EP0061067B1 - Verfahren zum Einschliessen verbrauchter Brennstäbe eines Kernreaktors in einem Behälter aus Kupfer - Google Patents
Verfahren zum Einschliessen verbrauchter Brennstäbe eines Kernreaktors in einem Behälter aus Kupfer Download PDFInfo
- Publication number
- EP0061067B1 EP0061067B1 EP82101891A EP82101891A EP0061067B1 EP 0061067 B1 EP0061067 B1 EP 0061067B1 EP 82101891 A EP82101891 A EP 82101891A EP 82101891 A EP82101891 A EP 82101891A EP 0061067 B1 EP0061067 B1 EP 0061067B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- lid
- copper
- fuel rods
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images
Classifications
-
- G—PHYSICS
- G21—NUCLEAR PHYSICS; NUCLEAR ENGINEERING
- G21F—PROTECTION AGAINST X-RADIATION, GAMMA RADIATION, CORPUSCULAR RADIATION OR PARTICLE BOMBARDMENT; TREATING RADIOACTIVELY CONTAMINATED MATERIAL; DECONTAMINATION ARRANGEMENTS THEREFOR
- G21F5/00—Transportable or portable shielded containers
- G21F5/005—Containers for solid radioactive wastes, e.g. for ultimate disposal
-
- G—PHYSICS
- G21—NUCLEAR PHYSICS; NUCLEAR ENGINEERING
- G21F—PROTECTION AGAINST X-RADIATION, GAMMA RADIATION, CORPUSCULAR RADIATION OR PARTICLE BOMBARDMENT; TREATING RADIOACTIVELY CONTAMINATED MATERIAL; DECONTAMINATION ARRANGEMENTS THEREFOR
- G21F9/00—Treating radioactively contaminated material; Decontamination arrangements therefor
- G21F9/28—Treating solids
-
- G—PHYSICS
- G21—NUCLEAR PHYSICS; NUCLEAR ENGINEERING
- G21F—PROTECTION AGAINST X-RADIATION, GAMMA RADIATION, CORPUSCULAR RADIATION OR PARTICLE BOMBARDMENT; TREATING RADIOACTIVELY CONTAMINATED MATERIAL; DECONTAMINATION ARRANGEMENTS THEREFOR
- G21F9/00—Treating radioactively contaminated material; Decontamination arrangements therefor
- G21F9/28—Treating solids
- G21F9/34—Disposal of solid waste
- G21F9/36—Disposal of solid waste by packaging; by baling
Description
- Die Erfindung betrifft ein Verfahren zum Einschließen verbrauchter Brennstäbe eines Kernreaktors in einem Behälter aus Kupfer gemäß dem Oberbegriff des Anspruches 1.
- Bei einem vorgeschlagenen Verfahren zur Handhabung radioaktiven Abfalls zwecks Endlagerung werden verbrauchte Brennstäbe eines Kernreaktors direkt, d. h. ohne Aufarbeitung, in dichte Behälter aus korrosionsbeständigem Material eingeschlossen. Gemäß einem bekannten Verfahren werden dabei verbrauchte Brennstäbe in einem Behälter aus Kupfer plaziert und in dem Behälter in Blei eingebettet, indem dem Behälter geschmolzenes Blei zugeführt wird, das dann im Behälter erstarrt. Danach wird der Behälter mit einem Deckel aus Kupfer versehen, der unter Bildung einer dichten Naht mit dem Behälter zusammengeschweißt wird.
- Aus der Druckschrift »Sprechsaal« 113 (1980), Seite 756 ff ist ein Verfahren zum Einschließen verbrauchter Brennstäbe bekannt, bei welchem die Brennstäbe zunächst in einen Stahlbehälter eingeschlossen werden. Dieser Stahlbehälter wird dann lose, also ohne zusätzliches Einbettungsmaterial, in ein aus Tonerde bestehendes Aufnahmegefäß eingebracht. Das Tonerdegefäß wird dann mit einem Deckel versehen, und die gesamte Einheit wird isostatisch heißgepreßt.
- Aus der FR-A-2 375 695 ist ein Verfahren zur Einschließung von radioaktivem Abfall bekannt, bei welchem ein in bestimmter Weise aufbereiteten radioaktiven Abfall enthaltender Körper in eine Kupferkapsel eingebracht und in dieser in Kupferpulver eingebettet wird, worauf die gesamte Einheit isostatisch heißgepreßt wird. Voraussetzung für dieses Verfahren ist jedoch, daß das radioaktive Material des in die Kupferhülle eingeführten Körpers bereits in einem gegenüber der Umgebung beständigen Material eingeschlossen ist, nämlich in einer erstarrten Glasschmelze oder einem gesinterten oxydischen oder anderen anorganischen Material. Der radioaktive Abfall muß also vor Anwendung dieses Verfahrens durch ein aufwendiges anderes Verfahren in einen stabilen und druckbeständigen Körper übergeführt werden.
- Der Erfindung liegt die Aufgabe zugrunde, ein im Verhältnis zu den bekannten Verfahren einfaches Verfahren der eingangs genannten Art zu entwickeln, durch welches die verbrauchten Brennstäbe in einer gegen Korrisionsangriffe sehr widerstandsfähigen und nach außen dichten Weise geschützt sind.
- Zur Lösung dieser Aufgabe wird ein Verfahren gemäß dem Oberbegriff des Anspruches 1 vorgeschlagen, welches erfindungsgemäß die im kennzeichnenden Teil des Anspruches 1 genannten Merkmale hat.
- Vorteilhafte Weiterbildungen der Erfindung sind in den Unteransprüchen genannt.
- Der Erfindung liegt die Erkenntnis zugrunde, daß erhebliche Vorteile erzielt werden, wenn als Einbettungsmaterial für die verbrauchten Brennstäbe Kupferpulver anstelle von Blei verwendet wird und wenn das Verschließen des Behälters und des Deckels dabei durch isostatisches Pressen erfolgt. Eine höhere Widerstandsfähigkeit gegen Korrisonsangriffe wird dadurch erreicht, daß der aus dem Kupferpulver, dem Behälter und dem Deckel gebildete massive Körper aus Kupfer gegen Korrosion widerstandsfähiger ist als ein Behälter aus Kupfer mit einem darin angeordneten Körper aus Blei. Dies hängt zum einen damit zusammen, daß Kupfer an sich widerstandsfähiger als Blei ist und zum anderen damit, daß die Schutzschichten aus einem einheitlichen Material bestehen. Ein weiterer Vorteil besteht darin, daß das Innere des Behälters frei von Kavitationen hergestellt werden kann, was beim Eingießen von Blei in den Behälter und Festschwei- ßen eines Deckels kaum möglich ist. Ein weiterer Vorteil besteht darin, daß die Naht zwischen dem Behälter und dem Deckel bei dem Verfahren nach der Erfindung vollkommen dicht und völlig zuverlässig wird. Die Materialien von Behälter und Deckel gehen in diesem Fall ineinander über, ohne daß zwischen Behälter und Dekkel eine Fuge oder eine Übergangsstelle mit einer anderen Materialzusammensetzung vorhanden ist. Das Zusammenschweißen von Kupferteilen mit großer Wandstärke, wie dies bei dem bekannten Verfahren der Fall ist, ist mit großen Schwierigkeiten verbunden und ergibt eine Naht, die eine andere Struktur hat, als das daran angrenzende Material. Die Naht kann daher eine geschwächte Stelle im verschlossenen Behälter werden.
- Normalerweise kann die gasdichte Kapsel auf dem fertig gepreßten Körper verbleiben, wenn dieser zwecks Endlagerung deponiert wird. Die Kapsel kann aus Blech derselben Qualität wie der Behälter hergestellt werden, d. h. aus Kupfer. Hierdurch wird die Wahrscheinlichkeit, daß ein zusammenhängender Materialfehler oder ein Defekt im Kupfermaterial auftreten kann, erheblich vermindert. Die äußere Kapsel kann auch aus einem anderen Material, das einen ergänzenden Korrosionsschutz für Kupfer ergibt, wie z. B. rostfreier Stahl oder Titan, hergestellt werden.
- Der Behälter, der Deckel und das Kupferpulver werden vorzugsweise aus einem Kupfer hochreiner Qualität mit einem niedrigen Sauerstoffgehalt, mindestens 99,95% Cu (einschließlich kleiner Mengen Ag), einer sog. OFHC-Art (Oxygen Free High Conductivity) hergestellt. Es wird angenommen, daß eine solche Qualität dem fertigen Produkt eine gute Korrisionsbeständigkeit gibt. Alternativ kann hochreines Kupfer verwendet werden, das mit kleinen Mengen Phosphor (max. 0,015% P) desoxidiert wurde. Die Partikel des Kupferpulvers sind vorzugsweise sphärisch oder wenigstens zum überwiegenden Teil sphärisch. Partikel mit einer solchen Form haben ein gutes Fließvermögen und ergeben dadurch einen hohen Füllungsgrad. Der Füllungsgrad kann durch die Verwendung von sphärischem Pulver mit mindestens zwei verschiedenen Korngrößen verbessert werden. Eine geeignete Korngröße für die eine der beiden Fraktionen ist dabei 0,5-1,5 mm und für die andere Fraktion 0,1-0,2 mm. Bei der letztgenannten Fraktion kann es sich alternativ um eine gradierte Fraktion mit einer Korngröße von maximal 0,2 mm handeln. Dadurch, daß man den Behälter und/oder die Brennelemente bei Füllen leichten Schlägen oder Vibrationen aussetzt, kann der Füllungsrad des Kupferpulvers weiter verbessert werden. Außerdem kann zu demselben Zweck vorübergehend eine vibrierende Stampfvorrichtung auf oder in dem eingefüllten Kupferpulver angebracht werden.
- Das isostatische Pressen zur Bildung der zusammenhängenden dichten Einheit aus Behälter, Deckel und Pulver geschieht vorzugsweise bei einem Druck von mindestens 10 MPa und bei einer Temperatur von 500-800°C.
- Um schnell und sicher ein dichtes und beständiges Zusammenfügen von Deckel und Behälter bei dem isostatischen Pressen zu erreichen, ohne daß es erforderlich ist, hohe Temperaturen und lange Behandlungszeiten zu verwenden, ist es wichtig, daß die zu verbindenden sich berührenden Flächen vor dem Zusammenlegen durch eine geeignete Behandlung, wie z. B. Schruppen, Sandstrahlreinigung, Metallbürsten, Abwaschen oder Ätzen, von fremden Stoffen befreit werden. Besonders wichtig ist es, daß dieses Flächen von Oxydbelägen befreit werden, was durch Abwaschen mit Säure oder durch Wasserstoffgasreduktion des Oxydbelags bei erhöhter Temperatur geschehen kann.
- Dadurch, daß man den eben genannten Fugenflächen eine gewisse Textur, wie Rillen, Risse oder ein geprägtes Muster, gibt, werden beim Aufbringen des Druckes Teile der Kontaktflächen kräftig plastisch verformt und gleichzeitig werden reine und frische Metallflächen erzeugt. Hierdurch wird der Fugenbereich reaktionsfreudiger, was die Bildung einer dichten Naht zwischen Deckel und Behälter bei dem isostatischen Pressen erleichtert. Ferner kann man einerseits durch die genannte Texturierung der Fugenflächen und andererseits dadurch, daß man die aneinander anliegenden Flächen von Deckel und Behälter an mindestens einem dieser beiden Teile stufenförmig oder konisch ausbildet, oder dadurch, daß man den Deckel mit einem zentralen, in den Behäler mit Passung hineinragenden Zylinderteil verzieht, die tatsächliche Fugenlänge im Vergleich mit einem ebenen und glatten Deckel auf das Zwei- bis Dreifache verlängern. Hierdurch wird die Sicherheit weiter vergrößert, bei dem nach folgenden isostatischen Heißpressen eine zusammenhängende dichte Einheit aus Deckel und Behälter zu erreichen. Außerdem wird die Montage des Deckels auf der Kapsel durch die mechanische Führung erleichert, die durch eine stufenförmige Ausführung der aneinander anliegenden Teile oder durch ein zentrales Zylinderteil erzielt wird. Zugleich wird hierdurch verhindert, daß beim Aufbringen des Druckes und bei der Kompaktierung Lageverschiebungen eintreten.
- Damit jeder Brennstab für sich allseitig in einer vorbestimmten Lage im Behälter eingebettet wird, können die Brennstäbe bei der Zufuhr des Kupferpulvers und dem Schließen des Behälters durch Distanzelemente auf Abstand voneinander gehalten werden. Gemäß einer vorteilhaften Ausführungsform handelt es sich bei den Distanzelementen um Abstandshalter, normalerweise aus rostfreiem Stahl, in welchen die Brennstäbe, zu Brennelementbündeln zusammengefaßt, während des Betriebs im Kernreaktor angeordnet sind. Die Brennelementbündel können dabei, nachdem die Brennstäbe im Reaktor verbraucht sind, ohne Montagearbeit im Kupferbehälter plaziert und gemäß der vorliegenden Erfindung zum Einschließen und zur Endlagerung behandelt werden. Gemäß einer anderen vorteilhaften Ausführungsform der Erfindung bestehen die Distanzelemente aus Kupfer. Diese Ausführungsform ist besonders dann geeignet, wenn die Brennstäbe demontiert, d. h. nicht in Form von Bündeln in Abstandshaltern angeordnet sind. Distanzelemente aus Kupfer mit dem sie umgebenden eingeschütteten Kupferpulver ergeben beim Pressen eine homogene Einheit ohne Übergangsstellen mit anderer Struktur.
- Bevor das isostatische Pressen des Behälters mit Deckel und Inhalt zur Bildung einer zusammenhängenden dichten Einheit aus den Kupferbestandteilen durchgeführt wird, werden die Kupferbestandteile gemäß einer besonders vorteilhaften Ausführungsform der Erfindung durch isostatisches Pressen bei einer niedrigeren Temperatur als der, die beim endgültigen Pressen verwendet wird, einer Kriechdehnung unterworfen. Dabei sind die Kupferbestandteile entweder in der verschlossenen gasdichten Kapsel angeordnet, die beim endgültigen Pressen verwendet wird, oder sie sind - wenn ohne Kapsel gearbeitet wird - derart angeordnet, daß der Dekkel gasdicht mit dem Behälter verbunden ist. Für die Kriechdehnung wird vorzugsweise mit einem Druck von mindestens 10 MPa und einer Temperatur von 300-500°C gearbeitet. Dadurch, daß man die Teile aus Kupfer auf diese Weise bei einer Temperatur isostatisch preßt, die niedriger ist als die bei dem endgültigen Zusammenfügen der Teile verwendete Temperatur, erzielt man einen effektiven Stützdruck auf die Brennstoffrohre der Brennstäbe während der weiteren Erwärmung. Hierdurch kann man die Gefahr beseitigen oder zumindest wesentlich verringern, daß in den Brennstoffrohren befindliches Gas bei der weiteren Erwärmung auf die Temperatur, die für die Bildung einer zusammenhängenden Einheit aus den Kupferbestandteilen Pulver, Behälter und Deckel erforderlich ist, einen solchen Druck bewirkt, daß in den Brennstoffrohren ein Dehnungsbruch auftritt. Die Brennstoffrohre enthalten nämlich Gase, unter anderem Helium und Spaltgase, die bereits bei Zimmertemperatur einen Druck von 50-80 Bar in den Brennstäben verursachen können.
- Anhand der Figuren soll das Verfahren nach der Erfindung näher erläutert werden. Es zeigt
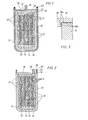
- Fig. 1 eine erste Ausführungsform eines Behälters mit Brennstäben, Pulver und Deckel vor Durchführung des isostatischen Pressens, wobei eine zusätzliche äußere Hülle verwendet wird,
- Fig. 2 eine andere Ausführungsform eines Behälters mit Brennstäben, Pulver und Deckel vor dem isostatischen Pressen, jedoch ohne zusätzliche äußere Hülle,
- Fig. 3 einen Teil der Anordnung nach Fig. 1 in vergrößertem Maßstab.
- In einem Behälter 10 aus Kupfer wird gemäß Fig. 1 eine Vielzahl verbrauchter Brennstäbe 11 eines Kernreaktors angeordnet. Die Brennstäbe, die ausZirkaloyrohren mit darin gestapelten Tabletten aus Urandioxyd bestehen, verbleiben in den Abstandshaltern 12, welche die Brennstäbe jedes Brennelementbündels im Kernreaktor zusammenhalten. In den Fig. 1 und 2 sieht man vier Brennetementbünde) 13,14,15 und 16.
- Die Brennelementbündel können eventuell auf nicht dargestellten Stützen am Boden des Behälters oder auf einem Bett aus Kupferpulver plaziert werden. Der Behälter wird danach im Ganzen unter Vibration mit einer Pulvermischung 17 aus 70 Gewichtsteilen eines Pulvers mit sphärischen Partikeln mit einem Durchmesser von 0,5-1,5 mm und 30 Gewichtsteilen eines Pulvers mit sphärischen Partikeln mit einem Druchmesser von 0,1-0,2 mm gefüllt. Danach wird auf dem Behälter ein Deckel 18 aus Kupfer plaziert. Behälter, Deckel und Pulver bestehen aus der anfangs genannten Kupferqualität, die 99,95% Cu (einschließlich kleiner Mengen Ag) enthält. Der Teil 19 des Deckels, der an dem Behälter anliegt, ist stufenförmig ausgebildet. Der Deckel hat ein zentrales, unteres Teil 20, das in den Behälter hineinragt. Die aneinander anliegenden Flächen 10a und 18a von Behälter 10 und Deckel 18 sind, wie aus Fig. 3 hervorgeht, texturiert. Die Flächen werden vor dem Aufsetzen des Deckels auf den Behälter gut gereinigt und mit Säure von Oxyd befreit. Der Behälter mit Deckel und Inhalt wird in einer Kapsel 21 aus Kupferblech oder Stahlblech gesetzt, deren aus Kupferblech bzw. aus Stahlblech bestehender Dekkel 22 unter Bildung einer gasdichten Naht 23 festgeschweißt wird. Der Deckel ist mit einem Rohrstutzen 24 aus Kupfer bzw. Stahl versehen, der zwecks Evakuierung der Kapsel mit Inhalt an eine Vakuumpumpe angeschlossen werden kann. Nach der Evakuierung wird die Kapsel verschlossen, indem der Rohrstutzen oberhalb der oberen Fläche des Deckels zugeschweißt wird.
- Die Kapsel mit Inhalt wird in zwei Schritten isostatisch heißgepreßt mit einem Gas, z. B. Argon, als Druckmittel in einem Ofen zum isostatischen Pressen der Art, wie er in der DE-A-2 747 951 beschrieben wird. Beim ersten Schritt wird die Kapsel 2-10 Stunden lang einem Druck von 80 MPa und einer Temperatur von 450-500° C ausgesetzt. Dabei erfahren das Kupfer des Behälters, des Deckels und das Pulver eine Kriechdehnung, die zur Folge hat, daß die Füllung aus dem Kupferpulver den Brennstäben einen wirkungsvollen Stützdruck gibt, der einen Dehnungsbruch in den Zirkaloyrohren verhindert, der dadurch auftreten könnte, daß der Druck des in diesen Rohren befindlichen Gases bei weiterer Erwärmung zunimmt. Diese Behandlung hat jedoch nicht zur Folge, daß die Pulverkörner, der Behälter und der Deckel eine Einheit mit voll ausgebildeter Bindung bilden. Dies erreicht man dadurch, daß die Temperatur im Ofen auf ca. 700° C erhöht wird, wobei der Druck ohne weitere Gaszufuhr gleichzeitig auf ca. 100 MPa steigt, und dadurch, daß diese Bedingungen 1 bis 4 Stunden beibehalten werden. Nachdem die Kapsel mit Inhalt während eines zweiten Schrittes also einem isostatischen Pressen unterzogen wurde, läßt man sie mit dem eingeschlossenen Material abkühlen, wonach der Druck auf Atmosphärendruck gesenkt und die Kapsel aus dem Ofen herausgenommen wird. Normalerweise kann die Kapsel auf dem zusammengepreßten Produkt sitzen bleiben, wenn dieses zwecks Endlagerung deponiert wird.
- Bei einer alternativen Ausführung wird eine Mischung 17 benutzt, die aus 55 Gewichtsteilen eines Pulvers mit sphärischen Partikeln mit einem Durchmesser von 0,8-1,0 mm und aus 45 Gewichtsteilen eines Pulvers mit sphärischen Partikeln mit einem Durchmesser von 0,2 mm und darunter besteht. Dabei erhält man eine Fülldichte von 81% der theoretischen Dichte. Nach der Evakuierung der Kapsel 21 mit Inhalt wird die Kapsel auf 350° C erhitzt, worauf sie mit Wasserstoffgas mit einem Druck von 0,1 MPa gefüllt wird. Nachdem diese Temperatur eine halbe Stunde lang aufrechterhalten wurden, wird die Kapsel evakuiert und wieder mit Wasserstoffgas gefüllt. Diese Behandlung mit Wasserstoffgas bei 350° C wird mehrmals, beispielsweise siebenmal, zweckmäßigerweise mit einer sukzessiv verlängerten Behandlungszeit, wie z.B. bis zu 10 Stunden, widerholt. Die Wasserstoffgasbehandlung bewirkt eine Reduzierung eventuell vorhandener Kupferoxyde. Nach beendeter Wasserstoffgasbehandlung wird die Kapsel evakuiert und, wie im oben beschriebenen Fall, verschlossen. Das isostatische Pressen erfolgt während des ersten Schrittes bei 400-450°C und während des zweiten Schrittes bei 250° C. Diese alternative Ausführung erfolgt im übrigen unter denselben Bedingungen wie im vorher beschriebenen Fall.
- Bei dem in Fig. 2 gezeigten Ausführungsbeispiel wird keine besondere Kapsel verwendet, um das Material gasdicht im Behälter einzuschließen. Statt dessen ist der Behälter 10 und der Deckel 18 mit je einem Flansch 25 bzw. 26 versehen. Nach der Plazierung der Brennstäbe im Behälter und Füllung desselben mit dem Kupferpulver werden die Flansche 25 und 26 durch Schweißen oder Kaltpressen zu einer gasdichten Naht 27 zusammengefügt. Der Deckel ist mit einem Rohrstutzen 28 aus Kupfer versehen, der nach der Evakuierung des Behälters mit gasdicht lungsgrad kann durch die Verwendung von sphärischem Pulver mit mindestens zwei verschiedenen Korngrößen verbessert werden. Eine geeignete Korngröße für die eine der beiden Fraktionen ist dabei 0,5-1,5 mm und für die andere Fraktion 0,1 -0,2 mm. Bei der letztgenannten Fraktion kann es sich alternativ um eine gradierte Fraktion mit einer Korngröße von maximal 0,2 mm handeln. Dadurch, daß man den Behälter und/oder die Brennelemente bei Füllen leichten Schlägen oder Vibrationen aussetzt, kann der Füllungsrad des Kupferpulvers weiter verbessert werden. Außerdem kann zu demselben Zweck vorübergehend eine vibrierende Stampfvorrichtung auf oder in dem eingefüllten Kupferpulver angebracht werden.
- Das isostatische Pressen zur Bildung der zusammenhängenden dichten Einheit aus Behälter, Deckel und Pulver geschieht vorzugsweise bei einem Druck von mindestens 10 MPa und bei einer Temperatur von 500-800° C.
- Um schnell und sicher ein dichtes und beständiges Zusammenfügen von Deckel und Behälter bei dem isostatischen Pressen zu erreichen, ohne daß es erforderlich ist, hohe Temperaturen und lange Behandlungszeiten zu verwenden, ist es wichtig, daß die zu verbindenden sich berührenden Flächen vor dem Zusammenlegen durch eine geeignete Behandlung, wie z. B. Schruppen, Sandstrahlreinigung, Metallbürsten, Abwaschen oder Ätzen, von fremden Stoffen befreit werden. Besonders wichtig ist es, daß dieses Flächen von Oxydbelägen befreit werden, was durch Abwaschen mit Säure oder durch Wasserstoffgasreduktion des Oxydbelags bei erhöhter Temperatur geschehen kann.
- Dadurch, daß man den eben genannten Fugenflächen eine gewisse Textur, wie Rillen, Risse oder ein geprägtes Muster, gibt, werden beim Aufbringen des Druckes Teile der Kontaktflächen kräftig plastisch verformt und gleichzeitig werden reine und frische Metallflächen erzeugt. Hierdurch wird der Fugenbereich reaktionsfreudiger, was die Bildung einer dichten Naht zwischen Deckel und Behälter bei dem isostatischen Pressen erleichtert. Ferner kann man einerseits durch die genannte Texturierung der Fugenflächen und andererseits dadurch, daß man die aneinander anliegenden Flächen von Deckel und Behälter an mindestens einem dieser beiden Teile stufenförmig oder konisch ausbildet, oder dadurch, daß man den Deckel mit einem zentralen, in den Behäler mit Passung hineinragenden Zylinderteil verzieht, die tatsächliche Fugenlänge im Vergleich mit einem ebenen und glatten Deckel auf das Zwei- bis Dreifache verlängern. Hierdurch wird die Sicherheit weiter vergrößert, bei dem nach folgenden isostatischen Heißpressen eine zusammenhängende dichte Einheit aus Deckel und Behälter zu erreichen. Außerdem wird die Montage des Deckels auf der Kapsel durch die mechanische Führung erleichert, die durch eine stufenförmige Ausführung der aneinander anliegenden Teile oder durch ein zentrales Zylinderteil erzielt wird. Zugleich wird hierdurch verhindert, daß beim Aufbringen des Druckes und bei der Kompaktierung Lageverschiebungen eintreten.
- Damit jeder Brennstab für sich allseitig in einer vorbestimmten Lage im Behälter eingebettet wird, können die Brennstäbe bei der Zufuhr des Kupferpulvers und dem Schließen des Behälters durch Distanzelemente auf Abstand voneinander gehalten werden. Gemäß einer vorteilhaften Ausführungsform handelt es sich bei den Distanzelementen um Abstandshalter, normalerweise aus rostfreiem Stahl, in welchen die Brennstäbe, zu Brennelementbündeln zusammengefaßt, während des Betriebs im Kernreaktor angeordnet sind. Die Brennelementbündel können dabei, nachdem die Brennstäbe im Reaktor verbraucht sind, ohne Montagearbeit im Kupferbehälter plaziert und gemäß der vorliegenden Erfindung zum Einschließen und zur Endlagerung behandelt werden. Gemäß einer anderen vorteilhaften Ausführungsform der Erfindung bestehen die Distanzelemente aus Kupfer. Diese Ausführungsform ist besonders dann geeignet, wenn die Brennstäbe demontiert, d. h. nicht in Form von Bündeln in Abstandshaltern angeordnet sind. Distanzelemente aus Kupfer mit dem sie umgebenden eingeschütteten Kupferpulver ergeben beim Pressen eine homogene Einheit ohne Übergangsstellen mit anderer Struktur.
- Bevor das isostatische Pressen des Behälters mit Deckel und Inhalt zur Bildung einer zusammenhängenden dichten Einheit aus den Kupferbestandteilen durchgeführt wird, werden die Kupferbestandteile gemäß einer besonders vorteilhaften Ausführungsform der Erfindung durch isostatisches Pressen bei einer niedrigeren Temperatur als der, die beim endgültigen Pressen verwendet wird, einer Kriechdehnung unterworfen. Dabei sind die Kupferbestandteile entweder in der verschlossenen gasdichten Kapsel angeordnet, die beim endgültigen Pressen verwendet wird, oder sie sind - wenn ohne Kapsel gearbeitet wird - derart angeordnet, daß der Dekkel gasdicht mit dem Behälter verbunden ist. Für die Kriechdehnung wird vorzugsweise mit einem Druck von mindestens 10 MPa und einer Temperatur von 300500° C gearbeitet. Dadurch, daß man die Teile aus Kupfer auf diese Weise bei einer Temperatur isostatisch preßt, die niedriger ist als die bei dem endgültigen Zusammenfügen der Teile verwendete Temperatur, erzielt man einen effektiven Stützdruck auf die Brennstoffrohre der Brennstäbe während der weiteren Erwärmung. Hierdurch kann man die Gefahr beseitigen oder zumindest wesentlich verringern, daß in den Brennstoffrohren befindliches Gas bei der weiteren Erwärmung auf die Temperatur, die für die Bildung einer zusammenhängenden Einheit aus den Kupferbestandteilen Pulver, Behälter und Deckel erforderlich ist, einen solchen Druck bewirkt, daß in den Brennstoffrohren ein Dehnungsbruch auftritt. Die Brennstoffrohre enthalten nämlich Gase, unter anderem Helium und Spaltgase, die bereits bei Zimmertemperatur einen Druck von 50-80 Bar in den Brennstäben verursachen können.
- Anhand der Figuren soll das Verfahren nach der Erfindung näher erläutert werden. Es zeigt
- Fig. 1 eine erste Ausführungsform eines Behälters mit Brennstäben, Pulver und Deckel vor Durchführung des isostatischen Pressens, wobei eine zusätzliche äußere Hülle verwendet wird,
- Fig. 2 eine andere Ausführungsform eines Behälters mit Brennstäben, Pulver und Deckel vor dem isostatischen Pressen, jedoch ohne zusätzliche äußere Hülle,
- Fig. 3 einen Teil der Anordnung nach Fig. 1 in vergrößertem Maßstab.
- In einem Behälter 10 aus Kupfer wird gemäß Fig. 1 eine Vielzahl verbrauchter Brennstäbe 11 eines Kernreaktors angeordnet. Die Brennstäbe, die aus Zirkaloyrohren mit darin gestapelten Tabletten aus Urandioxyd bestehen, verbleiben in den Abstandshaltern 12, welche die Brennstäbe jedes Brennelementbündels im Kernreaktor zusammenhalten. In den Fig. 1 und 2 sieht man vier Brenneiementbündei 13,14,15 und 16.
- Die Brennelementbündel können eventuell auf nicht dargestellten Stützen am Boden des Behälters oder auf einem Bett aus Kupferpulver plaziert werden. Der Behälter wird danach im Ganzen unter Vibration mit einer Pulvermischung 17 aus 70 Gewichtsteilen eines Pulvers mit sphärischen Partikeln mit einem Durchmesser von 0,5-1,5 mm und 30 Gewichtsteilen eines Pulvers mit sphärischen Partikeln mit einem Druchmesser von 0,1-0,2 mm gefüllt. Danach wird auf dem Behälter ein Deckel 18 aus Kupfer plaziert. Behälter, Deckel und Pulver bestehen aus der anfangs genannten Kupferqualität, die 99,95% Cu (einschließlich kleiner Mengen Ag) enthält. Der Teil 19 des Deckels, der an dem Behälter anliegt, ist stufenförmig ausgebildet. Der Deckel hat ein zentrales, unteres Teil 20, das in den Behälter hineinragt. Die aneinander anliegenden Flächen 10a und 18a von Behälter 10 und Deckel 18 sind, wie aus Fig. 3 hervorgeht, texturiert. Die Flächen werden vor dem Aufsetzen des Deckels auf den Behälter gut gereinigt und mit Säure von Oxyd befreit. Der Behälter mit Deckel und Inhalt wird in einer Kapsel 21 aus Kupferblech oder Stahlblech gesetzt, deren aus Kupferblech bzw. aus Stahlblech bestehender Dekkel 22 unter Bildung einer gasdichten Naht 23 festgeschweißt wird. Der Deckel ist mit einem Rohrstutzen 24 aus Kupfer bzw. Stahl versehen, der zwecks Evakuierung der Kapsel mit Inhalt an eine Vakuumpumpe angeschlossen werden kann. Nach der Evakuierung wird die Kapsel verschlossen, indem der Rohrstutzen oberhalb der oberen Fläche des Deckels zugeschweißt wird.
- Die Kapsel mit Inhalt wird in zwei Schritten isostatisch heißgepreßt mit einem Gas, z. B. Argon, als Druckmittel in einem Ofen zum isostatischen Pressen der Art, wie er in der DE-A-2 747 951 beschrieben wird. Beim ersten Schritt wird die Kapsel 2-10 Stunden lang einem Druck von 80 MPa und einer Temperatur von 450-500° C ausgesetzt. Dabei erfahren das Kupfer des Behälters, des Deckels und das Pulver eine Kriechdehnung, die zur Folge hat, daß die Füllung aus dem Kupferpulver den Brennstäben einen wirkungsvollen Stützdruck gibt, der einen Dehnungsbruch in den Zirkaloyrohren verhindert, der dadurch auftreten könnte, daß der Druck des in diesen Rohren befindlichen Gases bei weiterer Erwärmung zunimmt. Diese Behandlung hat jedoch nicht zur Folge, daß die Pulverkörner, der Behälter und der Deckel eine Einheit mit voll ausgebildeter Bindung bilden. Dies erreicht man dadurch, daß die Temperatur im Ofen auf ca. 700° C erhöht wird, wobei der Druck ohne weitere Gaszufuhr gleichzeitig auf ca. 100 MPa steigt, und dadurch, daß diese Bedingungen 1 bis 4 Stunden beibehalten werden. Nachdem die Kapsel mit Inhalt während eines zweiten Schrittes also einem isostatischen Pressen unterzogen wurde, läßt man sie mit dem eingeschlossenen Material abkühlen, wonach der Druck auf Atmosphärendruck gesenkt und die Kapsel aus dem Ofen herausgenommen wird. Normalerweise kann die Kapsel auf dem zusammengepreßten Produkt sitzen bleiben, wenn dieses zwecks Endlagerung deponiert wird.
- Bei einer alternativen Ausführung wird eine Mischung 17 benutzt, die aus 55 Gewichtsteilen eines Pulvers mit sphärischen Partikeln mit einem Durchmesser von 0,8-1,0 mm und aus 45 Gewichtsteilen eines Pulvers mit sphärischen Partikeln mit einem Durchmesser von 0,2 mm und darunter besteht. Dabei erhält man eine Fülldichte von 81% der theoretischen Dichte. Nach der Evakuierung der Kapsel 21 mit Inhalt wird die Kapsel auf 350°C erhitzt, worauf sie mit Wasserstoffgas mit einem Druck von 0,1 MPa gefüllt wird. Nachdem diese Temperatur eine halbe Stunde lang aufrechterhalten wurden, wird die Kapsel evakuiert und wieder mit Wasserstoffgas gefüllt. Diese Behandlung mit Wasserstoffgas bei 350° C wird mehrmals, beispielsweise siebenmal, zweckmäßigerweise mit einer sukzessiv verlängerten Behandlungszeit, wie z.B. bis zu 10 Stunden, widerholt. Die Wasserstoffgasbehandlung bewirkt eine Reduzierung eventuell vorhandener Kupferoxyde. Nach beendeter Wasserstoffgasbehandlung wird die Kapsel evakuiert und, wie iin oben beschriebenen Fall, verschlossen. Das isostatische Pressen erfolgt während des ersten Schrittes bei 400-450°C und während des zweiten Schrittes bei 250° C. Diese alternative Ausführung erfolgt im übrigen unter denselben Bedingungen wie im vorher beschriebenen Fall.
- Bei dem in Fig. 2 gezeigten Ausführungsbeispiel wird keine besondere Kapsel verwendet, um das Material gasdicht im Behälter einzuschließen. Statt dessen ist der Behälter 10 und der Deckel 18 mit je einem Flansch 25 bzw. 26 versehen. Nach der Plazierung der Brennstäbe im Behälter und Füllung desselben mit dem Kupferpulver werden die Flansche 25 und 26 durch Schweißen oder Kaltpressen zu einer gasdichten Naht 27 zusammengefügt. Der Deckel ist mit einem Rohrstutzen 28 aus Kupfer versehen, der nach der Evakuierung des Behälters mit gasdicht angebrachtem Deckel verschlossen wird. Nach dem Verschließen wird der geschlossene Behälter in zwei Schritten derart isostatisch gepreßt, wie es für die verschlossene Kapsel gemäß Fig. 1 beschrieben wurde.
Claims (11)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE8101778 | 1981-03-20 | ||
| SE8101778A SE425707B (sv) | 1981-03-20 | 1981-03-20 | Sett att innesluta utbrenda kernbrenslestavar i en behallare av koppar |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0061067A1 EP0061067A1 (de) | 1982-09-29 |
| EP0061067B1 true EP0061067B1 (de) | 1985-11-13 |
Family
ID=20343383
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82101891A Expired EP0061067B1 (de) | 1981-03-20 | 1982-03-10 | Verfahren zum Einschliessen verbrauchter Brennstäbe eines Kernreaktors in einem Behälter aus Kupfer |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4491540A (de) |
| EP (1) | EP0061067B1 (de) |
| JP (1) | JPS57168200A (de) |
| CA (1) | CA1190332A (de) |
| DE (1) | DE3267356D1 (de) |
| ES (1) | ES8402111A1 (de) |
| FI (1) | FI72008C (de) |
| SE (1) | SE425707B (de) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0077955A3 (de) * | 1981-10-28 | 1983-09-07 | Deutsche Gesellschaft für Wiederaufarbeitung von Kernbrennstoffen mbH | Brennelementbehälter zum Transportieren und/oder Lagern von Kernreaktorbrennelementen |
| DE3201884A1 (de) * | 1982-01-22 | 1983-08-04 | Deutsche Gesellschaft für Wiederaufarbeitung von Kernbrennstoffen mbH, 3000 Hannover | Verfahren zum verschliessen von radioaktive stoffe aufnehmenden behaeltern |
| DE3231747A1 (de) * | 1982-08-26 | 1984-03-01 | Deutsche Gesellschaft für Wiederaufarbeitung von Kernbrennstoffen mbH, 3000 Hannover | Trockenlagerbuechse fuer abgebrannte kernreaktorbrennelemente |
| DE8236359U1 (de) * | 1982-12-24 | 1983-06-30 | Deutsche Gesellschaft für Wiederaufarbeitung von Kernbrennstoffen mbH, 3000 Hannover | Lagerbehaelter fuer radioaktives material |
| DE3334660A1 (de) * | 1983-09-24 | 1985-04-11 | Steag Kernenergie Gmbh, 4300 Essen | Verfahren zum schliessen eines behaelters fuer die lagerung radioaktiver substanzen |
| US4738799A (en) * | 1983-10-28 | 1988-04-19 | Westinghouse Electric Corp. | Permanent disposal of radioactive particulate waste |
| US4623510A (en) * | 1983-10-28 | 1986-11-18 | Westinghouse Electric Corp. | Permanent disposal of radioactive particulate waste in cartridge containing ferromagnetic material |
| DE3344525A1 (de) * | 1983-12-09 | 1985-06-20 | Kernforschungsanlage Jülich GmbH, 5170 Jülich | Verfahren zur lagerung abgebrannter brennelemente |
| DE3503641A1 (de) * | 1984-07-24 | 1986-02-06 | Nationale Genossenschaft für die Lagerung radioaktiver Abfälle - NAGRA, Baden | Verfahren zum schliessen eines behaelters zur aufnahme von radioaktivem material und behaelter zur durchfuehrung des verfahrens |
| DE3720731A1 (de) * | 1986-06-25 | 1988-01-07 | Atomic Energy Of Australia | Einkapselung von abfallstoffen |
| FR2648611B2 (fr) * | 1988-12-12 | 1994-08-19 | Cogema | Conteneur de stockage pour dechets radioactifs |
| US4963317A (en) * | 1989-09-13 | 1990-10-16 | The United States Of America As Represented By The United States Department Of Energy | High loading uranium fuel plate |
| JPH087279B2 (ja) * | 1989-09-28 | 1996-01-29 | 動力灯・核燃料開発事業団 | 放射性廃棄物の処理用容器の真空脱気方法 |
| JP2547453B2 (ja) * | 1989-09-28 | 1996-10-23 | 動力灯・核燃料開発事業団 | 放射性金属廃棄物の減容処理方法 |
| US5401319A (en) * | 1992-08-27 | 1995-03-28 | Applied Materials, Inc. | Lid and door for a vacuum chamber and pretreatment therefor |
| US5488644A (en) * | 1994-07-13 | 1996-01-30 | General Electric Company | Spring assemblies for adjoining nuclear fuel rod containing ferrules and a spacer formed of the spring assemblies and ferrules |
| US5519747A (en) * | 1994-10-04 | 1996-05-21 | General Electric Company | Apparatus and methods for fabricating spacers for a nuclear fuel rod bundle |
| US5546437A (en) * | 1995-01-11 | 1996-08-13 | General Electric Company | Spacer for nuclear fuel rods |
| US5566217A (en) * | 1995-01-30 | 1996-10-15 | General Electric Company | Reduced height spacer for nuclear fuel rods |
| US5675621A (en) * | 1995-08-17 | 1997-10-07 | General Electric Company | Reduced height flat spring spacer for nuclear fuel rods |
| US20060070477A1 (en) * | 2004-10-04 | 2006-04-06 | Roger Serzen | Adaptive wheelchair joystick |
| DE102004059216B3 (de) * | 2004-12-09 | 2006-06-01 | Forschungszentrum Karlsruhe Gmbh | Verfahren zur Einlagerung radioaktiver Reststoffe, Behälter dafür und seine Verwendung |
| SE531261C2 (sv) * | 2007-05-25 | 2009-02-03 | Olle Grinder | Kapsel avsedd för slutförvaring av utbränt kärnbränsle |
| US9406409B2 (en) | 2013-03-06 | 2016-08-02 | Nuscale Power, Llc | Managing nuclear reactor spent fuel rods |
| KR101754754B1 (ko) * | 2016-06-21 | 2017-07-07 | 한국원자력연구원 | 사용후 핵연료 건식 저장 용기 |
| AU2017362014B2 (en) * | 2016-11-18 | 2023-07-27 | Salvatore Moricca | Controlled hip container collapse for waste treatment |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE622903A (de) * | 1961-10-09 | |||
| US4090873A (en) * | 1975-01-23 | 1978-05-23 | Nippon Gakki Seizo Kabushiki Kaisha | Process for producing clad metals |
| US4209420A (en) * | 1976-12-21 | 1980-06-24 | Asea Aktiebolag | Method of containing spent nuclear fuel or high-level nuclear fuel waste |
| FR2375695A1 (fr) * | 1976-12-21 | 1978-07-21 | Asea Ab | Procede pour le traitement de dechets radioactifs |
| US4115311A (en) * | 1977-03-10 | 1978-09-19 | The United States Of America As Represented By The United States Department Of Energy | Nuclear waste storage container with metal matrix |
| JPS54130798A (en) * | 1978-03-31 | 1979-10-11 | Toshiba Corp | Radioactive waste solidifying method |
| US4257912A (en) * | 1978-06-12 | 1981-03-24 | Westinghouse Electric Corp. | Concrete encapsulation for spent nuclear fuel storage |
| DE2830111C2 (de) * | 1978-07-08 | 1984-01-19 | Transnuklear Gmbh, 6450 Hanau | Deckelkonstruktion für Abschirmbehälter zum Transport und zur Lagerung bestrahtler Brennelemente |
| FR2432752B1 (fr) * | 1978-08-03 | 1985-10-18 | Gagneraud Francis | Procede d'enrobage de dechets radioactifs en vue d'assurer le transport et le stockage en toute securite |
| JPS57960A (en) * | 1980-06-04 | 1982-01-06 | Takuya Yura | Tricycle |
| GB2076582B (en) * | 1981-05-13 | 1983-06-02 | Nukem Gmbh | A process for embedding radioactive waste in a metal matrix |
-
1981
- 1981-03-20 SE SE8101778A patent/SE425707B/sv not_active IP Right Cessation
-
1982
- 1982-03-10 DE DE8282101891T patent/DE3267356D1/de not_active Expired
- 1982-03-10 EP EP82101891A patent/EP0061067B1/de not_active Expired
- 1982-03-17 ES ES510536A patent/ES8402111A1/es not_active Expired
- 1982-03-17 US US06/358,899 patent/US4491540A/en not_active Expired - Lifetime
- 1982-03-18 JP JP57043681A patent/JPS57168200A/ja active Granted
- 1982-03-19 CA CA000398902A patent/CA1190332A/en not_active Expired
- 1982-03-19 FI FI820964A patent/FI72008C/fi not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| EP0061067A1 (de) | 1982-09-29 |
| FI72008B (fi) | 1986-11-28 |
| ES510536A0 (es) | 1984-01-01 |
| SE425707B (sv) | 1982-10-25 |
| JPS57168200A (en) | 1982-10-16 |
| ES8402111A1 (es) | 1984-01-01 |
| FI72008C (fi) | 1987-03-09 |
| DE3267356D1 (en) | 1985-12-19 |
| JPH0245839B2 (de) | 1990-10-11 |
| SE8101778L (de) | 1982-09-21 |
| FI820964L (fi) | 1982-09-21 |
| CA1190332A (en) | 1985-07-09 |
| US4491540A (en) | 1985-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0061067B1 (de) | Verfahren zum Einschliessen verbrauchter Brennstäbe eines Kernreaktors in einem Behälter aus Kupfer | |
| EP0115311B1 (de) | Verfahren zum Einkapseln von radioaktivem oder anderem gefährlichem Material und Behälter zur Duchführung des Verfahrens | |
| DE2756634A1 (de) | Verfahren zum einkapseln von verbrauchtem kernbrennstoff oder hochaktivem kernbrennstoffabfall | |
| DE2756700A1 (de) | Verfahren zur einschliessung von radioaktivem abfall | |
| DE2839759A1 (de) | Verschluss von lagerbohrungen zur endlagerung radioaktiver abfaelle und verfahren zum anbringen des verschlusses | |
| DE2418518A1 (de) | Speichervorrichtung fuer radioaktiven abfall | |
| DE2747951A1 (de) | Verfahren zur bindung radioaktiver stoffe in einem koerper, der gegen auslaugen durch wasser bestaendig ist | |
| DE4138030A1 (de) | Steuerstab fuer kernreaktoren | |
| DE2430191A1 (de) | Waermedaemmvorrichtung, besonders fuer den verschlussdeckel eines kernreaktorbehaelters | |
| DE2751788A1 (de) | Verfahren zur herstellung von koerpern durch sintern eines pulvers | |
| DE3144755C2 (de) | Formkörper zur Einbindung von abgebrannten Kernbrennstoffstäben und Verfahren zu seiner Herstellung | |
| CH626550A5 (en) | Process for producing a sintered body by hot-pressing powder of a metallic or non-metallic composition | |
| DE2717389A1 (de) | Verfahren und vorrichtung zum einschliessen von koernigem oder stueckigem, kontaminiertem material in metall | |
| EP0057430A1 (de) | Transport- und Lagerbehälter für radioaktive Abfälle | |
| DE1439834A1 (de) | Kernbrennstoffelemente | |
| DE3731848A1 (de) | Verfahren zur einkapselung von abfallstoffen | |
| DE2828138A1 (de) | Behaelter zum transportieren von radioaktiven brennelementen | |
| DE2551349C2 (de) | Verfahren zur Herstellung von Körpern mit hochradioaktive Abfallstoffe und/oder Aktinide enthaltendem Glasgranulat | |
| EP0084840B1 (de) | Verfahren zum Verschliessen von radioaktive Stoffe aufnehmenden Behältern | |
| DE19708899C2 (de) | Verfahren zum Transport und zur Lagerung von abgebrannten Brennelementen und Neutronenabsorbern für die Durchführung des Verfahrens | |
| DE3842353C1 (de) | ||
| EP0315746B1 (de) | Verfahren und Vorrichtung zur Kompaktierung eines Brennelementskelettes | |
| DE3212507A1 (de) | Gebinde fuer die lagerung radioaktiver substanzen mit einer die substanzen umgebenden keramischen korrosionsschutzschicht | |
| EP0978849B1 (de) | Endlagerbehälter für abgebrannte Brennelemente aus Kernkraftwerken | |
| DE2911185A1 (de) | Verfahren sowie behaelter zum lagern und/oder zum transportieren von radioaktiven brennelementen sowie schuettgut zur verwendung bei dem verfahren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19830305 |
|
| ITF | It: translation for a ep patent filed |
Owner name: JACOBACCI & PERANI S.P.A. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 3267356 Country of ref document: DE Date of ref document: 19851219 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980302 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980310 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980313 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19980319 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990331 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990310 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000101 |