EP0013701A1 - Verfahren und Vorrichtung zum Konservieren von nicht rotationssymmetrischen Werkstücken durch Auftragen einer Beschichtung im Tauchverfahren - Google Patents
Verfahren und Vorrichtung zum Konservieren von nicht rotationssymmetrischen Werkstücken durch Auftragen einer Beschichtung im Tauchverfahren Download PDFInfo
- Publication number
- EP0013701A1 EP0013701A1 EP19790104376 EP79104376A EP0013701A1 EP 0013701 A1 EP0013701 A1 EP 0013701A1 EP 19790104376 EP19790104376 EP 19790104376 EP 79104376 A EP79104376 A EP 79104376A EP 0013701 A1 EP0013701 A1 EP 0013701A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- coating
- rotation
- axis
- coating agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C3/00—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material
- B05C3/02—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material
- B05C3/04—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material with special provision for agitating the work or the liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C3/00—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material
- B05C3/02—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material
- B05C3/09—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material for treating separate articles
- B05C3/10—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material for treating separate articles the articles being moved through the liquid or other fluent material
Definitions
- the invention relates to a method for preserving workpieces by applying a coating using the rotary dipping method, in which the workpiece is immersed at most up to its axis of rotation in the coating agent.
- the invention also relates to at least one device for carrying out the rotary dipping process, the workpiece being held directly by organs of the device during the coating process.
- GB-PS 644 16Q a method and a device is disclosed, which has a rotary dipping method to the content.
- a larger object in the form of a vehicle body is partially immersed in a coating agent bath and rotated about a horizontal axis.
- the body is coated in particular with coating agent on the outside.
- the disadvantage here is that the applied coating agent coating is uneven and accordingly has too thin spots that cause premature corrosion or the like, and on the other hand has too thick spots that result in an uneconomical consumption of coating agent, apart from that of that the coating structure having irregular structures looks ugly.
- the rotational speed of the workpiece to be coated must be set so that all areas of the workpiece are coated, the speed is selected so that it is lower than that at which the coating agent runs down the workpiece.
- a correspondingly long coating time must be accepted.
- the object of the invention is to provide a method for preserving workpieces by applying a coating using the rotary dipping method, with which a uniform coating application can be achieved in a simple manner with simultaneously reduced consumption of coating agent.
- the object is also to create a device with which such a method can be carried out.
- the angular velocity of the rotational movement of the workpiece is controlled as a function of the angle of immersion, the angle of exchange being formed between the level surface of the coating agent in the immersion bath and the side surface of the workpiece to be coated, which is to be exchanged.
- a device for carrying out the improved method is that the device mentioned in the introduction is provided according to the invention with a control unit, which with the operating parameters relevant to the coating process, such as angular acceleration of the rotational and possibly the translational movement of the workpiece, type and temperature of the Coating agent, etc., is programmable so that the drive motor for the workpiece or for the conveying part of the device moving the workpiece through the immersion bath is controlled accordingly.
- a control unit which with the operating parameters relevant to the coating process, such as angular acceleration of the rotational and possibly the translational movement of the workpiece, type and temperature of the Coating agent, etc.
- the workpiece can be coated considerably more economically by means of the solution according to the invention and the achievement of a uniformly thick coating job, since the coating process runs optimally.
- the latter in particular, means that the coating agent consumption 'is considerably reduced, since a thick coating is partially to now avoided, and since the duration of the coating process is also reduced because the rotational speed of the temporarily higher workpiece to be coated. is considered the lowest speed required.
- the former is advantageously the case when an area of a workpiece side is emerging from the bath in order not to allow the inherent tendency to drip off of the coating agent just applied to be successful, in order to avoid the consequently unevenly thick coating. Overall, the coating process can therefore be carried out at considerably lower costs than before, since the consumption of coating agent in particular is greatly reduced.
- the procedure can also be such that the workpiece is adjusted about a further axis that runs horizontally and transversely to the axis of rotation. This ensures that places that are difficult to access inside or outside the workpiece, such as e.g. Niches, undercuts, corners, etc., can be coated in a simple manner, it being avoided that coating agent which is no longer required is left at these points because it can flow away more easily from it. This also reduces coating agent consumption.
- the device is developed, for example, in such a way that its gripping devices holding the workpiece are articulated on holders of the device.
- This makes it possible to adjust the workpiece about a horizontal axis that is horizontal to the axis of rotation, j M as can be done either on one side or in opposite directions and during the rotation of the workpiece is carried out frequently.
- the corners, undercuts, etc. are better reached with coating agent in this way and excess agent is removed again.
- the overhead conveyor for the container 1 consists of two parallel and horizontal support rails 2, 3, which stand on a support, not shown, and on which a carriage 4 can be moved over the four rollers 5 and 6 shown is, driven by the electric motors 7, 8.
- the carriage 4 With the carriage 4 are two vertical brackets 9, 10 with gimbal joints 11, 12 in connection, the axes of rotation of which form a common axis of rotation of the two gripping devices 13, 14.
- brackets 9, 10 can be adjusted up or down depending on the drive direction, in order to be able to raise and lower the container 1 relative to the stationary parts of the system.
- the brackets are made of vertical parts 16 out, which in turn are connected to the carriage 4.
- An electric motor 17 is connected to the axis of the gripping device 14 via a gear, while the axis of rotation of the other gripping device 13 is freely rotatable in the pivot bearing 11 there. In operation, this motor 17 will set the device 14 and thus also the container 1 during the coating and possibly also afterwards in rotation about the axis of rotation 18, which is also the longitudinal axis of the container, so that the lower part of the container through it Coating agent 19 is moved in the plunge pool 20.
- the container 1 is fastened to the conveyor in the position shown on the left in FIG. 1, in that the two double-armed devices 13, 14 are attached diagonally to the end faces of the container and the angled gripping elements 13a, 14a grasp the corresponding corners of the container.
- the gripping elements 13a, 14a should be telescopically adjustable, for example radially to the axis 18, and finally also be ascertainable in the working position.
- the gripping elements have a sufficient axial length in order not to slide off the container, in particular when it is tilted, as will become clear.
- the container By actuating the drive 15, the container is raised to a certain extent, whereupon the motors 7, 8 are adjusted in order to move the carriage 4 centrally over the plunge pool 20 into the middle position according to FIG.
- the container 1 By correspondingly opposite operation of the drive 15, the container 1 is lowered to such an extent that, according to the illustration, it just dips into the coating agent 19 with its lower horizontal side.
- the motor 17 is then set in order to set the container 1 in rotation about its longitudinal axis 18 in order to carry out the coating.
- this is important make sure that the distance between the center and longitudinal axis 18 extending over the pool 20 to the pool floor must be slightly larger than the longest possible radial extent of the workpiece or container 1 to be coated.
- the bottom of the immersion basin 20 is formed in the shape of a part of a circle in cross section, which means that in comparison to a basin with a rectangular cross section, correspondingly less coating agent needs to be filled in.
- the area of the container 1 emerging from the coating agent forms an angle ⁇ with the surface or the mirror of the coating agent 19, which changes periodically in the course of the rotational movement.
- this angle is between 0 ° and 90 ° depending on the advanced rotation. Due to these different exchange angles, the coating agent also runs back from the container walls into the immersion pool 20 at different speeds, which could give rise to uneven layer thicknesses if the coating agent has an unfavorable viscosity.
- the angular velocity of the rotational movement as a function of the angle ⁇ can be controlled in such a way that smaller angles are assigned a larger angular speed and larger angles a lower angular speed.
- the container is raised again via the drive 15, and expediently in such a way that any dripping of the coating agent which may still occur occurs over an edge which is later not visible on the finished product.
- this will be one of the lower edges of the stand area.
- the container 1 After lifting, the container 1 is then moved further with the conveyor, that is to say roughly into the position shown on the right in FIG. 1, and finally deposited there. After loosening the gripping elements 13, 14, the conveyor can return to its starting position or another position and pick up a new container there.
- the container rotates continuously or intermittently, and the direction of rotation can also be changed. If the brackets or their partial areas, which have the gripping devices, are not designed to be axially resilient, the axial length of the gripping elements 13a, 14a provides sufficient scope to accommodate the inclined position of the container enable.
- the inclination is effected by actuating one of the drives 15. If necessary, it can also be tilted in opposite directions. For this purpose, for example, the container end that was raised first is then lowered again without getting into the bathroom, and then the other is raised.
- the device can also be designed such that at least one of the brackets 9, 10 on the carriage 4 is designed to be pivotable about a horizontal transverse axis; or the portion of the same that carries the gripping device. Additionally or alternatively, at least one of the two gripping devices can also be axially resiliently mounted in the associated holder.
- the conveying unit can return to its starting position or can also assume a different position and pick up a new container there.
- a programmed control unit 21 is motion in dependence ⁇ from Austauchwinkel provided which controls the motor 17 with respect to its running time and speed, in particular in dependence on the following pre-programmed or even during the coating obtained data, - for controlling the angular velocity of rotation namely duration and angular velocity or angular acceleration of the rotational movement, shape and instantaneous position of the part to be coated as well as type and temperature of the coating agent.
- This on the Beschich tion process influencing factors and also the data that are required for a fully automatic sequence of the method could be stored on a data carrier. By simply replacing this data carrier, it is possible to switch to a different and pre-stored program without long setup and set-up times.
- the data for the respective rotational position of the container 1 can be scanned by means of a cam disk 22 which can be rotated with it, the scanned data obtained in this way being evaluated in the control unit 21 in order to initiate the control processes.
- a translatory movement in the direction of the axis of rotation 18 or also transversely thereto can be superimposed on the rotational movement of the container 1.
- a translation movement transverse to the axis of rotation would run perpendicular to the plane of the drawing in the exemplary embodiment according to FIG. 3.
- a prerequisite for carrying out such a longitudinal movement would of course be that the plunge pool 20 be given a different and adapted shape.
- FIG. 4 shows, on the other hand, a possibility for a translatory movement in the direction of the axis of rotation 18 First face into the coating bath.
- the container longitudinal axis and the bath surface form an angle ⁇ .
- the rotation process previously described in connection with the other exemplary embodiment begins.
- the travel movement and the rotation movement are now running at the same time, so that the container 1 rotates through the coating bath, wherein individually considered container parts perform a helical movement.
- the container 1 Due to the later rising course of the support rails 2, 3, the container 1 is moved out of the bath at the angle ⁇ .
- the rotational movement is stopped.
- the coating material begins to drip when the coating process has not yet been completed.
- the procedure can be such that a holder, e.g. the holder 9 is designed to be movable along the carrier of the carriage 4, so that this holder can assume the position shown in broken lines in FIG.
- the cardan joint axis 12 of the gripping device 14 is designed such that the latter can also be held in the desired inclined position.
- a holding member 23 comprising the axle body 12, which is one of the piston rod 24 Cylinder 25 is held.
- the cylinder 25 is arranged on the holder 10, which is stabilized by an additional reinforcing rib 26, and can be moved vertically. When this cylinder is actuated, the axis of rotation 18 ′ of the gripping device 14 is inclined.
- the above-mentioned inclination of the workpiece can also be carried out when the coating process is in full swing or when the workpiece is replaced. In addition to a good internal coating, this shortens the overall duration of the coating process.
- the coating agent to be applied in the normal or electrodeposition process which can be liquid or consist of a fluidized coating material, can be circulated in the immersion tank in order to achieve a uniform density of the respective coating agent.
Abstract
Bei dem neuen Verfahren zum Konservieren von Werkstücken, wie z. B. Container, durch Auftragen einer Beschichtung im Tauchverfahren, wobei das jeweilige Werkstück während des Durchganges durch das Tauchbad unmittelbar gehalten und wenigstens zeitweise in Umdrehung versetzt wird, wird so vorgegangen, daß das Werkstück während seiner Umdrehung um die Rotationsachse mit veränderlicher Winkelgeschwindigkeit gedreht wird. Der zwischen der Beschichtungsmitteloberfläche und der jeweiligen Wandung des Werkstückes gebildete Austauschwinkel ändert sich somit ungleichförmig. Zusätzlich kann das Werkstück auch um eine im wesentlichen horizontale und senkrecht zu der Rotationsachse verlaufende Querachse verstellt werden, um eine wirtschaftliche Beschichtung von schwer zugänglichen Stellen des Werkstückes, wie z. B. Nischen, Hinterschneidungen usw., zu erzielen. Eine Vorrichtung zur Durchführung eines derartigen Verfahrens umfaßt eine Steuereinheit (21), die mit den erforderlichen Betriebsparametern vorprogrammiert ist oder diese Daten während des Beschichtungsvorganges erfaßt und entsprechend verarbeitet. Ferner kann oder können die das jeweilige Werkstück haltende(n) Greifeinrichtung(en) (13, 14) der Vorrichtung kardanisch und in der Vertikalen verstellbar an Halterungen (9, 10) der Vorrichtung abgeordnet sein, um die Verstellung des Werkstückes um die erwähnte Querachse zu ermöglichen.
Description
- Die Erfindung betrifft ein Verfahren zum Konservieren von Werkstücken durch Auftragen einer Beschichtung im Rotationstauchverfahren, bei dem das Werkstück höchstens bis zu seiner Rotationsachse in das Beschichtungsmittel eingetaucht wird. Die Erfindung betrifft auch wenigstens eine Vorrichtung zur Durchführung des Rotationstauchverfahrens, wobei das Werkstück während des Beschichtungsvorganges von Organen der Vorrichtung unmittelbar gehalten wird.
- In der GB-PS 644 16Q ist ein Verfahren und eine Vorrichtung offenbart, das bzw. die ein Rotationstauchverfahren zum Inhalt hat. Ein größerer Gegenstand in Form einer Fahrzeugkarosserie wird teilweise eingetaucht durch ein Beschichtungsmittelbad bewegt und dabei um eine horizontale Achse gedreht. Dadurch wird die Karosserie insbesondere außen mit Beschichtungsmittel überzogen. Nachteilig hierbei ist jedoch, daß der aufgebrachte Beschichtungsmittelüberzug ungleichmäßig ist und demgemäß zu dünne Stellen aufweist, die vorzeitige Korrosion oder dergleichen bewirken, und andererseits zu dicke Stellen aufweist, die einen unwirtschaftlichen Verbrauch an Beschichtungsmittel zur Folge haben, abgesehen davon, daß der unregelmäßige Strukturen aufweisende Beschichtungsauftrag unschön aussieht. Da die Umdrehungsgeschwindigkeit des zu beschichtenden Werkstückes so eingestellt sein muß, daß alle Bereiche des Werkstückes beschichtet werden, wird die Geschwindigkeit so gewählt, daß sie kleiner ist als diejenige, mit der das Beschichtungsmittel am Werkstück herunterläuft. Dabei muß aber eine entsprechend lange Beschichtungszeit neben dem schon erwähnten, entsprechend hohen Beschichtungsmittelverbrauch in Kauf genommen werden.
- Die Aufgabe der Erfindung besteht in der Schaffung eines Verfahrens zum Konservieren von Werkstücken durch Auftragen einer Beschichtung im Rotationstauchverfahren, mit dem auf einfache Weise ein gleichmäßiger Beschichtungsauftrag bei gleichzeitig reduziertem Verbrauch an Beschichtungsmittel erreicht wird. Die Aufgabe besteht auch in der Schaffung einer Vorrichtung, mit der ein solches Verfahren ausgeführt werden kann.
- Die Lösung der Aufgabe besteht darin, daß bei dem einleitend angedeuteten Verfahren die Winkelgeschwindigkeit der Rotationsbewegung des Werkstückes in Abhängigkeit vom Austauchwinkel gesteuert wird, wobei der Austauchwinkel zwischen der Pegelfläche des im Tauchbad befindlichen Beschichtungsmittelsund der austauchenden Seitonfläche des zu beschichtenden Werkstückes gebildet wird.
- Eine Vorrichtung zur Durchführung des verbesserten Verfahrens besteht darin, daß die einleitend erwähnte Vorrichtung erfindungsgemäß mit einer Steuereinheit versehen ist, die mit den für den Beschichtungsvorgang relevanten Betriebsparametern, wie zum Beispiel Winkelbeschleunigung der Rotations- und ggf. der Translationsbewegung des Werkstückes, Art und Temperatur des Beschichtungsmittels usw., programmierbar ist, so daß der Antriebsmotor für das Werkstück bzw. für den das Werkstück durch das Tauchbad bewegenden Förderteil der Vorrichtung entsprechend gesteuert wird.
- Das Werkstück kann mittels der erfindungsgemäßen Lösung und der Erzielung eines gleichmäßig dicken Beschichtungsauftrages beträchtlich wirtschaftlicher beschichtet werden, da der Beschichtungsvorgang optimal abläuft. Letzteres bedeutet insbesondere, daß der Beschichtungsmittelverbrauch'erheblich reduziert ist, da eine bereichweise zu dicke Beschichtung nun vermieden ist und da die Dauer des Beschichtungsvorganges ebenfalls verringert ist, weil die Rotationsgeschwindigkeit des zu beschichtenden Werkstückes zeitweise höher. ist als die kleinste erforderliche Geschwindigkeit. Das erstere ist vorteilhaft dann der Fall, wenn ein Bereich einer Werkstückseite gerade aus dem Bad austaucht, um die an sich gegebene Abtropfneigung des gerade aufgetragenen Beschichtungsmittels nicht zum Erfolg kommen zu lassen, um die auch dadurch bedingte ungleichmäßig dicke Beschichtung zu vermeiden. Insgesamt kann der Beschichtungsvorgang also mit erheblich geringeren Kosten als bisher durchgeführt werden, da insbesondere der Beschichtungsmittelverbrauch stark gesenkt ist.
- In Weiterbildung des angegebenen Verfahrensvorschlages kann auch so vorgegangen werden, daß das Werkstück um eine weitere Achse verstellt wird, die horizontal und zur Rotationsachse quer verläuft. Dadurch wird erreicht, daß nicht oder nur schwer zugängliche Stellen innerhalb aber auch außerhalb des Werkstückes, wie z.B. Nischen, Hinterschneidungen, Ecken usw., auf einfache Weise beschichtet werden, wobei vermieden ist, daß an diesen Stellen nicht mehr benötigtes Beschichtungsmittel zurückbleibt, weil es davon leichter abfließen kann. Dies senkt ebenfalls den Beschichtungsmittelverbrauch.
- Für diesen Zweck ist die Vorrichtung z.B. so weitergebildet, daß ihre das Werkstück haltenden Greifeinrichtungen kardanisch an Halterungen der Vorrichtung angelenkt sind. Damit ist es möglich, das Werkstück um eine zur Rotationsachse horizontale Querachse zu verstellen, jMas entweder einseitig oder gegensinnig geschehen kann und während der Rotation des Werkstückes des öfteren durchgeführt wird. Die Ecken, Hinterschneidungen usw. werden auf diese Weise besser mit Beschichtungsmittel erreicht und von überschüssigem Mittel wieder befreit.
- Die Erfindung ist nachfolgend anhand der in den anliegenden Zeichnungen dargestellten Ausführungsbeispiele näher erläutert. Es zeigen:
- Figur 1 eine Beschichtungsanlage in Stirnansicht bei drei verschiedenen Positionen eines zu beschichtenden Containers,
- Figur 2 eine weitere Stirnansicht der Anlage,
- Figur 3 eine Seitenansicht der Anlage,
- Figur 4 eine andere Ausführungsform für eine Anlage nach der Erfindung, bei der ein zu beschichtender Container in drei verschiedenen Positionen gezeigt ist
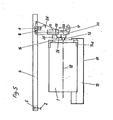
- Figur 5 eine weitere Ausführungsform in Seitenansicht, bei der ein Container nur an einem Ende gehalten und geführt wird.
- Bei der in den Figuren 1 bis 3 dargestellten Anlage besteht der Hängeförderer für den Container 1 aus zwei parallelen und horizontalen Tragschienen 2, 3, die auf einer nicht gezeigten Abstützung stehen und auf denen ein Wagen 4 über die gezeigten vier Rollen 5 bzw. 6 verfahrbar ist, und zwar angetrieben durch die Elektromotoren 7, 8. Mit dem Wagen 4 stehen zwei vertikale Halterungen 9, 10 mit kardanischen Gelenken 11, 12 in Verbindung, deren Drehachsen eine gemeinsame Rotationsachse der beiden Greifeinrichtungen 13, 14 bilden.
- Mit Hilfe eines vereinfacht dargestellten Antriebs 15 können die Halterungen 9, 10 je nach Antriebsrichtung nach oben oder unten verstellt werden, um so den Container 1 relativ zu den ortsfesten Teilen der Anlage anheben und absenken zu können. Dabei werden die Halterungen durch senkrechte Teile 16 geführt, die wiederum mit dem Wagen 4 verbunden sind.
- Mit der Achse der Greifeinrichtung 14 steht ein Elektromotor 17 über ein Getriebe in Verbindung, während die Drehachse der anderen Greifeinrichtung 13 frei im dortigen Drehlager 11 verdrehbar ist. Im Betrieb wird dieser Motor 17 die Einrichtung 14 und damit auch den Container 1 während des Beschichtens und ggf. auch noch nachher in Umdrehung um die Rotationsachse 18 versetzen, die gleichzeitig die Längsachse des Containers ist, so daß dieser mit seinem jeweils unteren Bereich durch das Beschichtungsmittel 19 im Tauchbecken 20 bewegt wird.
- Die in den Figuren 1 bis 3 gezeigte Anlage arbeitet taktweise. Zunächst wird der Container 1 in der nach Figur 1 linken Position am Förderer befestigt, indem die beiden doppelarmigen Einrichtungen 13, 14 diagonal an den Stirnseiten des Containers angesetzt und die abgewinkelten Greifelemente 13a, 14a über die entsprechenden Ecken des Containers fassen. Zu diesem Zweck sollten-die Greifelemente 13a, 14a radial zur Achse 18 beispielsweise teleskopisch verstellbar und schließlich auch in der Arbeitsstellung feststellbar sein. Die Greifelemente weisen eine ausreichende axiale Länge auf, um insbesondere beim Schrägstellen des Containers nicht von diesem abzugleiten, wie noch klar wird.
- Durch Betätigung des Antriebs 15 wird der Container um ein gewisses Maß angehoben, worauf die Motore 7, 8 eingestellt werden, um den Wagen 4 mittig über das Tauchbecken 20 in die mittlere Position nach Figur 1 zu fahren. Durch entsprechend entgegengesetzten Betrieb des Antriebs 15 wird der Container 1 so weit abgesenkt, daß er der Darstellung gemäß mit seiner unteren horizontalen Seite gerade in das Beschichtungsmittel 19 eintaucht. Sodann wird der Motor 17 eingestellt, um den Container 1 zur Durchführung der Beschichtung in Rotation um seine Längsachse 18 zu versetzen. Bei der Konzeption der Anlage ist natürlich darauf zu achten, daß der Abstand der mittig und längs über das Bekken 20 verlaufenden Achse 18 zum Beckenboden geringfügig größer sein muß als die längstmögliche radiale Erstreckung des jeweils zu beschichtenden Werkstückes bzw. Containers 1. Im übrigen kann, wenn mit der Anlage der Beschreibung gemäß taktweise gearbeitet'wird, der Boden des Tauchbeckens 20 im Querschnitt teilkreisförmig ausgebildet werden, wodurch erreicht wird, daß im Vergleich zu einem Becken mit rechteckigem Querschnitt entsprechend weniger Beschichtungsmittel eingefüllt zu werden braucht.
- Normalerweise wird eine vollständige Umdrehung des Containers ausreichen, obwohl natürlich auch mehrere Umdrehungen möglich sind. Bei der Drehung wird kontinuierlich und nacheinander die gesamte Außenfläche des Containers gleichmäßig beschichtet. Da meist auch eine Beschichtung der Innenflächen gewünscht ist, wird man, falls die Stirnseiten des Behälters nicht offen sind, gesonderte Eintrittsöffnungen für das Beschichtungsmittel vorsehen oder den Innenraum auf andere Weise fluten.
- Aus dem Verfahrensablauf ergibt sich, daß der jeweils aus dem Beschichtungsmittel austauchende Bereich des Containers 1 mit der Oberfläche bzw. dem Spiegel des Beschichtungsmittels 19 einen Winkel α einschließt, der sich im Verlauf der Rotationsbewegung periodisch ändert. Bei einem Container mit rechteckigem Querschnitt liegt dieser Winkel je nach fortgeschrittener Rotation zwischen 0° und 90°. Durch diese unterschiedlichen Austauchwinkel läuft das Beschichtungsmittel auch mit unterschiedlichen Geschwindigkeiten von den Containerwänden in das Tauchbecken 20 zurück, was evtl. Anlaß.zu ungleichmäßigen Schichtdicken geben könnte, falls das Beschichtungsmittel insoweit eine ungünstige Viskosität hat. Um dies zu vermeiden, kann die Winkelge- ' schwindigkeit der Rotationsbewegung in Abhängigkeit vom Winkel α derart gesteuert werden, daß kleineren Winkeln eine größere Winkelgeschwindigkeit und größeren Winkeln eine geringere Winkelgeschwindigkeit zugeordnet wird.
- Auf diese Weise erreicht man unabhängig von verschiedenen Austauchwinkeln oe eine über den Umfang des Containers oder sonstigen zu beschichtenden Werkstückes gleichmäßige Beschichtung, da durch die Änderung der Winkelgeschwindigkeit bewirkt wird, daß an der Trennlinie zwischen dem Beschichtungsmittel und der Containerwand bei großen Winkeln cC eine längere Antrockenzeit zur Verfügung steht als bei kleineren Austauchwinkeln.
- Nach so erfolgter Beschichtung wird der Container über den Antrieb 15 wieder angehoben, und zwar zweckmäßigerweise so, daß ein ggf. noch auftretendes Abtropfen des Beschichtungsmittels über eine Kante erfolgt, die später am fertigen Produkt nicht sichtbar ist. Bei Containers der gezeigten Art wird dies eine der unteren Kanten der Standfläche sein.
- Nach dem Anheben wird dann der Container 1 mit dem Förderer weiter verfahren, also etwa in die..rechts in Figur 1 gezeigte Position, und dort schließlich abgesetzt. Nach Lösen der Greifelemente 13., 14 kann der Förderer in seine Ausgangsposition oder auch eine andere Position zurückkehren und dort einen neuen Container aufnehmen.
- Um auch zu gewährleisten, daß der Überschuß an Beschichtungsmittel, welches insbesondere im Innern des Containers in Nischen, taschenartigen Hohlräumen, Ecken und dergleichen gelangt ist, sich aber auch allgemein im Innern des Containers befindet, sicher wieder entfernt wird, wird der Container auf jeden Fall nach dem Austauchen aus dem Beschichtungsmittelbad um seine horizontale Querachse, also in vertikaler Ebene schräggestellt. Dabei.rotiert der Container kontinuierlich oder intermittierend weiter, wobei die Rotationsrichtung auch gewechselt werden kann. Sollten die Halterungen oder deren Teilbereiche, welche die Greifeinrichtungen aufweisen, nicht axial nachgiebig ausgebildet sein, ist durch die axiale Länge der Greifelemente 13a, 14a genug Spielraum gegeben, um die Schrägstellung des Containers zu ermöglichen. Die Schrägstellung wird durch die Betätigung eines der Antriebe 15 bewirkt. Im Bedarfsfalle kann auch eine gegensinnige Schrägstellung erfolgen. Dazu wird dann beispielsweise das zuerst angehobene Containerende wieder abgesenkt, ohne dabei in das Bad zu gelangen, und dann das andere angehoben.
- Um beim Schrägstellen des Werkstückes oder Containers eine axiale Nachgiebigkeit in Richtung der Rotationsachse zu erhalten, kann die Vorrichtung auch so ausgebildet sein, daß wenigstens eine der Halterungen 9, 10 am Wagen 4 um eine horizontale Querachse schwenkbar ausgebildet ist; oder derjenige Teilbereich derselben, der die Greifeinrichtung trägt. Zusätzlich oder alternativ kann auch wenigstens eine der beiden Greifeinrichtungen axial nachgiebig in der zugehörigen Halterung gelagert sein. Diese Ausführungsmöglichkeiten bieten für den Fachmann keine unzumutbaren Anforderungen, so daß hier auf eine genauere Erläuterung und Darstellung derselben verzichtet werden kann.
- Nach dem vollständigen Auslaufen des überschüssigen Beschichtungsmaterials aus dem Container 1 wird dieser mit der Fördereinheit abtransportiert und schließlich abgesetzt. Nach Lösen der Greifeinrichtungen 13, 14 kann die Fördereinheit in ihre Ausgangsposition zurückkehen oder auch eine andere Position einnehmen und dort einen neuen Container aufnehmen.
- Für die Steuerung der Winkelgeschwindigkeit der Rotations- bewegung in Abhängigkeit vom Austauchwinkel α wird eine programmierte Steuereinheit 21 vorgesehen, die den Motor 17 in bezug auf seine Laufdauer und Drehzahl regelt, und zwar insbesondere in Abhängigkeit von folgenden vorprogrammierbaren oder auch während des Beschichtens gewonnenen Daten, nämlich Dauer und Winkelgeschwindigkeit bzw. Winkelbeschleunigung der Rotationsbewegung, Form und augenblickliche Stellung des zu beschichtenden Teiles sowie Art und Temperatur des Beschichtungsmittels. Diese auf den Beschichtungsvorgang Einfluß nehmenden Faktoren und auch die Daten, die für einen vollautomatischen Ablauf des Verfahrens erforderlich sind, könnten auf einem Datenträger gespeichert werden. Durch einfaches Austauschen dieses Datenträgers ist es ohne lange Einstell- und Rüstzeiten möglich, auf ein anderes und vorgespeichertes Programm umzustellen.
- In diesem Zusammenhang wäre noch darauf hinzuweisen, daB die Daten für die jeweilige Rotationsstellung des Containers 1 über eine mit ihm drehbare Kurvenscheibe 22 abgetastet werden kann, wobei die so gewonnenen Abtastdaten in der Steuereinheit 21 zur Einleitung der Regelvorgänge auszuwerten sind.
- Wie schon einleitend erwähnt wurde, kann der rotatorischen Bewegung des Containers 1 eine translatorische Bewegung in Richtung der Rotationsachse 18 oder auch quer dazu überlagert werden. Eine quer zur Rotationsachse erfolgende Translationsbewegung würde beim Ausführungsbeispiel nach Figur 3 senkrecht zur Zeichnungsebene verlaufen. Voraussetzung für die Durchführung einer solchen Längsbewegung wäre es natürlich, daß das Tauchbecken 20 eine andere und angepaßte Form erhält.
- Die Figur 4, bei der zur Vereinfachung und auch der besseren Übersicht wegen gleiche Bezugszeichen für einander entsprechende Teile verwendet wurden, zeigt dagegen eine Möglichkeit für eine translatorische Bewegung in Richtung der Rotationsachse 18. über Kurvenbahn bildende Tragschienen 2, 3 fährt der Container 1 mit der Stirnseite zuerst in das Beschichtungsbad ein. Die Containerlängsachse und die Badoberfläche bilden dabei einen Winkel β . Sobald die vordere untere Kante des Containers 1 den Badspiegel berührt hat, setzt der vorher im Zusammenhang mit dem anderen Ausführungsbeispiel beschriebene Rotationsvorgang ein. Dabei verlaufen die Fahrbewegung und die Rotationsbewegung jetzt gleichzeitig ab, so daß der Container 1 das Beschichtungsbad drehend durchläuft, wobei einzeln betrachtete Containerteile eine schraubenförmige Bewegung durchführen. Durch den später wieder ansteigenden Verlauf der Tragschienen 2, 3 wird der Container 1 unter dem Winkel γ aus dem Bad herausgefahren. Sobald das Bad bzw. Beschichtungsmittel und der Container nicht mehr miteinander in Berührung stehen, wird die Rotationsbewegung eingestellt. Durch diese einander überlagernden Bewegungsabläufe beginnt das Abtropfen des. Beschichtungsmaterials bereits dann, wenn der Beschichtungsvorgang noch nicht abgeschlossen ist.
- Die im Zusammenhang mit der Anlage nach den Figuren 1 bis 3 gezeigten Teile für das Befördern des Containers und . dessen Rotation im Bereich des Tauchbeckens, für die Steuerung der Bewegungsabläufe sowie Formen des Tauchbeckens sind sinngemäß auch bei der Anlage nach Figur 4 anzuwenden, so daß auf eine nochmalige Beschreibung und Erläuterung hier verzichtet wird.
- Für Werkstücke bzw. Container mit kürzerer Länge kann so vorgegangen werden,daß eine Halterung, z.B. die Halterung 9, längs des Trägers des Wagens 4 verfahrbar ausgebildet ist, so daß diese Halterung die in Figur 3 gestrichelte Stellung einnehmen kann.
- Für derartige Werkstücke ist es aber auch möglich, die in Figur 5 gezeigte Ausführungsform zu verwenden. Bei dieser gelten für gleiche Teile auch gleiche Bezugsziffern. Hierbei ist nur eine Halterung 10 vorgesehen, deren Aufbau im wesentlichen wie vorstehend beschrieben ist. Um aber eine Schrägstellung des Werkstückes um eine horizontale Querachse vornehmen zu können, ist die Kardangelenkachse 12 der Greifeinrichtung 14 derart ausgebildet, daß letztere auch in der gewünschten Schrägstellung festgehalten werden, kann. Dies ist z.B. möglich mit einem den Achskörper 12 umfassenden Halteglied 23, das von der Kolbenstange 24 eines Zylinders 25 gehalten wird. Der Zylinder 25 ist an der Halterung 10, die durch eine zusätzliche Verstärkungsrippe 26 stabilisiert ist, vertikal verfahrbar angeordnet. Bei Betätigung dieses Zylinders wird die Drehachse 18'der Greifeinrichtung 14 schräggestellt.
- Die erwähnte Schrägstellung des Werkstückes kann auch schon dann vorgenommen werden, wenn der Beschichtungsvorgang voll im Gange ist oder wenn der Austauchvorgang des Werkstückes beginnt. Hierdurch wird neben einer guten Innenbeschichtung die Gesamtdauer des Beschichtungsvorganges verkürzt.
- Ferner ist es auch möglich, das Werkstück während seiner Rotationsbewegung im Tauchbecken 20 um seine Hochachse, also in der horizontalen Ebene, hin und her zu schwenken. Dadurch wird eine Entmischung des Beschichtungsmittels im Becken vermieden. Diese horizontale Schrägstellung des Werkstückes könnte beispielsweise durch eine entsprechende Ausbildung der Fördereinheit oder der Greifeinrichtung 14 in Verbindung mit der Halterung 10 bewirkt werden.
- Abschließend sei noch darauf hingewiesen, daß anstelle von Containern natürlich alle möglichen anderen Werkstücke mit dem beschriebenen Verfahren beschichtet werden können. Falls es sich hierbei um relativ kleine und leichte Werkstücke handeln sollte, bietet sich die zuletzt beschriebene Vorrichtung an. Im übrigen kommen als Beschichtungsmittel Konservierungsmittel und insbesondere Lackfarben, jedoch auch pulverförmige Mittel zum Beschichten von Werkstücken im Wirbelsinterverfahren zur Anwendung. Ferner sind das beschriebene Verfahren und die Vorrichtung auch zum Verzinken und Galvanisieren verwendbar. Schließlich sei noch erwähnt, daß das im Normal- oder Elektrotauchverfahren aufzubringende Beschichtungsmittel,. welches flüssig sein oder aus einem fluidisierten Beschichtungswerkstoff bestehen kann, im Tauchbecken umgewälzt werden kann, um eine gleichmäßige Dichte des jeweiligen Beschichtungsmittels zu erzielen.
Claims (10)
1. Verfahren zum Konservieren von..Werkstücken durch Auftragen einer Beschichtung im Tauchverfahren, bei dem das jeweilige Werkstück zu einem das Beschichtungsmittel aufnehmenden Tauchbecken gefördert, in dieses abgesenkt und während des Beschichtungsvorganges um eine seiner Achsen in rotatorische Bewegung versetzt und höchstens bis zu dieser Rotationsachse in das Beschichtungsmittel eingetaucht wird, wobei der rotatorischen Bewegung eine translatorische Bewegung in Richtung der Rotationsachse oder quer dazu überlagert werden kann, und bei dem der jeweils aus dem Beschichtungsmittel austretende Werkstückbereich mit der Oberfläche des Beschichtungsmittels einen Winkel alpha einschließt, der sich mit der Rotationsbewegung ändert, dadurch gekennzeichnet, daß die Winkelgeschwindigkeit der Rotationsbewegung in Abhängigkeit vom Winkel alpha verändert wird.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß kleinen Winkeln alpha eine größere Winkelgeschwindigkeit und größeren Winkeln alpha eine geringere Winkelgeschwindigkeit zugeordnet wird.
3. Verfahren zum Konservieren von Werkstücken durch Auftragen einer Beschichtung im Tauchverfahren, bei dem das Werkstück zu einem das Beschichtungsmittel enthaltenden Tauchbecken gefördert, in dieses teilweise abgesenkt und um eine horizontale Achse in Rotation versetzt wird, insbesondere nach den Ansprüchen 1 und 2, dadurch gekennzeichnet, daß das Werkstück spätestens nach seinem Austauchen aus dem Tauchbecken um eine quer und horizontal zur Rotationsachse verlaufende Achse verstellt wird und daß es in dieser Stellung kontinuierlich oder intermittierend rotiert wird.
4. Verfahren nach Anspruch 3, dadurch gekennzeichnet, daB die Verstellung des Werkstückes um die horizontale Querachse, bezogen auf die beiden Endbereiche des Werkstükkes, gegensinnig durchgeführt wird.
5. Vorrichtung zum Konservieren von Werkstücken durch Auftragen einer Beschichtung im Tauchverfahren mit einem Förderer, mit dem das jeweilige Werkstück zu einem das Beschichtungsmittel aufnehmenden Tauchbecken gefördert und in dieses teilweise abgesenkt sowie gewünschtenfalls im eingetauchten Zustand im Becken translatorisch bewegt wird, und mit wenigstens einem zum Förderer gehörenden Halter für das Werkstück, wobei ein Halter mit einem Motor versehen ist, um das Werkstück beim Beschichtungsvorgang in Rotation zu versetzen, insbesondere zur Durchführung des Verfahrens nach wenigstens einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß eine programmierte Steuereinheit-(21) vorgesehen ist, die den Motor (17) in bezug auf seine Laufdauer und Drehzahl regelt, und zwar insbesondere in Abhängigkeit von folgenden vorprogrammierbaren oder während des Beschichtens gewonnenen Daten: Dauer und Winkelgeschwindigkeit bzw. Winkelbeschleunigung der Rotationsbewegung und ggf. der Translationsbewegung des Werkstückes (1), augenblickliche Stellung und Form des zu beschichtenden Teiles sowie Art und Temperatur des Beschichtungsmittels (19).
6. Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß die jeweilige Rotationsstellung des zu beschichtenden Werkstückes (1) über eine mit ihm drehenden Kurvenscheibe (22) abgetastet wird und daß die so gewonnenen Abtastdaten in der Steuereinheit (21) zur Einleitung von Regelvorgängen ausgewertet werden.
7. Vorrichtung nach Anspruch 5 oder 6, dadurch gekennzeich= net, daß der Boden des Tauchbeckens (20) im Querschnitt teilkreisförmig ist und daß der Abstand der mittig und längs über das Becken verlaufenden Rotationsachse (18) zum Beckenboden geringfügig größer ist als die längstmögliche radiale Erstreckung des zu beschichtenden Werkstückes (1).
8. Vorrichtung zum Konservieren von Werkstücken nach wenigstens einem der Ansprüche 5 bis 7, insbesondere zur Durchführung des Verfahrens nach Anspruch 3 oder 4, dadurch gekennzeichnet, daß jede Halterung (9,10) mit einer kardanisch an ihr angelenkten Greifeinrichtung (13, 14) für das Werkstück zu dessen Erfassung und Haltung an seinen sich gegenüberliegenden Enden versehen ist, daß wenigstens eine Greifeinrichtung gegenüber der anderen in der Höhe verstellbar ist und daß jede Greifeinrichtung mit Greifelementen (13a, 14a) solcher Länge versehen ist, daß ein Herausfallen des Werkstückes aus den Elementen beim Schrägstellen desselben verhindert ist.
9. Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, daß wenigstens eine Halterung (9, 10) und/oder ein Teilbereich derselben und/oder wenigstens eine Greifeinrichtung in Richtung der durch die Drehung der beiden Greifeinrichtungen (13, 14) bestimmte Rotationsachse (18)axial nachgiebig gelagert ist bzw. sind.
10. Vorrichtung mit einer Halterung für das Werkstück, nach mindestens einem der Ansprüche 5 bis 7, dadurch gekennzeichnet, daß die Halterung (10) mit einer um eine horizontale oder im wesentlichen horizontale Rotationsachse (18) antreibbaren Greifeinrichtung (14) für das Werkstück (1) versehen ist und daß die Halterung selbst und/oder ein Teilbereich derselben und/oder die Greifeinrichtung um eine zu der erwähnten Rotationsachse querverlaufende horizontale Achse verschwenkbar und arretierbar ausgebildet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2902352 | 1979-01-22 | ||
| DE19792902352 DE2902352C3 (de) | 1979-01-22 | 1979-01-22 | Verfahren und Vorrichtung zum Tauchbeschichten von Werkstücken, insbesondere von Containern |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0013701A1 true EP0013701A1 (de) | 1980-08-06 |
Family
ID=6061130
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19790104376 Ceased EP0013701A1 (de) | 1979-01-22 | 1979-11-08 | Verfahren und Vorrichtung zum Konservieren von nicht rotationssymmetrischen Werkstücken durch Auftragen einer Beschichtung im Tauchverfahren |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0013701A1 (de) |
| DE (1) | DE2902352C3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2134012A (en) * | 1982-12-03 | 1984-08-08 | G O M International Limited | Coating plastic bottles |
| GB2202863A (en) * | 1987-02-28 | 1988-10-05 | Honda Motor Co Ltd | Automotive bodies surface treatment |
| CN113677823A (zh) * | 2019-02-20 | 2021-11-19 | 欧瑞康表面处理解决方案股份公司普费菲孔 | 用于在模块式涂覆设备中输送并移动基片的优化系统和方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4025062A1 (de) * | 1989-08-10 | 1991-02-14 | Vaillant Joh Gmbh & Co | Verfahren zum beschichten eines gegenstandes |
| US5863408A (en) * | 1995-06-06 | 1999-01-26 | Yamaha Hatsudoki Kabushiki Kaisha | Method and device for surface treatment |
| DE10047968A1 (de) † | 2000-09-27 | 2002-04-18 | Flaekt Ab | Vorrichtung und Verfahren zur Oberflächenbehandlung von Werkstücken |
| DE10063448C5 (de) † | 2000-12-20 | 2009-02-12 | Eisenmann Anlagenbau Gmbh & Co. Kg | Anlage zur Behandlung, insbesondere zum Lackieren, von Gegenständen, insbesondere von Fahrzeugkarosserien |
| WO2009083081A1 (de) | 2007-12-28 | 2009-07-09 | Eisenmann Anlagenbau Gmbh & Co. Kg | Tauchbehandlungsanlage |
| DE102007063061A1 (de) * | 2007-12-28 | 2009-07-09 | Eisenmann Anlagenbau Gmbh & Co. Kg | Tauchbehandlungsanlage |
| DE102008010400A1 (de) * | 2008-02-21 | 2009-10-29 | Eisenmann Anlagenbau Gmbh & Co. Kg | Hängebahnsystem und Tauchbehandlungsanlage mit einem solchen |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB121233A (en) * | 1918-03-06 | 1918-12-12 | Thomas Tucker | Apparatus for Painting or Coating Metal Drums and like Vessels. |
| US2169816A (en) * | 1937-11-10 | 1939-08-15 | Continental Can Co | Method of coating can bodies |
| GB644169A (en) * | 1948-03-17 | 1950-10-04 | Carrier Engineering Co Ltd | Improvements in or relating to methods of and apparatus for cleaning, rustproofing, prime coating and spray painting sheet metal articles such as vehicle bodies |
| DE822062C (de) * | 1948-03-17 | 1951-11-22 | Carrier Engineering Co Ltd | Verfahren zum Befoerdern von aus Blech bestehenden Koerpern, vorzugs-weise Fahrzeugkoerpern, durch eine Anlage zum Reinigen, Verhueten des Rostens, Grundieren und Bespruehen mit einer Farbfluessigkeit und Vorrichtung zur Durchfuehrung des Verfahrens |
| FR1036676A (fr) * | 1951-02-14 | 1953-09-10 | Procédé et dispositif de peinture au trempé | |
| GB716790A (en) * | 1950-09-29 | 1954-10-13 | Rheem Mfg Co | Improved method and apparatus for processing surfaces of tubular containers and other articles |
| GB860955A (en) * | 1958-02-19 | 1961-02-15 | Hilary Page Sensible Toys Ltd | Method of and apparatus for the dip-coating of articles |
| US3028260A (en) * | 1958-09-05 | 1962-04-03 | Ball Brothers Co Inc | Method of coating containers |
| GB936147A (en) * | 1958-09-26 | 1963-09-04 | Saint Gobain | Improvements in or relating to a process and apparatus for coating articles |
| FR1421907A (fr) * | 1964-01-31 | 1965-12-17 | Carrier Engineering Co Ltd | Perfectionnements aux procédés de décapage et d'application d'anti-rouille, de couche d'impression, et de peinture sur des articles de tôle, tels que les carrosseries de véhicules |
| DE1922751A1 (de) * | 1969-05-03 | 1970-11-05 | Herberts & Co Gmbh Dr Kurt | Vorrichtung und Verfahren zum Beschichten von Gegenstaenden mit fluessigen Beschichtungsmitteln |
| DE2821192A1 (de) * | 1978-05-13 | 1979-11-15 | Ind Werke Transportsysteme Gmb | Verfahren und anlage zum konservieren von teilen durch auftragen einer beschichtung im tauchverfahren |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1454495A (en) * | 1973-05-21 | 1976-11-03 | Lucas Electrical Ltd | Methods of coating articles |
-
1979
- 1979-01-22 DE DE19792902352 patent/DE2902352C3/de not_active Expired
- 1979-11-08 EP EP19790104376 patent/EP0013701A1/de not_active Ceased
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB121233A (en) * | 1918-03-06 | 1918-12-12 | Thomas Tucker | Apparatus for Painting or Coating Metal Drums and like Vessels. |
| US2169816A (en) * | 1937-11-10 | 1939-08-15 | Continental Can Co | Method of coating can bodies |
| GB644169A (en) * | 1948-03-17 | 1950-10-04 | Carrier Engineering Co Ltd | Improvements in or relating to methods of and apparatus for cleaning, rustproofing, prime coating and spray painting sheet metal articles such as vehicle bodies |
| DE822062C (de) * | 1948-03-17 | 1951-11-22 | Carrier Engineering Co Ltd | Verfahren zum Befoerdern von aus Blech bestehenden Koerpern, vorzugs-weise Fahrzeugkoerpern, durch eine Anlage zum Reinigen, Verhueten des Rostens, Grundieren und Bespruehen mit einer Farbfluessigkeit und Vorrichtung zur Durchfuehrung des Verfahrens |
| GB716790A (en) * | 1950-09-29 | 1954-10-13 | Rheem Mfg Co | Improved method and apparatus for processing surfaces of tubular containers and other articles |
| FR1036676A (fr) * | 1951-02-14 | 1953-09-10 | Procédé et dispositif de peinture au trempé | |
| GB860955A (en) * | 1958-02-19 | 1961-02-15 | Hilary Page Sensible Toys Ltd | Method of and apparatus for the dip-coating of articles |
| US3028260A (en) * | 1958-09-05 | 1962-04-03 | Ball Brothers Co Inc | Method of coating containers |
| GB936147A (en) * | 1958-09-26 | 1963-09-04 | Saint Gobain | Improvements in or relating to a process and apparatus for coating articles |
| FR1421907A (fr) * | 1964-01-31 | 1965-12-17 | Carrier Engineering Co Ltd | Perfectionnements aux procédés de décapage et d'application d'anti-rouille, de couche d'impression, et de peinture sur des articles de tôle, tels que les carrosseries de véhicules |
| DE1922751A1 (de) * | 1969-05-03 | 1970-11-05 | Herberts & Co Gmbh Dr Kurt | Vorrichtung und Verfahren zum Beschichten von Gegenstaenden mit fluessigen Beschichtungsmitteln |
| DE2821192A1 (de) * | 1978-05-13 | 1979-11-15 | Ind Werke Transportsysteme Gmb | Verfahren und anlage zum konservieren von teilen durch auftragen einer beschichtung im tauchverfahren |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2134012A (en) * | 1982-12-03 | 1984-08-08 | G O M International Limited | Coating plastic bottles |
| GB2202863A (en) * | 1987-02-28 | 1988-10-05 | Honda Motor Co Ltd | Automotive bodies surface treatment |
| GB2202863B (en) * | 1987-02-28 | 1991-01-16 | Honda Motor Co Ltd | Automotive bodies surface treatment |
| CN113677823A (zh) * | 2019-02-20 | 2021-11-19 | 欧瑞康表面处理解决方案股份公司普费菲孔 | 用于在模块式涂覆设备中输送并移动基片的优化系统和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE2902352C3 (de) | 1982-05-19 |
| DE2902352A1 (de) | 1980-07-24 |
| DE2902352B2 (de) | 1980-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3715969C2 (de) | ||
| DE4410477C1 (de) | Vorrichtung zur Oberflächenbehandlung von Fahrzeugkarosserien | |
| DE2800296A1 (de) | Vorrichtung zum fuellen von formen mit gefaerbten moertelmassen und zur bildung von zeichnungen auf der sichtbaren oberflaeche von ziegeln, kunststeinen o.dgl. mit hilfe von teilungstrennanordnungen | |
| DE10359280A1 (de) | Sprühbeschichtungsvorrichtung | |
| EP0013701A1 (de) | Verfahren und Vorrichtung zum Konservieren von nicht rotationssymmetrischen Werkstücken durch Auftragen einer Beschichtung im Tauchverfahren | |
| EP0489292B1 (de) | Verfahren zum Glasieren von Ton- und Prozellanwaren | |
| DE2102458A1 (de) | Vorrichtung und Verfahren zum Behandeln, insbesondere Glavanisieren von Werkstücken | |
| DE2307331A1 (de) | Vorrichtung zur entwicklung von flachdruckplatten | |
| EP1329264A2 (de) | Verfahren und Vorrichtung zur Bearbeitung, insbesondere Beschichtung, von Werkstücken | |
| DE2821192C3 (de) | Verfahren und Anlage zum Tauchbeschichten von Teilen | |
| DE2443003C2 (de) | Verfahren zur Herstellung eines aus thermoplastischem oder thermohärtendem Kunststoff bestehenden Belags auf der inneren Oberfläche eines Hohlkörpers, sowie Vorrichtung zur Durchführung des Verfahrens | |
| DE3108549A1 (de) | Verfahren und vorrichtung zum glasieren keramischer hohlkoerper | |
| DE19613927C1 (de) | Verfahren und Vorrichtung zum Beschichten von Kleinteilen | |
| DE2904176A1 (de) | Verfahren und vorrichtung zum konservieren von werkstuecken durch beschichten im tauchverfahren | |
| DE3915549C2 (de) | ||
| EP0844054A1 (de) | Rundtisch-Glasiermaschine | |
| DE102005008741B4 (de) | Verfahren und Vorrichtung zum selektiven Befüllen von regelmässig angeordneten wabenartigen Strukturen | |
| DE102005037451B4 (de) | Verfahren und Vorrichtung zur Herstellung eines wenigstens zwei Komponenten enthaltenden stiftförmigen kosmetischen Produkts, wie Lippenpflegestift oder dergleichen | |
| WO1993010911A1 (de) | Vorrichtung zur aussenkonservierung von kraftfahrzeugen | |
| EP1171244B1 (de) | Verfahren und vorrichtung zum lackieren von fahrzeugkarosserien | |
| DE7406370U (de) | Schleifmaschine fuer die anbringung von dekorationsschliffen an hohl und pressglaesern | |
| DE3444910C2 (de) | ||
| DE2328909A1 (de) | Verbesserungen und zusatzeinrichtungen fuer eine maschine zum automatischen dekorieren von keramischen fliesen mittels eines oder mehrerer pinsel, sgraffitoritzbuersten, spritzduesen, tropfvorrichtungen oder aehnlicher derartiger zum dekorieren geeigneter elemente | |
| DE1614771C3 (de) | Verfahren zum Ablagern einer vorgegebenen Flüssigkeitsmenge in einem Gehäuse und Vorrichtung zur Durchführung des Verfahrens | |
| DE4344121C2 (de) | Verfahren zum Färben von gekochten Eiern und Vorrichtung zur Durchführung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19810119 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KRUSE, KARL-HERMANN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19830826 |