EP0000421A1 - Laminés polyester-polymère de chlorure de vinyle et procédé pour leur fabrication - Google Patents
Laminés polyester-polymère de chlorure de vinyle et procédé pour leur fabrication Download PDFInfo
- Publication number
- EP0000421A1 EP0000421A1 EP78300043A EP78300043A EP0000421A1 EP 0000421 A1 EP0000421 A1 EP 0000421A1 EP 78300043 A EP78300043 A EP 78300043A EP 78300043 A EP78300043 A EP 78300043A EP 0000421 A1 EP0000421 A1 EP 0000421A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- composition
- vinyl chloride
- polyester
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
- B32B2419/04—Tiles for floors or walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2425/00—Cards, e.g. identity cards, credit cards
Definitions
- the present invention relates to a laminate and to a method for its production.
- This invention provides a well adhered laminate of a synthetic linear polyester and a plasticised vinyl chloride polymer, the effective bonding between these two particular polymers being promoted by an intermediary primer coating comprising a certain polymeric composition.
- a laminate comprising a layer of a synthetic linear polyester, a plasticiser-free polymeric primer coating applied to at least one surface of the polyester layer and comprising a cross-linked composition comprising a polymer of at least one monomer selected from the esters of acrylic acid and methacrylic acid, and at least one layer made from a plasticised vinyl chloride polymer composition which is bonded to the linear polyester layer through the intermediary of the primer coating.
- a process for the production of a laminate which comprises applying an aqueous or organic dispersion of a polymeric primer composition to at least one surface of a layer of a synthetic linear polyester, said primer composition comprising a plasticiser-free cross-linkable composition comprising a polymer of at least one monomer selected from the esters of acrylic acid and methacrylic acid, removing the dispersing medium and cross-linking the primer composition, and bonding to one or both sides of the polyester layer, through the intermediary of the primer coating so formed, a layer made from a plasticised vinyl chloride polymer composition.
- a plasticiser-free cross-linkable composition comprising a polymer of at least one monomer selected from the esters of acrylic acid and methacrylic acid, for the production of a primer coating for a layer of a synthetic linear polyester which coating acts, when cross-linked, as an adhesion-promoting agent between the layer of polyester and a layer made of a plasticised vinyl chloride polymer which is bonded thereto.
- the polymer of the primer composition may be a homopolymer or a copolymer.
- the polymer may optionally include a copolymerised component derived from acrylic acid and/or methacrylic acid.
- the primer composition is cross-linked by virtue of the inclusion therein of a condensation product of an amine, such as melamine, urea and diazines or their derivatives, with formaldehyde, which may be alkylated.
- the above defined primer coating promotes excellent adhesion between the linear polyester layer and the plasticised vinyl chloride polymer layer.
- An example of a composition used for the primer coating comprises a copolymer of ethyl acrylate, methyl methylacrylate and methacrylamide, which has been cross-linked with an ethylated melamine/formaldehyde condensation product.
- the primer composition is preferably cross-linked with the aid of a suitable added cross-linking catalyst, e.g.
- the cross-linking is preferably effected before the laminating operation begins.
- the primer coating may be applied to the linear polyester layer from an aqueous or organic medium but preferably is applied as an aqueous dispersion.
- the polyester layer bearing the dispersion should be dried, preferably by heating to a temperature exceeding 70 0 C and up to a maximum temperature determined by the nature of the polyester employed. Heating not only serves to drive off the aqueous or organic medium but also to facilitate the cross-linking reactions.
- the primed polyester layer (before lamination) is not at all sticky and can be stored (e.g. wound up in a roll) like an unprimed polyester film without any problems.
- polyesters which may be obtained by condensing one or more dicarboxylic acids or their lower alkyl diesters, e.g. terephthalic acid, isophthalic acid, phthalic acid, 2,5-, 2,6- and 2,7-naphthalene dicarboxylic acids, succinic acid, sebacic acid, adipic acid, azelaic acid, diphenyl dicarboxylic acid, and hexahydroterephthalic acid or bis-p-carboxylphenoxy ethane, and optionally a monocarboxylic acid, such as pivalic acid, with one or more glycols, e.g.
- dicarboxylic acids or their lower alkyl diesters e.g. terephthalic acid, isophthalic acid, phthalic acid, 2,5-, 2,6- and 2,7-naphthalene dicarboxylic acids, succinic acid, sebacic acid, adipic acid, azelaic
- biaxially oriented and heat-set films or sheets of polyethylene terephthalate are particularly preferred for the production of laminates according to the invention.
- the primer coating composition may be applied to the polyester layer before or between the stretching operations employed to achieve orientation.
- a convenient procedure is to coat the polyester film between the two stretching operations which are applied in mutually perpendicular directions to orient the film.
- the heat treatment of the film during the stretching operation(s) and heat setting serves also to remove the dispersing medium and to effect cross-linking.
- Any suitable vinyl chloride polymer may be employed in the laminates of the invention.
- a vinyl chloride polymer is meant a vinyl chloride homopolymer or a vinyl chloride copolymer containing at least 50% molar (preferably at least 80% molar) of polymerised vinyl chloride.
- the vinyl chloride polymer may be prepared by any suitable polymerisation process, e.g. polymerisation in aqueous emulsion, suspension or microsuspension, or in bulk, provided the properties (particularly the morphology) of the resulting polymer are such that the polymer is suitable for use in the particular lamination procedure envisaged.
- plasticiser in the vinyl chloride polymer layer is an essential requirement for the achievement of a strong bond.
- the optimum amount or range of plasticiser to be used for any particular laminate should be determined experimentally as this depends, inter alia, on the minimum acceptable level of adhesion required, on the type of plasticiser employed, on the nature of the linear polyester employed, on the nature of the vinyl chloride polymer employed and on the method of bonding used to form the laminate.
- an amount of plasticiser within the range 20% to 120% by weight based on the weight of the vinyl chloride polymer is usually acceptable for most laminates.
- Suitable plasticisers for use in the laminates of the invention include phthalate esters such as dioctyl phthalate, di-iso-octyl phthalate, C7-C9 alkyl phthalate and butyl benzyl phthalate, phosphates such as tricresyl phosphate, carboxylic acid esters such as di-iso-octyl adipate, di-2-ethylhexyl azelate and dioctyl sebacate, compounds derived from soya bean oil such as epoxidised soya bean oil, liquid polyester plasticisers such as polypropylene laurate and chlorinated substances such as the chlorinated paraffins.
- the preferred plasticisers are the alkyl phthalates, particularly dioctyl phthalate, di-iso-octyl phthalate, C7-C9 alkyl phthalate and butyl benzyl phthalate.
- the layer of plasticised vinyl chloride polymer may be incorporated into the laminate of the invention by any suitable technique.
- a plastisol or an organosol derived from a vinyl chloride polymer (the polymer normally being made by polymerisation in aqueous emulsion or microsuspension) is spread onto a primed layer of a linear polyester and the assembly is heated to gel the plastisol or (after removal of the diluent) the organosol into a coherent layer.
- the heating may also cause the vinyl chloride polymer layer to become acceptably bonded to the linear polyester layer. If the adhesion is insufficient, further heating and/or pressure may be applied to effect a strong bond.
- the plastisol may be embossed.
- the plastisol in some cases may advantageously be foamable, so that the plastisol fusing step also causes a foamed vinyl chloride polymer layer to be formed.
- a pre-formed plasticised film containing a plasticised vinyl chloride polymer (the polymer normally being made by polymerisation in aqueous suspension, microsuspension or emulsion) and a primed film of a linear polyester (usually polyethylene terephthalate) are fed through hot rollers (provided e.g. by a calender) in order to bond the polyester film to the plasticised vinyl chloride polymer film.
- a plasticised vinyl chloride polymer the polymer normally being made by polymerisation in aqueous suspension, microsuspension or emulsion
- a primed film of a linear polyester usually polyethylene terephthalate
- the laminates of the invention find uses in many applications.
- they may form the basis of laminated cushioned flooring, the cushioned flooring comprising e.g. a support polyethylene terephthalate film laminated on its lower side, through the intermediary of a primer coating Cas defined), to a filled unfoamed plasticised vinyl chloride polymer layer forming the base of the flooring Cthe filler e.g. being a heat stabilised TiO 2 composition), and on its upper side, again through the intermediary of a primer coating (as defined) to a foamed layer of a plasticised vinyl chloride polymer which has been applied by spreading a plastisol as described above, the upper surface of the foam being suitably patterned (e.g. by printing) and normally protected by a clear wear-resistant layer.
- the cushioned flooring comprising e.g. a support polyethylene terephthalate film laminated on its lower side, through the intermediary of a primer coating Cas defined), to a filled unfoamed plastic
- the laminates of the invention may also be used as the basis of solid Ci.e. entirely unfoamed) floor or wall tiles which comprise e.g. a filled plasticised vinyl chloride base layer suitably patterned on its upper surface (e.g. by printing) and laminated, through the intermediary of a primer coating (as defined), to a clear wear-resistant layer of polyethylene terephthalate, the lamination being effected by calendering the vinyl chloride layer (pre-formed) and the primed polyethylene terephthalate layer.
- a filled plasticised vinyl chloride base layer suitably patterned on its upper surface (e.g. by printing) and laminated, through the intermediary of a primer coating (as defined), to a clear wear-resistant layer of polyethylene terephthalate, the lamination being effected by calendering the vinyl chloride layer (pre-formed) and the primed polyethylene terephthalate layer.
- laminates of the invention are as protective, tamper-proof coverings for identification cards such as security cards, bank cards, credit cards, identity cards and the like.
- identification cards such as security cards, bank cards, credit cards, identity cards and the like.
- These can be prepared by covering the card on each surface with facing polyester/ vinyl chloride polymer laminates according to the invention the layers being in the form of flexible or stiff films) each laminate extending beyond the card perimeter and the linear polyester layers of the laminates being outermost and the plasticised vinyl chloride polymer layers being innermost, the assembly can then be heat-sealed e.g. by passing it through hot rollers, the innermost plasticised vinyl chloride polymer layers enabling each laminate to be bonded to the card and also to the part of the opposite laminate which is beyond the perimeter of the card.
- laminates according to the invention are their use as cladding for various substrates, e.g. GRP sheet, where the linear polyester layer improves the ageing performance of the substrate while the vinyl chloride polymer layer (situated outermost) decreases the susceptibility of the polyester to degradation by ultra-violet light.
- substrates e.g. GRP sheet
- the linear polyester layer improves the ageing performance of the substrate while the vinyl chloride polymer layer (situated outermost) decreases the susceptibility of the polyester to degradation by ultra-violet light.
- laminates according to the invention are as adhesive tapes in packaging and electrical applications where the laminated tapes replace those made solely from vinyl chloride polymers which are known to suffer from poor transverse tensile strength.
- the polyester layer when biaxially oriented significantly improves the transverse tensile strength of the tape while the plasticised vinyl chloride layer enables a very thin polyester layer (e.g. ⁇ 10-15 u) to be employed without detracting from the tape's improved tensile properties j a thick polyester tape would be economically less attractive.
- the plasticised vinyl chloride polymer layer should also be very thin (e.g.
- the lamination is preferably effected by the application of an organosol of the vinyl chloride polymer to the primed polyester film and (after removing the volatile diluent) gelling the organosol.
- the laminate of Figure 1 has a plasticised film 1 of a vinyl chloride polymer bonded, through the intermediary of a primer coating 2 according to the invention, to a biaxially oriented film 3 of polyethylene terephthalate.
- the laminate of Figure 2 consists of a foamed plasticised layer 4 of a vinyl chloride polymer bonded, through the intermediary of a primer coating 5 according to the invention, to a biaxially oriented film 6 of polyethylene terephthalate.
- the solid floor or wall tile of Figure 3 consists of a base sheet 7 of a filled plasticised vinyl chloride polymer bonded through the intermediary of a primer coating 8 according to the invention to a wear-resistant biaxially oriented film 9 of polyethylene terephthalate.
- the sheet 7 has a printed pattern, denoted by 10, on its upper side.
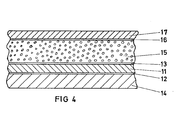
- the cushioned flooring of Figure 4 consists of a biaxially oriented film 11 of polyethylene terephthalate primed on each side with primer coatings 12 and 13 and bonded through the intermediary of the primer coatings respectively to a base sheet 14 made from a filled plasticised vinyl chloride polymer and to a foamed layer 15 made from a plasticised vinyl chloride polymer.
- the foamed layer 15 has a printed pattern, denoted by 16, on its upper side which is protected by a wear-resistant layer 17.
- a biaxially oriented film of polyethylene terephthalate was prepared by stretching in mutually perpendicular directions at 90-95 C followed by heat-setting at about 210°C, after the first stretching operation the film was coated on one side with a primer composition derived from an aqueous latex of 9.6 parts of a cross-linkable acrylic composition consisting of 87% of a copolymer of ethyl acrylate, methyl methacrylate and methacrylamide (45%, 50% and 5%) and 13% of ethylated melamine formaldehyde, 0.3 parts of poly(ethylene oxide - propylene oxide) emulsifier, 0.1 parts ammonium chloride (catalyst) in 90 parts water, the heating during the second stretching operation and heat setting serving to remove the water and cross-link the acrylic composition.
- the film was coated on the primed side with a plastisol composition having the following formulation:
- the plastisol was produced by mixing the constituents in a planetary mixer and was spread as a 3 mm thick layer on the coated polyethylene terephthalate film using knife-over-roll coating.
- the coated assembly was passed through a circulating air oven at 190 0 C for 3 minutes to fuse the plastisol and to generate a bond between the vinyl chloride homopolymer and the polyethylene terephthalate film.
- the laminate was cooled and reeled.
- Example 2 The procedure used was substantially that of Example 1. However the vinyl chloride homopolymer plastisol employed was foamable and had the following formulation:
- coated polyethylene terephthalate film as used in Examples 1 and 2 was used for this Example.
- a calendered vinyl chloride copolymer sheet having the following formulation was prepared:
- This calendered sheet was press laminated (160°C, 4 minutes pressing) to the primed polyethylene terephthalate film.
- the bond formed was very strong.
- Cushion flooring of the type illustrated in Figure 4 was prepared, starting from biaxially oriented polyethylene terephthalate film coated on both sides with the primer composition used in Examples 1 to 3.
- a layer of filled unfoamed vinyl chloride polymer (e.g. made from the formulation used in Example 1 or Example 3) was bonded to the polyester layer using any suitable technique (plastisol spreading, calendering, pressing) so as to form the base of the flooring.
- a foamable plastisol derived from a vinyl chloride polymer (having the formulation of the plastisol composition used in Example 2) was spread onto the upper side of the primed polyester layer and foamed and gelled by heating.
- the cushion flooring was suitably patterned by printing and finished with a wear-resistant layer.
Landscapes
- Laminated Bodies (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB28530/77A GB1600489A (en) | 1977-07-07 | 1977-07-07 | Polyester/vinyl chloride polymer laminates |
| GB2853077 | 1977-07-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0000421A1 true EP0000421A1 (fr) | 1979-01-24 |
| EP0000421B1 EP0000421B1 (fr) | 1982-04-07 |
Family
ID=10277097
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP78300043A Expired EP0000421B1 (fr) | 1977-07-07 | 1978-06-14 | Laminés polyester-polymère de chlorure de vinyle et procédé pour leur fabrication |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0000421B1 (fr) |
| DE (1) | DE2861716D1 (fr) |
| GB (1) | GB1600489A (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0576169A2 (fr) * | 1992-06-17 | 1993-12-29 | Imperial Chemical Industries Plc | Film polymère |
| EP1011568A1 (fr) * | 1997-06-16 | 2000-06-28 | Avery Dennison Corporation | Procede de fabrication de produits en bande |
| EP1095994A2 (fr) * | 1999-10-29 | 2001-05-02 | Beiersdorf AG | Ruban adhésif et son utilisation comme collerette de fenêtre |
| EP2374602A1 (fr) * | 2010-04-08 | 2011-10-12 | Agfa-Gevaert | Laminés de sécurité à base Pet-C et documents |
| CN103917362A (zh) * | 2011-09-12 | 2014-07-09 | 爱克发-格法特公司 | 基于pet-c的安全层制品和文件 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3215580A (en) * | 1964-06-25 | 1965-11-02 | Grace W R & Co | Coating and laminating process |
| GB1085818A (en) * | 1964-06-30 | 1967-10-04 | Du Pont | Adhesive composition |
| FR2145562A1 (fr) * | 1971-07-12 | 1973-02-23 | Basf Ag | |
| DE2514741A1 (de) * | 1974-04-05 | 1975-10-09 | Fuji Photo Film Co Ltd | Waessrige beschichtungsmasse |
-
1977
- 1977-07-07 GB GB28530/77A patent/GB1600489A/en not_active Expired
-
1978
- 1978-06-14 DE DE7878300043T patent/DE2861716D1/de not_active Expired
- 1978-06-14 EP EP78300043A patent/EP0000421B1/fr not_active Expired
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3215580A (en) * | 1964-06-25 | 1965-11-02 | Grace W R & Co | Coating and laminating process |
| GB1085818A (en) * | 1964-06-30 | 1967-10-04 | Du Pont | Adhesive composition |
| FR2145562A1 (fr) * | 1971-07-12 | 1973-02-23 | Basf Ag | |
| DE2514741A1 (de) * | 1974-04-05 | 1975-10-09 | Fuji Photo Film Co Ltd | Waessrige beschichtungsmasse |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0576169A2 (fr) * | 1992-06-17 | 1993-12-29 | Imperial Chemical Industries Plc | Film polymère |
| EP0576169A3 (fr) * | 1992-06-17 | 1994-04-13 | Ici Plc | |
| AU663380B2 (en) * | 1992-06-17 | 1995-10-05 | E.I. Du Pont De Nemours And Company | Polymeric film |
| US5466535A (en) * | 1992-06-17 | 1995-11-14 | Imperial Chemical Industries Plc | Polymeric film |
| CN1041209C (zh) * | 1992-06-17 | 1998-12-16 | 帝国化学工业公司 | 聚合薄膜 |
| EP1011568A1 (fr) * | 1997-06-16 | 2000-06-28 | Avery Dennison Corporation | Procede de fabrication de produits en bande |
| EP1011568A4 (fr) * | 1997-06-16 | 2000-06-28 | Avery Dennison Corp | Procede de fabrication de produits en bande |
| EP1095994A3 (fr) * | 1999-10-29 | 2001-05-23 | Beiersdorf AG | Ruban adhésif et son utilisation comme collerette de fenêtre |
| EP1095994A2 (fr) * | 1999-10-29 | 2001-05-02 | Beiersdorf AG | Ruban adhésif et son utilisation comme collerette de fenêtre |
| DE19952211A1 (de) * | 1999-10-29 | 2001-09-27 | Beiersdorf Ag | Klebeband insbesondere zur Abdeckung von Fensterflanschen |
| EP2374602A1 (fr) * | 2010-04-08 | 2011-10-12 | Agfa-Gevaert | Laminés de sécurité à base Pet-C et documents |
| WO2011124485A1 (fr) * | 2010-04-08 | 2011-10-13 | Agfa-Gevaert | Documents et plastifiés de sécurité à base de pet-c |
| CN102844169A (zh) * | 2010-04-08 | 2012-12-26 | 爱克发-格法特公司 | 基于pet-c的安全层制品和文件 |
| US8973830B2 (en) | 2010-04-08 | 2015-03-10 | Agfa-Gevaert N.V. | PET-C based security laminates and documents |
| CN102844169B (zh) * | 2010-04-08 | 2015-03-25 | 爱克发-格法特公司 | 基于pet-c的安全层制品和文件 |
| CN103917362A (zh) * | 2011-09-12 | 2014-07-09 | 爱克发-格法特公司 | 基于pet-c的安全层制品和文件 |
| CN103917362B (zh) * | 2011-09-12 | 2015-11-25 | 爱克发-格法特公司 | 基于pet-c的安全层制品和文件 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0000421B1 (fr) | 1982-04-07 |
| DE2861716D1 (en) | 1982-05-19 |
| GB1600489A (en) | 1981-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4208468A (en) | Polyester/vinyl chloride polymer laminates | |
| US4832775A (en) | Composite structure based on polystyrene foam and oriented polypropylene film and thermo-formed articles fabricated therefrom | |
| JP4092941B2 (ja) | 帯電防止性ポリマーフィルム | |
| JPH0545419B2 (fr) | ||
| US3709752A (en) | Method of making suede-like plastic | |
| JP2000052495A (ja) | 離形フィルム | |
| EP0000421B1 (fr) | Laminés polyester-polymère de chlorure de vinyle et procédé pour leur fabrication | |
| US3713925A (en) | Asbestos sheet material directly adhered to a cellular foam substrate | |
| JP2886024B2 (ja) | コーティング剤及び該剤を塗布した易接着性ポリエステルフイルム | |
| JPH11296089A (ja) | 粘着ラベル | |
| JP3829295B2 (ja) | 積層ポリエステルフィルム | |
| EP0329377A2 (fr) | Pellicules polymères | |
| JP3352553B2 (ja) | 内装材の製造方法 | |
| JPH0931398A (ja) | 易接着性水性塗剤及びこれを塗布したポリエステルフィルム | |
| JP2971509B2 (ja) | 支持フィルムを仮貼りした複合フィルム | |
| JP3800069B2 (ja) | 積層ポリエステルフィルム | |
| JP3071632B2 (ja) | 積層体 | |
| JP3423804B2 (ja) | 積層フイルム | |
| JPH1017818A (ja) | ポリエステルフイルム用塗布剤およびプリントラミネート体 | |
| JPS59138452A (ja) | ライニング処理方法 | |
| JP3840745B2 (ja) | 塩化ビニル樹脂用易接着フィルム | |
| JPH0624826B2 (ja) | 積層材の製造方法 | |
| JP2525526B2 (ja) | スタンピングモ―ルド用複合シ―ト、スタンピングモ―ルド用複合シ―トの製造方法、スタンピングモ―ルド成形品及びスタンピングモ―ルド成形品の製造方法 | |
| JPH10280284A (ja) | 床材およびその製造方法 | |
| JPH03210377A (ja) | 接着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB LU NL SE |
|
| 17P | Request for examination filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 2861716 Country of ref document: DE Date of ref document: 19820519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19820630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19830602 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19840514 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19840515 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19840519 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19840630 Year of fee payment: 7 Ref country code: BE Payment date: 19840630 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19860630 Year of fee payment: 9 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19870615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19870630 |
|
| BERE | Be: lapsed |
Owner name: IMPERIAL CHEMICAL INDUSTRIES P.L.C. Effective date: 19870630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19880101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19880226 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19880301 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19890630 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 78300043.3 Effective date: 19880711 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |