EP0144854A2 - Verfahren zur Herstellung einer Kleinstsicherung sowie Kleinstsicherung - Google Patents
Verfahren zur Herstellung einer Kleinstsicherung sowie Kleinstsicherung Download PDFInfo
- Publication number
- EP0144854A2 EP0144854A2 EP84114010A EP84114010A EP0144854A2 EP 0144854 A2 EP0144854 A2 EP 0144854A2 EP 84114010 A EP84114010 A EP 84114010A EP 84114010 A EP84114010 A EP 84114010A EP 0144854 A2 EP0144854 A2 EP 0144854A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- housing
- electrodes
- intermediate carrier
- fuse
- fusible conductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H69/00—Apparatus or processes for the manufacture of emergency protective devices
- H01H69/02—Manufacture of fuses
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/02—Details
- H01H85/04—Fuses, i.e. expendable parts of the protective device, e.g. cartridges
- H01H85/041—Fuses, i.e. expendable parts of the protective device, e.g. cartridges characterised by the type
- H01H85/0411—Miniature fuses
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49107—Fuse making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49799—Providing transitory integral holding or handling portion
Definitions
- the invention relates to a method for producing a miniature fuse in which, after fixing the distance between two connecting electrodes, a fusible conductor is fastened between them in an electrically conductive manner and then an initially two-part housing surrounding the electrodes and the fusible conductor is closed.
- a miniature fuse which consists of a housing composed of two halves with electrodes held therein, on which there are connecting wire ends on one side and a fuse element is fastened on the other side.
- the previously known miniature fuses which are also called pico fuses, can be viewed as a miniature fuse of normal size, for example 20 mm in length; for example, they consist of a ceramic tube, caps are glued to both sides, to which the fusible conductor located inside the ceramic tube and the connecting wires are soldered.
- the manufacture of such a fuse which is only approx. 7 mm long and approx. 2.4 mm thick, is still largely carried out manually, so that comparatively high production costs are present.
- the reason for the predominantly manual production lies in the difficult handling of the Fusible wire, which in extreme cases has a diameter of only 8 ⁇ m.
- the housing is essentially smooth on the inside, that the spaced electrodes are pre-attached in one housing part and that after the fuse element has been attached, the housing is closed with the electrodes permanently attached to the inner surface.
- the housing is essentially on the inside Lich smooth surface is formed that the fusible conductor is fastened between the spaced electrodes and that the electrodes are placed together with the fusible conductor in one housing part and then the second housing part is laid to fix the electrodes and the fusible conductor and to close the housing.
- the housing is of tubular design and is essentially smooth on the inside and that the electrodes close the end faces of the housing in the manner of a stopper.
- the housing be tubular and consist of a substantially smooth surface on its inner surface and closed on both ends except for a passage for the respective contact and on the inside with at least one transverse to the longitudinal axis in the front Partition plane, possibly extending to the outside of the housing, and connected to the contact there or provided with one-piece arm.
- micro-fuse manufactured according to the above-mentioned methods and the one protected is each externally presented as a cylindrical body, which does not carry any thickening due to caps or the like at its ends, but rather its end faces either in the manner of a; Plug through the electrodes or through end walls, each with a passage for the electrodes, are closed. In this way, there are excellent conditions for marking printing, without the need for a shrink tube or a powder coating.
- the defined diameter limit can therefore benefit fully from the size of the housing, which indirectly facilitates production.
- the two housing parts are designed as tube halves, they can be cut to length continuously, that is to say they can be produced in a manner that is hard to beat in terms of simplicity.
- a welding lip can be formed on one narrow side, the two tube halves then being placed in opposite directions when the housing is closed, so that a welding lip meets a smooth narrow side without a welding lip.
- the pre-attachment or the final attachment of the electrodes within the housing halves and the cohesion of the housing itself can be carried out with the aid of an adhesive, or a connection is brought about by heating, in which case the housing material must be a thermoplastic.
- the housing material must be a thermoplastic.
- ultrasound heads, radiators or other heat sources can be used, which are usually used when gluing and embedding parts in thermoplastics.
- the other surface can be roughened, for example sandblasted or etched.
- the easy penetration of the electrodes into the inner surface of the housing means that the fuse element is not on the outside is soldered to the periphery of the electrodes, but more in the center so that it is not sheared off when the housing is closed.
- a sufficiently central attachment of the fuse element is obtained if the sides of the electrodes facing the fuse element are provided with a notch, which possibly extends to the center of the electrode and enables an approximately central soldering of the fuse element to each electrode.
- a very essential development according to the invention of the method referred to above as the second proposal is that an intermediate carrier is formed for the electrodes to be kept at a distance and for attaching the fuse element to the fuse carrier, on which the fuse element spans a loop, frame or bow-shaped extension is attached in an electrically conductive manner with both ends, whereupon the intermediate carrier including fuse element and electrodes formed or fastened on the intermediate carrier is arranged between the housing halves and the housing is closed.
- the intermediate carrier consequently forms a "lost" device with which the electrodes and the fuse element are already connected to one another and are arranged in the intended mutual position between the housing halves before they are permanently attached to one another.
- the method according to the invention is further simplified as a result.
- each wing projects approximately parallel to the parting plane from the housing halves, which are cut off from the housing after the housing has been closed with the parts of the intermediate carrier lying between the wings and outside the housing and no longer used.
- These wings are formed in the manufacture of the thermoplastic housing halves, and within the scope of the invention they serve to center the housing halves and to accommodate the side Lich protruding loop, frame or bow-shaped part of the intermediate carrier.
- a metal strip is formed in the form of a conductor, on the rungs of which a fusible conductor fader running transversely over this is attached in an electrically conductive manner, whereupon the intermediate carriers are separated from the metal strip along the rungs and provided with the electrodes.
- a fusible conductor fader running transversely over this is attached in an electrically conductive manner, whereupon the intermediate carriers are separated from the metal strip along the rungs and provided with the electrodes.
- rectangular frame-shaped intermediate carriers result.
- the fusible conductor thread can firstly be attached very simply and secondly without any noteworthy waste of expensive fusible conductor material to the initially ladder-shaped metal strip, from which the intermediate carriers are then separated individually.
- the intermediate carrier is ready to be inserted into the housing halves.
- the intermediate carrier according to the invention can be formed from a piece of metal wire, to which a bow-shaped extension is given, at the inner corners of which the fuse element is attached in an electrically conductive manner, approximately in continuation of the outer metal wire ends. Due to this loop-shaped or bow-shaped shape of the intermediate carrier, the electrodes are automatically formed on the intermediate carrier. It is therefore only necessary to attach the fuse element to the inner corners of the bow-shaped extension so that it spans the extension freely, whereupon the intermediate carrier is ready for insertion between the housing halves.
- a mixed form or combination of the two aforementioned methods for producing intermediate carriers is provided.
- This form of the method according to the invention is characterized in that after the attachment of a fusible conductor thread on an essentially conductor Shaped metal strip of this intermediate carrier with a second, but essentially bow-shaped metal wire intermediate carrier, the ends of which form the electrodes, is connected to one another in a electrically conductive manner to form a combined intermediate carrier, preferably welded, the first two intermediate carriers being placed one on top of the other.
- the advantages of the first two intermediate support forms are combined.
- the intermediate carrier can be completely or partially flattened.
- the flattening provides more stability, the round wire shape allows easier centering of the intermediate carrier between the housing halves. You can also help yourself with partial flattening.
- the housing halves are each closed on the front side except for a recess for the passage of the contact.
- Semicircular end walls are used for this, which are already standardized during the manufacture of the housing halves.
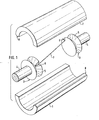
- FIG. 1 A lower housing half 1, which consists for example of a high-strength thermoplastic, is ready to receive the inner components. These include two electrodes 3 and a fusible conductor 7, which are already combined to form a unit. After the reduction in the lower housing half 1 by means of a device not illustrated in detail here (a "lost" device ig follows from the embodiments shown in F. 8-16), the second housing half 2 on the lower Half of housing 1 placed and heated under gentle pressure along the dividing lines, for example by ultrasound. This completes the production of a miniature fuse according to the invention.
- a "lost" device ig follows from the embodiments shown in F. 8-16
- the electrodes 3 are specially designed for a firm bond with the housing halves 1 and 2.
- the electrode formed by thickening at the end of a connecting wire 4 carries a circumferential V-groove 5 which produces two sharp-edged edges which are slightly larger in diameter than the inside diameter of the housing formed on the halves 1 and 2. In this way, when the housing is closed as a result of the heating of the corresponding housing sections, the sharp edges are slightly recessed into the inner surfaces of the housing halves 1 and 2, so that a very stable form-fit is obtained, which gives the miniature fuse overall good strength properties.
- the fusible conductor 7 must not be soldered to the outer edge of the electrodes 3 - here it shears when the housing halves 1 and 2 are closed, but further to the center of the electrodes 3, which is achieved in the exemplary embodiment shown with the aid of notches 6, which allow a sufficiently central attachment of the fuse element 7.
- the fuse element 7 For attaching the fuse element 7 to the electrodes 3, e.g. 6 Lötpaste.stricht in the notches and pressed the fuse element 7 adhering into the paste. With the help of an external heat source, the solder paste is melted, as a result of which the fusible conductor 7 is soldered to the electrodes 3.
- each housing half can of course also be smooth if, for example, the intention is to glue the housing parts 1 and 2 together; in this case it is also advisable to glue the electrodes 3 into the housing.
- an adhesive is used, almost any material can be used for the housing halves 1 and 2, in particular, for example, also a ceramic material or glass fiber-reinforced tube halves, which have also proven themselves as a fuse housing.
- FIGS. 2 and 3 which form the miniature fuse has after the housing halves 1 and 2 have been closed. While in the exemplary embodiment according to FIG. 2 the fusible conductor 7 is soldered between the electrodes 3 within one and the same plane and the electrodes have subsequently not been rotated relative to one another, FIG. 3 shows an exemplary embodiment with electrodes rotated by 180 °, which leads to this that the fuse element 7 runs slightly diagonally within the housing halves. It can be clearly seen from both figures that the slight penetration of the sharp-edged electrodes into the inner surface of the housing halves 1 and 2 does not impair the fusible conductor 7, which is sufficiently centrally soldered to the electrodes 3.
- FIGS. 4 and 7 show the electrode 3 used in the exemplary embodiments described above shown. It can be clearly seen that the notch 6 is only present in the section of the electrode 3 facing the fusible conductor 7, so that there is a self-contained, circumferential sharp edge towards the connecting wire 4, which edge defines the interior of the housing halves 1 and 2 completes completely.
- the existing between the two sections of the electrode 3 V-groove 5 allows the sinking of a tool down to the bottom of the notch 6, so that the 8 ⁇ m thin fuse element 7 can be brought to the electrodes 3 without difficulty and soldered there.
- FIG. 5 shows an exemplary embodiment for an electrode 3 'in which the fusible conductor 7 is soldered to the end face of the electrode 3'.
- the exemplary embodiment of an electrode 3 "shown in FIG. 6 is particularly suitable for gluing into the housing and thus also for housing halves which are glued together as intended. Again, the fuse element 7 can be soldered to the end face of the electrode 3", so that there is no danger the damage is in the vicinity of the housing wall.
- FIGS. 8-16 are essentially different in their differences from the embodiments of the miniature fuse as described above and illustrated in the drawings and of the production methods.
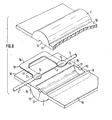
- the two housing halves 1, 2 have wings 10 extending laterally from their opening, which are also molded during the production of the housing halves 1, 2.
- semicircular end walls 11 with likewise semicircular passages 12 for the electrodes 3. whose connecting wires 4 are provided.
- the electrodes 3 1 like the connecting wires 4, are formed on a bow-shaped intermediate carrier 13, and the fuse element 7 spans the bow opening with fastening points by solder 14. In this fully preassembled state, the intermediate carrier 13 is brought between the two housing halves 1, 2, whereupon the two housing halves including their wings 10 are connected together in the manner already described above.
- FIGS. 9-12 There are a number of possibilities for the design of the intermediate carrier 13, which are shown in FIGS. 9-12.
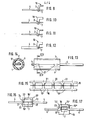
- the cross section of the intermediate carrier 13 can be left round throughout (FIG. 9). But you can also flatten the actual bracket part 16 'to give it more stability, to achieve a larger and essentially flat surface for the fastening points by solder 14 and to ensure easier insertion of the intermediate carrier 13 also in the area of the wings 10 , while the round cross-section of the connecting wire 4 or the appropriately designed start of the electrodes 3 1, which is suitable for centering in the longitudinal direction of the housing, is still retained (FIG. 10).
- a completely flattened version of the intermediate carrier 13 according to FIG. 12 is of particular stability. In this case, a passage opening on the end walls 11 adapted to this cross section must be provided for the purpose of clear fixation.
- 15 and 16 show a modified embodiment of the bracket.
- a ladder-shaped metal strip 18 is punched out, over which, as shown, a fusible conductor wire 19 is guided and fixed to the rungs 21 of the metal strip 18 by means of solder 20.
- the intermediate carriers 13 ' are continuously separated from the metal strip 18 along the rungs 21 or the lines 22 shown in broken lines.
- the intermediate carrier 13 ′ is fastened between the housing halves 1, 2 provided with wings 10 in the same way as the previously described intermediate carrier 13 (see FIG. 8). .
- the third embodiment of an intermediate carrier 13 ′′ shown in FIG. 17 is a mixed form, which consists of an intermediate carrier 13 and an intermediate carrier 13 ′ placed thereon and preferably electrically welded and fastened thereon.
- the fusible conductor 7 has already been fastened in the manner described above before the metal strip 18 is divided, and the connecting wires or contacts 4 extend on both sides after the intermediate carrier 13 has been formed from a piece of metal wire.
- the arms 17 remain in the miniature fuse, they extend at each of the two fuse ends approximately radially on both sides, always in duplicate on one side, namely as a piece of metal wire with a piece of sheet metal attached to it.
- This embodiment has a particular stability with good centerability, and it is possible to avoid soldering the connecting wires or electrodes 4, as shown in FIG. 16, to the side.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Fuses (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung einer Kleinstsicherung, bei dem nach der Fixierung des Abstandes zweier Anschlußelektroden zwischen diesen ein Schmelzleiter elektrisch leitend befestigt wird und anschließend ein die Elektroden und den Schmelzleiter umgebendes, anfangs zweiteiliges Gehäuse geschlossen wird. Außerdem betrifft die Erfindung eine Kleinstsicherung, die aus einem aus zwei Hälften zusammengesetzten Gehäuse mit darin gehaltenen Elektroden besteht, an denen sich auf der einen Seite Anschlußdrahtenden befinden und auf der anderen Seite ein Schmelzleiter befestigt ist.
- Die bisher bekannten Kleinstsicherungen, die auch Piko-Sicherungen genannt werden, können als Verkleinerung einer Sicherung normaler Größe von z.B. 20mm Länge angesehen werden; sie bestehen z.B. aus einem Keramikröhrchen, auf das beidseitig Kappen aufgeklebt sind, an denen wiederum der im Inneren des Keramikröhrchens befindliche Schmelzleiter sowie die Anschlußdrähte angelötet sind. Die Herstellung einer derartigen Sicherung die nur ca. 7mm lang und ca. 2,4 mm dick ist, wird zum großen Teil noch manuell durchgeführt, so daß vergleichsweise hohe Produktionskosten vorhanden sind.Der Grund für die überwiegend manuelle Fertigung liegt in der schwierigen Handhabbarkeit des Schmelzdrahtes, der in Extremfällen nur einen Durchmesser von 8 µm aufweist.
- Um diesen Schwierigkeiten zu begegnen, ist schon versucht worden, das Innere eines prismatischen Gehäuses in drei Kammern einzuteilen und die beiden äußeren Kammern für die Verbindung des Schmelzdrahtes mit den Anschlußdrähten und die innere Kammer für den Schmelzdraht zu reservieren. Angesichts der Kleinheit der Bauteile ist dieser Vorschlag jedoch schwer in die Tat umzusetzen, außerdem wird die bisher übliche rotationssymmetrische Bauform verlassen.
- Es ist daher Aufgabe der Erfindung, ein Verfahren zur Herstellung der eingangs genannten Art sowie eine Kleinstsicherung selbst vorzuschlagen, wobei sehr einfache Gehäuse verwendet werden können, deren Herstellung trotz der Kleinheit der Bauform keine Schwierigkeit bereitet, und wobei die äußere Form der Kleinstsicherung im wesentlichen möglichst zylindrisch glatt sein soll.
- Zur Lösung dieser Aufgabe, die das Verfahren betrifft, ist nach einem ersten Vorschlag vorgesehen, daß das Gehäuse auf der Innenseite im wesentlichen glattflächig ausgebildet ist, daß die auf Abstand gehaltenen Elektroden in dem einen Gehäuseteil vorbefestigt werden und daß nach dem Befestigen des Schmelzleiters das Gehäuse unter endgültiger Befestigung der Elektroden an der Innenfläche geschlossen wird.
- Nach einem zweiten Vorschlag wird alternativ in Nebenordnung vorgesehen, daß das Gehäuse auf der Innenseite im wesentlichen glattflächig ausgebildet wird, daß zwischen den auf Abstand gehaltenen Elektroden der Schmelzleiter befestigt wird und daß die Elektroden zusammen mit dem Schmelzleiter in den einen Gehäuseteil gelegt und darauf der zweite Gehäuseteil zur Festlegung der Elektroden und des Schmelzleiters und zur Verschließung des Gehäuses gelegt wird.
- Die genannte Aufgabe bezüglich einer Kleinstsicherung wird zum einen dadurch gelöst, daß das Gehäuse rohrartig und auf seiner Innenseite durchgehend im wesentlichen glattflächig ausgebildet ist und daß die Elektroden die Stirnseiten des Gehäuses stopfenartig verschließen.
- Zum anderen wird in Nebenordnung alternativ bezüglich einer Kleinstsicherung vorgeschlagen, daß das Gehäuse rohrartig und auf seiner Innenfläche durchgehend im wesentlichen glattflächig ausgebildet und stirnseitig an beiden Enden bis auf einen Durchlaß für den jeweiligen Kontakt geschlossen sowie innen stirnseitig jeweils mit mindestens einem quer zur Längsachse in der Teilungsebene, gegebenenfalls bis zur Außenseite des Gehäuses, verlaufenden und mit dem dortigen Kontakt verbunden oder einteiligen Arm versehen ist.
- Die nach den genannten Verfahren hergestellte und die unter Schutz gestellte Kleinstsicherung bietet sich jeweils äußerlich als zylindrischer Körper dar, der an seinen Enden keine Verdickungen infolge von Kappen oder dergleichen trägt, sondern dessen Stirnseiten entweder nach Art eines; Stopfens durch die Elektroden oder durch Stirnwände, jeweils mit Durchlaß für die Elektroden, verschlossen sind. In dieser Weise sind hervorragende Voraussetzungen für die Kennzeichnungsbedruckung vorhanden, ohne daß es eines Schrumpfschlauches oder eines Pulverüberzuges bedarf. Die festgelegte Durchmessergrenze kann also voll der Größe des Gehäuses zugute kommen, was indirekt die Herstellung erleichtert.
- Wenn die beiden Gehäuseteile als Rohrhälften ausgebildet sind, können sie fortlaufend abgelängt werden, also in einer Weise hergestellt werden, die an Einfachheit kaum zu überbieten ist. Bei einem thermischen Schweißverfahren zur Zusammenfügung der beiden Rohrhälften kann an der einen Schmalseite eine Schweißlippe angeformt sein, wobei dann die beiden Rohrhälften bei dem Schließen des Gehäuses gegensinnig aneinander gelegt werden, so daß eine Schweißlippe jeweils auf eine glatte Schmalseite ohne Schweißlippe trifft.
- Die Vorbefestigung bzw. die endgültige Befestigung der Elektroden innerhalb der Gehäusehälften sowie der Zusammenhalt des Gehäuses selbst kann mit Hilfe eines Klebers erfolgen, oder es wird eine jeweils durch Erwärmung hervorgerufene Verbindung erreicht, wobei dann der Gehäusewerkstoff ein Thermoplast sein muß. Zur Erwärmung können Ultraschallköpfe, Strahler oder sonstige Wärmequellen benutzt werden, die üblicherweise beim Verkleben und beim Einbetten von Teilen in Thermoplaste Verwendung finden. Zur besseren Haftung der Elektroden in dem Kunststoffmaterial kannderen Oberfläche gerauht sein, beispielsweise sandgestrahlt oder angeätzt.
- Beim Schließen des Gehäuses kann das leichte Eindringen der Elektroden, wenn diese praktisch als Verschlußstopfen benutzt werden, in die Innenfläche der Rohrhälfte in Kauf genommen werden. Dieses Eindringen verbessert sogar den Sitz der Elektroden in dem Gehäuse und damit den Zusammenhalt der Piko-Sicherung. Wenn dabei die den Innenflächen des Gehäuses zugewandten Flächen der Elektroden scharfkantig ausgebildet sind, wird dieser Vorgang noch erleich- - tert. Durch umlaufende V-Rinnen können zwei oder weitere, umlaufende scharfe Kanten geschaffen werden, zwischen denen ausreichend Raum zur Aufnahme des leicht gequetschten Kunststoffmaterials vorhanden ist.
- Das leichte Eindringen der Elektroden in die Innenfläche des Gehäuses bedingt, daß der Schmelzleiter nicht außen an der Peripherie der Elektroden angelötet ist, sondern mehr im Zentrum, damit er beim Schließen des Gehäuses nicht abgeschert wird. Eine ausreichend zentrische Befestigung des Schmelzleiters ergibt sich, wenn die dem Schmelzleiter zugewandten Seiten der Elektroden mit einer Kerbe versehen sind, die gegebenenfalls bis zur Elektrodenmitte reicht und eine annähernd zentrische Anlötung des Schmelzleiters an jeder Elektrode ermöglicht.
- Eine sehr wesentliche erfindungsgemäße Weiterbildung des oben als zweiten Vorschlag bezeichneten Verfahrens besteht darin, daß für die auf Abstand zu haltenden Elektroden und für die Befestigung des Schmelzleiters an diesen ein Zwischenträger gebildet wird, auf dem der Schmelzleiter eine schleifen-, rahmen―oder bügelförmige Erweiterung überspannend mit beiden Enden elektrisch leitend befestigt wird, worauf der Zwischenträger einschließlich Schmelzleiter und am Zwischenträger ausgebildeten oder befestigten Elektroden zwischen den Gehäusehälften angeordnet und das Gehäuse geschlossen wird.
- Bei dieser Lösung bildet der Zwischenträger folglich eine "verlorene" Vorrichtung, mit der die Elektroden und der Schmelz leiter bereits miteinander verbunden und in vorgesehener gegenseitiger Lage zwischen den Gehäusehälften angeordnet wird, bevor diese bleibend miteinander befestigt werden. Wie noch anhand verschiedener Ausführüngsbeispiele erläutert wird, vereinfacht sich das erfindungsgemäße Verfahren hierdurch noch weiter.
- Es ist vorteilhaft, wenn beiderseits der Öffnung der Gehäusehälften jeweils Flügel etwa parallel zur Teilungsebene von den Gehäusehälften abstehen, die nach dem Schließen des Gehäuses mit den zwischen den Flügeln und außerhalb des Gehäuses liegenden und nicht mehr gebrauchten Teilendes Zwischenträgers vom Gehäuse abgeschnitten werden. Diese Flügel bilden sich bei der Herstellung der thermoplastischen Gehäusehälften, und im Rahmen der Erfindung dienen sie zur Zentrierung der Gehäusehälften sowie zur Aufnahme des seitlich überstehenden schleifen-, rahmen- oder bügelförmigen Teils des Zwischenträgers.
- Für die Herstellung der Zwischenträger gibt es mehrere Verfahrensweisen. Nach einem ersten Erfindungsvorschlag wird ein Metallstreifen in Form einer Leiter gebildet, auf deren Sprossen ein quer über diese verlaufender Schmelzleiterfader elektrisch leitend befestigt wird, worauf die Zwischenträger von dem Metallstreifen längs der Sprossen abgeteilt und mit den Elektroden versehen werden. In diesem Falle ergeben sich folglich rechteckig rahmenförmige Zwischenträger. Der Schmelzleiterfaden läßt sich erstens sehr einfach und zweitens ohne nennenswerten Abfall an teurem Schmelzleitermaterial an dem zunächst leiterförmigen Metallstreifen befestigen, von dem dann die Zwischenträger einzeln abgeteilt werden. Sobald die Elektroden beidseitig angelötet sind, ist der Zwischenträger fertig zum Einsetzen in die Gehäusehälften.
- Alternativ hierzu kann der Zwischenträger erfindungsgemäß einschließlich der Kontakte aus einem Stück Metalldraht gebildet werden, dem eine bügelförmige Erweiterung erteilt wird, an deren inneren Ecken etwa in Fortsetzung der äußeren Metalldrahtenden der Schmelzleiter elektrisch leitend befestigt wird. Durch diese schleifen- oder bügelförmige Gestalt des Zwischenträgers werden die Elektroden automatisch an dem Zwischenträger ausgebildet. Es muß folglich nur noch der Schmelzleiter so an den inneren Ecken der bügelförmigen Erweiterung befestigt werden, daß er die Erweiterung frei überspannt., worauf.der Zwischenträger fertig zum Einsetzen zwischen die Gehäusehälften ist.
- Nach einer zweiten Alternative für die Herstellung des Zwischenträgers ist eine Mischform bzw. Kombination der beiden vorerwähnten Verfahren zur Herstellung von Zwischenträgern vorgesehen. Diese erfindungsgemäße Verfahrensform ist dadurch gekennzeichnet, daß der nach dem Befestigen eines Schmelzleiterfadens auf einem im wesentlichen leiterförmigen Metallstreifen von diesem abgeteilte Zwischenträger mit einem zweiten, aber im wesentlichen bügelförmig aus Metalldraht gebildeten Zwischenträger, dessen Enden die Elektroden bilden, zu einem kombinierten Zwischenträger elektrisch leitend fest miteinander verbunden, vorzugsweise verschweißt, wird, wobei die beiden erstgenannten Zwischenträger aufeinandergelegt werden. Hierbei werden die Vorteile der beiden erstgenannten Zwischenträgerformen miteinander vereinigt.
- Der Zwischenträger kann ganz oder teilweise abgeplattet sein. Die Abplattung bewirkt mehr Stabilität, die Runddrahtform gestattet eine leichtere Zentrierung des Zwischenträgers zwischen den Gehäusehälften. Man kann sich auch mit einer teilweisen Abplattung helfen.
- Bei diesem Ausführungsbeispiel sind die Gehäusehälften jeweils an der Stirnseite bis auf eine Ausnehmung für den Durchgang des Kontaktes geschlossen. Hierfür dienen halbkreisförmige Stirnwände, die bereits bei der Herstellung der Gehäusehälften mitausge:Eormt werden.
- Nachfolgend werden Ausführungsbeispiele der Erfindung näher erläutert. In der Zeichnung zeigen:
- Fig. 1 eine auseinandergezogene, isometrische Ansicht der Einzelteile einer Kleinstsicherung gemäß einer ersten Ausführungsform der Erfindung,
- Fig. 2 eine Querschnittsansicht eines zweiten Ausführungsbeispiels der erfindungsgemäßen Kleinstsicherung,
- Fig. 3 eine Querschnittsansicht einer im wesentlichen mit dem ersten Ausführungsbeispiel von Fig. 1 übereinstimmenden Kleinstsicherung,
- Fig.4,5,6 Seitenansichten verschieden gestalteter Elektroden,
- Fig. 7 e.ine Querschnittsansicht durch die Elektrode gemäß Fig. 4,
- Fig. 8 eine ähnlich wie in Fig. 1 auseinandergezogene, isometrische Ansicht der Einzelteile einer Kleinstsicherung gemäß einer dritten Ausführungsform,
- Fig.9,10
- 11,12 Ansichten verschieden gestalteter Zwischenträger für die in Fig. 8 veranschaulichte Ausführungsform,
- Fig. 13,14 eine Seitenansicht sowie eine Querschnittsansicht einer Kleinstsicherung, hergestellt im wesentlichen nach dem ir. Fig. 8 veranschaulichten Verfahren,
- Fig. 15 eine Ansicht eines Metallstreifens zur Bildung einer alternativen Ausführungsform des Zwischenträgers für das durch Fig. 8-14 veranschaulichte Ausführungsbeispiel,
- Fig. 16 eine Ansicht eines zum Einsetzen in das Gehäuse fertigen Zwischenträgers, hervorgegangen aus der alternativen Ausführungsform gemäß Fig. 15;
- Fig. 17 eine Ansicht eines kombinierten Zwischenträgers.
- In der Figur 1 sind die Einzelteile einer erfindungsgemäßen Kleinstsicher ung dargestellt. Eine untere Gehäusehälfte 1, die zum Beispiel aus einem hochfesten Thermoplast besteht, liegt zur Aufnahme der inneren Bauteile bereit. Dazu gehören zwei Elektroden 3 sowie ein Schmelzleiter 7, die bereits zu einer Einheit zusammengefügt sind. Nach deren Absenkung in die untere Gehäusehälfte 1 mit Hilfe einer hier nicht näher dargestellten Vorrichtung (eine "verlorene" Vorrichtung folgt aus den Ausführungsbeispielen gemäß Fig. 8-16) wird die zweite Gehäusehälfte 2 auf die untere Gehäusehälfte 1 aufgelegt und unter sanftem Druck entlang der Trennlinien, beispielsweise durch Ultraschall, erwärmt. Damit ist die Herstellung einer Kleinstsicherung gemäß der Erfindung abgeschlossen.
- Die Elektroden 3 sind für einen festen Verbund mit den Gehäusehälften1 und 2 besonders gestaltet. Die am Ende eines Anschlußdrahtes 4 durch Verdickung gebildete Elektrode trägt eine umlaufende V-Rinne 5, die zwei scharfkantige Ränder hervorbringt, die im Durchmesser geringfügig größer sind als der Innendurchmesser des auf den Hälften 1 und 2 gebildeten Gehäuses. In dieser Weise kommt es beim Schließen des Gehäuses infolge der Erwärmung der entsprechenden Gehäuseabschnitte zu einer leichten Einsenkung der scharfen Kanten in die Innenflächen der Gehäusehälften 1 und 2, so daß ein sehr stabiler Formschluß entsteht, der der Kleinstsicherung insgesamt gute Festigkeitseigenschaften verleiht.
- Das bedingt allerdings, daß der Schmelzleiter 7 nicht am äußeren Rand der Elektroden 3 angelötet sein darf -hier wird er beim Schließen der Gehäusehälften 1 und 2 abgeschertsondern weiter zum Zentrum der Elektroden 3, was in dem dargestellten Ausführungsbeispiel mit Hilfe von Kerben 6 erreicht wird, die eine ausreichend zentrische Befestigung des Schmelzleiters 7 gestatten. Für die Befestigung des Schmelzleiters 7 an den Elektroden 3 wird z.B. in die Kerben 6 Lötpaste.gestrichen und der Schmelzleiter 7 haftend in die Paste hineingedrückt. Mit Hilfe einer äußeren Wärmequelle wird die Lötpaste zum Schmelzen gebracht, wodurch der.Schmelzleiter 7 an den.Elektroden 3 angelötet wird.
- Infolge der dargestellten Verdrehung der beiden Elektroden 3 zueinander um ca. 90° wird im Mittelbereich des Schmelzleiters 7 ein größerer Abstand zu der Gehäuseinnenfläche hervorgerufen als im Bereich der Kerben 6; was für den Zusammenhalt der Kleinstsicherung bei extremen Überströmen gegebenenfalls von Bedeutung ist. Der jeweils weiteste Abstand wird erreicht, wenn die Kerben um 180° angeordnet sind (vergl. Fig. 3). Die Verdrehung der Elektroden 3 gegeneinander sollte jedoch erst vorgenommen werden, wenn der Schmelzleiter 7 bereits angelötet ist, da das Anlöten in ein und derselben Ebene besonders einfach ist.
- Beim Zusammenfügen der Gehäusehälften 1 und 2 durch Schweissen ist jeweils eine Schweißlippe 8 von besonderem Vorteil, die den Schweißvorgang erleichtert und beim Verschweißen fast vollständig in den plastischen Bereich übergeht. Abweichend von der Darstellung der Gehäusehälften 1 und 2 mit einer Schweißlippe 8 kann selbstverständlich jede Gehäusehälfte auch glattflächig sein, wenn zum Beispiel das Zusammenkleben der Gehäuseteile 1 und 2 beabsichtigt ist; in diesem Fall empfiehlt sich auch das Einkleben der Elektroden 3 in das Gehäuse. Im Falle der Verwendung eines Klebers kann beinahe jeder Werkstoff für die Gehäusehälften 1 und 2 verwendet werden, insbesondere zum Beispiel auch ein Keramikwerkstoff oder glasfaserverstärkte Rohrhälften, die sich ebenfalls als Sicherungsgehäuse bewährt haben.
- Aus den Figuren 2 und 3 ist erkennbar, welche Form die Kleinstsicherung nach dem Schließen der Gehäusehälften 1 und 2 aufweist. Während bei dem Ausführungsbeispiel gemäß der Fig. 2 der Schmelzleiter 7 innerhalb ein und derselben Ebene zwischen die Elektroden 3 gelötet ist und die Elektroden anschließend nicht mehr zueinander verdreht worden sind, zeigt die Fig. 3 ein Ausführungsbeispiel mit 180° verdrehten Elektroden, die dazu führt, daß der Schmelzleiter 7 leicht diagonal innerhalb der Gehäusehälften verläuft. Aus beiden Figuren ist deutlich zu erkennen, daß das leichte Eindringen der scharfkantigen Elektroden in die Innenfläche der Gehäusehälften 1 und 2 keine Beeinträchtigung des ausreichend zentrisch an den Elektroden 3 angelöteten Schmelzleiters 7 nach sich zieht.
- In den Figuren 4 und 7 ist die in den vorangehend beschriebenen Ausführungsbeispielen verwendete Elektrode 3 dargestellt. Es ist deutlich zu erkennen, daß die Kerbe 6 lediglich in dem dem Schmelzleiter 7 zugewandten Abschnitt der Elektrode 3 vorhanden ist, so daß sich zu dem Anschlußdraht 4 hin eine in sich geschlossene, umlaufende scharfe Kante ergibt, die das Innere der Gehäusehälften 1 und 2 vollständig abschließt. Die zwischen den beiden Abschnitten der Elektrode 3 vorhandene V-Rinne 5 gestattet das Einsenken eines Werkzeuges bis in den Grund der Kerbe 6 hinab, so daß die bis zu 8 µm dünnen Schmelzleiter 7 ohne Schwierigkeiten an die Elektroden 3 gebracht und dort festgelötet werden können.
- In der Figur 5 ist ein Ausführungsbeispiel für eine Elektrode 3' dargestellt, bei der der Schmelzleiter 7 an der Stirnseite der Elektrode 3' angelötet ist.
- Das in der Figur 6 dargestellte Ausführungsbeispiel einer Elektrode 3" eigent sich insbesondere für das Einkleben in das Gehäuse und somit auch für Gehäusehälften, die bestimmungsgemäß zusammengeklebt werden. Wiederum kann der Schmelzleiter 7 an der Stirnseite der Elektrode 3" angelötet werden, so daß keine Gefahr der Beschädigung in der Nähe der Gehäusewandung besteht.
- Die beiden in den Figuren 8 - 16 veranschaulichten weiteren Ausführungsbeispiele der Erfindung werden zwecks Vermeidung von Wiederholungen im wesentlichen bezüglich ihrer Unterschiede zu den bereits'oben ausführlich beschriebenen und in den Zeichnungen veranschaulichten Ausführungsformen der Kleinstsicherung sowie der Herstellungsverfahren.
- Abweichend von den anderen Ausführungsbeispielen weisen die beiden Gehäusehälften 1,2 sich von deren öffnung seitwärts erstreckende Flügel 10 auf, die beim Herstellen der Gehäusehälften 1, 2 mitausgeformt werden. Außerdem sind halbkreisförmige Stirnwände 11 mit ebenfalls halbkreisförmigen Durchgängen 12 für die Elektroden 3. bzw. deren Anschlußdrähte 4 vorgesehen. Die Elektroden 31 sind ebenso wie die Anschlußdrähte 4 an einem bügelförmigen Zwischenträger 13 ausgebildet, und der Schmelzleiter 7 überspannt die Bügelöffnung mit Befestigungspunkten durch Lot 14. In diesem fertig vormontierten Zustand wird der Zwischenträger 13 zwischen die beiden Gehäusehälften 1,2 gebracht, worauf die beiden Gehäusehälften einschließlich ihrer Flügel 10 in der oben bereits geschilderten Weise miteinander verbunden werden. Darauf werden die über die Rohrform hinausstehenden Teile, etwa längs der mit 15 bezeichneten gestrichelten Linie in Figur 8, abgeschnitten, nämlich die Flügel 10 und das nach außen über die Rohrform hinausragende Stück des eigentlichen Bügelteils 16. So bleibt, wie in Figur 13 und 14 veranschaulicht wird, an beiden-Stirnseiten nur ein quer zur Längsachse des Gehäuses verlaufender Arm 17, der zur Zentrierung und Stabilisierung der Sicherung beiträgt.'
- Für die Ausbildung des Zwischenträgers 13 ergeben sich eine Reihe von Möglichkeiten, die in Figur 9 - 12 dargestellt sind.. Man kann den Querschnitt des Zwischenträgers 13 durchgehend rund belassen (Fig. 9). Mann kann aber auch das eigentliche Bügelteil 16 abplatten', um ihm mehr Stabilität zu verleihen, um für die Befestigungspunkte durch Lot 14 eine größere sowie im wesentlichen ebene Fläche zu erreichen und um ein leichteres Einfügen des Zwischenträgers 13 auch im Bereich der Flügel 10 zu gewährleisten, während nach wie vor der für eine Zentrierung in Längsrichtung des Gehäuses geeignete runde Querschnitt des Anschlußdrahtes 4 bzw. des entsprechend gestalteten Anfangs der Elektroden 31 erhalten bleibt (Fig. 10). Statt den gesamten Bügel 13 abzuplatten, kann man sich auch nach Fig. 11 auf den Eckbereich des Bügels und der sich nach außen erstreckenden Arme 17 beschränken. Von besonderer Stabilität ist eine vollständig abgeplattete Ausführung des Zwischenträgers 13 gemäß Fig. 12. Für diesen Fall ist zwecks eindeutiger Fixierung eine diesem Querschnitt angepaßte Durchgangsöffnung an den Stirnwänden 11 vorzusehen.
- Eine abgeänderte Ausführungsform des Bügels zeigen Fig. 15 und 16. Hier wird zunächst ein leiterförmiger Metallstreifen 18 ausgestanzt, über den, wie dargestellt, ein Schmelzleiterdraht 19 geführt und mittels Lot 20 jeweils an den Sprossen 21 des Metallstreifens 18 befestigt wird. Danach werden die Zwischenträger 13' fortlaufend längs der Sprossen 21 bzw. der gestrichelt dargestellten Linien 22 von dem Metallstreifens 18 abgeteilt. Nach dem beiseitigen Anlöten der Anschlußdrähte 4 an die als Elektroden 32 wirkenden Befestigungsstellen des Schmelzleiters 7 wird der Zwischenträger 13' in der Weise zwischen den mit Flügeln 10 versehenen Gehäusehälften 1, 2 befestigt wie der zuvor beschriebene Zwischenträger 13 (verg. Fig.8). Danach werden wiederum die Flügel 10 von dem rohrförmigen Gehäuse abgetrennt, wobei gleichzeitig die beidseits überstehenden eigentlichen Bügelteile 16' etwa längs der gestrichelten Linie 23 ebenfalls mit abgeschnitten werden, so daß bei diesem Ausführungsbeispiel im Gegensatz zu dem emäß Figur 13, 14 nach beiden Seiten reichende Arme in der Sicherung bleiben (in Fig. 13,14 mit 17 bezeichnet) und die Fixierung der Elektroden 32 und des Schmelzleiters 7 bewirken. Insofern unterscheiden sich die beiden Ausführungsformen gemäß Fig. 9 - 14 einerseits und Fig. 15 und 16 andererseits im wesentlichen nur durch die verschiedene Form und Herstellungsweise des Zwischenträgers 13.
- Bei der in Figur 17 dargestellten dritten Ausführungsform eines Zwischenträgers 13'' handelt es sich um eine Mischform, die aus einem Zwischenträger 13 und einem darauf gelegten und an diesem elektrisch leitend befestigten, vorzugsweise geschweißten, Zwischenträger 13' besteht. An letzterem ist bereits vor dem Abteilen von dem Metallstreifen 18 der Schmelzleiter 7 in der oben geschilderten Weise befestigt worden, und am Zwischenträger 13 erstrecken sich bereits nach dessen Ausformung aus einem Metalldrahtstück die Anschlußdrähte bzw. Kontakte 4 nach beiden Seiten. Nach dem Einbringen des Zwischenträgers 13" in die beiden Gehäusehälften 1 und 2 (nicht dargestellt) erfolgt auch bei dem auf diese Weise hergestellten Kleinstsicherungstyp nach der Erfindung das Abschneiden der nicht dargestellten Flügel 10 sowie der überstehenden Bügelteile 16, 161. Die Arme 17 verbleiben in der Kleinstsicherung, sie erstrecken sich an jedem der beiden Sicherungsenden etwa radial nach beiden Seiten, nach einer Seite stets in doppelter Ausführung, nämlich als Metalldrahtstück mit darauf befestigtem Metallblechstück. Diese Ausführungsform weist eine besondere Stabilität bei guter Zentrierbarkeit auf, und es läßt sich vermeiden, die Anschlußdrähte bzw. Elektroden 4, wie in Figur 16 dargestellt, jeweils seitlich anzulöten.
Claims (19)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19833342302 DE3342302A1 (de) | 1983-11-23 | 1983-11-23 | Verfahren zur herstellung einer kleinstsicherung sowie kleinstsicherung |
| DE3342302 | 1983-11-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0144854A2 true EP0144854A2 (de) | 1985-06-19 |
| EP0144854A3 EP0144854A3 (de) | 1987-04-29 |
Family
ID=6215029
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84114010A Withdrawn EP0144854A3 (de) | 1983-11-23 | 1984-11-20 | Verfahren zur Herstellung einer Kleinstsicherung sowie Kleinstsicherung |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4851805A (de) |
| EP (1) | EP0144854A3 (de) |
| DE (1) | DE3342302A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9005916U1 (de) * | 1990-05-25 | 1991-09-26 | Doduco GmbH + Co Dr. Eugen Dürrwächter i.K., 75181 Pforzheim | Elektrische Sicherung zum Einbau in Stromversorgungskabel in Kraftfahrzeugen |
| EP0621621A2 (de) * | 1993-04-23 | 1994-10-26 | Gould Electronics Inc. | Strombegrenzungssicherungen |
| CN1072054C (zh) * | 1996-06-07 | 2001-10-03 | 曼内斯曼股份公司 | 用于薄钢带浇铸装置的浇铸喷嘴 |
| CN111463089A (zh) * | 2019-01-21 | 2020-07-28 | 力特保险丝公司 | 熔断器和形成熔断器的方法 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4996509A (en) * | 1989-08-25 | 1991-02-26 | Elliot Bernstein | Molded capless fuse |
| JP3820143B2 (ja) * | 2001-02-16 | 2006-09-13 | エス・オー・シー株式会社 | 表面実装型小型ヒューズ |
| WO2002071432A1 (de) * | 2001-03-02 | 2002-09-12 | Wickmann-Werke Gmbh | Sicherungsbauelement |
| US7436283B2 (en) * | 2003-11-20 | 2008-10-14 | Cooper Technologies Company | Mechanical reinforcement structure for fuses |
| CN100492580C (zh) * | 2004-02-21 | 2009-05-27 | 维克曼工厂有限公司 | 用于熔线元件的带有绝缘中间线圈的线圈熔断导体 |
| US20060119465A1 (en) * | 2004-12-03 | 2006-06-08 | Dietsch G T | Fuse with expanding solder |
| DE502005001781D1 (de) * | 2005-06-02 | 2007-12-06 | Wickmann Werke Gmbh | Wickelschmelzleiter für ein Schmelzsicherungsbauelement mit Kunststoffversiegelung |
| US20080100412A1 (en) * | 2006-10-06 | 2008-05-01 | Han-Ming Lee | Insulated shockproof fuse |
| CN101282056B (zh) * | 2007-04-04 | 2014-08-06 | 松下电器产业株式会社 | 无刷直流马达温度保护装置 |
| US9117615B2 (en) | 2010-05-17 | 2015-08-25 | Littlefuse, Inc. | Double wound fusible element and associated fuse |
| JP6426056B2 (ja) * | 2015-06-08 | 2018-11-21 | 豊田鉄工株式会社 | ヒューズ |
| CN108091528B (zh) * | 2017-11-29 | 2020-02-07 | 国网浙江省电力公司丽水供电公司 | 一种弹性推压式高压熔断器管座 |
| US11317661B2 (en) * | 2019-01-04 | 2022-05-03 | Matthew Winningham | Arm warming device |
| US11721511B2 (en) * | 2022-01-06 | 2023-08-08 | Littelfuse, Inc. | Fuse terminal design |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2759065A (en) * | 1955-01-10 | 1956-08-14 | Moeller Arthur Edward | Fuse holder |
| GB1577684A (en) * | 1978-03-28 | 1980-10-29 | Welwyn Electric Ltd | Fuse array |
| DE3033323A1 (de) * | 1979-09-11 | 1981-03-26 | Rohm Co. Ltd., Kyoto | Schutzvorrichtung fuer eine halbleitervorrichtung |
| WO1981001627A1 (en) * | 1979-12-03 | 1981-06-11 | Beswick Kenneth E Ltd | Method of manufacturing plug-in electrical fuses and a fuse produced by the method |
| US4326185A (en) * | 1981-04-27 | 1982-04-20 | San-O Industrial Company, Ltd. | Electrical fuse with semi-cylindrical casings |
| DE3044040A1 (de) * | 1980-11-22 | 1982-07-15 | Wilhelm Pudenz KG, 2833 Dünsen | Stecksicherung |
| GB2119588A (en) * | 1982-03-19 | 1983-11-16 | Soc Corp | Micro-fuse assembly |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB971709A (en) * | 1962-05-16 | 1964-10-07 | Microfuses Ltd | Improvements in or relating to fuses |
| US3355532A (en) * | 1963-01-15 | 1967-11-28 | Ltv Electrosystems Inc | Molded resistor and method of fabricating same |
-
1983
- 1983-11-23 DE DE19833342302 patent/DE3342302A1/de not_active Withdrawn
-
1984
- 1984-11-20 EP EP84114010A patent/EP0144854A3/de not_active Withdrawn
- 1984-11-23 US US06/674,075 patent/US4851805A/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2759065A (en) * | 1955-01-10 | 1956-08-14 | Moeller Arthur Edward | Fuse holder |
| GB1577684A (en) * | 1978-03-28 | 1980-10-29 | Welwyn Electric Ltd | Fuse array |
| DE3033323A1 (de) * | 1979-09-11 | 1981-03-26 | Rohm Co. Ltd., Kyoto | Schutzvorrichtung fuer eine halbleitervorrichtung |
| WO1981001627A1 (en) * | 1979-12-03 | 1981-06-11 | Beswick Kenneth E Ltd | Method of manufacturing plug-in electrical fuses and a fuse produced by the method |
| DE3044040A1 (de) * | 1980-11-22 | 1982-07-15 | Wilhelm Pudenz KG, 2833 Dünsen | Stecksicherung |
| US4326185A (en) * | 1981-04-27 | 1982-04-20 | San-O Industrial Company, Ltd. | Electrical fuse with semi-cylindrical casings |
| GB2119588A (en) * | 1982-03-19 | 1983-11-16 | Soc Corp | Micro-fuse assembly |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9005916U1 (de) * | 1990-05-25 | 1991-09-26 | Doduco GmbH + Co Dr. Eugen Dürrwächter i.K., 75181 Pforzheim | Elektrische Sicherung zum Einbau in Stromversorgungskabel in Kraftfahrzeugen |
| DE4116983A1 (de) * | 1990-05-25 | 1991-11-28 | Duerrwaechter E Dr Doduco | Elektrische sicherung zum einbau in stromversorgungskabel in kraftfahrzeugen |
| EP0621621A2 (de) * | 1993-04-23 | 1994-10-26 | Gould Electronics Inc. | Strombegrenzungssicherungen |
| EP0621621A3 (en) * | 1993-04-23 | 1995-11-08 | Gould Electronics Inc | Current limiting fuses. |
| CN1072054C (zh) * | 1996-06-07 | 2001-10-03 | 曼内斯曼股份公司 | 用于薄钢带浇铸装置的浇铸喷嘴 |
| CN111463089A (zh) * | 2019-01-21 | 2020-07-28 | 力特保险丝公司 | 熔断器和形成熔断器的方法 |
| EP3690919A1 (de) * | 2019-01-21 | 2020-08-05 | Littelfuse, Inc. | Sicherung |
| US11101093B2 (en) | 2019-01-21 | 2021-08-24 | Littelfuse, Inc. | Fuses and methods of forming fuses |
| US11521818B2 (en) | 2019-01-21 | 2022-12-06 | Littelfuse, Inc. | Fuses and methods of forming fuses |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0144854A3 (de) | 1987-04-29 |
| US4851805A (en) | 1989-07-25 |
| DE3342302A1 (de) | 1985-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0144854A2 (de) | Verfahren zur Herstellung einer Kleinstsicherung sowie Kleinstsicherung | |
| DE4419055C2 (de) | Chip-Schmelzsicherung | |
| DE3219905C2 (de) | ||
| DE3329886C2 (de) | Verfahren zum Herstellen von Trocken-Elektrolyt-Kondensatoren | |
| CH669478A5 (de) | ||
| DE2641461B2 (de) | Drahtklemme | |
| DE2502214C2 (de) | Verfahren zur Herstellung von laminierten Sammelschienen | |
| DE2444892C3 (de) | Verfahren zur Herstellung von streifenförmigen Anschlußelementen | |
| DE3221290A1 (de) | Elektrische lampe mit einem huelsenfoermigen sockel | |
| DE2633571C2 (de) | Werkzeug zum Herstellen einer Wickelverbindung | |
| DE69405333T2 (de) | Lampen-Stromzuführungsvorrichtung mit geformter Folie | |
| DE2142087B2 (de) | Verbindungselement zum verspleissen isolierter elektrischer leitungen | |
| DE3304263A1 (de) | Glasschmelzsicherungen sowie verfahren zu ihrer herstellung | |
| EP0655169B2 (de) | Bürstenhalter für elektromotoren | |
| DE3237159C1 (de) | Kontaktelement fuer elektrische Steckverbindungen und Verfahren zur Herstellung von derartigen Kontaktelementen | |
| DE2844786A1 (de) | Einstueckiger, ummantelter kontakt | |
| EP1318565B1 (de) | Antenne, insbesondere Mobilfunkantenne, mit einer Zentrierhilfe bei ihrer Herstellung | |
| DE2137990B2 (de) | Schmelzsicherung | |
| DE69323595T2 (de) | Innerer Teil eines Lampengehäuses | |
| DE3610086A1 (de) | Endstueck fuer einen elektrischen leiter und verfahren zur herstellung desselben | |
| DE102016125897B4 (de) | Lötfähiges elektrisches Anschlusselement | |
| DE4425151A1 (de) | Fokussierbare Lampenkapsel in einem kittfreien Sockel | |
| DE8911461U1 (de) | Anker für einen Elektromotor | |
| DE102012223082A1 (de) | Kontaktelement und Verfahren zur Herstellung eines Kontaktelements | |
| EP0497766B1 (de) | Verfahren zum herstellen einer kontaktvorrichtung, kontaktvorrichtung und deren verwendung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19870526 |
|
| 17Q | First examination report despatched |
Effective date: 19880816 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19890531 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: POERSCHKE, KARL, DR.-ING. |