EP0072425A2 - Procédé et métier à tricoter circulaire pour la fabrication d'articles peluchés à dessin - Google Patents
Procédé et métier à tricoter circulaire pour la fabrication d'articles peluchés à dessin Download PDFInfo
- Publication number
- EP0072425A2 EP0072425A2 EP82106085A EP82106085A EP0072425A2 EP 0072425 A2 EP0072425 A2 EP 0072425A2 EP 82106085 A EP82106085 A EP 82106085A EP 82106085 A EP82106085 A EP 82106085A EP 0072425 A2 EP0072425 A2 EP 0072425A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- plush
- needles
- thread
- basic
- goods
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B9/00—Circular knitting machines with independently-movable needles
- D04B9/12—Circular knitting machines with independently-movable needles with provision for incorporating pile threads
Definitions
- the materials not intended for the formation of pole faces must preferably be used as thread floats, which are anchored in the basic knit at certain intervals in the basic knitted fabric of the basic goods.
- this requires a coordinated selection of the plush sinkers, since sinkers must be provided between the stitch-forming needles, while no sinkers may be selected if the needles are lifted in the catching position or remain in the concentricity.
- sinkers must be provided between the stitch-forming needles, while no sinkers may be selected if the needles are lifted in the catching position or remain in the concentricity.
- Several solo sub-series usually complement one another within a color sequence complete series of samples. Such goods can be produced on knitting machines, as described in DE-PS 681.18o and GB-PS 462.662.
- DE-OS 2 322 384 it has been proposed by DE-OS 2 322 384 to incorporate into the mesh of a number of different pile materials.
- the low pile density in the individual pattern areas is disadvantageous in the case of the goods manufactured by customary methods with exclusive selection of the handle-forming elements (sinkers, needles, plush hooks), since normal rows made of the other materials run between the plush rows of these areas .
- a lot of pole material is used for other purposes.
- the invention is therefore based on the object to provide goods as described in connection with DE-PS 681.18o and GB-PS 462.662, for which purpose only the latch needles provided for stitching are selected by selection devices known per se, while all sinkers always make the movements necessary to form plush handles.
- the object of the invention is achieved in that all needles in the catch position and selected from this: needles are driven out at knitting height, then during the retraction of the sinkers for inserting the basic thread, at least those needles in the concentric position are withdrawn from the needles in the concentric position which are in the previous system have detected the basic and plush threads fed there in catch position, whereupon after feeding the basic thread the sinker noses between the needle shafts are controlled and after feeding the plush threads only the needles previously selected in the knitting position are pulled off to form stitches, while those to form catch stitches
- the needles provided in an intermediate position remain in the plush thread from one through a second sinker nose formed throat of the board can be detected.
- the main advantage of the invention lies in the fact that the production of patterned plush goods is possible exclusively by selecting the needle and without decisively changing the known process sequence in the production of knitted plush goods, with a high handle density and thread floatings of the basic and plush threads which are exposed in the basic knitting. This enables an operationally reliable machine to carry out the method and does not require any additional knowledge in the creation of samples and in the operation of the machine.
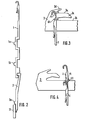
- Fig. 1 shows the passage of needles in the knitting system of a circular knitting machine with needle cylinder and sinkers ring.
- the latch needles 1 inserted in the needle cylinder cry according to FIG. 2 at least one of the needle feet 1a or 1b.
- a selection slide 2 is hinged and is wasted by a selection device known per se around the hinged joint.
- the washout slide reaches, for example, the area of the expulsion part 31, or later in that of the retraction parts 32 and 33. Swiveled into the cylinder, no movement can take place via the selection slide.
- Known boards with two throats are used in the board ring, e.g. can be used for the production of the aforementioned thread lining.
- a sinker 3 has a tapping edge 3b for the basic thread and a tapping edge 3a for the plush thread. The height difference between the two tapping edges determines the height of the plush handles.
- the plate noses 30 and 3d form corresponding grooves.
- the height of the knock-off edge is indicated by the line A - A1, the height of the Abochlagkante for the basic thread by the line B - B1.
- the needles run from left to right through a knitting system.
- the needle marked a is in the trigger for masohene formation, this has just taken place on needle b.
- the needle o was intended to incorporate thread floatation of the last fed basic thread G1 and plush thread P1, was last driven out only in the catch position and is only withdrawn to such an extent that it pulls the plush thread P1 under the platinum needle 3d. Before needles are expelled, the sinkers 3 move, in FIG.
- the needles k provided with needle foot 1 a are drawn back into the concentric position of the needles 1 by the rüok train part 12. At least all needles must be affected by this, which in the previous system incorporated thread floats as catch stitches. This means that previously not selected needles with foot 1a have passed through in the catching position in this system.
- the sinkers are pulled outwards, so that, according to FIG. 4, the sinker nose comes out of the area of the needle shafts.
- the needle heads of the unselected needles 1 pull thread floats of the plush thread P1 which are placed on the tucking edges 3a, onto the tapping edge 3b and thus towards the thread floats of the base thread G1 and to the last stitches formed.
- the sinker tabs 3o represented by line C are retracted to such an extent that a basic thread G2 can be fed underneath through the basic thread guide G and can get into the lower sinker groove by an inward movement of the sinkers.
- Needles i with foot 1b pass the retracted retraction part 23 and, like needle m, are optionally raised again by an expulsion part 23 to such an extent that the stitches last formed by these needles do not slide over the needle tongues, but also the highest catch output for reliable detection of the next plush thread P2 is given. This is done by the plush thread guide P supplied as soon as the sinkers were pushed inwards to the middle of the cylinder so far that their lugs 3b get between the needle shafts.
- the integration possibilities of the thread floats can be varied even more.
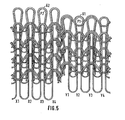
- Pattern effects can only be achieved if the basic goods are not covered by plush handles.
- no plush threads are fed to systems forming at least one specific sample area.
- a basic thread G2 with a plush thread P2 form the courses in the wales X1 to X4 and thus the one base or plush surface, while in the wales Y1 to Y4 basic threads G1 together with plush threads P1 form the other base or plush surface.
- Basic thread G1 and plush thread P1 are integrated in every second wale (X2 or X4) as catch stitches in the fabric area consisting of wales X1 to X4, while storing the wales X1 and X3.
- the basic threads G2 and plush threads P2 are integrated as catch stitches in the wale stitches Y1 and Y3 and lie as floats over the Maso sticks Y2 and Y4.
- the incorporation of the exposed threads can be carried out as desired by the person skilled in the art. Of course, those that were formed in the usual way can also run between rows of stitches formed according to the invention.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Machines (AREA)
- Knitting Of Fabric (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT3352/81 | 1981-07-30 | ||
| AT335281A AT378013B (de) | 1981-07-30 | 1981-07-30 | Verfahren und rundstrickmaschine zur herstellung einer gemusterten plueschware |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0072425A2 true EP0072425A2 (fr) | 1983-02-23 |
| EP0072425A3 EP0072425A3 (fr) | 1985-09-18 |
Family
ID=3549222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82106085A Withdrawn EP0072425A3 (fr) | 1981-07-30 | 1982-07-07 | Procédé et métier à tricoter circulaire pour la fabrication d'articles peluchés à dessin |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0072425A3 (fr) |
| JP (1) | JPS5823944A (fr) |
| AT (1) | AT378013B (fr) |
| DD (1) | DD202315A5 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4706474A (en) * | 1980-10-29 | 1987-11-17 | Karl Eybl Gesellschaft M.B.H. | Process of manufacturing a knitted pile fabric |
| EP0335618A1 (fr) * | 1988-03-29 | 1989-10-04 | Precision Fukuhara Works, Ltd | Procédé pour tricoter un étoffe jacquard à un métier à tricoter circulaire |
| EP0476190A1 (fr) * | 1989-03-13 | 1992-03-25 | Precision Fukuhara Works, Ltd | Procédé pour la fabrication de tricot à poil vanisé et platine pour cela |
| EP0629727B1 (fr) * | 1993-06-17 | 1998-12-23 | TEXTILES ET PLASTIQUES CHOMARAT (Société anonyme) | Tricot velours jacquard réalisé sur un métier circulaire à mailles cueillies et procédé permettant son obtention |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06340984A (ja) * | 1993-06-01 | 1994-12-13 | Merutetsuku:Kk | 超薄形金属板におけるフォトエッチング加工法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2710527A (en) * | 1952-06-21 | 1955-06-14 | Supreme Knitting Machine Co In | Method and machine for making knitted loop fabric |
| US3937037A (en) * | 1974-01-09 | 1976-02-10 | Scott & Williams, Inc. | Method and apparatus for knitting terry fabric |
| DE2934668A1 (de) * | 1979-08-28 | 1981-03-19 | Terrot Strickmaschinen GmbH, 7000 Stuttgart | Platine fuer strickmaschine zur herstellung eines plueschgestricks |
-
1981
- 1981-07-30 AT AT335281A patent/AT378013B/de not_active IP Right Cessation
-
1982
- 1982-07-07 EP EP82106085A patent/EP0072425A3/fr not_active Withdrawn
- 1982-07-28 JP JP13053482A patent/JPS5823944A/ja active Pending
- 1982-07-30 DD DD24210882A patent/DD202315A5/de unknown
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4706474A (en) * | 1980-10-29 | 1987-11-17 | Karl Eybl Gesellschaft M.B.H. | Process of manufacturing a knitted pile fabric |
| EP0335618A1 (fr) * | 1988-03-29 | 1989-10-04 | Precision Fukuhara Works, Ltd | Procédé pour tricoter un étoffe jacquard à un métier à tricoter circulaire |
| EP0476190A1 (fr) * | 1989-03-13 | 1992-03-25 | Precision Fukuhara Works, Ltd | Procédé pour la fabrication de tricot à poil vanisé et platine pour cela |
| EP0629727B1 (fr) * | 1993-06-17 | 1998-12-23 | TEXTILES ET PLASTIQUES CHOMARAT (Société anonyme) | Tricot velours jacquard réalisé sur un métier circulaire à mailles cueillies et procédé permettant son obtention |
Also Published As
| Publication number | Publication date |
|---|---|
| DD202315A5 (de) | 1983-09-07 |
| ATA335281A (de) | 1984-10-15 |
| AT378013B (de) | 1985-06-10 |
| EP0072425A3 (fr) | 1985-09-18 |
| JPS5823944A (ja) | 1983-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19545770A1 (de) | Durch Fadenflottungen gemusterte Plattierware und Verfahren zu deren Herstellung auf Rundstrickmaschinen | |
| DE2313651A1 (de) | Verfahren zur herstellung doppelflaechiger, ein- und/oder zweiseitig plattierter glatter oder gemusterter strickwaren, insbesondere futterwaren und rundstrickmaschine zu deren herstellung | |
| DE3927815A1 (de) | Pluesch- oder florstrickware und rundstrickmaschine zu deren herstellung | |
| DE19707053A1 (de) | Hoch/Tief-Plüschstrickware sowie Verfahren und Vorrichtung zu ihrer Herstellung | |
| DE3024705C2 (de) | Verfahren zur Herstellung flächenmäßig gemusterter Plüschware, sowie Rundstrickmaschine hierfür | |
| EP0531789A1 (fr) | Métier à tricoter circulaire pour la production d'articles à peluches | |
| DE69018002T2 (de) | Gestrickter Stoff mit eingelegtem Polfaden und Verfahren. | |
| EP3556921B1 (fr) | Machine à tricoter rectiligne et procédé de fabrication d'un tricot à motifs filigranes | |
| DE19647508C1 (de) | Verfahren und Kettenwirkmaschine zur Herstellung von Polware | |
| DE69417654T2 (de) | Verfahren zum Maschenweitern an einer Zwischenposition in einer Maschenreihe eines Rippgestricks | |
| DE2950147A1 (de) | Strickmaschine mit nadeln ohne zungen | |
| EP0072425A2 (fr) | Procédé et métier à tricoter circulaire pour la fabrication d'articles peluchés à dessin | |
| DE2516224C3 (de) | Rundstrickmaschine zur Herstellung von Maschenware mit eingelegten Kett- und Schußfäden | |
| DE4033735C2 (de) | Strickmaschine zur Herstellung von Plüschwaren | |
| DE4335109A1 (de) | Verfahren und Vorrichtung zur Herstellung mehrfarbig, jacquardgemusterter Polgewirke | |
| DE2628938A1 (de) | Verfahren und vorrichtung zum herstellen eines gemusterten wirkmaterials | |
| DE2919344A1 (de) | Kettenwirkmaschine, insbesondere haekelgalonmaschine zur herstellung jacquardgemusterter polschlingengewirke | |
| DE817340C (de) | Strickware und Maschine zu ihrer Herstellung | |
| DE1952558B2 (de) | Kettenwirkware und Kettenwirkmaschine zu ihrer Herstellung | |
| DE3928986C2 (de) | Strickmaschine | |
| DE572374C (de) | Wirkware und Verfahren zu deren Herstellung | |
| EP0051059A1 (fr) | Procédé pour la fabrication d'un tricot pelucheux, le cas échéant à dessin, et métier à tricoter circulaire pour sa mise en oeuvre | |
| DE688329C (de) | Verfahren zum Einlegen von Gummischuss- bzw. Futterfaeden auf flachen Kulierwirkmaschinen sowie flache Kulierwirkmaschine zur Ausfuehrung des Verfahrens und nach dem Verfahren hergestellte Maschenware | |
| DE3744305C2 (de) | Verfahren zur Bildung von Maschen und eine für die Durchführung des Verfahrens geeignete Rundstrickmaschine | |
| DE927463C (de) | Maschenware und Verfahren zu ihrer Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE FR GB IT LI |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19860520 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SCHMIDT, WALTER RICHARD |