren von Endlosfilament-Fäden |
| JPH09143825A (ja) * | 1995-11-21 | 1997-06-03 | Toray Ind Inc | 糸条の捲縮加工装置 |
| DE102014002318A1 (de) * | 2014-02-19 | 2015-08-20 | Oerlikon Textile Gmbh & Co. Kg | Vorrichtung zum Kräuseln multifiler Fäden |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2674275A (en) * | 1949-05-06 | 1954-04-06 | Froehlich A G E | Heddle frame for looms |
| GB1077520A (en) * | 1963-12-27 | 1967-08-02 | Snia Viscosa | Improved process and apparatus for use in the crimping of filaments |
| US3802038A (en) * | 1970-12-16 | 1974-04-09 | Neumuenster Masch App | Crimping of filamentary materials |
| US3824656A (en) * | 1971-12-30 | 1974-07-23 | Neumuenster Masch App | Apparatus for crimping of filamentary materials |
| JPS4971242A (de) * | 1972-11-15 | 1974-07-10 | ||
| DE2545590C3 (de) * | 1975-10-11 | 1985-05-09 | Bayer Ag, 5090 Leverkusen | Düsenvorrichtung zur Herstellung texturierter Filamentgarne |
| JPS5345420A (en) * | 1976-10-05 | 1978-04-24 | Teijin Ltd | Crimping of filament yarns and its apparatus |
| US4453298A (en) * | 1980-03-31 | 1984-06-12 | Rieter Machine Works, Ltd. | Construction of thread texturizing nozzles |
-
1985
- 1985-03-25 DE DE8585103477T patent/DE3562784D1/de not_active Expired
- 1985-03-25 EP EP85103477A patent/EP0163039B1/de not_active Expired
- 1985-05-21 US US06/736,374 patent/US4631790A/en not_active Expired - Lifetime
- 1985-05-30 JP JP60115551A patent/JPH0718065B2/ja not_active Expired - Lifetime
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10043002A1 (de) * | 2000-09-01 | 2002-03-14 | Rieter Ag Maschf | Texturierdüse |
| EP3467168A1 (de) | 2017-10-06 | 2019-04-10 | Polytex Sportbeläge Produktions-GmbH | Verfahren zur verzögerung und verringerung der texturreversion eines texturierten kunstrasengarns |
| WO2019068896A1 (en) | 2017-10-06 | 2019-04-11 | Polytex Sportbeläge Produktions-Gmbh | METHOD OF DELAYING AND REDUCING TEXTURE LOSS OF TEXTURED SYNTHETIC GRASS YARN |
| US11655566B2 (en) | 2017-10-06 | 2023-05-23 | Polytex Sportbelage Produktions-Gmbh | Method of delaying and reducing texture reversion of a textured artificial turf yarn |
| US12247327B2 (en) | 2017-10-06 | 2025-03-11 | Polytex Sportbeläge Produktions-Gmbh | Method of delaying and reducing texture reversion of a textured artificial turf yarn |
| EP3486355A1 (de) | 2017-11-17 | 2019-05-22 | Polytex Sportbeläge Produktions-GmbH | Vorrichtung und verfahren zur herstellung eines texturierten garns |
| WO2019096490A1 (en) | 2017-11-17 | 2019-05-23 | Polytex Sportbeläge Produktions-Gmbh | An apparatus and a method for manufacturing of a textured yarn |
| WO2021028471A1 (en) | 2019-08-13 | 2021-02-18 | Neuhoff Ulrich | An apparatus and a method for manufacturing of a textured yarn |
| EP4678796A1 (de) | 2024-07-12 | 2026-01-14 | Polytex Sportbeläge Produktions-GmbH | Kunstrasen mit texturierten und nichttexturierten fasern |
| WO2026013249A1 (en) | 2024-07-12 | 2026-01-15 | Polytex Sportbeläge Produktions-Gmbh | Artificial turf with texturized and non-texturized fibers |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0163039A1 (de) | 1985-12-04 |
| JPS61627A (ja) | 1986-01-06 |
| JPH0718065B2 (ja) | 1995-03-01 |
| DE3562784D1 (en) | 1988-06-23 |
| US4631790A (en) | 1986-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0163039B1 (de) | Vorrichtung zum Texturieren von Endlosfilament-Fäden | |
| DE69530324T2 (de) | Vorrichtung und verfahren zum beschichten von garn | |
| DE2811468C2 (de) | Strangpresse | |
| DE2049186B2 (de) | Verfahren und Vorrichtung zur Herstellung eines Garns | |
| DE19539107B4 (de) | Verfahren zum Herstellen von Hon- oder Schleifwerkzeugen mit verdralltem Stiel und danach hergestelltes Abreibwerkzeug | |
| EP0951427A1 (de) | Verschlussklammer für beutel und schläuche sowie matrize für ihre verarbeitung | |
| DE1435408C3 (de) | Vorrichtung zum Kräuseln eines Fadenstranges | |
| DE3524151C2 (de) | ||
| EP0632150B1 (de) | Vorrichtung zum Texturieren von Endlosfilament-Fäden | |
| EP0282815B1 (de) | Texturierdüse für Endlosfilament-Fäden | |
| DE102008033794A1 (de) | Vorrichtung zum Stauchkräuseln von synthetischen Fasersträngen | |
| DE3135140A1 (de) | Drahtgliederband | |
| DE60202122T2 (de) | Verfahren und Vorrichtung zum Kräuseln von Fäden | |
| DE2930587C2 (de) | ||
| EP0659221A1 (de) | Heizschiene | |
| DE1660649A1 (de) | Faden-Behandlung | |
| DE4141372C2 (de) | Vorrichtung zum Abrunden der Borstenenden von runden beziehungsweise rotationssymmetrischen Bürsten | |
| DE3443930A1 (de) | Vorrichtung zum fortlaufenden biegen von wendeln | |
| DE1932706C3 (de) | Texturiervorrichtung | |
| DE3909979A1 (de) | Wickeltraeger zur aufnahme von garnen sowie verfahren zu seiner anwendung | |
| DE3115234A1 (de) | Spleisskopf | |
| DE2338263C2 (de) | Vorrichtung für das Aneinanderfügen von Riemen oder Bändern | |
| EP0212175B1 (de) | Vorrichtung zum Texturieren von Endlos-Filamentfäden | |
| DE3210666A1 (de) | Fluidstrahlorgan, insbesondere fluidduese, zur herstellung texturierter bzw. strukturierter faeden | |
| DE20004180U1 (de) | Schraube mit am Gewinde ausgebildeten Schneidzähnen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19851031 |
|
| 17Q | First examination report despatched |
Effective date: 19861215 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 3562784 Country of ref document: DE Date of ref document: 19880623 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19990223 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990224 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19990225 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19990303 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000331 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20000325 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010103 |